Изобретение относится к швейной промышленности, а именно к соединению подкладки (утепляющей прокладки) с изделием в верхней одежде.
Совершенствование технологии обработки, модельные особенности узлов тесно связаны со способом сборки изделия. Например, использование совершенной, более экономичной технологии повышения формоустойчивости полочек (прямое стабилизирование, флокирование, использование клеевой сетки) оказывает влияние на прикрепление шва притачивания подкладки (утепляющей прокладки) к изделию, на закрепление канта по борту и лацкану.
В настоящее время для закрепления канта по полочке чаще используется отделочная строчка как наиболее технологичный способ. Но данный способ обработки края борта предполагает использование отделочной строчки и в других участках изделия, что предполагает создание спортивного стиля в одежде. Использование "вспушки" и обработки в "чистый край" ниточным способом с использованием потайного стежка невозможно из-за отсутствия прокладки полочки. Закрепление шва обтачивания борта на универсальной машине только повышает жесткость края борта и препятствует проявлению упругих свойств ткани со стороны подборта. При этом для фиксирования канта необходимо закрепление шва притачивания подкладки или подкладки и утепляющей прокладки к полочке, что также не представляется возможным при отсутствии прокладки по полочке.
Использование клеевого крепления по краю борта и шва притачивания подкладки к внутреннему срезу подборта к полочке ненадежно при современной технологии сборки изделия. Кроме того, известная технологическая последовательность сборки изделия влияет на качество его изготовления, увеличивая время окончательной влажно-тепловой обработки.
Для раскрытия причин, вызывающих указанные негативные факторы, предлагается рассмотреть последовательность соединения подкладки и утепляющей прокладки как в изделиях с притачной, так и отлетной по низу подкладкой.
При изготовлении изделий с притачной подкладкой по низу технология сборки возможна как до стачивания плечевых срезов, так и после. В первом случае упрощаются трудовые приемы по подгонке подкладки с изделием и не требуется высокая точность кроя подкладки, но снижается степень готовности изделия до соединения с подкладкой и увеличивается объем работ по обработке и сборке подкладки с изделием, часто не способствующий качественному изготовлению изделия.
При сборке с подкладкой после стачивания плечевых срезов изделия повышается степень готовности его, но при этом требуется повышенная точность кроя. Однако, в первом варианте несколько изменяется последовательность соединения подкладки с изделием, а именно, уточняется по срезам подбортов и низу изделия, затем скрепляются они по этим срезам, потом обрабатываются верхние срезы и соединяются с воротником и рукавами. При втором варианте - уточнение подкладки выполняется по срезам подбортов, срезу стойки верхнего воротника, затем она скрепляется по этим срезам с изделием. Но и в первом и во втором варианте необходимо предусмотреть недотачанные отверстия для вывертывания, что ведет к ухудшению внешнего вида изделия, которому ранее была придана определенная объемная форма, деформируются отверстия деталей при вывертывании, появляются сложные трудовые приемы по вывертыванию изделия, что ведет к повышению затраты времени и увеличению количества технологических операций с низким разрядом работ.
Так, при обработке пиджака таких вывертываний шесть, в том числе три - четыре связаны с вывертыванием основных деталей и два - три - с рукавом пиджака.
