Область техники, к которой относится изобретение
Настоящее изобретение относится к резьбонарезающему элементу, в частности, для отверстий, выполняемых в холоднодеформируемых материалах.
Уровень техники
Известны элементы с резьбой, которые посредством соединения винта/винтового гнезда соединяют два или более элемента друг с другом.
В частности, эти элементы с резьбой, общеизвестные как винты, имеют цилиндрическую форму с круглым основанием и со спиральной резьбой, нарезанной на внешней поверхности. Внешняя резьба винта зацепляется с внутренней резьбой, т.е. с винтовым гнездом гайки или отверстия, причем это винтовое гнездо имеет те же самые геометрические свойства, что и у внешней резьбы винта, таким образом, способствуя примыканию соответствующих поверхностей зубцов резьбы.
Элементы с резьбой известного типа широко используются во множестве разнообразных сфер применения, и, соответственно, требуется широкомасштабное промышленное производство. Винт и винтовое гнездо, следовательно, производятся с помощью различных станков, которые соответственно именуются плашкой и метчиком, которые являются объектом износа.
Элементы с резьбой известного типа имеют недостатки, среди которых то, что массовое производство таких элементов с резьбой имеет тенденцию к смешиванию элементов, полученных с различной степенью точности, т.е. полученных на станках, у которых степень износа меняется в течение выпуска продукции, что приводит к тому, что соединение, получаемое между винтом и винтовым гнездом, имеет недостаток, заключающийся в том, что между зубцами двух резьб остаются небольшие расстояния. Эти пространства, которые обусловлены несовершенством производства, привносят некоторую степень люфта между двумя элементами с резьбой, и если два элемента с резьбой подвергаются тепловым ударам или вибрациям, винт в результате может иметь тенденцию вывинчивания из винтового гнезда, таким образом, не гарантируя начального стягивания.
Для предотвращения этого недостатка и гарантии плотного соединения между двумя резьбонарезными элементами для резьб выполняется проверка размеров, классификация винтов и винтовых гнезд с тем, чтобы гарантировать постоянную взаимосвязь между двумя элементами.
Такое расхождение между винтами требует затрат на проверку, которые являются очень высокими и не оправдывают использование элементов с резьбой такого типа.
Такой недостаток известного типа устройств с резьбой разрешается расположением между винтом и винтовым гнездом адгезива, более известного как «закрепитель резьбы», который позволяет осуществить полное демпфирование механических напряжений.
Недостаток, который может быть выявлен в этой известной технологии, состоит в необходимости введения этапа обработки, который, следовательно, приводит к дополнительным затратам на производство. Более того, если винт/винтовое гнездо должны быть рассоединены, адгезив может оказать противодействующую силу, так что она не позволит удалить винт из его посадочного места, что приведет к повреждению шляпки винта и, следовательно, к невозможности извлечения самого винта.
Эти недостатки, заключающиеся в очень сильном стягивании, преодолеваются за счет использования внутри отверстия с подходящими размерами самонарезающих винтов, которые выполняют винтовое гнездо, в которое они должны быть вкручены.
Резьбонарезные элементы известного типа имеют недостатки, включающие то, что винты образуют винтовое гнездо в течение их вкручивания удалением материала, и, следовательно, они образуют стружку, которая, если она не удалена, будет повреждать гребешки резьбы, которая была образована в этот момент. Более того, образованные винтовые гнезда не могут быть скомбинированы с обычными винтами, а это предотвращает использование винта со стандартной резьбой, если должен быть заменен самонарезающий винт.
Более того, специфическая форма самонарезающего винта с цилиндрическим телом и поперечным сечением, имеющим множество выступов, обеспечивает превосходное соединение между винтом и отверстием, но в то же время выполняется винтовое гнездо низкого качества, которое в случае второго вкручивания того же самого самонарезающего винта может повредить винтовое гнездо, сделав его неработоспособным.
Кроме того, гнезда, которые вмещают самонарезающие винты, должны иметь чрезвычайно точный технологический допуск с тем, чтобы иметь возможность добиться безошибочного ввинчивания винта в отверстие.
Раскрытие изобретения
Цель настоящего изобретения состоит в том, чтобы создать резьбонарезающий элемент, в частности, для отверстий, выполняемых в холоднодеформируемых материалах, который устраняет недостатки и преодолевает ограничения предшествующего уровня техники за счет обеспечения получения соединения винт/винтовое гнездо, которое является устойчивым к механическим напряжениям.
В пределах этой цели задача настоящего изобретения состоит в том, чтобы создать резьбонарезающий элемент, который не требует введения адгезивов в зазор между винтом и винтовым гнездом.
