Изобретение относится к трикотажной промышленности, а именно к способам изготовления прорезных карманов в трикотажных изделиях.
Известен способ изготовления кармана [1], включающий предварительную обработку деталей мешковины и прорези кармана, операции разметки на одной из сторон изделия расположения прорези входа в карман, обработки входа в карман деталями обработки прорези и мешковины, разрезания входа в карман, выворачивания кармана на противоположную сторону изделия, детали мешковины выполняют из материала изделия, при предварительной обработке мешковины одновременно формируют детали кармана, предназначенного для функционирования на другой стороне изделия, обработку прорези осуществляют путем размещения деталей ее обработки с перекрытием прорези кармана, расположенной на противоположной стороне изделия, все швы соединения деталей выполняют в чистый край.
Недостатком данного способа при выполнении кармана на трикотажных изделиях является трудоемкость и сложность технологии, а также увеличенная толщина готового узла (кармана), хотя и обеспечивается эстетически приемлемый вид лицевой и изнаночной стороны.
Известен также способ обработки кармана с клапаном на верхней одежде в шве между деталями [2]. Этот способ включает операции: настрачивание подзора на подкладку кармана, обработка входа в карман на одной из соединенных швом деталей, стачивание подкладки кармана, стачивание подзора с другой соединяемой швом деталью изделия с одновременным притачиванием подкладки кармана и прокладыванием между ними клапана кармана, обработка срезов соединяемых швом деталей окантовкой, причем операцию соединения другой детали с подкладкой кармана, подзора и клапаном осуществляют накладным швом за один прием с одновременным окантовыванием.
Недостатком его является сложность и трудоемкость технологии, а также неэстетичность изнаночной стороны изготовленного кармана, что предполагает обязательное использование подклада в изделии.
Наиболее близким по технологической сущности является способ обработки прорезного кармана [3]. Данный способ выбран за прототип. Он включает в себя выкраивание деталей изделия, притачивание обтачки двумя параллельными строчками по намеченным линиям лицевой стороной на лицевую сторону изделия, разрезание входа в карман по изнаночной стороне изделия между строчками притачивания обтачки, выворачивание краев обтачки на изнаночную сторону изделия, закрепление рамки из нижней части обтачки строчкой, с помощью которой одновременно прикрепляют к карману меньшую часть мешковины, закрепление рамки из верхней рамки строчкой, которой одновременно прикрепляют к карману большую часть мешковины, стачивание и обметывание срезов частей мешковины, захватывая в шов уголки, образованные треугольными надсечками по краям разреза кармана, одновременное обметывание срезов шва соединения верхней части мешковины с верхним срезом обтачки, закрепление углов разреза кармана двойной строчкой. Способ-прототип обладает рядом недостатков:
1. сложность технологии;
2. данная обработка имеет значительную толщину;
3. изнаночная сторона обработки имеет неэстетический вид;
4. невысокие прочностные характеристики (наличие надсечек), что уменьшает срок службы изделия и делает его малопригодным для использования в трикотажных изделиях.
Задача, на решение которой направленно заявленное изобретение - устранение указанных недостатков, а именно разработка способа обработки прорезного кармана в трикотажных изделиях, обеспечивающего небольшую толщину готового кармана и его чистую изнаночную сторону, при снижении трудоемкости и повышении прочностных характеристик.
Поставленная задача решается тем, что в способе обработки прорезного кармана, согласно которому выполняют основную деталь изделия (полочку), выполняют детали обработки, намечают линию входа в карман, дублируют вход в карман на основной детали клеевой прокладкой, выполняют вход в карман на основной детали, соединяют детали обработки с основной деталью, в отличие от прототипа детали обработки представляют собой две бейки-кеттлевки и мешковину, детали обработки выполняют вывязыванием, вход в карман выполняют разрезанием на основной детали, прикеттлевывают одновременно одну бейку и одну сторону мешковины к нижней линии входа в карман, прикеттлевывают одновременно другую бейку и другую сторону мешковины к верхней линии входа в карман, закрепляют края беек, соединяют боковые срезы мешковины.
Поставленная задача решается также тем, что обе бейки выполняют сдвоенной кулирной гладью.
Кроме того, для решения поставленной задачи верхнюю бейку заменяют на деталь, вывязанную в форме клапана, заканчивающуюся сдвоенной кулирной гладью, причем деталь участок клапана вывязывают любым переплетением, например рельефным.
