Изобретение относится к способу изготовления частично металлизированных поверхностных узоров, состоящих из поверхностей с отражающими, отклоняющими свет решетчатыми структурами и прозрачных участков поверхности в соответствии с родовым понятием пунктов 1 и 2 формулы изобретения.
Такие частично металлизированные поверхностные узоры содержат рельефные структуры, обладающие свойствами отклонения света, например, голограммы, двумерные изображения, составленные из плоскостных элементов с дифракционными решетками, и т. д. и используются для повышения защиты от подделок банкнот, документов и различного рода товаров.
Предшествующий уровень техники
Частично металлизированные поверхностные рисунки известны из CH-PS 670904. Рельефные структуры, отклоняющие свет, размещаются в многослойном документе. При этом они находятся между двумя защитными покрытиями, причем на определенных участках оптически активное промежуточное покрытие образует граничную поверхность между обоими защитными покрытиями. Указанные участки разделены поверхностями без промежуточного покрытия, в которых оба защитных покрытия непосредственно соприкасаются между собой. В местах перемычек соединяющиеся защитные покрытия имеют особенно хорошее сцепление. Документ прозрачен в тех местах, где поверхности раздела не покрыты оптически активным промежуточным покрытием (при использовании прозрачных защитных покрытий). При изготовлении пластмассовая пленка со штампованными, отклоняющими свет рельефными структурами покрывается смываемым покрытием на поверхностях, свободных от оптически активного промежуточного покрытия. Оптически активное промежуточное покрытие наносится на участки пленки, имеющие и не имеющие напечатанные элементы. Промывка обеспечивает смывание смываемого покрытия и связанного с ним промежуточного покрытия. После сушки наносится второе защитное покрытие. Оно наносится только на рассеивающие свет рельефные структуры. Только на участках с оптически активным промежуточным покрытием рельефные структуры создают типичную игру цветов при отклонении белого света, в то время как на рельефных структурах, не имеющих оптически активного промежуточного покрытия, такой эффект отсутствует.
В английской заявке GB-A 2136352 описано тиснение в пластмассовой пленке рельефных структур, отклоняющих свет, и покрытие всей поверхности отражающим промежуточным слоем. Затем на определенные участки поверхности, предназначенные для отклонения света, методом печати наносится защитная маска, а оставшиеся незащищенными участки промежуточного покрытия удаляются травлением для получения частично металлизированного поверхностного рисунка.
Из US-PS 3647508 известны рецепты травильного состава, наносимого методом печати на напыленный слой металла, который не разрушает пластмассовую несущую пленку.
Европейская заявка ЕР- 201323 содержит перечень почти всех пластмасс и материалов для отражающего покрытия, которые могут использоваться для изготовления многослойных пластмассовых пленок с рельефными структурами, рассеивающими свет.
Сущность изобретения
Целью изобретения является создание простого и экономичного способа изготовления частично металлизированных узоров упомянутого вида.
Для решения указанной задачи, согласно одному варианту предложенного способа изготовления полупрозрачного защитного элемента с визуально распознаваемым плоскостным узором из оптических, дифракционных меток с несвязным отражающим покрытием и прозрачных соединительных перемычек, помещенных во внешнюю пленку, в исходной пленке методом матрицирования формуют микрорельефные структуры, полученное структурированное лаковое покрытие исходной пленки по всей поверхности покрывают отражающим покрытием. Затем на это отражающее покрытие с использованием полиграфской печати наносят травильный состав, формируя печатное изображение, состоящее из участков, с которых удаляют отражающее покрытие с помощью травильного состава, обнажая внешнюю поверхность лакового покрытия. При этом для создания внешних пленок лаковое покрытие на упомянутых участках и оставшиеся участки отражающего покрытия покрывают по крайней мере прозрачным защитным покрытием, причем на упомянутых участках возникают прозрачные перемычки, представляющие собой непосредственное соединение лакового покрытия с защитным покрытием.