Другая задача изобретения состоит в том, чтобы создать резьбонарезной элемент, который выполняет винтовое гнездо в течение его вкручивания в отверстие, которое при этом также может вмещать винты известного типа.
Эта цель и задачи, также как и другие, которые станут более очевидными в дальнейшем, достигаются резьбонарезающим элементом, в частности, для отверстий, выполняемых в холоднодеформируемых материалах, содержащим цилиндрическое тело с круглым поперечным сечением, который имеет на по меньшей мере части его внешней поверхности спиральную резьбу, продолжающуюся вблизи по меньшей мере одного конического конца цилиндрического тела, характеризующимся тем, что упомянутый конец на его поверхности имеет по меньшей мере один нарезающий элемент, имеющий шестиугольную форму с треугольным основанием.
Краткое описание чертежей
Дополнительные характеристики и преимущества изобретения станут более очевидными из описания предпочтительного, но не исключительного варианта осуществления резьбонарезающего элемента, в частности, для отверстий, выполняемых в холоднодеформируемых материалах, проиллюстрированного посредством неограничивающего примера на прилагающихся чертежах, на которых:
фиг.1 представляет собой вид сбоку первого варианта осуществления резьбонарезающего элемента согласно изобретению;
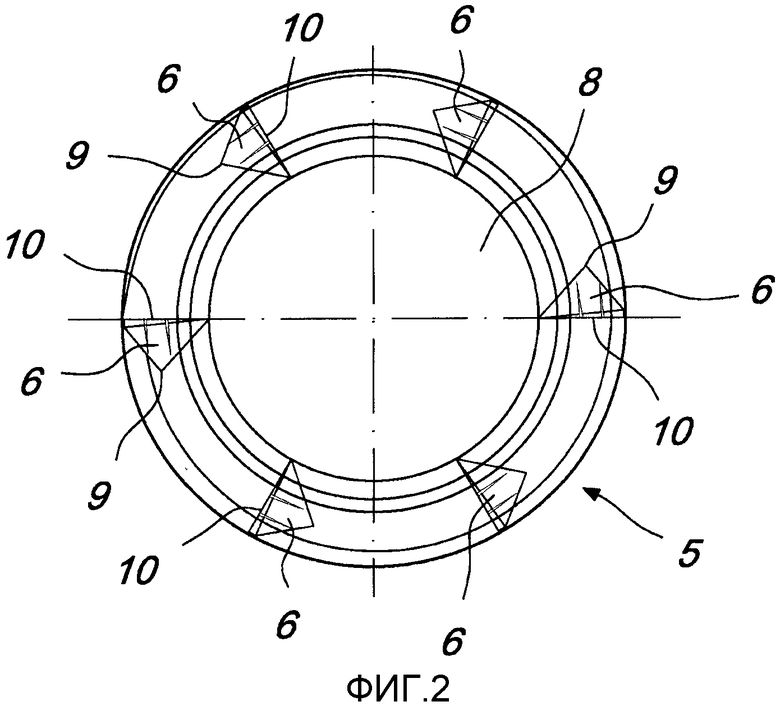
фиг.2 представляет собой вид сбоку обращенной вправо части по фиг.1;
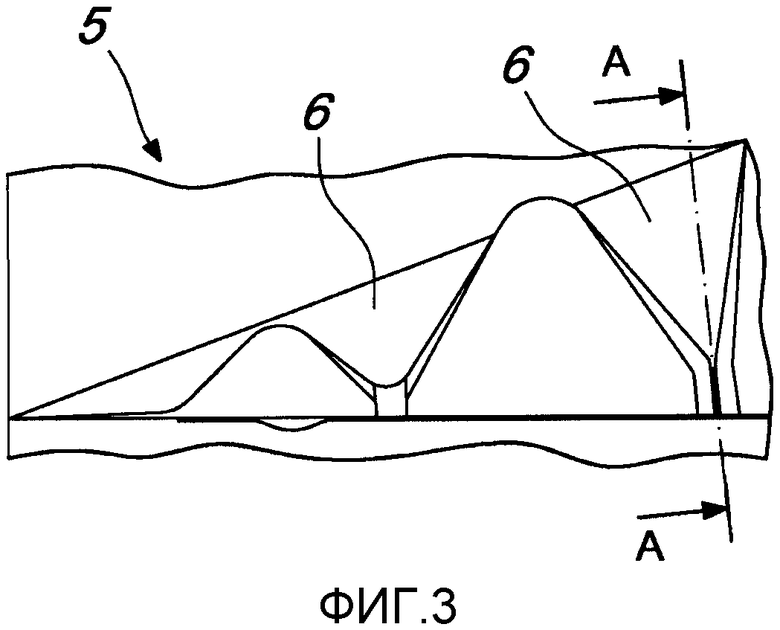
фиг.3 представляет собой вид в увеличенном масштабе части по фиг.1;
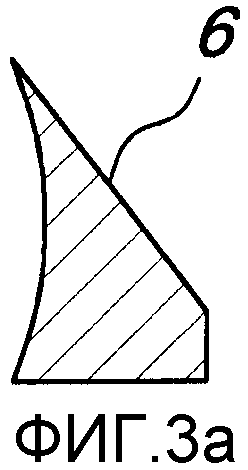
фиг.3а представляет собой вид сечения фиг.3, взятого вдоль плоскости, обозначенной А-А;
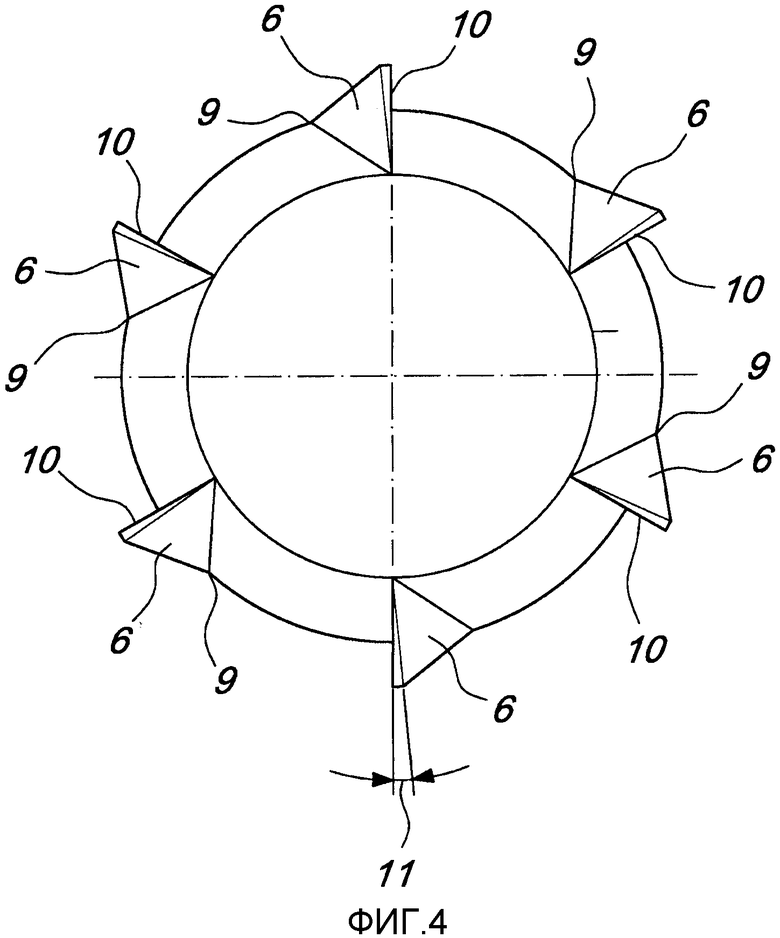
фиг.4 представляет собой схематичный вид в увеличенном масштабе нарезающих элементов, показанных на фиг.2;
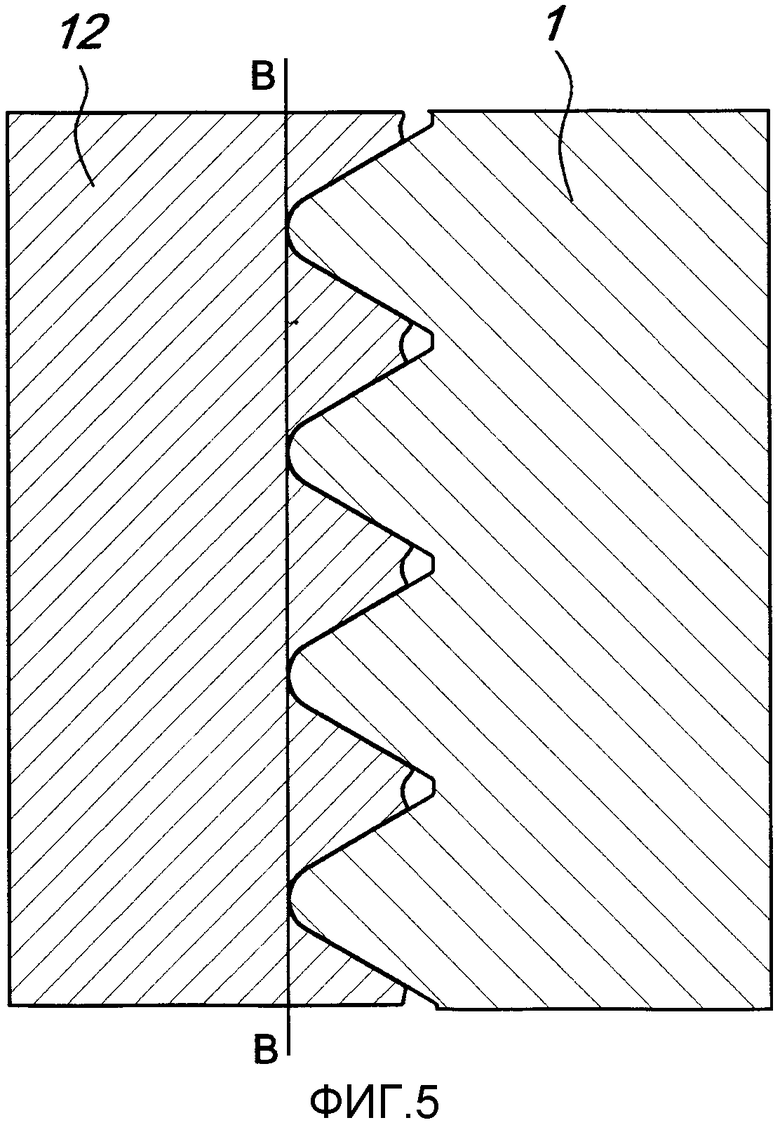
фиг.5 представляет собой схематичный вид в увеличенном масштабе соединения винта/винтового гнезда, выполненного резьбонарезающим элементом согласно изобретению;
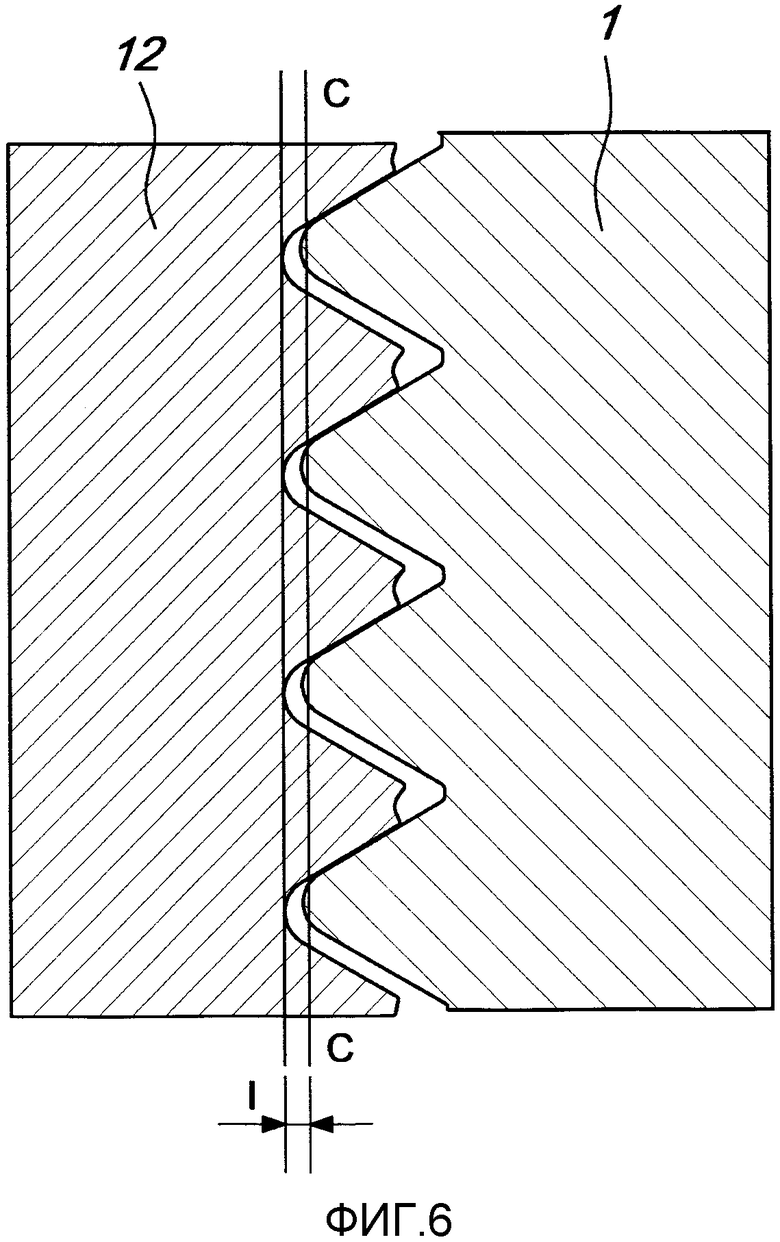
фиг.6 представляет собой схематичный вид в увеличенном масштабе соединения винта/винтового гнезда, выполненного известными резьбонарезающими элементами;
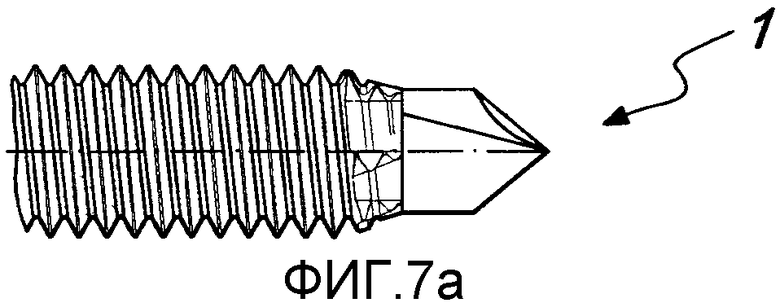
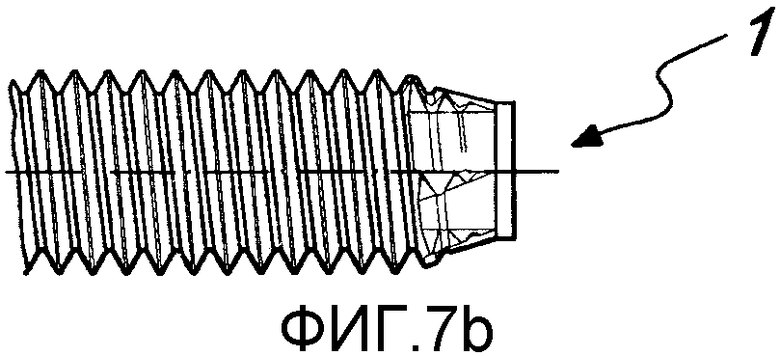