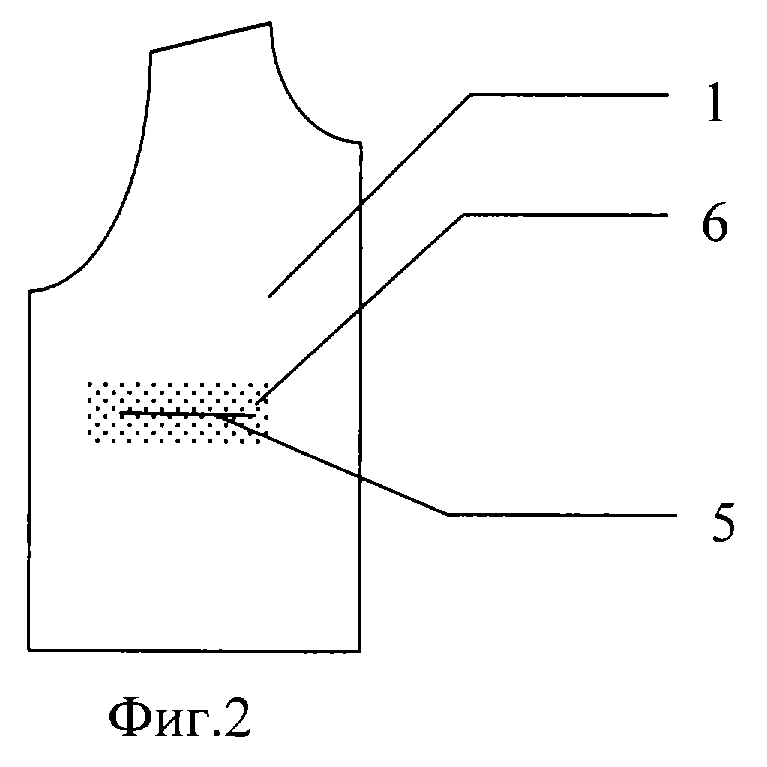
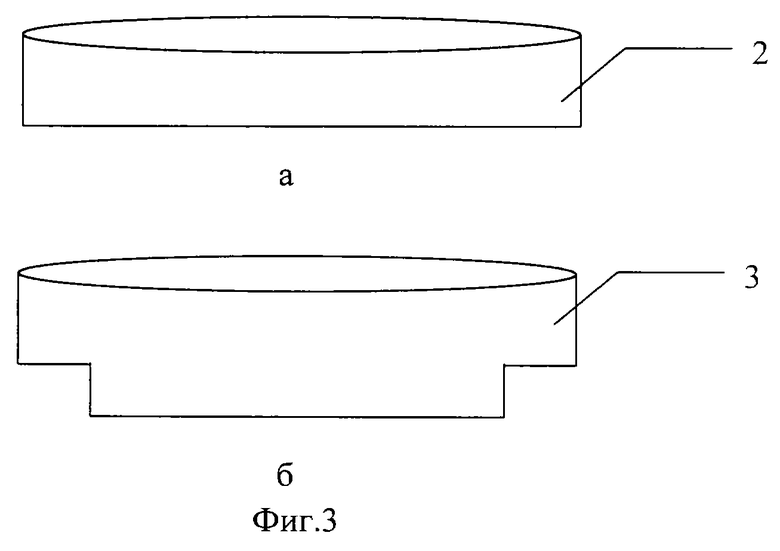
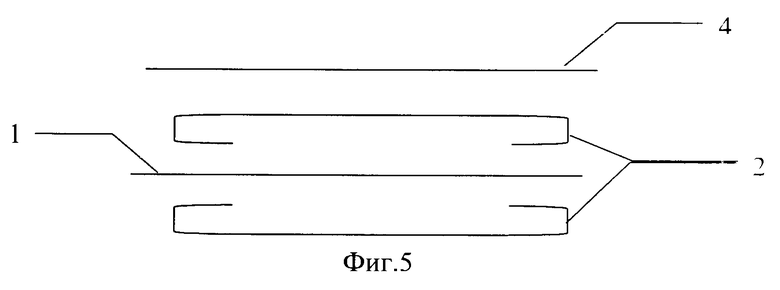
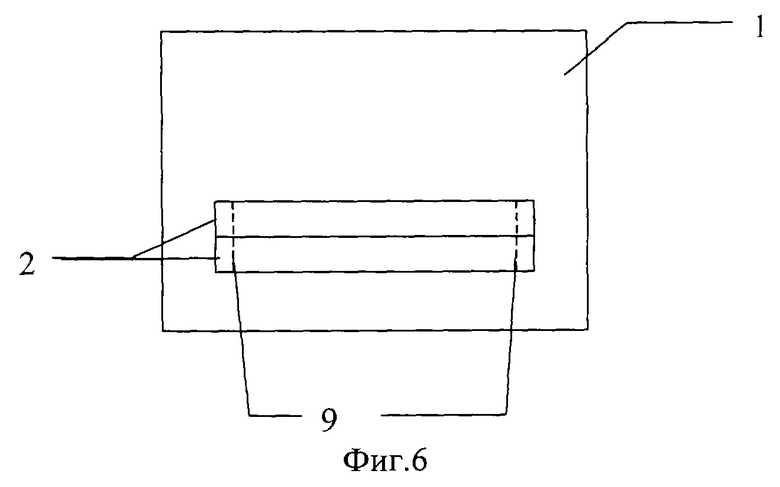
На фиг. 1 изображена схема кармана, выполненного в соответствии с заявляемым способом. На фиг.2 показана основная деталь (полочка) с нанесенной линией входа в карман и клеевой прокладкой. На фиг.3 изображены детали обработки кармана: а - в виде бейки-кеттлевки, б - в виде клапана с бейкой-кеттлевкой. На фиг. 4 - мешковина. На фиг.5 - сечение по середине верхней бейки-кеттлевки (вид сверху). На фиг.6 - лицевая сторона готового кармана.