Согласно другому варианту предложенного способа, в исходной пленке, на которую нанесено отражающее покрытие, выдавливают микрорельефные структуры и наносят травильный состав на отражающее покрытие с использованием полиграфской печати, формируя печатное изображение, состоящее из участков. Затем с помощью травильного состава отражающее покрытие удаляют с этих участков, обнажая внешнюю поверхность лакового покрытия, и, для создания внешних пленок, лаковое покрытие на упомянутых участках и оставшиеся участки отражающего покрытия покрывают по крайней мере прозрачным защитным покрытием. При этом на упомянутых участках возникают прозрачные перемычки, представляющие собой непосредственное соединение лакового покрытия с защитным покрытием.
В частных случаях осуществления этих вариантов способа в лаковом покрытии выдавливают по крайней мере две рельефные структуры, имеющие различные параметры решеток, печатное изображение создают из участков, занимающих точное положение относительно плоскостного узора из оптических меток, вокруг плоскостного узора создают связную соединительную перемычку для защиты отражающего покрытия от коррозии, между лаковым покрытием и несущей пленкой исходной пленки наносят слой активатора сцепления и используют прозрачную несущую пленку, позволяющую видеть оптические метки как сквозь защитное покрытие, так и сквозь несущую пленку, для защитного покрытия используют материал, показатель преломления которого отличается от показателя преломления лакового покрытия более чем на 0,1, также для защитного покрытия используют тот же материал, что и для лакового покрытия, и для нанесения отражающего покрытия используют алюминий, используя при этом щелочной травильный состав.
Примеры реализации изобретения представлены на чертежах и подробно описаны.
Краткое описание чертежей
Фиг. 1 - исходная пленка;
фиг. 2 - нанесение на исходную пленку травильного состава;
фиг. 3 - исходная пленка после травления;
фиг. 4 - вид тисненной исходной пленки после травления;
фиг. 5 - производственная линия;
фиг. 6 - многослойная структура в разрезе;
фиг. 7 - защитный элемент на документе.
Лучшие варианты осуществления изобретения
Цифра 1 на фиг. 1 обозначает прозрачное лаковое покрытие, цифра 2 - несущую пленку с прозрачным лаковым покрытием 1. На верхнюю поверхность лакового покрытия 1 может быть нанесено отражающее покрытие 3. На рынке предлагаются такие несущие пленки 2, с покрытиями, в виде рулонов исходной пленки 4 различной ширины с отражающим покрытием 3 или без него.
Многослойная структура исходной пленки 4, используемой для производства защитных элементов с оптическими отклоняющими свет элементами, известна во многих вариантах. Исходная пленка 4 состоит из несущей пленки 2, например, ленты из полиэфира толщиной 10-50 мкм, лакового покрытия 1, которое представляет собой акриловый слой толщиной 1-10 мкм, лучше 1-3 мкм, и промежуточного покрытия 5 толщиной 0,1-0,4 мкм, которое находится между несущей пленкой 2 и лаковым покрытием 1. Несущая пленка 2 придает лаковому покрытию 1 механическую прочность, которая необходима при дальнейшей обработке. Для удостоверений и кредитных карточек несущая пленка может быть непосредственно основой документа, для чего ее толщина может составлять 0,1-1 мм и даже больше.
Если промежуточное покрытие 5 состоит из материала типа воска, оно является разделителем. При нагревании несущая пленка легко отделяется от лакового покрытия 1. Если же, напротив, несущая пленка 2 должна в процессе изготовления оставаться соединенной с лаковым покрытием 1 в качестве прозрачного защитного элемента, то промежуточное покрытие 5 состоит из так называемого активатора сцепления ("первое грунтовое покрытие"), которое может быть лаком на полиуретановой основе. Несущая пленка 2 может быть также обработана предварительно коронным разрядом таким образом, что лаковое покрытие 1 хорошо сцепляется непосредственно с несущей пленкой 2. В этом случае промежуточное покрытие 5 не используется.
Отражающее покрытие 3 состоит из металла или диэлектрика. Наиболее подходящим материалом для отражающего покрытия 3 является алюминий, так как он имеет исключительно высокую оптическую отражательную способность и удешевляет технологический процесс. Для получения особенных оптических цветовых эффектов могут использоваться другие металлы или диэлектрические материалы, указанные в уже упоминавшейся заявке ЕР-201323 А2, особенно металлы, такие как хром, железо, золото, медь, магний, никель, серебро и т.д.
