Изобретение относится к области черной металлургии и литейного производства, точнее к конструкциям плавильных агрегатов, в частности вагранок для плавки чугуна.
Наиболее близкой по технической сущности к заявляемому объекту является футеровка коксовой вагранки (см. Ананьин А.А. и др. Плавка чугуна в вагранке, изд. второе, Машиностроение, М., 1964, с. 7 - 10). Коксовая вагранка применяется в литейном производстве для плавки серого чугуна.
Футеровка вагранки состоит, как правило, из теплоизоляционного и рабочего огнеупорных слоев. В качестве теплоизоляционного слоя используется шамотный кирпич-легковес или диатомитовый огнеупор. Рабочий слой выкладывается из шамотного кирпича кл. А, высокоглиноземистого кирпича или углеродистых блоков. Нижняя часть вагранки защищена от воздействия газов, металла и шлака огнеупорной подиной, набиваемой из песка и формовочной смеси. Футеровка вагранки выполнена в виде поверхности вращения (цилиндра), причем цилиндрическая форма футеровки сохраняется по всей рабочей высоте от подины до загрузочного окна. Цилиндрическая форма футеровки вагранки является традиционной для абсолютного большинства вагранок.
Недостатком вагранки является сама цилиндрическая форма футеровки. При цилиндрической форме профиля футеровки наблюдается периферийное (вдоль стенок) движение газов, особенно в зоне плавления, в результате чего наблюдается усиленный износ футеровки в плавильной зоне выше уровня коксовой колоши.
В результате воздействия газов, металла и шлака футеровка в зоне плавления изнашивается в виде вогнутой относительно оси вагранки поверхности вращения. Установлено, что период плавки от ее начала до момента максимального износа футеровка характеризуется высокой нестабильностью. Возникают колебания химического состава и температуры чугуна от выпуска к выпуску, наблюдается колебание производительности вагранки, в процессе плавки образуются "настыли" металла, шлака и оплавленной футеровки выше и ниже зоны плавления. После того как футеровка в зоне плавления приобретает оптимальную форму в виде вогнутой относительно оси поверхности вращения, стабильность процесса плавки возрастает, причем разгар футеровки в зоне плавления почти прекращается. Температура чугуна, химический состав металла и производительность вагранки стабилизируются. Несмотря на значительный разгар футеровки в вагранке можно проводить достаточно длительные плавки (от одних суток до недели). Это связано с достижением теплового равновесия в вагранке.
Целью настоящего изобретения является устранение указанных недостатков, достижение стабильного хода плавки от начала до конца и сокращение расхода огнеупорных материалов за счет создания такого внутреннего профиля вагранки, который бы заранее повторял форму профиля, установившегося в процессе плавки при стабильной работе вагранки.
Задача решена тем, что в футеровке вагранки, включающей шахту с теплоизоляционным и рабочим огнеупорными слоями и огнеупорную подину, поверхность рабочего слоя в зоне плавления выполнена в виде вогнутой относительно оси вагранки поверхности вращения с плавным переходом этой поверхности в выпуклые относительно оси вагранки поверхности вращения на участках выше и ниже зоны плавления, при этом соотношения максимального диаметра вогнутой поверхности вращения dэ, минимального диаметра выпуклых поверхностей вращения dг и диаметра шахты dш составляют:
dэ/dш = 1,2 - 1,3, dг/dш = 0,8 - 0,9 для вагранки холодного дутья и dэ/dш = 1,3 - 1,4, dг/dш = 0,9 - 0,95 для вагранки горячего дутья.
Изобретение иллюстрируется чертежом, на котором изображена вагранка с внутренним профилем горна, зоны плавления и шахты.
Футеровка состоит из теплоизоляционного слоя 1, рабочего слоя 2 и огнеупорной подины 3. Теплоизоляционный слой выполнен из шамота-легковеса, рабочий слой - из шамота кл. А. Горн 4 вагранки с фурмами 5 может быть выложен из шамотного кирпича или графито-глинистых блоков. Зону плавления 6, а также участки 7 выше и ниже ее целесообразно выполнять из шамотно-углеродистой массы известного состава (такие набивные массы широко применяются для футеровки плавильных агрегатов), набиваемой по шаблону.
Рабочий слой в зоне плавления выполнен в виде поверхности вращения, образующей которой может быть дуга окружности, парабола, гипербола и т.д. Поверхность в зоне плавления выполнена вогнутой относительно оси вагранки. На участках выше и ниже зоны плавления поверхность вращения выполнена выпуклой относительно оси. Таким образом, суммарная поверхность является выпукло-вогнутой. Переход одной поверхности в другую - плавный. Соотношение максимального диаметра вогнутой поверхности dэ, минимального диаметра выпуклых поверхностей dг и диаметра шахты dш целесообразно выдерживать в пределах:
dэ/dш = 1,2 - 1,3, dг/dш = 0,8 - 0,9 для вагранки холодного дутья и dэ/dш = 1,3 - 1,4, dг/dш = 0,9 - 0,95 для вагранки горячего дутья.
