Изобретение касается винта и инструмента для ввинчивания и вывинчивания этого винта, причем касается такого типа винта, в головке которого выполнена выемка, предназначенная для сопряжения с кончиком инструмента, для простоты далее называемого завинчивающим инструментом.
Уже известны винты вышеупомянутого типа, такие как классические винты с крестообразной выемкой, известные как винты типа "филлипс" или "позидрайв", и винты, известные под названием "торкс" и "типс".
При изготовлении на современных станках, имеющих высокую производительность (до 800 винтов в минуту), винты типа "филлипс" и "позидрайв", в частности известные в течение многих десятилетий, имеется ряд проблем из-за легкости, с которой ломается оборудование (кернер), используемое для образования холодной формовкой выемки в головке винта. Это ведет к значительному замедлению производства.
После проведения исследований и экспериментов пришли к заключению, что этот недостаток, в частности, связан с тем, что кернер содержит довольно тонкие части, которые легко ломаются, когда кернер подвергается значительному количеству ударов в единицу времени, требуемому современными высокопроизводительными станками.
По аналогичным причинам кончик соответственной отвертки или завинчивающего инструмента подвергается быстрому износу с вероятной возможностью разрушения некоторых его частей.
Эти известные винты страдают также весьма существенным недостатком, заключающимся в том, что необходимо прилагать значительное осевое давление соответственной отверткой или механизированным завинчивающим инструментом при их ввинчивании, чтобы предотвратить выскальзывание кончика инструмента из выемки в винте.
Осевое усилие, требуемое для их ввинчивания, может даже достигать такого уровня, что может деформировать детали, в которые вводят этот винт, если они недостаточно жесткие (например, в случае слоистых материалов).
В винтах типа "торкс" или "типс" не происходит выскальзывания кончика завинчивающего инструмента из выемки винта. В таких винтах выемка имеет волнистую звездообразную конфигурацию в горизонтальной проекции, боковая стенка выемки образована цилиндрической поверхностью, директриса которой имеет звездообразную форму, а образующие параллельны оси винта.
Дополнительно к этому конфигурация выемки, а следовательно, и кернера, используемого для образования выемки и кончика соответствующего завинчивающего инструмента для конкретного винта, довольно твердая и, следовательно, способна выдерживать высокую скорость работы имеющихся в настоящее время станков.
Однако соответствующий кернер имеет весьма высокую стоимость изготовления из-за его сложной формы с искривленной поверхностью. Кроме того, то, что выемка не расширяется, усложняет образование в холодном состоянии выемки, существенно снижая количество винтов, получаемых в единицу времени по сравнению с теоретически возможным максимальным количеством. В результате стоимость таких винтов значительно выше, чем стоимость винтов с традиционной выемкой.
В патенте США N 3295572 от 3.01.1967, B 25815/0032 B и в Европейской патентной заявке 90312666.2 (публикация 0430563A1 от 05.06.91) F 16 B 23/00 B6 раскрыт винт, в головке которого выполнена выемка для сопряжения с кончиком инструмента, предназначенного для ввинчивания и вывинчивания винта. Конфигурация выемки в горизонтальной проекции имеет форму звезды с шестью скошенными лучами и с боковыми стенками выемки, расширенными наружу.
В патенте США N 3295572 боковые стенки выемки наклонены к оси винта на довольно большой угол, предпочтительно 30 o градусов. Это создает значительную реакцию на инструмент, например на отвертку, так что кончик последней изнашивается за короткое время. Другими последствиями являются то, что оператор быстро устает и, кроме того, параметры затягивания могут быть весьма отличающимися от тех, которые требуются.
Подходящую отвертку или подобный инструмент трудно изготовить из-за того, что ее конец должен иметь различные углы и радиусы.
Боковые стенки выемки являются довольно пологими по сравнению с максимальным диаметром выемки, и, следовательно, эта выемка не пригодна для сильного затягивания.
В указанной Европейской заявке поверхности, образующие боковые стенки выемки параллельны оси крепежной детали. Изготовление такой крепежной детали штампованием трудно и дорого. Фактически необходимо использовать специальный инструмент для того, чтобы вытягивать соответствующий кернер из крепежной детали. Более того, этот кернер очень легко ломается.