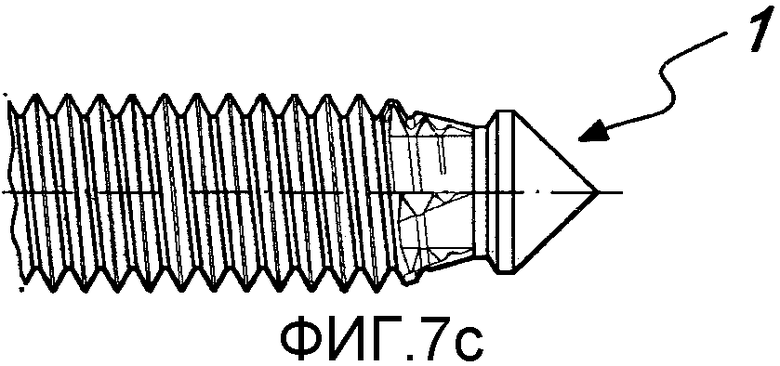
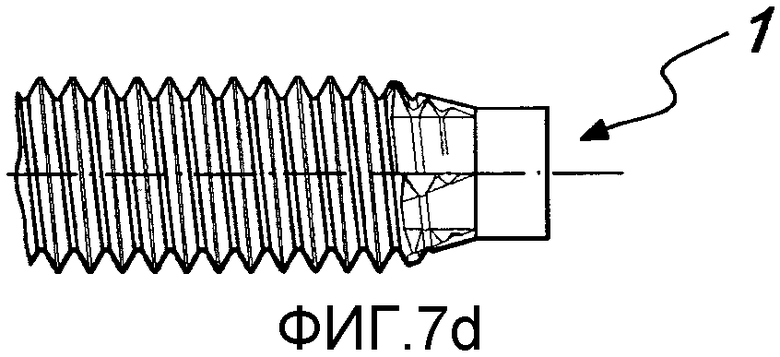
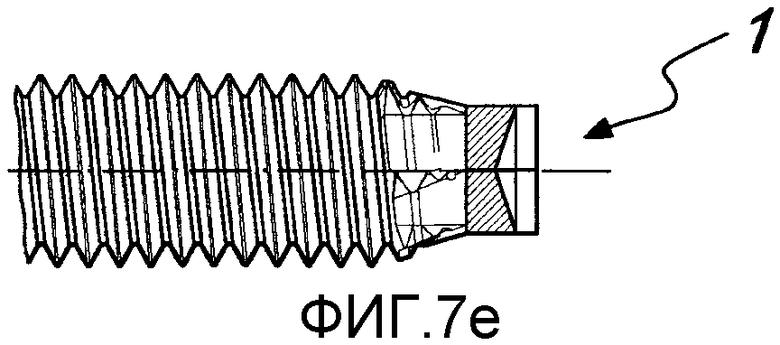
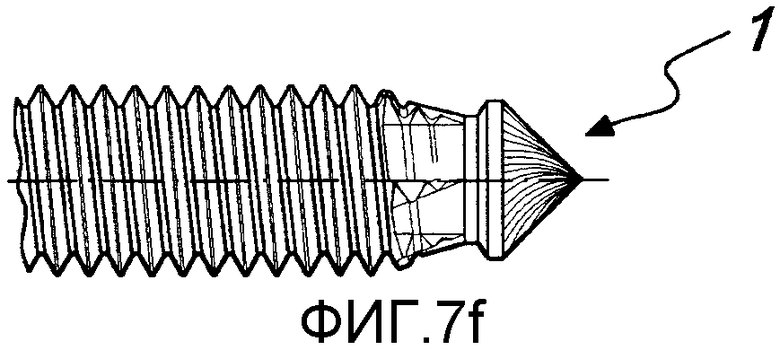
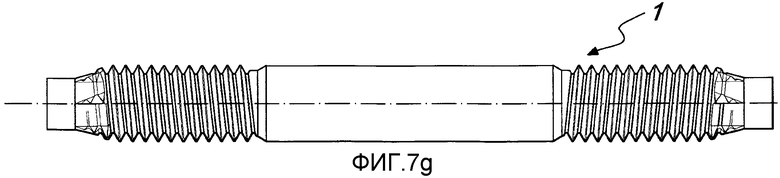
фиг.7 представляет собой схематичные виды 7a, 7b, 7c, 7d, 7e, 7f, 7g множества вариантов осуществления согласно изобретению.
Варианты осуществления изобретения
Со ссылкой на чертежи резьбонарезающий элемент, в целом обозначенный ссылочной позицией 1, содержит цилиндрическое тело 2 с круглым поперечным сечением, которое на по меньшей мере части внешней поверхности имеет спиральную резьбу 4. Цилиндрическое тело 2 дополнительно содержит по меньшей мере один конец 5, по которому проходит спиральная резьба 4. Конец 5 имеет коническую форму, причем большее цилиндрическое основание обращено к цилиндрическому телу 2.
Согласно изобретению конец 5 имеет на его поверхности по меньшей мере один нарезающий элемент 6, который имеет шестигранную форму с треугольным основанием.