Учитывая модельные особенности, пиджак обрабатывается как с отделочной строчкой, так и в "чистый край" с использованием универсальной машины. Необходимо отметить, что использование универсальной машины для закрепления шва обтачивания к подборту (полочке) не способствует фиксированию канта, несмотря на то, что далее выполняются технологические операции по выметыванию канта и приутюживанию его. Экспериментально установлено автором, что при этом повышается жесткость от 25 до 48 cH в зависимости от вида ткани, прокладки полочки и вида ниток и приглушаются упругие свойства пакета края борта, особенно при использовании тканей с большим процентным содержанием синтетического волокна. Даже использование клеевой паутинки по прикреплению шва притачивания подкладки к внутреннему срезу подборта к термоклеевой прокладке полочек незначительно влияет на качество закрепления канта, так как является непрочным, следовательно не выполняет своих функций. Кроме того, с совершенствованием способов повышения формоустойчивости основных деталей изделия, возникает необходимость в совершенствовании технологии сборки изделия с подкладкой (утепляющей прокладкой). При изготовлении изделий с отлетной подкладкой по низу технология сборки выполняется при стачанных плечевых срезах, соединенном воротнике с горловиной и втачанными в пройму рукавами верха, что повышает параллельность обработки узлов изделия и степень готовности его перед соединением с подкладкой. Однако, при такой степени готовности изделия возможны два варианта сборки. Если верхние срезы подбортов не доходят до плечевых срезов изделия, то подкладка соединяется с внутренними срезами подбортов и стойкой верхнего воротника за один прием, при этом снижается количество вспомогательно переместительных приемов при сборке изделия (Першина Л.Ф., Петрова С.В., Технология швейного производства, М., Легпромбытиздат, 1991). В противном случае, появляется дополнительная операция по дотачиванию плечевых срезов подкладки с верхним срезом подборта и соединение подкладки выполняется в два приема, а именно, по внутренним срезам подбортов, а затем - по стойке верхнего воротника, что увеличивает количество вспомогательно - переместительных приемов, следовательно, увеличивает затрату времени пошива. Кроме того, при использовании основной подкладки изделия для окантовки внутреннего среза подборта, повышается эстетичность изделия со стороны подкладки, но снижается качество окантовывания, особенно в верхней части среза подборта и увеличивается количество вывертываний изделия (в сравнении с первым вариантом) с 5 до 7 (три вывертывания изделия, четыре - по рукаву), что также увеличивает затрату времени изготовления изделия и количество технологических операций с низким разрядом работ.
В способе сборки, представленном в указанном выше источнике, изделие по краю борта обрабатывается с отделочной строчкой, а в справочнике "Промышленная технология одежды", М., Легпромбытиздат, 1988 - возможно с отделочной строчкой и в "чистый край". Этому способствует прикрепление подборта к термоклеевой прокладке полочки на расстоянии 30-40 мм от внутреннего шва без использования дополнительной полоски материала. Данная обработка способствует фиксированию канта по борту изделия, но снижает прочность скрепления термоклеевой прокладки с полочкой и совсем неприемлема при использовании совершенных, более экономичных способов повышения формоустойчивости основных деталей изделия.
Известно окантовывание внутреннего среза подборта с использованием тесьмы, косой полоски ткани, что часто применяется в отечественной технологии при изготовлении как женских, так и мужских изделий. При этом изменяется степень готовности изделия перед соединением с подкладкой, а именно, плечевые швы верха не стачаны, рукава верха соединены с подкладкой рукавов, которая имеет средние (верхние) срезы. Спинка подкладки изделия может иметь средний срез, который остается нестачанным. При отсутствии среднего среза частично стачиваются левые боковые срезы на 100 мм от проймы для облегчения настрачивания окантованных срезов подбортов на подкладку, но это снижает параллельность обработки узлов изделия (подкладки). Кроме того, скрепление подкладки с изделием выполняется в три приема, а именно, по внутреннему срезу подборта, по низу и шлице, по верхним срезам, что увеличивает количество вспомогательно-переместительных приемов работы, а следовательно, затрату времени изготовления.
Благодаря средним срезам подкладки рукавов облегчается процесс скрепления внутренних швов по горловине изделия, однако они не способствуют снижению количества технологических операций с низким разрядом по вывертыванию изделия с притачной по низу подкладкой, которые составляют семь - восемь вывертываний, в том числе три - четыре по изделию, четыре - по рукаву и могут быть достаточно сложными при выполнении.
Обращает внимание скрепление внутренних краев подбортов только к усеченной прокладке, что способствует фиксированию канта в верхней части изделия, где, кроме данной строчки, скреплены части изделия по пройме, имеется сгиб лацкана (ребро жесткости), а также по полочке до бедер выметываются петли и пришиваются пуговицы. Следовательно, в фиксации канта нуждается нижняя часть изделия, особенно в пальто.
Необходимо отметить, что в изделиях верхней одежды обращается внимание на эргономические требования, в частности на удобство надевания и снятия. Указанные требования решаются через выполнение технологических операций по скреплению пройм подкладки и пройм верха, которые для своего выполнения требуют сложных вспомогательно-переместительных приемов работы.