Карман выполнен на основной детале (полочке) фиг.2, выполненной из трикотажа. Он содержит детали обработки в виде двух беек-кеттлевок фиг.3а (или одной бейки-кеттлевки фиг. 3а и одного клапана фиг.3б). А также мешковины фиг.4.
Заявляемый способ осуществляется следующим образом. Выполняют основные детали (полочка) 1 и выполняют вязанием детали обработки, к которым относятся либо две бейки-кеттлевки 2, либо одна бейка-кеттлевка 2 и один клапан 3, а также мешковину 4. Бейки-кеттлевки вяжут сдвоенной кулирной гладью, а клапан - либо гадким, либо рельефным переплетением. Намечают на основной детали 1 линию входа в карман 5. Дублируют с изнаночной стороны основной детали 1 линию входа в карман 5 клеевой прокладкой 6. Выполняют вход в карман разрезанием без надсечек. Разрезают бейки-кеттлевки по краям. Одевают на токоля кеттельной машины лицевую сторону нижней бейки-кеттлевки 2, основную деталь (полочку) 1, нижний срез мешковины 4, изнаночную сторону верхней бейки-кеттлевки 2, подгибая края бейки-кеттлевки внутрь к основной детали, и выполняют шов 7. Одевают на токоля кеттельной машины лицевую сторону верхней бейки-кеттлевки 2, основную деталь (полочку) 1, изнаночную сторону верхней бейки-кеттлевки 2, подгибая края бейки-кеттлевки внутрь к основной детали, верхний срез мешковины 4 и выполняют шов 8. Одевают на токоля кеттельной машины подогнутые края беек, основную деталь 1, мешковину 4 и закрепляют швом 9. Соединяют боковые швы мешковины 4. Выполняют влажно-тепловую обработку готового узла.
Упрощение технологии по сравнению с прототипом выражается в уменьшении количества операций, отсутствии технологических переходов (т.е. все операции выполняются на одном виде оборудования).
Уменьшение толщины готового кармана происходит за счет уменьшения слоев соединяемых при обработке деталей. В прототипе - 7 слоев, а в предлагаемой обработке - 5 слоев. Уменьшение слоев достигается тем, что при применении кеттельного шва пропадает необходимость в подгибке срезов деталей.
Изнаночная сторона кармана имеет эстетический вид также за счет применения кеттельного шва.
Повышение прочности достигается тем, что линия входа в карман дублируется, и при разрезании входа в карман не выполняются надсечки. В прототипе надсечки необходимы для выворачивания довольно больших верхних и нижних деталей с лицевой стороны на изнаночную. В предлагаемом варианте операция выворачивания отсутствует, на изнаночную сторону необходимо протащить только одну сторону верхней бейки и одну сторону нижней бейки.
Заявляемый способ можно использовать для обработки прорезных карманов на изделиях, изготовленных как из трикотажных полотен, так и из тканей, имеющих рыхлую структуру. Варьируя переплетения для вывязывания клапана, можно создавать новые модели.
Источники информации
1. Авторское свидетельство 1531962.
2. Авторское свидетельство 1648331.
