Изобретение относится к прессованным кабелям, способу их изготовления и к заготовке, использующейся для изготовления прессованного кабеля этим способом.
Форма изготавливаемых электрических кабелей, типы проводников, количество проводников, виды изоляции и их конфигурация весьма разнообразны. Электрические проводники могут быть простыми - как единичный проводник с простым изолятором с внешней стороны - или они могут быть очень сложными со множеством проводников различных размеров и типов с разнообразными концевыми заделками кабеля (кабельными ящиками) или выходными точками по длине кабеля. Кабели также могут иметь различные концевые устройства на концах проводников или они могут оставаться открытыми в зависимости от конкретного применения данного кабеля. Электрические кабели определенного вида используются практически в каждом устройстве, входящем в состав каждого электронного или электрического прибора. Кабель нужен для связи источника электропитания с электронными устройствами и для подачи и передачи электрических сигналов другому электронному прибору, измерительным устройствам, счетчикам, лампам или другим визуальным индикаторам для установления связи между приборами и для координации действий. В каждом случае при генерировании или передаче электрического сигнала или тока от одного прибора к другому, как правило, используются электрические кабели. Обычно, когда передается большое количество сигналов или токов между приборами в наиболее современных устройствах и аппаратуре, изготавливаются обычные электрические кабели с большим количеством проводников и с большим количеством концевых заделок кабеля. Традиционно изготовленные электрические кабели применяются в легковых и грузовых автомобилях, самолетах, реактивных двигателях, ракетах, других видах военной аппаратуры, в компьютерах, телевизорах, некоторых типах телефонных аппаратов, стереосистемах и в практически любом мыслимом устройстве, использующем какой-либо вид радиоэлектронной аппаратуры. Раньше электрические кабели выполнялись всего нескольких конфигураций и несколькими способами. Обычно большое количество проводников заключаются в обшивку или оболочку. Оболочка может обматываться или прессоваться несколькими известными в данной области техники способами. Способ прессования используется при изготовлении кабеля с большим числом проводников, окруженных каким-либо видом формовочного состава. Кабель может выполняться в виде одной из нескольких конфигураций. Кабель может представлять собой плоскую или, в большинстве случаев, круглую ленту. Множество проводников все могут идти друг за другом или они могут обворачиваться один вокруг другого по определенному рисунку, в зависимости от конкретного применения и типов проводников. В одном из известных примеров применения кабеля электрические кабели сплетаются по определенной схеме так, чтобы основной провод оплетался проводом, не несущим сигнала. Это обеспечивает защиту от интерференции, создаваемой другими сигналами. Провода, не несущие сигнала, могут представлять собой токонесущие проводники или заземляющие провода. Переплетенные провода затем в большинстве случаев обворачиваются изоляционным материалом. Конкретные устройства с традиционным кабелем часто имеют проводники, входящие в кабель и выходящие из него в нескольких разных точках, причем в каждой имеется некое законцовочное устройство. Кабели таких типов часто изготавливаются на определенного типа оправке, сконструированной специально для данного конкретного случая. Провода располагаются по отдельности или группами вдоль оправки. Каждый из этих проводов или каждая из этих групп проводов добавляются к кабелю в конкретных точках, оставляя участок достаточной длины от кабеля до законцовочного устройства, что позволяет соединять это законцовочное устройство с каким-либо электрическим прибором. Когда все провода расположены в нужном порядке, кабель обворачивается изоляционным материалом или подвергается процессу прессовки, при котором кабель покрывается изоляционным материалом. В этом случае изоляционный материал часто полностью заполняет все пустоты между проводами и полностью охватывает провода, формируя внешнюю изоляцию вокруг кабеля.