Для решения поставленных вопросов необходимо рассмотреть также технологию сборки изделия в зимнем ассортименте. Соединение утепляющей прокладки с изделием также имеет много вариантов. Но их можно объединить в зависимости от способа повышения жесткости основных деталей (использование бортовой прокладки или дублирование полочек); выстегана или нет утепляющая прокладка с подкладкой; окантован или нет внутренний срез подборта. Использование плоскостного дублирования полочек вызвало много вариантов соединения утепляющей прокладки с изделием с использованием хлопчатобумажной полоски - посредника. Среди них прикрепление стачным швом утепляющей прокладки вместе с подкладкой в женском пальто к внутреннему срезу подборта полоской - посредником (с подкладыванием клеевой паутинки или отрезков клеевой прокладки), которая предварительно прикреплена к бортовому срезу утепляющей прокладки. При этом несколько снижается затрата времени изготовления, но шов притачивания подкладки к внутреннему срезу подборта остается открытым; по краю борта выполняется отделочная строчка (Першина Л.Ф., Петрова С.В., Технология швейного производства, М. , Легпромбытиздат, 1991). Кроме того, при данной обработке выполняется до пяти вывертываний изделия и его частей, что отражается на затрате времени изделия и его качестве. Возможен другой вариант, когда шов притачивания подкладки к внутреннему срезу подборта остается закрытым, но для получения этого необходимо изделие располагать между утепляющей прокладкой и подкладкой, что создает трудности в прокладывании клеевой паутинки и требует сложных вспомогательно-переместительных приемов.
Необходимо отметить, что при указанной технологии допускается неравномерное нагружение внутреннего среза подборта в сравнении с другими, учитывая его кривизну и то, что данный срез не является основным в изделии.
Известен вариант прикрепления утепляющей прокладки, подкладки, бортовой прокладки одновременно к внутреннему срезу подборта в женском пальто (Основы промышленной технологии поузловой обработки верхней одежды, М., Легкая индустрия, 1976), что свидетельствует о снижении затраты времени и повышении эстетичности со стороны изнанки в изделии с отлетной по низу подкладкой, а также о возможности обработки края борта в "чистый край". Такая обработка несколько уменьшает количество вывертываний изделия, но предопределяет притачивание подкладки к подборту в два приема, что также способствует увеличению затраты времени за счет вспомогательно-переместительных приемов работы и снижает ранее полученную экономию в затрате времени.
В указанном источнике при обработке женского пальто возможно соединение утепляющей прокладки с изделием до стачивания не только плечевых, но и боковых швов. При этом утепляющая прокладка прикрепляется к бортовой прокладке, а внутренний срез бортовой прокладки настрачивается на утепляющую прокладку, что повышает эстетичность изделия со стороны изнанки в изделиях с отлетной по низу подкладкой, но предопределяет сборку утепляющей прокладки будучи соединенной с изделием, что снижает возможность параллельной обработки узлов изделия и не снижает количество вывертываний его при дальнейшей обработке, что также отражается на качестве изготовления изделия и затрате времени окончательной влажно-тепловой обработке. При этом край борта может быть обработан и в "чистый край", и с отделочной строчкой.
При прикреплении утепляющей прокладки к полоске - посреднику, настроченной на термоклеевую прокладку полочки (Реут Т.Н. и др., Технология швейных изделий по индивидуальным заказам, М., Легпромбытиздат, 1989), также возможна обработка бота в "чистый край", так как появляется возможность в мужских и женских изделиях фиксирования канта за счет прикрепления внутреннего края подборта к утепляющей прокладке будучи прикрепленной к термоклеевой прокладке полочки. Однако, данная технология снижает прочность скрепления термоклеевой прокладки с полочкой и не снижает количество вывертываний изделия.
При изготовлении мужского пальто в (Першина Л.Ф., Петрова С.В., Технология швейного производства, М., Легпромбытиздат, 1991) используется полоска-посредник при соединении подкладки и утепляющей прокладки с верхом изделия по внутреннему срезу подборта после соединения прокладки по боковым швам с верхом изделия. Затем стачиваются плечевые срезы утепляющей прокладки и прикрепляется к шву нижнего воротника или к прокладке спинки, если нижний воротник настрачивался на горловину с подкладыванием прокладки по срезу спинки. По низу изделия утепляющая прокладка соединяется с изделием на машине потайного стежка. Затем обрабатываются верхние срезы подкладки, втачивается воротник в горловину через пройму и скрепляется шов воротника с утепляющей прокладкой; пройму изделия обрабатывают через отверстие в переднем (локтевом) шве рукава. При этом изделие или его часть подвергаются вывертыванию до 8 раз, что отражается на качестве изготовления и затрате времени на выполнение окончательной влажно - тепловой обработки.