Когда боковые стенки выемки параллельны оси крепежной детали, кончик отвертки должен быть выполнен с жесткими допусками. Если это не так, что в случае гальванической обработки или окраски крепежных деталей кончик отвертки не будет вставляться в выемку, в то время как при отсутствии вышеуказанной обработки крепежных деталей жесткие допуски обуславливают зазор, который допускает касание крепежной детали, так что завинчивание крепежной детали оказывается трудным.
Выемка согласно данной Европейской заявке очень трудна в выполнении из-за ее закругленного профиля, который, кроме того, не позволяет использовать обычные отвертки.
Техническим результатом настоящего изобретения является создание винта, который, хотя и требует лишь незначительного усилия для его ввинчивания, можно изготавливать со скоростью в единицу времени, равной максимально получаемой современными станками, предназначенными для изготовления холодным способом винтов, и выемки которые выполнены такими, чтобы ни кернер, предназначенный для холодного образования выемки, ни кончик соответствующего завинчивающего инструмента не подвергались разрушению и оба обладали значительным сопротивлением износу.
Этот технический результат достигается тем, что в винте, в головке которого выполнена выемка для сопряжения с кончиком инструмента, предназначенного для ввинчивания и вывинчивания винта, причем конфигурация выемки в горизонтальной проекции имеет форму звезды с шестью скошенными лучами и с боковыми стенками выемки, расширенными наружу, согласно изобретению, поверхности, образующие боковые стенки выемки, наклонены относительно оси винта пол углом между 7 и 15o, а стороны лучей звезды представляют собой плоские поверхности, пары которых образуют на боковой стенке выемки шесть соответствующих ребер с поперечным сечением в виде равнобедренного треугольника, угол при вершине которого равен по существу 90o, а высота треугольника по существу равна половине длины его основания.
Угол расширения выемки между 7 и 15o позволяет обеспечивать высокую скорость кернения винтов (кернер легко можно изымать из образованной выемки), а также дает возможность ввинчивать винт без приложения значительного осевого усилия к завинчивающему инструменту.
Целесообразно, чтобы внешняя торцевая поверхность шести ребер была расположена на конической поверхности, соосной винту и имеющей вершину, обращенную к концу винта, угол конусности конической поверхности составляет 150o.
Желательно, чтобы основание выемки имело форму конической поверхности, соосной винту и имеющей вершину, обращенную к концу винта, угол конусности конической поверхности составляет 150o.
На основании выемки винта может быть расположен соосный палец.
Желательно, чтобы в поверхности головки винта, в которой выполнена выемка, были выполнены две диаметральные прорези, предназначенные для зацепления традиционным завинчивающим инструментом.
Вышеуказанный технический результат достигается также и тем, что инструмент, предназначенный для ввинчивания и вывинчивания вышеописанного винта, согласно изобретению, снабжен кончиком, имеющим форму, приспособленную для сопряжения с боковой стенкой выемки винта.
Чтобы обеспечить центрирование кончика инструмента в выемке винта, торцевая поверхность кончика инструмента имеет коническую форму, соосную оси кончика, вершина которой обращена наружу, причем упомянутая коническая поверхность имеет угол конусности равный или больше угла конусности конической поверхности основания выемки.
Целесообразно, чтобы в торцевой поверхности кончика была выполнена соосная полость, предназначенная для приема соосного пальца, проходящего от поверхности основания выемки винта.
В случае, если на кончике инструмента в торцевой поверхности не выполнена соосная полость для приема упомянутого пальца, нельзя использовать инструмент для вывинчивания винтов.