Исходные пленки 4 (полуфабрикаты) имеют отражающее покрытие 3, толщина которого в зависимости от материала может быть от 1 до 50 нм. Микроскопические рельефные структуры 6 могут выдавливаться в покрытии 1 с помощью матрицы (не показана) и при наличии этого очень тонкого покрытия 3. Рельефные структуры 6 могут быть голограммами или узорами, составленными из плоскостных элементов с микроскопическими дифракционными рельефными структурами, которые имеют различные параметры решетки: шаг линий, направление и профиль рельефа. Параметры решетки определяют характеристики рельефной структуры 6. После матрицирования на лаковом покрытии исходной пленки 4 образуется рельефный узор из рельефных структур 6. Рельефный узор создает при освещении двумерное плоское изображение, которое составляется из плоскостных элементов с различными параметрами решетки. Некоторые из плоскостных элементов рельефного узора наблюдаются как полностью ровные зеркальные элементы или, напротив, матовые, рассеивающие свет. Рельефный узор составлен из графических плоскостных элементов или из пикселей (= точки изображения) и поэтому обычно разделяется на множество плоскостных элементов. Рельефные узоры располагаются на исходной пленке 4 упорядоченно, например, некоторые узоры расположены в определенном порядке поперек пленки, и затем это сочетание повторяется с определенным шагом по длине пленки. От различия высот микрорельефов зависят дифракционные характеристики. Эти различия высот малы по сравнению с толщиной лакового покрытия 1. Например, максимальная разница высот не превышает 400 нм при толщине лакового покрытия 1 более 1000 нм. Как описывается в ЕР- 392085 А1, одновременно с формированием рельефных узоров целесообразно наносить маркировочные штрихи с определенным шагом по длине пленки для юстировки пленки при последующих операциях с помощью технических средств, обычно используемых в полиграфии. Исходная пленка 4 с нанесенными рельефными структурами может складироваться в рулонах.
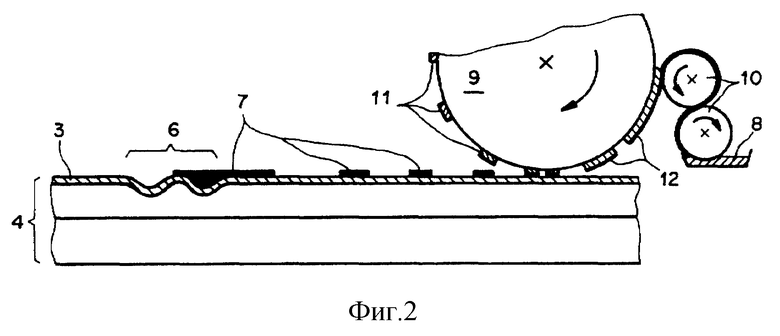
На фиг. 2 показан следующий шаг обработки - удаление отражающего покрытия 3 на определенных участках 7 поверхности. Эти участки 7 становятся снова прозрачными несмотря на наличие рельефных структур 6, и на этих участках дифракционный эффект исчезает или существенно ослабляется.
С помощью известного способа печати на участки 7 отражающего покрытия 3 наносится травильный состав 8, например, с использованием ротационной печатной машины с печатным цилиндром 9 и накатными валиками 10 или экономичного струйного принтера или трафаретной печати. Участки 7 поверхности образуют печатное изображение, которое может состоять из геометрических плоскостных элементов, алфавитно-цифровых символов или растровых рисунков. Участки 7 могут выбираться независимо от плоскостных элементов рельефного узора из рельефных структур 6. Печатное изображение и рельефный узор образуют вместе визуально различимое изображение или плоскостной узор защитного элемента. Желательно, чтобы центры печатного изображения и рельефного узора совпадали и, соответственно, имели одинаковый шаг по длине пленки. Сочетая различные печатные изображения с одним и тем же рельефным узором, при использовании такой же дорогой, как и клише, матрицы с негативом рельефных структур 6 могут быть получены экономичные защитные элементы с различными различимыми поверхностными узорами. Доля поверхности, занимаемая участками 7, определяется требуемой степенью прозрачности.