Кабели, известью ранее в данной области техники, имеют ряд недостатков. Если кабель состоит из множества проводников, очень сложно провести ремонт отдельного проводника. Как правило, необходимо удалять внешнюю изоляцию кабеля на участке довольно значительной длины в целях локализации повреждения и часто удалять полностью от конца до конца, если проводник необходимо заменить. Если проводники входят в состав оплетки любого рисунка, единичный проводник обычно невозможно вынуть или отремонтировать. Если проводник заключен в какую-нибудь прессованную оболочку, будет невозможно удалить или отремонтировать единичный проводник, не разрушая целостности кабеля. Другим недостатком является значительный вес изоляционного материала, используемого при изготовлении кабеля. В некоторых случаях вес изоляционного материала может превысить вес проводников в кабеле. Некоторые виды применения электрического кабеля могут оказаться рискованными. Это особенно касается устройств, использующих кабель, которые могут перемещаться, например автомобили, самолеты, космические корабли и другие системы военного и невоенного назначения. В патенте США N 5331115, выданном Ябранду, предлагается прессованный кабель и способ его изготовления, позволяющий избежать указанных выше недостатков. В этом патенте прессованный кабель с оплеткой изготавливается с применением технологии литья под давлением. Это означает, что множество проводов или проводников помещают в пресс-форму, после чего проводят этап литья под давлением, в результате чего формируется жгут из этих проводников и прессованный кабель. Одним из недостатков этого процесса является отрицательное влияние этапа литья под давлением на проводники и провода. Поэтому возникла необходимость усовершенствовать технологию прессования для изготовления прессованных проводников указанных типов. Для удовлетворения этих потребностей в одном из вариантов настоящего изобретения предлагается новый усовершенствованный способ прессования с применением заготовки, которую в последствии можно удалить для вставления нужных проводников. В другом варианте настоящего изобретения предлагается усовершенствованная структура жгута для прессованного кабеля.
Целью данного изобретения является реализация прессованного кабеля и способа изготовления электрического кабеля, лишенного некоторых недостатков кабелей, известных ранее.
Другой целью данного изобретения является реализация прессованного кабеля, суммарный вес которого значительно снижен по сравнению с известными в настоящее время аналогичными кабелями. Следующей целью данного изобретения является реализация прессованного кабеля, в котором единичный проводник внутри кабеля может легко выниматься, ремонтироваться или удаляться без повреждения целостности всего кабеля.
Еще одной целью данного изобретения является реализация прессованного кабеля с большей степенью гибкости.
Еще одной целью данного изобретения является реализация усовершенствованного способа изготовления прессованного кабеля с помощью заготовки.
Другой целью данного изобретения является реализация прессованного кабеля, в котором применяется ромбовидная оплетка в качестве жгута кабеля.
Другие цели данного изобретения станут очевидными по мере прочтения его описания.
Для решения указанных целей данного изобретения и реализации преимуществ данное изобретение реализует прессованный кабель, имеющий множество проводников, образующих кабель, причем эти проводники располагаются на некотором расстоянии друг от друга. Эти проводники охватываются пластикообразным формовочным составом, впрессованным в оплетку.
В другом варианте данного изобретения оплетку можно изготовить с рядом каналов, проходящих ее насквозь, для вставления проводников после того, как оплетка будет изготовлена.
Оплетка предпочтительно состоит из противоположных концевых частей и боковых частей с оплеточной частью, проходящей между ними. Далее оплеточная часть содержит множество жил, причем эти жилы проходят между противоположными концевыми частями и пересекаются друг с другом, образуя ромбовидные отверстия. При каждом пересечении пары жил находится канал, сквозь который проходит, как минимум, один проводник.
В другом варианте изобретения способ формирования прессованного кабеля включает в себя этапы создания заготовки, имитирующей множество проводников, реализуя пресс-форму с прессующими поверхностями для вставления заготовки и для формирования рисунка оплетки. На пресс-форму наносится формовочный состав для образования жгута прессованного кабеля, охватывающего заготовку. Затем эту заготовку можно вынуть из жгута прессованного кабеля, после этого остается ряд продольных, идущих друг за другом каналов в оплетке для вставления в них проводников. Заготовка предпочтительно выполняется из материала, который не прилипает к формовочному составу, когда прессуется кабельный жгут, например полиуретана или силикона различной твердости.
В еще одном варианте данного изобретения предлагается заготовка для изготовления по данному изобретению прессованного кабеля. Эта заготовка состоит из множества жил, каждая жила должна иметь точную длину и точный диаметр. Предлагается также жильный разъем, который крепится предпочтительно перпендикулярно продольному направлению жил. В одном из вариантов жильный разъем прессуется к жилам, так что он их охватывает, при этом жильный разъем располагается вблизи конца жил. На практике заготовка помещается в пресс-форму перед началом литья под давлением кабельного жгута. Кабельный жгут спрессовывается вокруг. Как только кабельный жгут затвердеет, а пресс-форма остынет до комнатной температуры, этот кабельный жгут/заготовку извлекают из пресс-формы, при этом заготовка после себя оставляет полые тоннели для вставления в них нужных проводников.