В способе сборки мужского пальто, представленном в "Основах промышленной технологии поузловой обработки верхней одежды", М., Легкая индустрия, 1976, утепляющая прокладка выстегана с подкладкой и прикреплена к бортовой прокладке. Окантованные срезы подбортов настрочены на выстеганную утепляющую прокладку, что способствует фиксированию канта по краю борта. Однако, технология сборки изделия требует предварительного настрачивания (притачивания) подгиба низа на подкладку (к подкладке при неокантованном срезе низа) у края подборта для последующего настрачивания подборта на выстеганную подкладку, что вызывает сложные приемы обработки. Кроме того, один (два) боковых шва подкладки с утепляющей прокладкой стачиваются после скрепления с подбортом подкладки, что снижает возможность параллельной обработки изделия. При этом не снижается количество вывертываний и также присутствуют вышесказанные негативные явления. Кроме того, возникают сложности в скреплении боковых швов прокладки с подкладкой к боковым швам изделия. Вероятно по этой причине (из-за сложности способа сборки) многие авторы предлагают отказаться от скрепления боковых швов прокладки утепляющей (подкладки) с верхом изделия, что не всегда является рациональным.
Известен способ сборки изделия с утепляющей прокладкой (Основы промышленной технологии поузловой обработки верхней одежды, М., Легкая индустрия, 1976), в котором окантовывают внутренние срезы подбортов и скрепляют боковые швы утепляющей прокладки и подкладки с верхом изделия. При этом утепляющую прокладку прикрепляют к бортовой прокладке, окантованные внутренние срезы подбортов настрачивают на подкладку, а затем прикрепляют к утепляющей прокладке. Низ утепляющей прокладки прикрепляют к изделию после притачивания подкладки. Затем срезы горловины подкладки, утепляющей прокладки прикрепляют строчкой к срезам изделия и втачивают рукава. Потом настрачивают воротник на горловину изделия.
В данном способе усложняется прикрепление окантованных внутренних срезов подбортов, настроченных на подкладку, к утепляющей прокладке при заранее скрепленных боковых швах с верхом изделия (при использовании неклеевого способа скрепления); прикрепление нижнего среза утепляющей прокладки к изделию после притачивания подкладки к срезу низа изделия, а также при скрепленных боковых швах подкладки, утепляющей прокладки с верхом изделия. Кроме того, используется восемь вывертываний изделия и его частей, что повышает затрату времени окончательной влажно-тепловой обработки; снижена степень готовности верха изделия перед соединением с утепляющей прокладкой и подкладкой и параллельность обработки узлов изделия. Данный способ неприемлем при применении более совершенных экономичных способов повышения формоустойчивости основных деталей изделия.
Наиболее близким к заявленному способу является способ сборки верхней одежды, представленный в "Основах поузловой обработки мужской, женской и детской верхней одежды", М., Ростехиздат, 1963, стр. 451-462, при котором изделие скрепляют по плечевым и боковым срезам, соединяют с изделием воротник и рукава, будучи скрепленные с утепляющей прокладкой. Утепляющую прокладку изделия соединяют по боковым и плечевым срезам, затем, после уточнения, прикрепляют к боковым швам и бортовой прокладке изделия, обрабатывают пройму.
Подкладку скрепляют по боковым и плечевым срезам, втачивают рукава подкладки в пройму подкладки изделия. Затем прикрепляют подкладку к подбортам, стойке воротника с предварительным дотачиванием плечевых швов подкладки, или к обтачке горловины (в изделиях без воротника). Прикрепляют швы притачивания подкладки к подбортам к изделию клеевым или ниточным способом. Скрепляют шов воротника вместе с подкладкой со швом втачивания нижнего воротника. Скрепляют пройму подкладки с проймой изделия через шов рукава подкладки и соединяют подкладку рукавов с рукавами изделия по низу, локтевому шву, застрачивают участок шва рукава подкладки. Скрепляют боковые швы подкладки с утепляющей прокладкой и прикрепляют низ подкладки к низу утепляющей прокладки.
Указанному способу также необходимы технологические операции по вывертыванию изделия и дотачиванию его срезов, что увеличивает технологические переходы обработки одежды. Кроме того, использована устаревшая технология повышения формоустойчивости полочек изделия и трудоемкие рабочие приемы при скреплении боковых швов подкладки с утепляющей прокладкой.