Для алюминия подходят кислотные и щелочные травильные составы, причем удовлетворительные результаты достигаются при использовании NaOH или КОН.
В описанном примере на поверхности печатного цилиндра 9 имеется клише, которое выполнено в виде выпуклой меза-структуры 11, соответствующей печатному изображению. Как и краска при обычной печати, травильный состав 8 переносится с валиков 10 на меза-структуру 11 и образует на ней слой 12. При вращении печатного цилиндра 9 слой 12 травильного состава 8 переносится на участки 7 отражающего покрытия 3. При необходимости к травильному составу 8 добавляется загуститель, такой как мука, клейстер, гидрофобная кремневая кислота, Aerosil (?) и другие добавки для получения необходимой консистенции состава, как это описано в уже упоминавшемся патенте US 3647508. Меза-структура 11 печатается на пленке 4 непрерывно в точном соответствии с выдавленными рельефными структурами 6.
Травильный состав 8 на участках 7 реагирует с материалом отражающего покрытия 3 и растворяет его. Так как толщина отражающего покрытия 3 обычно не превышает 50 нм, то растворение отражающего материала происходит очень быстро так, что травильный состав не растекается за пределы участков 7. Завершающий процесс очистки удаляет продукты процесса травления так, что участки 7 полностью очищаются от отражающего покрытия 3. Отражающее покрытие 3 образует вне участков 7 изображения четко очерченные островки, которые с высокой точностью, обычной для печатной техники (порядка 0,05 мм), размещаются на тисненной исходной пленке 4.
Для свободного травления участков 7 несущественно, осуществлялось уже тиснение пленки 4 или нет, так как незначительные перепады в высоте, менее 1 мкм, на рельефных структурах 6 при нанесении слоя 12 заполняются травильным составом 8. Таким образом отражающее покрытие 3 удаляется также и в углублениях рельефа. На фиг. 2 слева представлена рельефная структура 6, частично покрытая травильным составом 8, и справа часть исходной пленки 4, не имеющая тиснения и также покрытая травильным составом.
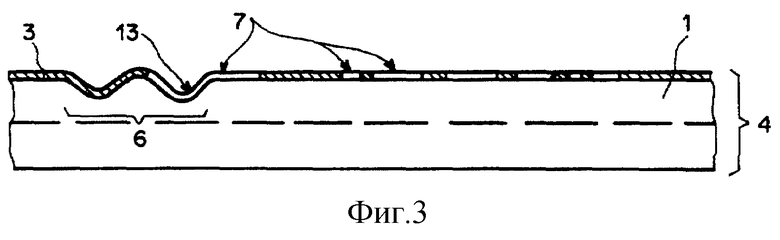
На фиг. 3 представлена исходная пленка 4 с фиг. 2 после проведения процессов травления и очистки. В заштрихованном отражающем покрытии 3 после травления на участках 7 образуются углубления, в которых обнажается поверхность лакового покрытия 1.
При другом способе перед тиснением пленки 4 сначала выполняется травление (фиг.2), как это описано в US 3647508. После выполнения процесса очистки осуществляется тиснение рельефных структур 6 с соблюдением точного их взаимного расположения с вытравленными участками 7, причем тиснение осуществляется по всей поверхности - и на участках 7, и на участках, на которых сохранилось отражающее покрытие 3.
Еще одним способом тиснение с помощью матрицы, содержащей негативное представление рельефных структур 6, осуществляется в процессе нанесения лакового покрытия 1 на несущую пленку 2. Жидкий лак лакового покрытия 1 отверждается в этом случае ультрафиолетовыми лучами, причем тиснение с помощью матрицы осуществляется в еще мягком твердеющем лаке. После этого на твердое лаковое покрытие 1 наносится отражающее покрытие 3, и пленка сворачивается в рулон. Дальнейшая обработка происходит, как это уже было описано: наносится травильный состав и затем он смывается вместе с растворенным отражающим материалом.