Для выполнения указанных выше и других целей данного изобретения предлагается прессованный кабель и способ его изготовления и, более конкретно, кабель для электрических проводников, в котором пластикообразный материал впрессовывается вокруг каждого отдельного проводника.
Перечисленные выше цели и отличительные признаки по данному изобретению будет легче понять и оценить из приведенного ниже подробного описания основного варианта изобретения, выбранного для иллюстративных целей и раскрытого с привлечением сопровождающих чертежей.
Делается ссылка на чертежи данного изобретения.
Фиг. 1 представляет собой вид сверху прессованного кабеля, показывающий множество проводников, с указанием проводников, возбуждающих (намагничивающих) кабель в различных точках.
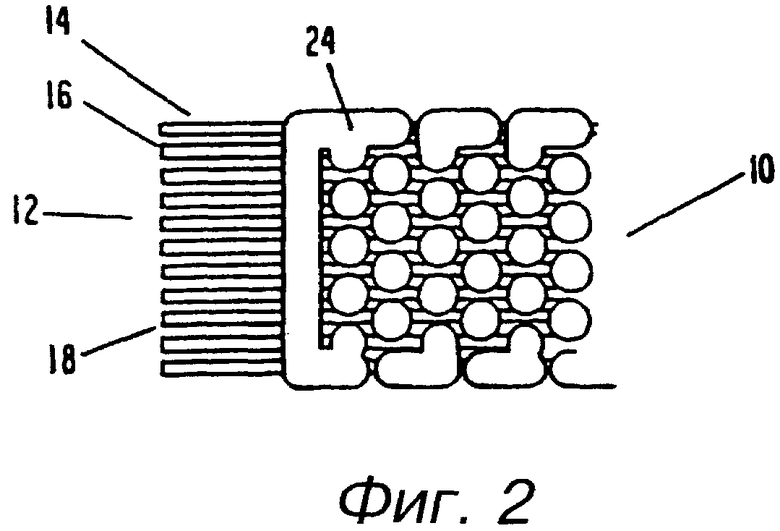
Фиг. 2 представляет собой вид снизу начала прессованного кабеля.
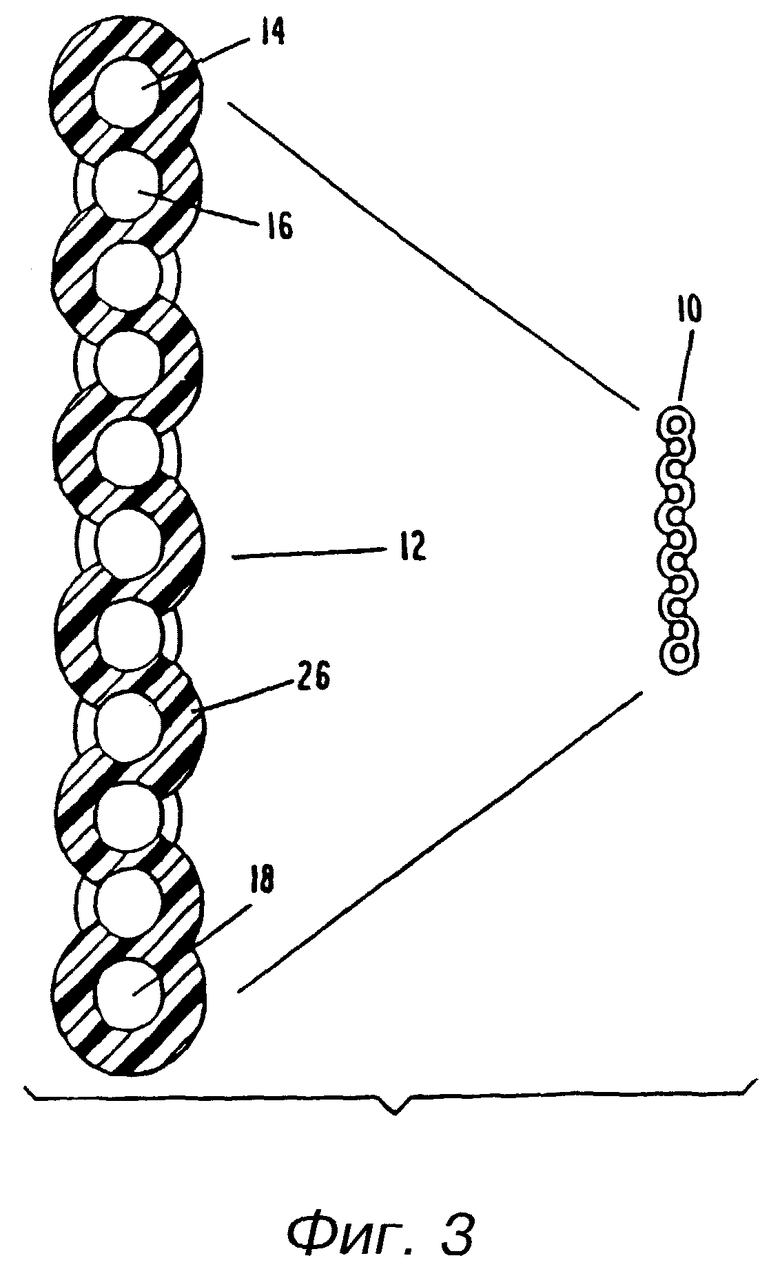
Фиг. 3 представляет собой сечение прессованного кабеля.