Изобретение будет более понятым из последующего описания вариантов осуществления соответствующих изобретению винта и завинчивающего инструмента со ссылками на прилагаемые чертежи, на которых:
фиг. 1 представляет вид в плане сверху первого варианта осуществления винта;
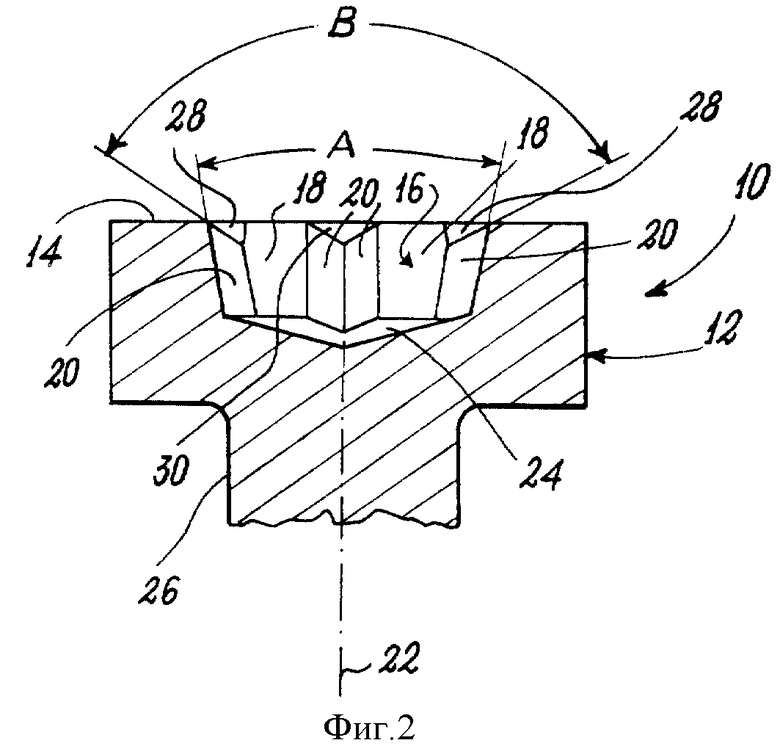
фиг. 2 представляет частичный осевой продольный разрез по линии II-II на фиг. 1;
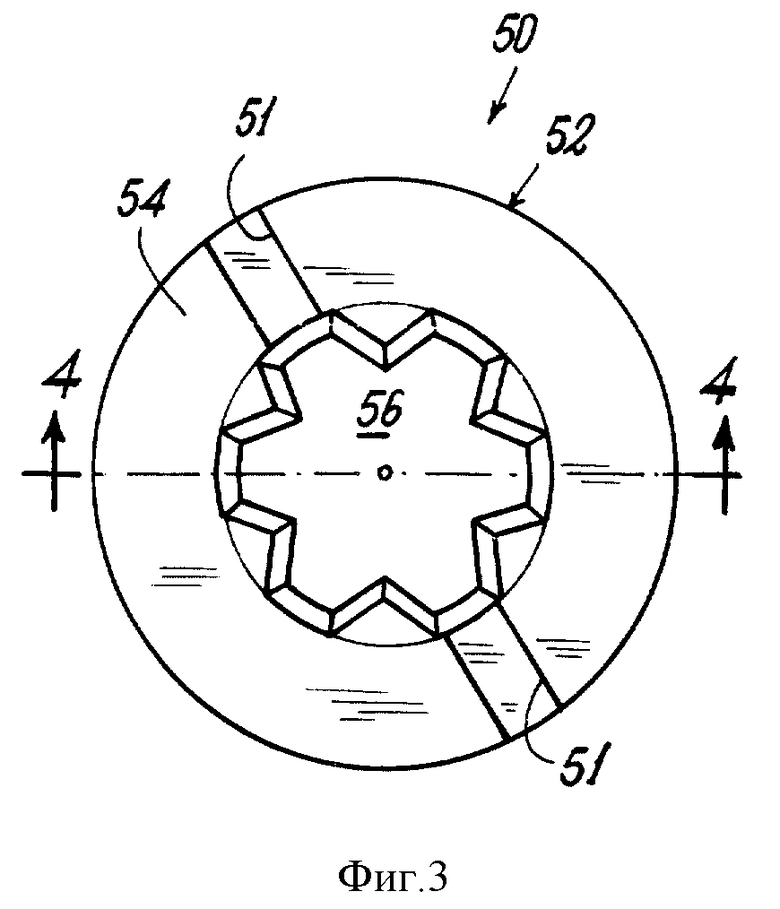