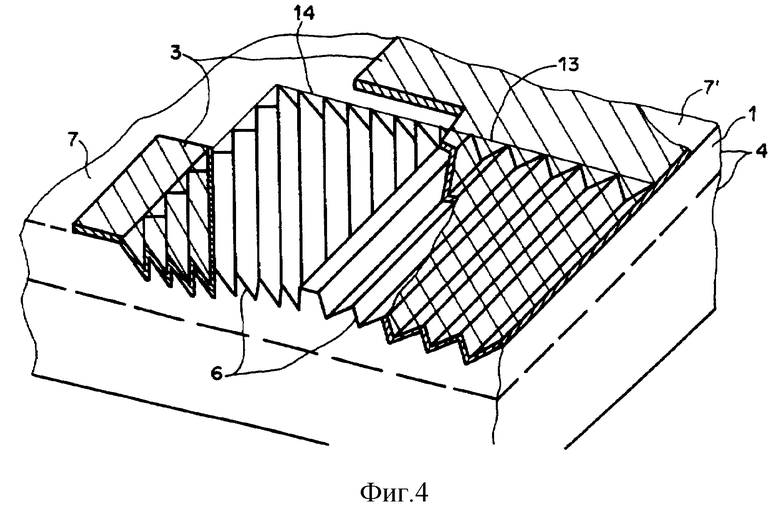
В соответствии со способом на верхней поверхности пленки 4 получается структура, которая в разрезе представлена на фиг. 4. Области 13 и 14 заняты рельефными структурами 6, которые различаются профилем, шагом линий и направлением. Отражающее покрытие 3 на участках 7; 7' удалено, и поверхность лакового покрытия 1 обнажена. Поверхность отражающего покрытия 3 заштрихована. Участки без тиснения, покрытые отражающим покрытием 3, являются зеркальными.
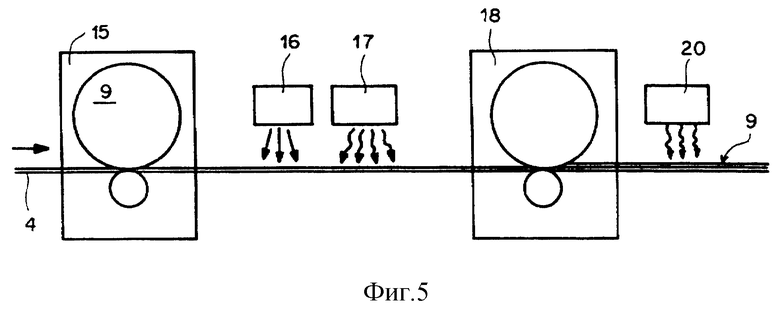
В устройстве, реализующем способ, пленка 4 движется слева направо (фиг. 5). Пленка 4 покрывается в печатной машине 15 с помощью печатного цилиндра 9 травильным составом 8 (фиг. 2) со стороны отражающего покрытия. После этого пленка 4 через промежуток времени, оптимальный для процесса травления, подается в промывочное устройство 16, в котором, например, струей воды с пленки 4 смывается избыток травильного состава 8 с растворенным материалом отражающего покрытия 3. Вода, остающаяся на поверхности пленки 4, испаряется в сушилке 17 так, что пленка 4 поступает совершенно сухой в накатное устройство 18, в котором с помощью валика на всю поверхность пленки 4 со стороны, которая подвергалась травлению, наносится защитное покрытие 19 толщиной от 1 до 10 мкм. Материал защитного покрытия 19 может быть лаком, отверждаемым ультрафиолетовыми лучами, или обычным лаком. Конструкция сушильного устройства 20 зависит от материала защитного покрытия 19. В первом случае устройство 20 включает ультрафиолетовый излучатель для инициализации отверждения или во втором случае излучается тепловая энергия для ускорения испарения растворителя.