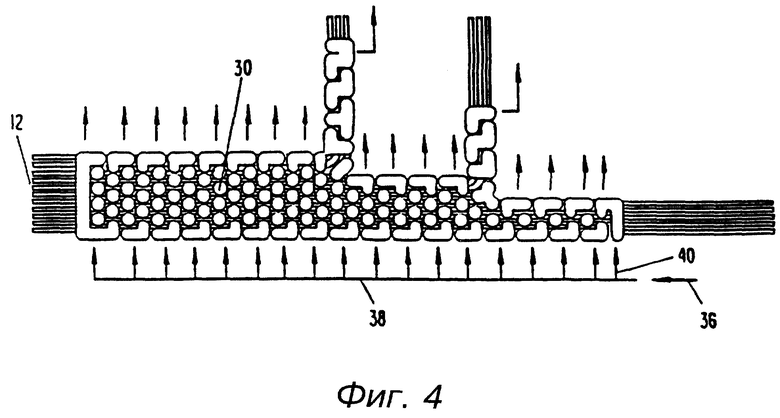
Фиг. 4 изображает пресс-форму, в которой находится прессованный кабель.
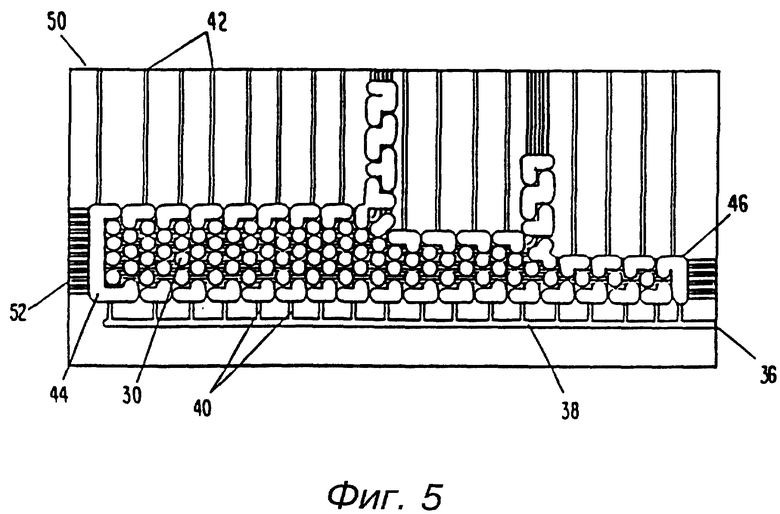
Фиг. 5 изображает пресс-форму, используемую для изготовления прессованного кабеля по данному изобретению.
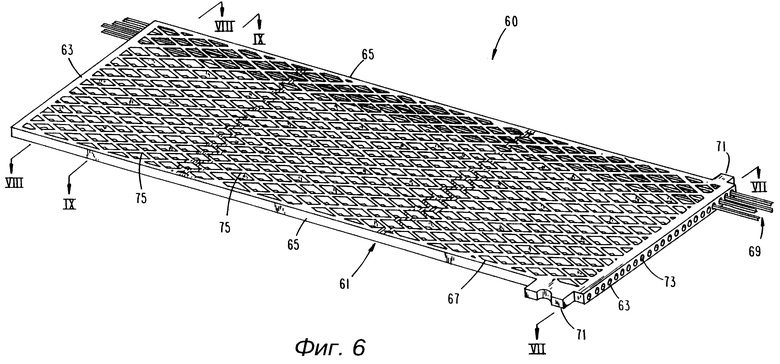
Фиг. 6 представляет собой вид в перспективе другого варианта изобретения, показывающий прессованный кабель, в котором используется оплетка по рисунку.