фиг. 3 представляет вид в плане сверху второго варианта осуществления винта;
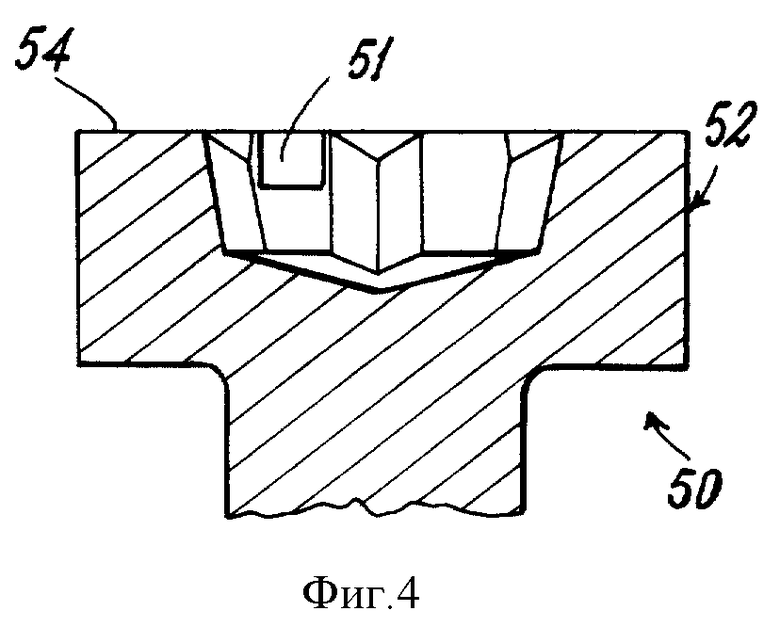
фиг. 4 представляет частичный осевой продольный разрез по линии IV-IV на фиг. 3;
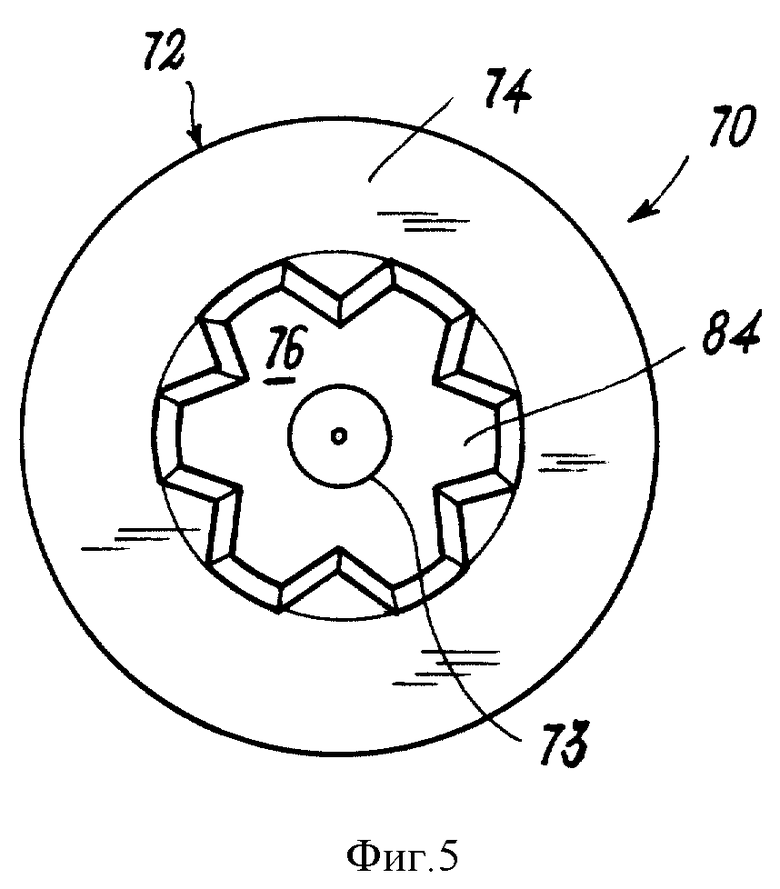
фиг. 5 представляет вид в плане сверху третьего варианта осуществления винта;
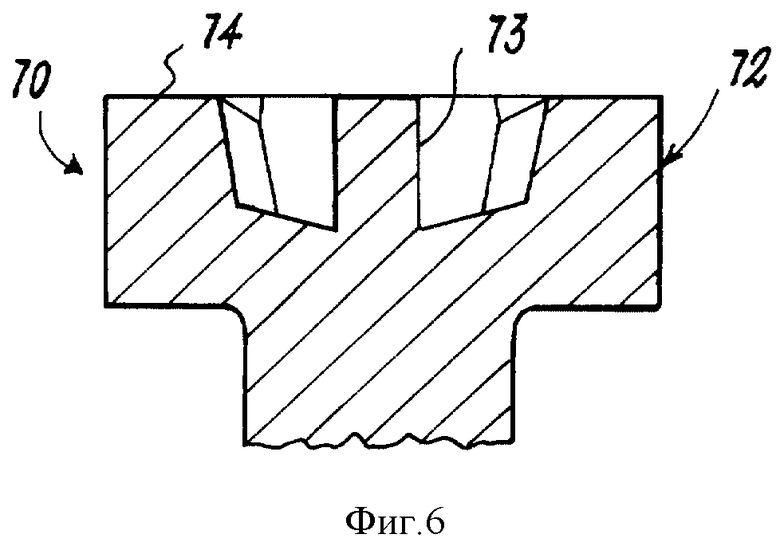
фиг. 6 представляет частичный осевой продольный разрез по линии VI-VI на фиг. 5;
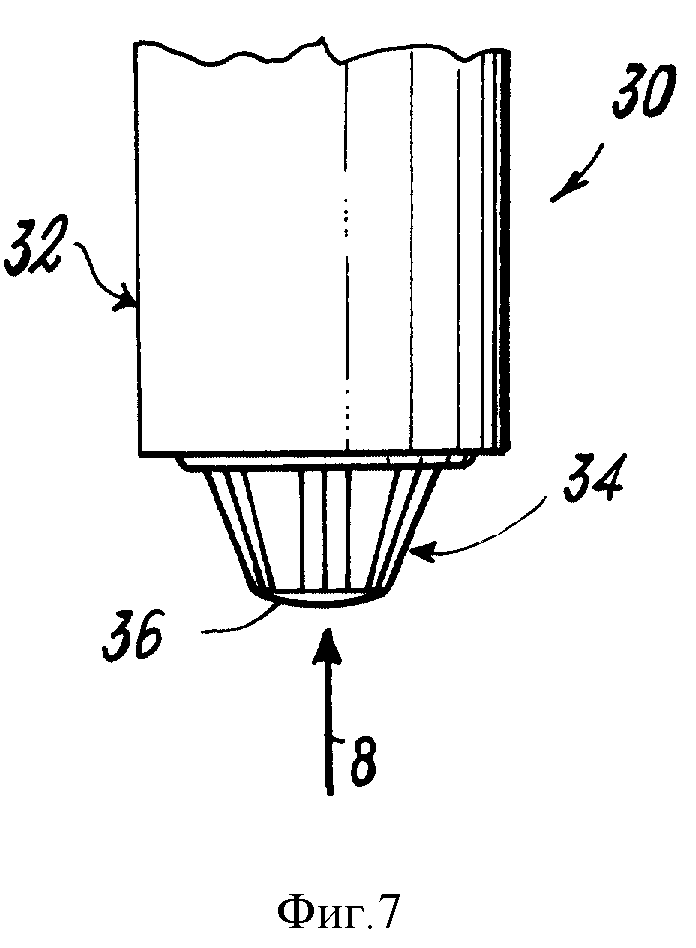