Футеровка вагранки работает следующим образом. В связи с тем что футеровка выполнена по знакопеременной поверхности вращения, то с первых же минут плавки процесс происходит в установившемся режиме с минимальным последующим разгаром футеровки. Таким образом, диаметр зоны плавления и ее форма практически стабилизированы. Это приводит к стабилизации процесса плавки по производительности, температуре металла и его химическому составу.
Кроме того, выполнение зоны плавления по поверхностям вращения обеспечивает оптимальный ход газов в вагранке, такой, какой он приобретает в установившемся режиме. При этом ход газов имеет ламинарный характер без образования завихрений и непродуваемых зон. Оптимальный плавный профиль зоны плавления обеспечивает плавное движение газов и равномерное их распределение по сечению шахты. Периферийного движения газов не наблюдается. Продувание центральных зон столба шихты имеет такую же интенсивность, как и продувание периферийных зон. Это, во-первых, приводит к меньшему разгару футеровки, и, во-вторых, к стабилизации процесса плавки за счет сохранения постоянных размеров зоны плавления.
Наличие в футеровке ниже и выше зоны плавления выпуклых относительно оси участков обеспечивает оптимальную газодинамику. Перед входом в зону плавления поток газов плавно сужается, приобретает компактность, скорость его увеличивается, что обеспечивает увеличение скорости плавления шихты. Перед входом в шахту газы вновь сужаются, что приводит к интенсификации нагрева шихтовых материалов. Оба обстоятельства позволяют повысить производительность вагранки.
Минимальный разгар футеровки обеспечивается за счет устранения вихревого движения газов и динамического их воздействия на футеровку, а также за счет удаления вогнутой зоны плавления от воздействия горячих газов.
Выполнение зоны плавления описанным образом обеспечивает сокращение расхода огнеупорных материалов на футеровку, что достигается за счет минимального разгара футеровки и за счет ее формы, выполняемой с уменьшенным расходом футеровочных материалов. Объем огнеупорных материалов в предлагаемой вагранке сокращается на 20%.
Приведенные в описании соотношения между dэ, dг и dш являются оптимальными.
Для вагранки холодного дутья (температура газов равна 1600 - 1700oC) рекомендуется выдерживать соотношение:
dэ/dш = 1,2 - 1,3; dг/dш = 0,8 - 0,9
При выходе из приведенных соотношений параметры плавки ухудшаются.
1) При dэ/dш > 1,2 - 1,3 выпуклость зоны плавления значительно увеличивается, температура футеровки в зоне плавления снижается, что приводит к образованию "настылей", которые дестабилизируют ход плавки.
2) При dэ/dш < 1,2 - 1,3 разгар футеровки увеличивается за счет приближения футеровки к зоне высоких температур.
3) При dг/dш < 0,8 - 0,9 диаметр вогнутой поверхности выше и ниже зоны плавления становится минимальным, скорость газов значительно возрастает, что приводит к разгару футеровки, увеличению давления в шахте и дестабилизации хода плавки.
4) При dг/dш > 0,8 - 0,9 газодинамика на входе в шахту и в зону плавления нарушается, скорость газов уменьшается, что приводит к снижению температуры металла и производительности.