Предлагаемое изобретение затрагивает совершенствование верхней одежды из различных тканей, не снижая гигиенические свойства одежды и способствуя быстрой замене подкладки (утепляющей прокладки) при ее износе, не имея профессиональных навыков. Если учесть, что известны работы по изготовлению термоклеевого прокладочного материала с улучшенными свойствами для повышения формоустойчивости швейных изделий, то становится очевидным необходимость совершенствования способа сборки при его применении.
Задача, на решение которой направлено заявляемое изобретение - разработка способа сборки, который обеспечивает снижение технологических переходов и облегчение рабочих приемов сборки изделия, повышение параллельности обработки изделия, позволяет использовать совершенные, более экономичные способы повышения формоустойчивости основных деталей одежды.
Поставленная задача решается тем, что в способе сборки верхней одежды, в котором воротник соединяют с горловиной, скрепляют боковые швы утепляющей прокладки и подкладки с верхом изделия, подкладку соединяют одновременно стачным швом с внутренними срезами подбортов и нижним срезом обтачки горловины, согласно изобретению, при обтачивании борта подбортом подкладывают дополнительную прокладку края борта, а при втачивании нижнего воротника в горловину - дополнительную прокладку горловины, к которым одновременно прикрепляют утепляющую прокладку изделия стачным швом, подкладку прикрепляют к внутренним срезам подбортов и нижнему срезу обтачки горловины без предварительного вывертывания изделия на изнаночную сторону, после чего окантовывают шов прикрепления подкладки к внутренним срезам подбортов и к обтачке горловины.
Кроме того, поставленная задача решается также тем, что скрепление шва притачивания подкладки к внутреннему срезу подборта и обтачке горловины с утепляющей прокладкой осуществляют как клеевым, так и ниточным способом без предварительного вывертывания на изнаночную сторону.
Поставленная задача решается также тем, что в случае изготовления изделия с притачной подкладкой по низу, соединение низа изделия с подкладкой осуществляют стачным швом с последующим окантовыванием, причем данная операция предшествует соединению подкладки с внутренним срезом подборта и обтачкой горловины.