3. Флерова Л. и др. Технология трикотажно-швейного производства. Учебник для средн. спец. учебн. заведений трикотажной пром-сти. М.: Легкая индустрия, 1976. Стр. 176.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КОНСТРУКЦИЯ ПРОРЕЗНОГО КАРМАНА С ВЕРТИКАЛЬНЫМ ИЛИ НАКЛОННЫМ ВХОДОМ | 1999 |
|
RU2147817C1 |
| КОРРЕКТИРУЮЩАЯ ОСАНКУ ВЕРХНЯЯ ОДЕЖДА | 2001 |
|
RU2211651C2 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| Способ обработки прорезного кармана в листочку | 1988 |
|
SU1567159A1 |
| СПОСОБ ОБРАБОТКИ ПРОРЕЗНОГО КАРМАНА | 2009 |
|
RU2402966C1 |
| СПОСОБ ОБРАБОТКИ ТРАНСФОРМИРУЕМОГО КАРМАНА | 2011 |
|
RU2467672C1 |
| Способ обработки кармана в швах изделия | 1988 |
|
SU1595437A1 |
| СПОСОБ ОБРАБОТКИ ПРОРЕЗНОГО КАРМАНА В РАМКУ | 2014 |
|
RU2566933C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА ДЛЯ ТРАНСФОРМИРОВАНИЯ ОДЕЖДЫ ИЛИ СНАРЯЖЕНИЯ | 2009 |
|
RU2412624C1 |
| Способ изготовления кармана | 1988 |
|
SU1531962A1 |
Изобретение относится к трикотажной промышленности. При осуществлении способа обработки прорезного кармана выполняют основную деталь изделия (полочку), намечают на ней линию входа в карман, дублируют с изнаночной стороны линию входа в карман клеевой прокладкой. Далее выполняют детали обработки, выполняют вход в карман на основной детали, соединяют детали обработки с основной деталью. Детали обработки представляют собой две бейки-кеттлевки и мешковину. Детали обработки выполняют вывязыванием, вход в карман выполняют разрезанием без надсечек. Соединение деталей обработки с основной деталью осуществляют в следующей последовательности: прикеттлевывают одну бейку и один срез мешковины к нижней линии входа в карман, прикеттлевывают вторую сторону мешковины и вторую бейку к верхней линии входа в карман, скрепляют подогнутые края беек, основную деталь и мешковину, соединяют боковые срезы мешковины. Способ обеспечивает уменьшение толщины готового кармана, исключает необходимость в подгибке срезов деталей, исключает необходимость в операции выворачивания деталей кармана на изнаночную сторону. 3 з.п.ф-лы, 6 ил.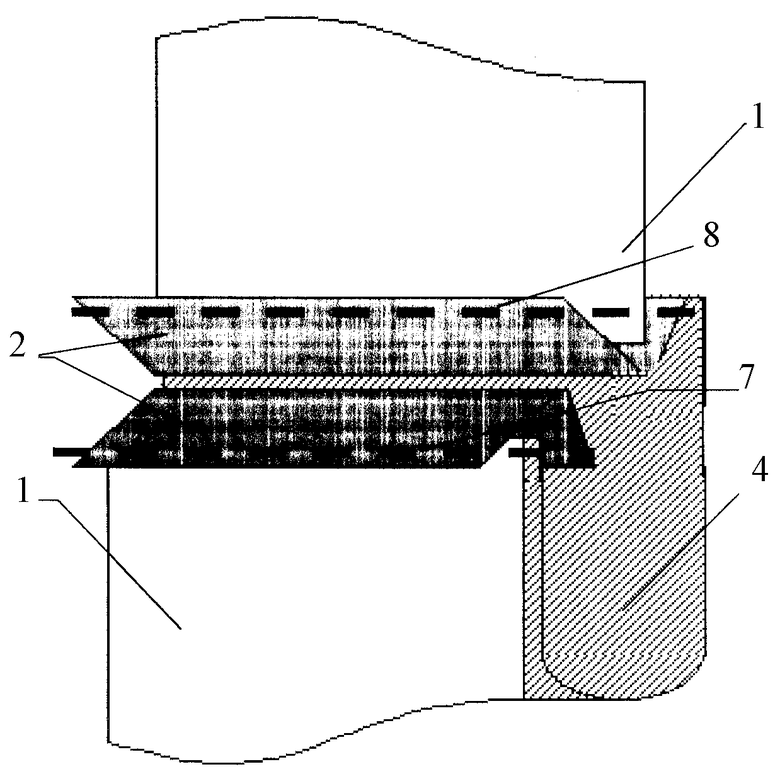
| ФЛЕРОВА Л | |||
| и др | |||
| Технология трикотажно-швейного производства | |||
| Учебник для средних и специальных заведений трикотажной промышленности | |||
| - М.: Легкая индустрия, 1976, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Гидросамолет вертикального взлета и посадки с несущим винтом со сворачивающимися убираемыми лопастями | 2021 |
|
RU2781817C1 |
| JP 8158208, 18.06.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРМАНА ДЛЯ ДВУСТОРОННЕЙ ОДЕЖДЫ | 1992 |
|
RU2069060C1 |