Вместо технологического процесса, представленного на фиг. 5, пленка 4 может свертываться в рулон после сушилки 17. Затем при необходимости пленка 4, подвергшаяся травлению, сматывается с рулона и подается в накатное устройство 18, в котором наносится и высушивается защитное покрытие 19.
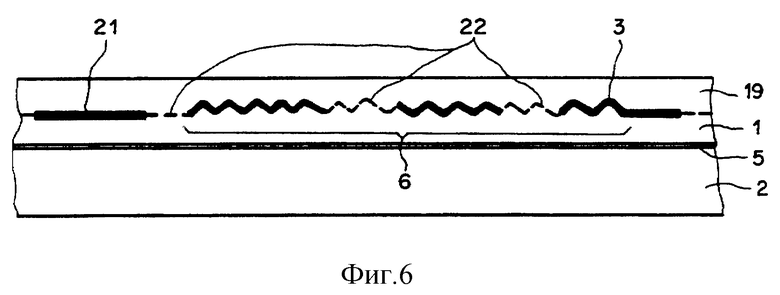
На фиг. 6 показано защитное покрытие 19, которое наносится как на протравленные участки 7 (фиг. 3) пленки 4, так и на оставшееся отражающее покрытие 3, и обеспечивает защиту отражающего покрытия 3 над рельефными структурами 6 и другими структурами 21. После нанесения защитного покрытия 19 отражающее покрытие 3 с рельефными структурами 6 или со структурами 21 оказывается помещенным внутри пленки (1+19), и эта многослойная структура используется для изготовления защитных элементов. В общем, сцепление между лаковым покрытием 1 и защитным покрытием 19 на участках 7 гораздо выше, чем сцепление между лаковым покрытием 1 или защитным покрытием 19 и отражающим покрытием 3. Поэтому защитное покрытие 19 не может быть удалено без повреждения рельефных структур 6 в прилегающих областях. В соответствии с уже упоминавшимся патентом СН 670904 участки соприкосновения лакового покрытия 1 и защитного покрытия 19 обозначаются как соединительные перемычки 22.
Желательно, чтобы защитное покрытие 19 имело такой же показатель преломления, как и лаковое покрытие 1, так как не покрытые отражающим покрытием 3 рельефные структуры 6 и гладкие открытые участки лакового покрытия 1 становятся невидимыми после нанесения защитного покрытия 19. При этом не возникает оптически активной поверхности раздела между лаковым покрытием 1 и защитным покрытием 19. Причем на участках соединительных перемычек 22 не происходит отражения или отклонения света в направлении наблюдателя. На рисунке поверхность раздела между лаковым покрытием 1 и защитным покрытием 19 показана пунктиром.
Показатели преломления материалов, используемых для лаковых и защитных покрытий, различаются не более чем на 0,4. Прозрачность лаковых и защитных покрытий сохраняется, если указанная разница составляет более 0,1, хотя на перемычках 22 между лаковым покрытием 1 и защитным покрытием 19 возникают отражения, которые видны при определенном угле наблюдения. Если указанная разница менее 0,1, то интенсивность отраженного или отклоненного света слишком незначительна, чтобы он (свет) воспринимался невооруженным глазом.
Защитное покрытие 19 состоит в первом варианте из обычного высыхающего клея и используется для приклеивания пленки 4 к верхней поверхности предмета. Толщина клеевого слоя зависит от структуры поверхности, к которой осуществляется приклеивание. Во втором варианте сначала наносится неклейкий защитный лак, например, используемый в лаковом покрытии 1, а затем сверху наносится клеевой слой. Эти операции выполняются в накатном и сушильном устройствах, соответственно, 18 и 20 (фиг.5). Могут использоваться клеи как горячего, так и холодного склеивания.
Если несущая пленка 2 используется в качестве основы для удостоверения или кредитной карты, то для промежуточного покрытия 5 активатора сцепления и для защитного покрытия 19 используется неклейкий прозрачный защитный лак. В этом третьем варианте рельефный узор рельефных структур 6 виден как сквозь защитное покрытие 19, так и сквозь основу карты, если они прозрачны, что является ценным качеством данного способа. Дальнейшая обработка удостоверения или кредитной карты включает возможную обычную надпечатку, нарезание ленты на отдельные фрагменты и упаковку.