Для вагранки горячего дутья в связи с увеличением температуры газов до 1700 - 1750oC целесообразно соотношения увеличить до значений:
dэ/dш = 1,3 - 1,4; dг/dш = 0,9 - 0,95
При выходе соотношений из заданных пределов процесс плавки дестабилизируется по вышеописанным причинам.
Таким образом, предлагаемая футеровка обеспечивает снижение расхода огнеупорных материалов (на 20%) и высокую стабильность процесса плавки. Колебания производительности, температуры чугуна и химического состава металла не превышают соответственно 5 - 10 кг/ч, 5 - 10oC, 0,1 - 0,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДИНА ВАГРАНКИ | 2003 |
|
RU2238494C1 |
| ПОДИНА ВАГРАНКИ | 2001 |
|
RU2194230C1 |
| СПОСОБ ПЛАВКИ МИНЕРАЛЬНОЙ ВАТЫ В ГАЗОВОЙ ВАГРАНКЕ | 1995 |
|
RU2091685C1 |
| ГАЗОВАЯ ВАГРАНКА | 1994 |
|
RU2076290C1 |
| МИНЕРАЛОВАТНАЯ ГАЗОВАЯ ВАГРАНКА С ОГНЕУПОРНОЙ НАСАДКОЙ | 2005 |
|
RU2281448C1 |
| СПОСОБ ПЛАВКИ ЧУГУНА | 1996 |
|
RU2109235C1 |
| ГАЗОВАЯ ВАГРАНКА | 1995 |
|
RU2091686C1 |
| ХОЛОСТАЯ ОГНЕУПОРНАЯ КОЛОША | 2003 |
|
RU2243465C1 |
| ХОЛОСТАЯ ОГНЕУПОРНАЯ КОЛОША ГАЗОВОЙ ВАГРАНКИ ДЛЯ МИНЕРАЛОВАТНОГО ПРОИЗВОДСТВА | 1993 |
|
RU2044059C1 |
| СПОСОБ ПЛАВКИ В ГАЗОВОЙ ВАГРАНКЕ | 2004 |
|
RU2253076C1 |
Изобретение относится к области металлургии, конкретно к конструкциям футеровок плавильных агрегатов. Сущность изобретения: футеровка включает теплоизоляционный и рабочий огнеупорные слои и огнеупорную подину. Поверхность рабочего слоя в зоне плавления шахты вагранки и на участках выше и ниже упомянутой зоны выполнена в виде вогнутой относительно оси вагранки поверхности вращения с плавным переходом этой поверхности в выпуклые относительно оси вагранки поверхности вращения на участках выше и ниже зоны плавления, при этом соотношение максимального диаметра вогнутой поверхности вращения dэ, минимального диаметра dг и диаметра шахты dш составляет dэ/dш = 1,2-1,3; dг/dш = 0,8-0,9 для вагранки холодного дутья и dэ/dш = 1,3-1,4; dг/dш = 0,9-0,95 для вагранки горячего дутья. 1 ил.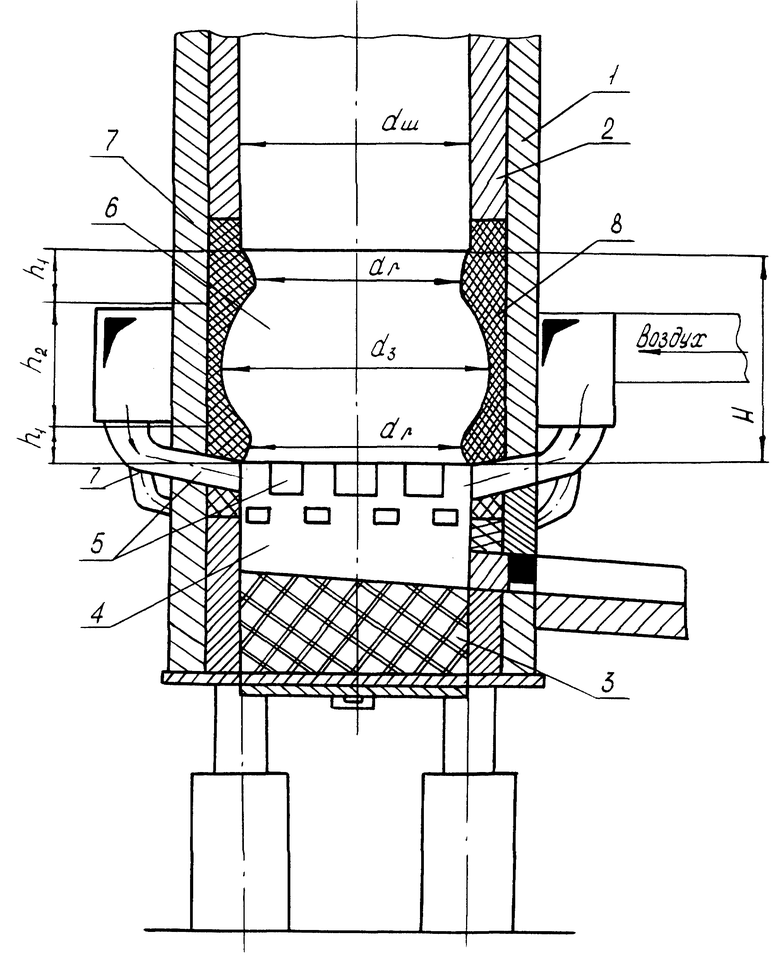
Футеровка вагранки, включающая шахту с теплоизоляционным и рабочим огнеупорными слоями и огнеупорную подину, отличающаяся тем, что поверхность рабочего слоя в зоне плавления выполнена в виде вогнутой относительно оси вагранки поверхности вращения с плавным переходом этой поверхности в выпуклые относительно оси вагранки поверхности вращения на участках выше и ниже зоны плавления, при этом соотношение максимального диаметра вогнутой поверхности вращения dэ, минимального диаметра выпуклых поверхностей вращения dг и диаметра шахты dш составляют
dэ/dш = 1,2 - 1,3; dг/dш = 0,8 - 0,9 для вагранки холодного дутья и
dэ/dш = 1,3 - 1,4; dг/dш = 0,9 - 0,95 для вагранки горячего дутья.
| АНАНЬИН А.А | |||
| и другие | |||
| Плавка чугуна в вагранке | |||
| Изд.второе | |||
| - М.: Машиностроение, 1964, с.7-10 | |||
| RU 2004890 C1, 15.12.1993 | |||
| ГАЗОВАЯ ВАГРАНКА ДЛЯ ПРОИЗВОДСТВА МИНЕРАЛЬНОЙ ВАТЫ | 1991 |
|
RU2017054C1 |
| ГАЗОВАЯ ВАГРАНКА | 0 |
|
SU187251A1 |
| ГРАЧЕВ В.А | |||
| и др | |||
| Современные методы плавки чугуна | |||
| - Саратов: Приволжское книжное изд-во, 1973, с.29-31. | |||