Для решения поставленной задачи дополнительная прокладка края борта и дополнительная прокладка горловины выполнены из ткани с пониженной поверхностной плотностью, например, из хлопчатобумажной ткани.
Кроме того, для решения поставленной задачи используют рукава подкладки как со средним швом, так и без него, соединенные с проймой подкладки до ее прикрепления к изделию.
Изобретение поясняется чертежами, на которых:
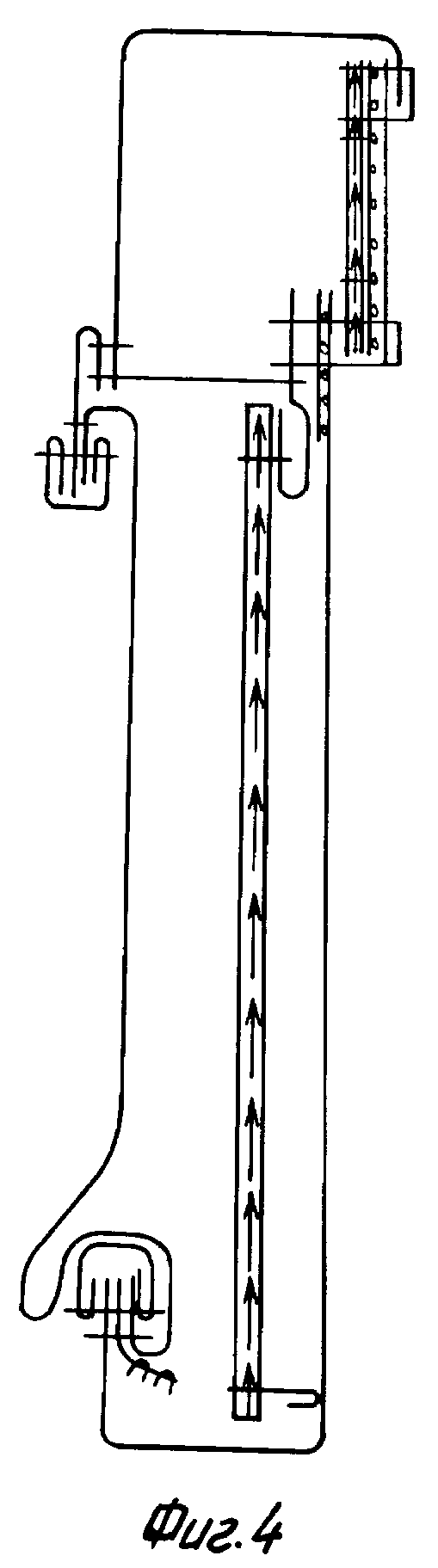
На фиг. 1 изображен общий вид изделия с отлетной подкладкой;
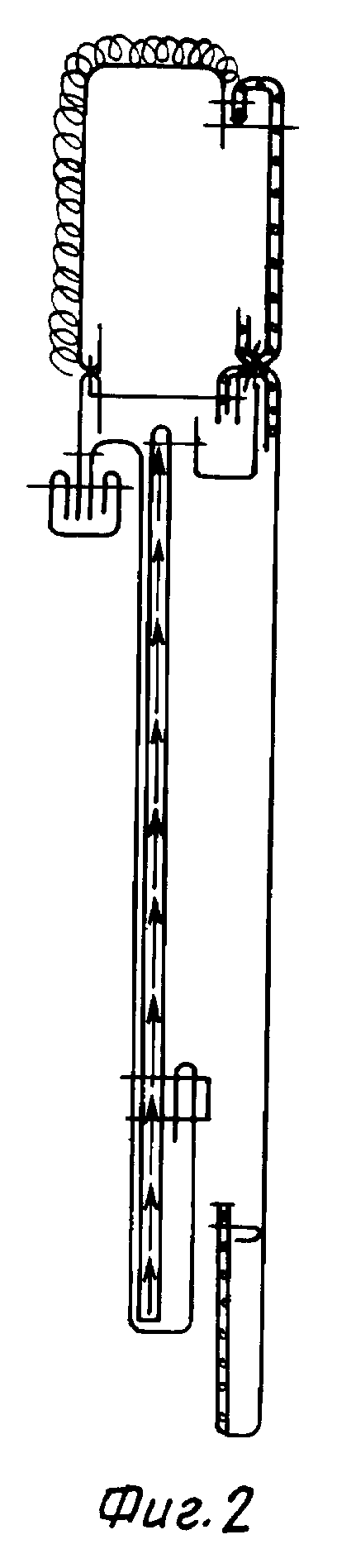
на фиг. 2 - вертикальный разрез изделия с отлетной подкладкой;
на фиг. 3 - вертикальный разрез изделия демисезонного с отлетной подкладкой;
на фиг. 4 - вертикальный разрез изделия с притачной подкладкой.
Способ сборки верхней одежды состоит из следующей технологической последовательности: обрабатывают полочки, спинку, соединяют их по боковым и плечевым срезам; параллельно обрабатывают воротник А и соединяют его с горловиной Б, обрабатывают рукава и соединяют их с утепляющей прокладкой И и с изделием; скрепляют утепляющую прокладку и подкладку изделия 3 по боковым швам; обрабатывают проймы изделия; скрепляют подкладку с рукавом Ж; прикрепляют обтачку горловины Г к плечевым срезам подбортов Д (строчка 2); прикрепляют вешалку; скрепляют плечевые срезы утепляющей прокладки и подкладки. Перечисленные операции выполняют по известной технологии. Далее скрепляют нижний воротник с горловиной изделия с использованием дополнительной прокладки В (строчка 3), скрепляют верхний воротник с горловиной (строчка 4), скрепляют швы воротника по горловине (строчка 5), прикрепляют утепляющую прокладку и подкладку по боковым швам к изделию. Прикрепляют утепляющую прокладку к прокладке края борта, к прокладке горловины (строчка 8); прикрепляют подкладку к изделию по внутренним срезам подбортов и к обтачке горловины, подкладывая клеевую паутинку (строчка 9); скрепляют подкладку с утепляющей прокладкой по низу изделия (строчка 10) или застрачивают подкладку по низу изделия (фиг. 3); окантовывают шов прикрепления подкладки к внутренним срезам подбортов и к обтачке горловины (строчка 11). Строчки 9, 11 могут выполняться в демисезонных изделиях при отсутствии обтачки по горловине изделия, а в зимних изделиях - при наличии отрезной стойки верхнего воротника из основного материала.