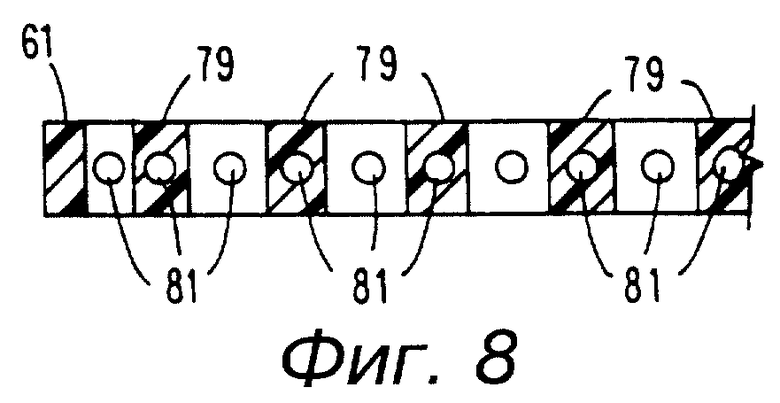
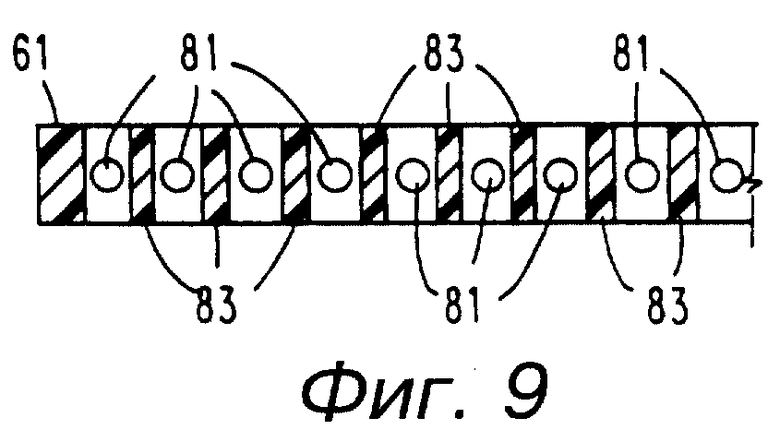
фиг. 7 - 9 представляют собой поперечные сечения вдоль линий VII-VII, VIII-VIII и IX - IX фиг. 6.
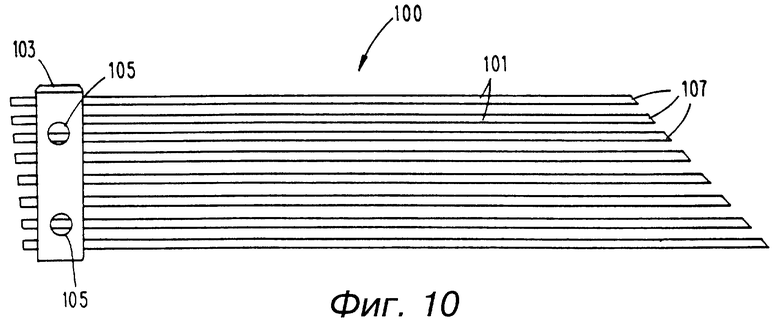
Фиг. 10 представляет собой вид сверху типичной заготовки по данному изобретению.