Предпочтительно, конец 5 снабжают множеством взаимно разнесенных нарезающих элементов 6. Более конкретно, их расположение на конце 5 подчиняется угловой конфигурации, соответствующей спиральной резьбе 4, которая находится на основной части 2 и распространяется радиально в отношении оси 7 продолжения цилиндрического тела 2 предпочтительно под постоянным углом.
Предпочтительно, высота нарезающих элементов 6 постепенно увеличивается вдоль оси 7 продолжения и находится между минимальной высотой, которая является почти незаметной в отношении конической поверхности конца 5, и максимальной высотой, которая, по существу, не выше, чем глубина спиральной резьбы 4. В частности, максимальная высота нарезающих элементов 6 определена вблизи спиральной резьбы 4, тогда как на противоположной стороне конца 5, где находится конечная цилиндрическая секция 8, высота нарезающих элементов 6 является минимальной. В частности, концевая цилиндрическая секция 8 имеет диаметр меньший чем внутренний диаметр спиральной резьбы 4 и, следовательно, меньший чем диаметр отверстия 12, в который должен быть вставлен резьбонарезающий элемент.
Нарезающие элементы 6 на их треугольном основании имеют кромку 9, расположенную вдоль конца 5 согласно концентричной спирали вокруг оси 7 продолжения, как показано на фиг.2. Кроме того, кромки 9 ориентированы вдоль направления вращения спиральной резьбы.
Проще говоря, кромка 9 обращена в направлении по часовой стрелке, если спиральная резьба является правосторонней, и кромка 9 обращена в направлении против часовой стрелки, если резьба является левосторонней. Треугольные основания имеют поверхность 10 напротив кромки 9, которая надлежащим образом предотвращает вывинчивание спиральной резьбы.
Функционирование резьбонарезающего элемента описано ниже.
Резьбонарезающий элемент 1 вставляется в отверстие 12, заранее выполненное в холоднодеформируемом материале, например в стали, сплавах алюминия, магнии, меди, за счет введения в качестве первого элемента концевой цилиндрической секции 8, диаметр которой меньше, чем диаметр отверстия 12, в котором должна быть нарезана резьба. Предпочтительно, диаметр отверстия 12, по существу, подобен среднему диаметру спиральной резьбы 4. В частности, отверстия 12, которые должны быть выполнены с резьбой, имеют намного больший допуск, чем допуск, требуемый отверстиями для самонарезающих винтов известного типа, поскольку соединение не имеет зазора.