Если на пленке 4 с защитным покрытием 19, предназначенной для приклеивания, рядом размещается несколько защитных элементов, пленка 4 должна быть сначала нарезана вдоль по ширине защитных элементов и затем свернута в рулоны. На каждом таком рулоне находятся защитные элементы, расположенные один за другим.
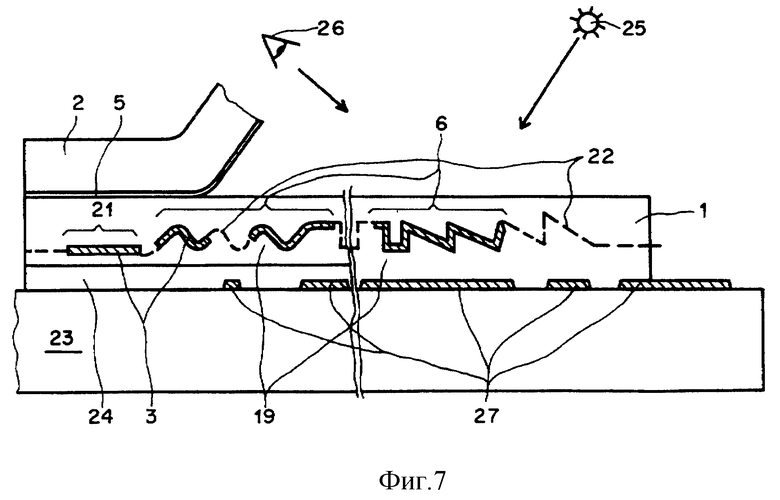
На фиг. 7 показан защитный элемент, изготовленный в соответствии с описанным способом и наклеенный на предмет 23. Слева на рисунке показано нанесенное защитное покрытие 19 с клеевым слоем 24, в то время как справа защитное покрытие 19 полностью состоит из клейкого материала. После того как защитный элемент наклеен на предмет 23, несущая пленка 2 может быть удалена, при этом отрыв происходит по поверхности промежуточного покрытия 5.
Плоскостной узор защитного элемента, образованный из печатного изображения и рельефного узора, выглядит как запрессованные в пленку (1+19) области с оптическими метками, которые представляют собой рельефные структуры 6 и отражающие или рассеивающие структуры 21, покрытые отражающим покрытием 3, а также прозрачные соединительные перемычки 22. Желательно, чтобы плоскостной узор был окружен связной соединительной перемычкой 22, чтобы защитить отражающее покрытие 3 от коррозии и других воздействий. Плоскостной узор освещается источником 25 света и воспринимается невооруженным глазом наблюдателя 26. Защитный элемент полупрозрачен, то есть он полностью прозрачен на участках соединительных перемычек 22 и непрозрачен на участках, прилегающих к этим перемычкам и покрытым отражающим покрытием 3, так как отражающее покрытие 3 отражает падающий свет. Сквозь прозрачные соединительные перемычки 22 наблюдатель 26 видит надписи, печатные изображения, фотографии или общую структуру 27 верхней поверхности предмета 23, лежащие под защитным элементом. Различные плоскостные элементы плоскостного узора, отклоняющие, рассеивающие или отражающие свет, видны также при плохом освещении высокой интенсивности, в то время как возникающие на перемычках 22 отражения и рассеивания из-за различия показателей преломления даже при хороших условиях наблюдения видны очень слабо и не мешают распознаванию структуры 27 на предмете 23.