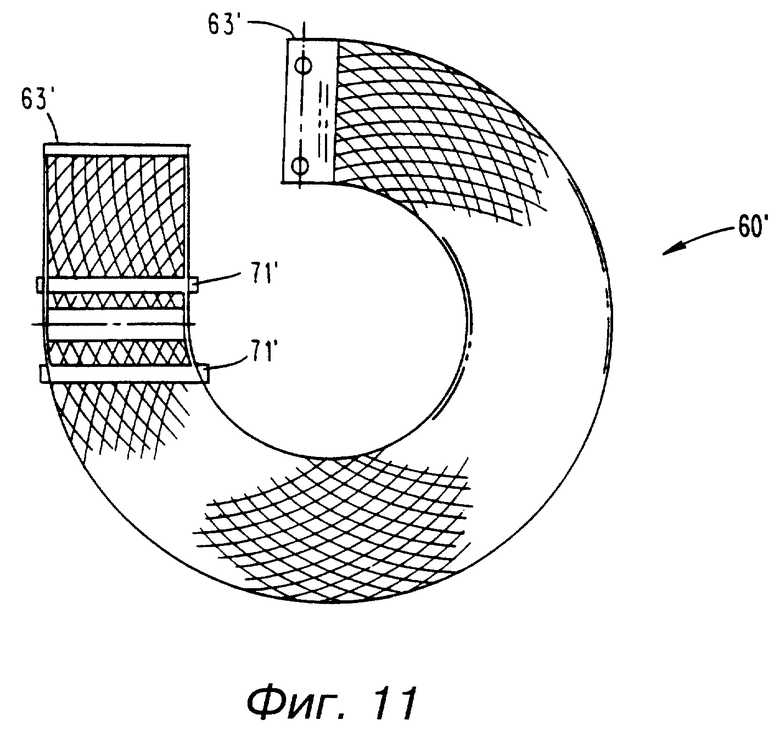
Фиг. 11 представляет собой вид сверху другого варианта прессованного кабеля, применяющего оплетку в соответствии с рисунком.
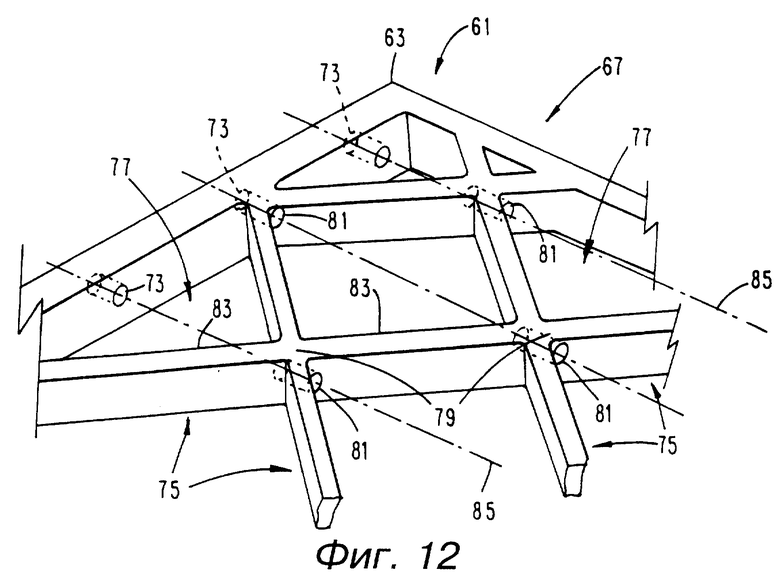
Фиг. 12 представляет собой вид в перспективе части прессованного кабеля по фиг. 6, увеличенный для удобства.
Ссылаясь на чертежи фиг. 1 - 3, видим, что на них изображены предпочтительные варианты с указанием основных характеристик прессованного кабеля по настоящему изобретению. Прессованный кабель 10 по данному изобретению обычно содержит множество проводников 12, разделенных друг от друга пластикообразным составом 28.
Предпочтительный вариант и наилучший вид прессованных кабелей и способ их изготовления по данному изобретению раскрываются в данном документе. Однако следует заметить, что наилучший путь воплощения этого изобретения, раскрываемый здесь и далее, предлагается лишь в качестве иллюстрации, а не в качестве ограничения. Имелось в виду, что весь круг притязаний данного изобретения должен включать в себя все модификации, в которые входят все основные признаки конструкции.
В прессованный оплетенный кабель 10 по настоящему изобретению может входить от трех проводников до практически неограниченного их количества. Как правило, чем больше проводников входит в кабель, тем сложнее рисунок оплетки, особенно, если требуется более, чем один слой. Обычно к проводникам 12 относятся первый проводник 14, второй проводник 16 и так далее вплоть до последнего проводника 18. Проводники 12 удерживаются на определенном расстоянии друг от друга с помощью пластикообразного состава 24, чередующегося с проводниками 12 в рисунке оплетки 30. Предпочтительно, чтобы пластикообразный состав 24 представлял собой формовочный состав, который можно применять в расплавленном состоянии, или это может быть состав, состоящий из двух частей, такой как полиуретан с отверждающим веществом.