Постепенное ввинчивание резьбонарезного элемента 1 позволяет образовать спиральную резьбу внутри отверстия 12 благодаря присутствию нарезающих элементов 6, расположенных на конце 5. Более того, нарезающие элементы 6 не выполняют удаление материала из отверстия 12, таким образом, производят стружку и пластично деформируют материал, в котором они выполняют резьбу. Нарезающие элементы 6 пластично холоднодеформируют материал, в котором находится отверстие 12. Пластичная холодная деформация упрочняет сам материал, таким образом, упрочняя получаемое винтовое гнездо.
Отверстие 12, которое вмещает самонарезающий резьбу элемент, после того как элемент был вкручен в него, станет меньшим в диаметре, чем исходный диаметр. Такая пластическая деформация, которая является формой деформационного упрочнения, позволяет осуществить близкое к безупречному плотное прилегание между винтом и только что образованным винтовым гнездом, как показано на фиг.5. Безупречное прилегание между самонарезающим резьбу элементом 1 и отверстием 12 с резьбой обеспечивает полное исключение пространств, в которых могут распространяться механические напряжения, например, при тепловых ударах или вибрациях, таким образом, гарантируя плотное соединение.
Наклон нарезающих элементов 6 содействует образованию резьбы и улучшает сопротивление силе, которая имеет тенденцию к вывинчиванию спиральной резьбы 4. Манипуляции по стягиванию и ослаблению, придерживаясь терминов нагрузки кручения при обычном использовании, могут быть выполнены неограниченное количество раз, поскольку резьба винтового гнезда усовершенствуется, становясь конструктивно в большей степени уплотненной от давления винта и подвергаясь происходящему деформационному уплотнению.
Предпочтительно, самонарезающий резьбу элемент 1 может быть выполнен обычными станками, при помощи станков горизонтального прессования винтов или винтонарезных станков с вращением, плашек и метчиков, которые состоят из спеченного вольфрама и производятся электролизом.
На практике было обнаружено, что самонарезающий резьбу элемент, в частности, для отверстий, выполняемых в холоднодеформируемых материалах, согласно настоящему изобретению достигает установленной цели и решает задачи тем, что обеспечивает возможность получения соединения винт/винтовое гнездо с превосходным примыканием и сопротивлением механическим нагрузкам.
Другое преимущество самонарезающего резьбу элемента согласно изобретению состоит в том, что он не требует расположения адгезивов в зазоре между винтом и винтовым гнездом.
Дополнительное преимущество самонарезающего резьбу инструмента согласно изобретению состоит в том, что он выполняет винтовое гнездо в течение его ввинчивания в отверстие, при этом оно также является подходящим для вмещения винтов известного типа.
Кроме того, все детали могут быть заменены другими, технически эквивалентными элементами.
На практике используемые материалы, предусматриваемые таким образом, чтобы соответствовать конкретному применению, а также возможным размерам и формам, могут быть любыми в зависимости от необходимости.
Раскрытие в заявке на выдачу патента Италии № PV2010A000004, по которой испрашивается приоритет в настоящей заявке, включено сюда путем ссылки.
Там, где за техническими признаками, упомянутыми в любом пункте формулы изобретения, следуют ссылочные позиции и символы, эти ссылочные позиции и/или символы были включены с одной целью - улучшить понимание формулы изобретения, и, соответственно, такие ссылочные позиции и/или символы не имеют какого-либо ограничивающего эффекта интерпретации каждого элемента, идентифицированного в качестве примера такими ссылочными позициями и/или символами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТ И ЗАВИНЧИВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ТАКОГО ВИНТА | 1995 |