фиг. 7 представляет вид сбоку кончика соответствующего изобретению завинчивающего инструмента;
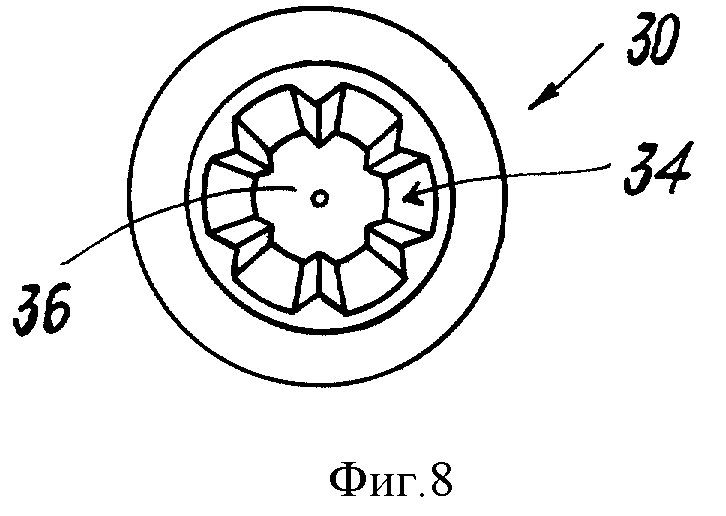
фиг. 8 представляет вид кончика инструмента в направлении стрелки 8 на фиг. 7.
На фиг.1 и 2 показан винт 1, имеющий в общем цилиндрическую головку 2, в верхней торцевой поверхности 3 которой выполнена выемка 4. Винт 1 (от которого на фиг. 2 видна только начальная часть стержня 5) отличается от обычных винтов только по форме выемки 4.