Оптически действующие плоскостные элементы могут быть линиями, гильошированными узорами, точками, микрошрифтами, многоугольниками и т.п., из которых составляется плоскостной узор. Наблюдатель плоскостного узора увидит в зависимости от направления света и ориентации защитного элемента различимое изображение, цветное, изменяющееся при изменении направления света и угла наблюдения за счет поворота или наклона защитного элемента, в то время как участки с отражающим покрытием 3 отражают, отклоняют или рассеивают в определенном направлении падающий белый свет. Наблюдатель видит при повороте или наклоне защитного элемента возле структуры 27 дополнительно плоскостной узор, который в зависимости от текущих углов освещения и наблюдения, в отличие от структуры 27, изменяется по цвету, величине и форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ЭЛЕМЕНТА НА ОСНОВУ | 1996 |
|
RU2149763C1 |
| РЕГУЛЯТОР ПОТОКА | 1996 |
|
RU2161815C2 |
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ ПОДЛИННОСТИ МОНЕТ, ЖЕТОНОВ И ДРУГИХ ПЛОСКИХ ПРЕДМЕТОВ | 1995 |
|
RU2134902C1 |
| РЕЛЬЕФНЫЕ МИКРОСТРУКТУРЫ ПОВЕРХНОСТИ, СООТВЕТСТВУЮЩИЕ УСТРОЙСТВА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2540092C2 |
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ И СПОСОБ ЗАЩИТЫ УДОСТОВЕРЕНИЯ С ИСПОЛЬЗОВАНИЕМ МНОГОСЛОЙНОГО МАТЕРИАЛА | 1990 |
|
RU2041028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ТЕЛА И МНОГОСЛОЙНОЕ ТЕЛО | 2007 |
|
RU2415026C2 |
| ОПТИЧЕСКИ ИЗМЕНЯЮЩИЙСЯ ОРНАМЕНТ | 1990 |
|
RU2071920C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2483934C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ В ВИДЕ МНОГОСЛОЙНОГО ПЛЕНОЧНОГО ТЕЛА | 2005 |
|
RU2357869C2 |
| МЕТАЛЛИЗИРОВАННЫЙ ЭЛЕМЕНТ ЗАЩИТЫ | 2005 |
|
RU2379193C2 |
Изобретение относится к способу изготовления полупрозрачного защитного элемента с визуально распознаваемым плоскостным узором из оптических, дифракционных меток с несвязным отражающим покрытием и прозрачных соединительных перемычек, помещенных во внешнюю пленку. В исходной пленке методом матрицирования формуют микрорельефные структуры и полученное структурированное лаковое покрытие исходной пленки по всей поверхности покрывают отражающим покрытием. Наносят травильный состав на отражающее покрытие с использованием полиграфской печати, формируя печатное изображение, состоящее из участков. Отражающее покрытие с помощью травильного состава удаляют с этих участков, обнажая внешнюю поверхность лакового покрытия, и для создания внешних пленок наносят лаковое покрытие на упомянутых участках. Оставшиеся участки отражающего покрытия покрывают по крайней мере прозрачным защитным покрытием, при этом на участках возникают прозрачные перемычки, представляющие собой непосредственное соединение лакового покрытия с защитным покрытием. Технический результат заключается в создании простого и экономичного способа изготовления частично металлизированных поверхностных узоров в документах. 2 с. и 14 з.п.ф-лы, 7 ил.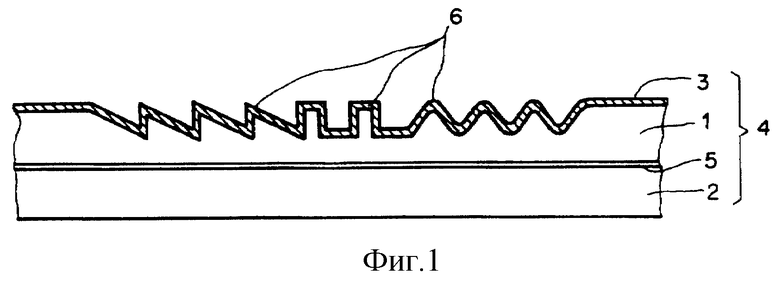
| Измеритель нестабильности частоты повторения импульсов | 1977 |
|
SU670904A1 |
| ОРОСИТЕЛЬНЫЙ МОКРЫЙ СЕПАРАТОР | 1995 |
|
RU2136352C1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ МЕШКОВ | 0 |
|
SU201323A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОГРАФИЧЕСКИХ ЭТИКЕТОК | 1992 |
|
RU2035314C1 |