|
RU2150032C1 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
| РЕГУЛИРУЕМЫЙ УЗЕЛ КРЕПЛЕНИЯ ДЛЯ СТЕННОГО ШКАФА, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ КРЕПЛЕНИЯ ШКАФА К СТЕНЕ | 2009 |
|
RU2463932C2 |
| ЗУБНОЙ ИМПЛАНТАТ | 2003 |
|
RU2323698C2 |
| Самонарезающий винт | 1976 |
|
SU651721A3 |
| УСОВЕРШЕНСТВОВАННОЕ УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ УРОВНЯ | 2008 |
|
RU2438548C2 |
| СПОСОБ УСТАНОВКИ ВИНТА | 1995 |
|
RU2153605C2 |
| ИМПЛАНТАТ ДЛЯ ОПЕРАЦИЙ НА ПОЗВОНОЧНИКЕ | 1999 |
|
RU2145199C1 |
| РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2005 |
|
RU2326273C1 |
| ЗАКУПОРИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ТЕЧИ В СТЕНКЕ ТРУБОПРОВОДА ИЛИ РЕЗЕРВУАРА, СОДЕРЖАЩЕЕ ЧАСТЬ ДЛЯ СВЕРЛЕНИЯ И ЧАСТЬ ДЛЯ НАРЕЗКИ РЕЗЬБЫ, И СПОСОБ ЗАКУПОРИВАНИЯ | 2021 |
|
RU2834771C1 |
Изобретение относится к резьбонарезающему элементу, в частности, для отверстий, выполненных в холоднодеформируемых материалах, и направлено на повышение устойчивости к механическим напряжениям полученного резьбового соединения. Резьбонарезающий элемент содержит цилиндрическое тело с круглым поперечным сечением, которое имеет на по меньшей мере части его внешней поверхности спиральную резьбу, продолжающуюся вблизи по меньшей мере одного конического конца цилиндрического тела. Конец на его поверхности имеет по меньшей мере один нарезающий элемент, имеющий шестиугольную форму с треугольным основанием. 5 з.п. ф-лы, 14 ил.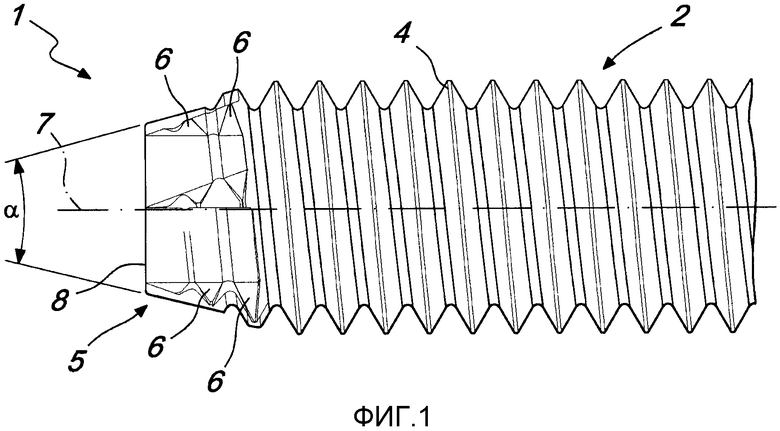
ИЗМЕНЕННАЯ ,
ПРЕДЛОЖЕННАЯ ЗАЯВИТЕЛЕМ ДЛЯ РАССМОТРЕНИЯ
1. Резьбонарезающий элемент (1), в частности для отверстий, выполняемых в холоднодеформируемых материалах, содержащий цилиндрическое тело (2) с круглым поперечным сечением, которое имеет на по меньшей мере части его внешней поверхности спиральную резьбу (4), продолжающуюся вблизи по меньшей мере одного конического конца (5) цилиндрического тела (2), отличающийся тем, что упомянутый конец (5) на его поверхности имеет по меньшей мере один нарезающий элемент (6), имеющий шестиугольную форму с треугольным основанием.
2. Резьбонарезающий элемент (1) по п.1, отличающийся тем, что он содержит множество нарезающих элементов (6), которые взаимно равноудалены радиально вдоль оси (7) продолжения цилиндрического тела (2) и расположены согласно угловой конфигурации, соответствующей спиральной резьбе (4).
3. Резьбонарезающий элемент (1) по п.2, отличающийся тем, что высота нарезающих элементов (6) постепенно увеличивается вдоль оси (7) продолжения и находится между минимальной высотой и максимальной высотой, при этом минимальная высота является почти незначительной в отношении конической поверхности упомянутого конца (5), а максимальная высота у резьбы по существу не превышает глубину спиральной резьбы (4).
4. Резьбонарезающий элемент (1) по п.1, отличающийся тем, что цилиндрическое тело (2) имеет концевую цилиндрическую секцию (8), диаметр которой меньше внутреннего диаметра спиральной резьбы (4).
5. Резьбонарезающий элемент (1) по п.2, отличающийся тем, что треугольные основания множества нарезающих элементов (6) имеют соответствующие кромки (9), расположенные согласно концентричной спирали вокруг оси (7) продолжения.
6. Резьбонарезающий элемент (1) по п.5, отличающийся тем, что треугольные основания множества нарезающих элементов (6) имеют соответствующие кромки (9), ориентированные согласно направлению вращения спиральной резьбы (4), и поверхность (10) напротив кромок (9), которая выполнена с возможностью предотвращения вывинчивания спиральной резьбы (4).
| DE 19525732 A1, 16.01.1997 | |||
| US 2002042302 A1, 11.04.2002 | |||
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 2006 |
|
RU2329886C1 |
| Самонарезающий винт | 1977 |
|
SU684180A1 |