Для большей наглядности рисунок оплетки 30 пластикообразного состава можно представить, как узкую ленту 28 пластикообразного состава 24. Однако в предпочтительном варианте эти узкие ленты 28 фактически формируются методом инжектирования формовочного состава (литья под давлением) в пресс-форму, формирующую рисунок оплетки 30 по всей длине почти одновременно. Во-первых, этот пластикообразный состав образует начальное основание 26 вокруг проводников 12 вблизи начального конца 20 кабеля с прессованной оплеткой 10. Это позволяет закрепить все концы 20 проводников 12 на расстоянии один от другого. Затем узкая лента 28 оплетается вокруг первого проводника 14, под вторым проводником 16, над третьим проводником и так далее в соответствии с этим рисунком оплетки до последнего проводника 18. Узкая полоса 28 затем оплетается вокруг последнего проводника 18 и оплетает в обратном направлении проводники 12 в обратном порядке до первого проводника 14, сплетая эти проводники вместе и удерживая их на определенном расстоянии друг от друга. Рисунок оплетки повторяется до конечной точки 32. Узкая полоса 28 формирует затем конечное основание 34 вокруг всех проводников 12, которые заканчиваются вблизи конечной точки 32. Начальное основание 26 и конечное основание 34 скрепляют все проводники вместе так, что сохраняется определенное расстояние между ними в начале и в конце прессованного кабеля 10. Без оснований 26 и 34 проводники 12 будут иметь возможность свободно перемещаться в поперечном направлении вплоть до первой оплетенной полосы из пластикообразного состава. Это могло бы привести к ослаблению конструкции прессованного кабеля в этих точках. Существует практически неограниченное количество конфигураций, которые можно составить с помощью прессованного кабеля 10 и способа его изготовления по данному изобретению. Как показано на фиг. 1 и 4, существует одна начальная 20 и три отдельных конечных точки 22. Для каждого конкретного случая применения определяется точная конфигурация кабеля, количество и место расположения начальных и конечных точек, а также тип законцовок. Описание и иллюстрация не имеют в виду ограничения объема изобретения и круга его применения. В каждом конкретном применении может быть множество входов и выходов. Кроме того, в одном устройстве может быть множество кабелей, каждый из которых имеет отличную от других конфигурацию.
С применением прессованного кабеля по данному изобретению достигаются значительные преимущества. К ним относятся: увеличение гибкости, снижение веса и возможность ремонтировать проводник внутри кабеля.
Поскольку проводники не закреплены, но полностью скреплены внутри оболочки - либо оплетены, либо спрессованы - эти проводники имеют больше возможности перемещения. Проводники могут скользить между узкими полосами 28 внутри рисунка оплетки 30. Это придает кабелю большую степень гибкости, чем у любого из известных ранее видов кабелей.
Так как пластикообразный состав покрывает лишь примерно половину поверхностей проводников 12, а пустоты между этими проводниками не заполняются, материала требуется только половина или меньше. Поскольку используется только половина материала, вес значительно снижается.
Появляется возможность проводить ремонт проводников 12 внутри прессованного кабеля 10. Это происходит благодаря тому, что проводники 12 внутри кабеля 10 имеют свободу перемещения внутри рисунка оплетки 30, и почти половину внешней поверхности проводников 12 можно видеть. Поэтому площадь, вызывающую подозрения, можно легко осмотреть и иметь к ней простой доступ. Один или более проводников можно вытащить из рисунка оплетки 30 и вновь вставить туда без повреждения целостности кабеля. В известных кабелях этого сделать невозможно. Как правило, в известных кабелях для того, чтобы увидеть и достать проводник, находящийся в кабеле, необходимо снять или разорвать оболочку. Поэтому в большинстве случаев кабель скорее заменяют, а не ремонтируют.