Эта выемка 4 в горизонтальной проекции имеет в общем форму шестиконечной звезды, лучи которой скошены и закруглены, где скосы расположены на конической поверхности, вершина которой находится на оси 6 винта 1 и угол A конусности которой составляет 20o в этом конкретном случае, но который должен составлять не меньше 14o и не больше 30o по причине, которая будет описана ниже.
Следовательно, плоские поверхности 7 боковой стенки выемки 4 наклонены к оси 6 винта 10 под углом 10o. Остальные плоские поверхности 8 боковой стенки выемки 4, пары которых образуют ребра треугольного поперечного сечения, выступающие в выемку 4, также наклонены относительно оси 6 винта 1 пол углом 10o. Основание выемки 4 представляет коническую поверхность 9, соосную винту 1 и имеющую вершину, обращенную к концу винта 1. Угол конусности поверхности 9 составляет 150 o.
Чтобы гарантировать, что кернер (на чертеже не показан), которым выполняют выемки 4, и кончик завинчивающего инструмента были достаточно прочными, выбрана звездообразная конфигурация выемки 4 шестью скошенными лучами. Стороны лучей звезды имеют плоские поверхности 20, пары которых образуют на боковой стенке выемки 4 шесть разнесенных на равные расстояния по углу ребер с поперечным сечением в виде равнобедренного треугольника, причем две одинаковые боковые стороны треугольника образованы плоскими поверхностями 8.
Угол C при вершине равнобедренного треугольника составляет 90o, а высота D треугольника равна половине длины основания E треугольника. Этот угол может также несколько отличаться от 90o, но это может привести к осложнениям в работе, которые вынуждают использовать на практике угол 90o.
Для достижения самоцентрирования кончика завинчивающего инструмента (смотрите приведенное ниже описание этого кончика), верхний конец 10 треугольных ребер, образованных парами плоских поверхностей 8, расположен на конической поверхности, соосной с винтом 1, причем эта поверхность имеет угол В конусности (фиг. 2), равный 150o.
Для получения показанного на чертежах винта 1 предназначенный для его изготовления посредством холодной формовки станок должен быть снабжен кернером, который после удара о головку винта 1 формирует в ней выемку 4.
Следовательно, выемка 4 по существу представляет оттиск, оставленный упомянутым кернером. Чтобы такой станок имел возможность работать на полную производительность, важно, чтобы угол A конусности был не менее 14o, поскольку в противном случае скорость производства будет падать из-за определенной трудности извлечения кернера.
С другой стороны, угол A конусности не должен быть больше 30o, ибо в противном случае необходимо прилагать значительное осевое усилие отверткой для ввинчивания винта, а это (как установлено выше) идет в разрез с целями настоящего изобретения.
На фиг. 7 и 8 показан частично кончик завинчивающего инструмента 11. Этот кончик 12 в общем цилиндрической формы имеет охватываемый свободный конец 13, профилированный таким образом, чтобы сопрягаться с боковой стенкой выемки 4 винта 1. Что касается завинчивающего инструмента 11, то нет необходимости добавлять какое-либо дополнительное описание, за исключением указания на то, что свободная торцевая поверхность 14 его кончика 12 коническая, соосная кончику, и имеет угол конусности, соответственно равный углу конусности конической поверхности 9 основания выемки 4 винта 1, или во всяком случае не меньше него.
Ясно, что помимо образующей части отвертки, остальная часть которой имеет обычную форму, кончик 12 может быть взаимозаменяемым элементом механизированной отвертки или электродрели, работающей также в качестве отвертки.
Разница между показанным на фиг. 3 и 4 винтом и показанным на фиг. 1 и 2 винтом состоит только в наличии двух диаметрально расположенных прорезей 15 соответствующей ширины, выполненных в верхней поверхности 16 головки 17. Это позволяет осуществлять ввинчивание и вывинчивание винта 18 обычной отверткой, если нет в наличии соответствующего настоящему изобретению завинчивающего инструмента.
Если в качестве меры безопасности или для предотвращения неправильного использования требуется предотвратить вывинчивание винта человеком, не имеющим специального завинчивающего инструмента, можно использовать показанный на фиг. 5 и 6 вариант осуществления винта, показанный позицией 19.