В изделиях с притачной подкладкой (фиг. 4) прикрепляют подкладку к срезу подгиба низа, шов окантовывают, а затем прикрепляют подкладку к подбортам и горловине.
Окончательная влажно-тепловая обработка заключается в приутюживании окатов рукавов и воротника (в демисезонном изделии), верхней части спинки изделия и низа рукавов. Отпаривание лас выполняют при их наличии, при этом лас наблюдается меньше, чем при известном способе сборки изделия, так как перед соединением с утепляющей прокладкой и подкладкой изделие приутюживают с удалением следов пролегания швов, а также исключаются многократные вывертывания изделия.
В изделиях, где внутренний карман обрабатывают в шве соединения подкладки с внутренним срезом подборта, имеются свои особенности. Данная технология является "НОУ-ХАУ" авторов.
Предлагаемый способ сборки верхней одежды позволит:
1) Использовать совершенные, более экономичные способы повышения формоустойчивости основных деталей изделия, без ограничения вариантов обработки края борта, то есть в "чистый край" или с отделочной строчкой.
2) Переключить нагрузку по прикреплению утепляющей прокладки с внутреннего среза подборта на край борта, который выдерживает разрывную нагрузку свыше 150 daH, что подтверждено экспериментальными исследованиями автора.
3) Унифицировать процесс сборки изделия независимо от вида изделия (пиджак, жакет, пальто), его половозрастной принадлежности (пальто, мужское, женское) и покроя рукавов.
4) Повысить параллельность обработки узлов изделия, независимо от вида изделия, типа производства.
5) Обеспечить прочность закрепления пуговиц по борту за счет хлопчатобумажной прокладки края борта.
6) Исключить многократное вывертывание изделия, что способствует снижению затраты времени на окончательную влажно-тепловую обработку по приданию изделию товарного вида.
7) Снизить количество технологических переходов, так как исключает прикрепление срезов потайной строчкой, предварительное окантовывание внутренних срезов подбортов.
8) Использовать предлагаемую технологию сборки изделия с пристегивающейся утепляющей прокладкой, подкладывая петли под строчку при окантовывании шва притачивания подкладки к внутреннему срезу подборта и к обтачке горловины.
9) Устранить дотачивание швов подкладки при сборке изделия или предварительное стачивание небольшого участка шва перед соединением срезов.