Как можно видеть, разница между винтом 19 и винтом 1 состоит только в наличии соосного пальца 20, идущего вверх от основания 21 его выемки 22. Этот винт 19 человек не может вывернуть, если он не снабжен завинчивающим инструментом, который дополнительно к показанному на фиг. 7 и 8 инструменту 11 содержит также в центре торцевой поверхности 14 своего кончика 12 соосную полость (на чертеже не показано), в которую может войти палец 20.
Очевидно, что палец 20 может иметь различные диаметры или различные поперечные сечения, чтобы обеспечить различие между, например, винтами, используемыми для различных целей, обеспечивая возможность вывинчивания таких винтов отверткой или соответствующим инструментом, который отсутствует в обычном использовании.
Изобретение относится к крепежным элементам и к средствам для их установки. В головке (12) винта (10) выполнена выемка (16) для сопряжения с кончиком инструмента (30), предназначенного для завинчивания винта, конфигурация которой в горизонтальной проекции имеет форму звезды с шестью скошенными лучами, боковые стенки выемки расширены наружу и наклонены относительно оси винта под углом между 7 и 15o. Стенки, образующие боковые стороны звезды, представляют собой плоские поверхности (18), пары которых образуют шесть соответствующих ребер с поперечным сечением в виде равнобедренного треугольника, угол при вершине которого равен, по существу, 90o, а высота по существу равна половине длины основания упомянутого равнобедренного треугольника. На основании выемки винта выполнен соосный палец. В поверхности винта могут быть выполнены две диаметральных прорези, предназначенные для зацепления традиционным завинчивающим инструментом. Инструмент, предназначенный для ввинчивания и вывинчивания такого винта, обеспечен кончиком, который имеет форму, приспособленную для сопряжения с боковой стенкой выемки винта. Изобретение позволяет повысить надежность и снизить стоимость винтов. 2 с. и 8 з. п.ф-лы, 8 ил.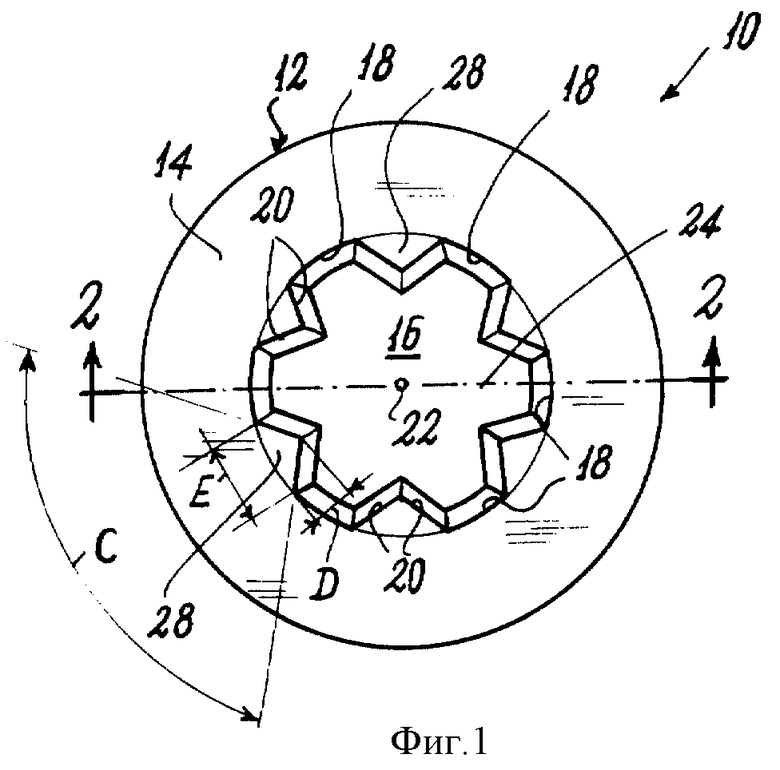
| УНИВЕРСАЛЬНЫЙ ШАРНИР | 1972 |
|
SU430563A1 |
| Болт | 1985 |
|
SU1291739A1 |
| СТЕКЛОВИДНАЯ ФОРМА 8-[3-[N-[(Е)-3-(6-АЦЕТАМИДОПИРИДИН-3-ИЛ)АКРИЛОИЛГЛИЦИЛ]-N-МЕТИЛАМИНО]-2,6- ДИХЛОРБЕНЗИЛОКСИ]-2-МЕТИЛХИНОЛИНА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2202550C2 |
| US 5205694 A, 27.04.93 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