10) Повысить эстетичность обработки изделия со стороны изнанки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ВОРОТНИКА | 1999 |
|
RU2173076C2 |
| УНИВЕРСАЛЬНАЯ КОНСТРУКЦИЯ ПРОРЕЗНОГО КАРМАНА С ВЕРТИКАЛЬНЫМ ИЛИ НАКЛОННЫМ ВХОДОМ | 1999 |
|
RU2147817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОДЕЖДЫ | 1992 |
|
RU2040194C1 |
| СПОСОБ ОБРАБОТКИ ПРОРЕЗНОГО КАРМАНА | 2002 |
|
RU2202262C1 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
| Способ обработки низа рукава в изделиях пальтово-костюмного ассортимента из плащевых и курточных материалов (варианты) | 2019 |
|
RU2725366C1 |
| Способ изготовления стихаря с вышитым оплечьем для священнослужителей Русской Православной Церкви | 2015 |
|
RU2629087C2 |
| СПОСОБ ОБРАБОТКИ ВОРОТНИКА В ВЕРХНЕЙ ОДЕЖДЕ | 1991 |
|
RU2031612C1 |
| Способ обработки горловины в верхней двусторонней одежде | 2018 |
|
RU2693294C1 |
| КОМПЛЕКТ СПОРТИВНОЙ ОДЕЖДЫ | 2021 |
|
RU2778222C1 |

Способ может быть использован в швейной промышленности и обеспечивает унификацию процесса сборки независимо от вида изделия, а также исключает многократное вывертывание изделия, что способствует снижению затраты времени на окончательную влажно-тепловую обработку по приданию изделию товарного вида. В представленном способе сборки верхней одежды воротник соединяют с горловиной, скрепляют боковые швы утепляющей прокладки и подкладки с верхом изделия. При обтачивании борта подбортом подкладывают дополнительную прокладку края борта, а при втачивании нижнего воротника в горловину - дополнительную прокладку горловины, к которым одновременно прикрепляют утепляющую прокладку изделия стачным швом. Подкладку одновременно прикрепляют стачным швом к внутренним срезам подбортов и нижнему срезу обтачки горловины без предварительного вывертывания изделия на изнаночную сторону, после чего окантовывают шов прикрепления подкладки к внутренним срезам подбортов и к обтачке горловины. 4 з. п. ф-лы, 4 ил.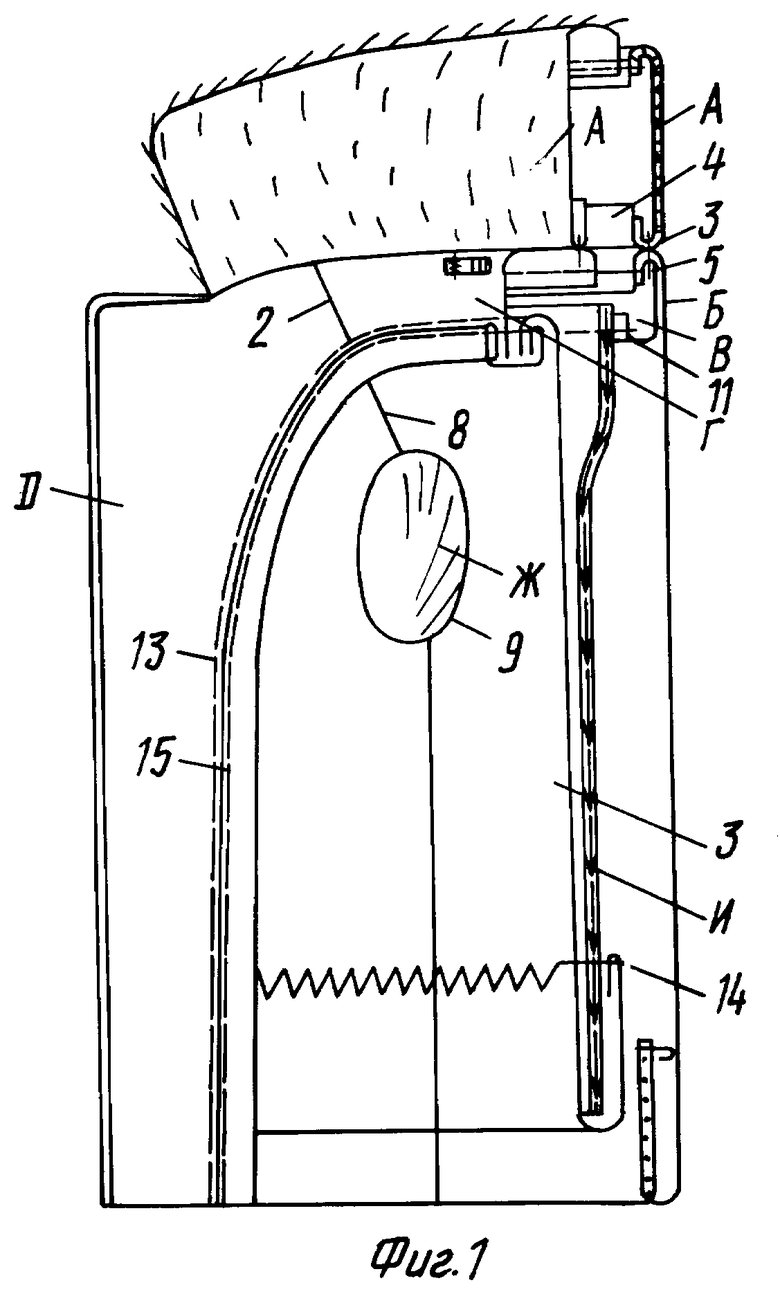
| Основы технологии поузловой обработки верхней одежды | |||
| - М.: Ростехиздат, 1963, с.451 - 462 | |||
| САВОСТИЦКИЙ А.В | |||
| и др | |||
| Технология швейных изделий | |||
| - М.: Легкая и пищевая промышленность, 1982, с.294 - 304 | |||
| ПРОИЗВОДНЫЕ ИНДОЛОПИРРОЛОКАРБАЗОЛА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И СОЕДИНЕНИЕ | 1992 |
|
RU2117671C1 |
| ЛУНКОВАТЕЛЬ ПОЧВЫ | 2001 |
|
RU2201049C2 |