Как отмечалось ранее, в предпочтительном варианте пластикоподобный состав 24 представляет собой формовочный состав. Как показано на фиг. 4, рисунок оплетки 30 в предпочтительном варианте формируется способом литья под давлением, хотя можно использовать и другие соответствующие способы прессовки. Основное отверстие для инжектирования обозначено цифрой 36. Формовочный состав инжектируется в основное отверстие для инжектирования 36 и течет по каналу инжектирования 38 до отдельных отверстий для инжектирования 40. Как показано, в предпочтительном варианте каждое отдельное отверстие для инжектирования 40 формирует две узкие полосы 28 из пластикообразного состава. В этой конструкции все отдельные отверстия для инжектирования 40 должны инжектировать формовочный состав в рисунок оплетки 30 одновременно. Поэтому все узкие полосы 28 должны образоваться одновременно.
Лишний формовочный состав выходит через выходное отверстие 42 на противоположной стороне прессованного кабеля 10 из отдельных отверстий для инжектирования 40. Процесс изготовления прессованного кабеля 10 не должен прекратиться, пока не выйдут все излишки состава из всех отдельных отверстий для инжектирования 42. Это служит гарантией того, что сформированы все узкие полосы 28 до удаления пресс-формы 50. Первый этап в изготовлении прессованного кабеля 10 по данному изобретению заключается в создании пресс-формы 50, изображенной на фиг. 5. Пресс-форму 50 можно изготовить разными способами, известными в данной области техники. Пресс-форма 50 должна иметь прорези 52, рисунок оплетки 30, отверстия для инжектирования 40 и выходные отверстия 42. Прорези 52 должны соответствовать размеру, количеству и нужной конфигурации проводников 12 и конечного изготавливаемого кабеля 10. Пресс-форма 50 должна также иметь основное отверстие для инжектирования 36, куда попадает формовочный состав. В предпочтительном варианте должно быть основное отверстие для инжектироания 36, ведущее к каналу для инжектирования 38. Отдельные отверстия для инжектировани 40, идущие от канала для инжектирования 38, будут питать рисунок оплетки 30 в различных точках по всей длине. Обычно эти точки соответствуют каждому другому витку рисунка оплетки. Должны быть также зона прерывания цепи 44 для начального основания 26 и зона прерывания цепи 46 для конечного основания 34.
Когда пресс-форма готова, наступает следующий этап - установка проводников 12 в прорези 52 и выполнение сборки пресс-форма 50 - проводники 12 и подготовка ее к инжектированию формовочного состава.
Затем формовочный состав инжектируется в основное отверстие для инжектирования 36 любым известным в настоящее время способом. Этот формовочный состав должен протекать через каналы инжектирования 38, отдельные отверстия инжектирования 40 и в рисунок оплетки 30. Когда рисунок оплетки будет полностью заполнен, избыточный формовочный состав выйдет через выходные отверстия 42.
Затем в зависимости от конкретного формовочного состава, может начаться цикл отверждения, что позволит правильно расположить и отвердить формовочный состав. После отверждения должным образом пресс-форму 50 можно убрать, оставляя прессованный кабель 10. Избыток и пролитый состав следует вытереть, получая полностью изготовленную и обработанную продукцию.
На фиг. 6 другой вариант прессованного кабеля по данному изобретению обозначен цифрой 60 и включает в себя кабельный жгут, который может содержать один или несколько проводников, что будет показано далее в данном документе.
Кабельный жгут 61 имеет противоположные концевые части 63 и противоположные боковые части 65. Часть перегородок 67 расположена на периферии и образована концевыми и боковыми частями. Жгуты 61 могут иметь также проушины 71, которые облегчают монтаж жгута в конкретном устройстве. Можно использовать другую конфигурацию проушины в зависимости от конечной цели применения, причем эту проушину можно расположить в любой точке жгута.
На фиг. 6 - 9 конечные части 63 жгута содержат разнесенные каналы 73, которые имеют размеры, позволяющие вставлять в каждый канал один или более проводников.
На фиг. 6 и 12 часть перемычек 67 изготовлена из целого ряда жил 75, которые проходят внутри периферийной части жгута 61. Каждая жила 75 проходит между концевой частью и боковой частью. Жилы 75 наклонены под углом друг к другу и к концевым и боковым частям 63 и 65, образуя ромбовидные отверстия 77. Вместе с образованием ромбовидных отверстий 77 жилы 75 образуют пересекающиеся части, обозначенные цифрой 79. В месте каждого пересечения находится канал 81, который образован во время процесса формовки и имеет размер, позволяющий вставлять проволочные проводники для изготовления окончательного прессованного кабеля.
По причине наклонного положения жил 75, которые образуют ромбовидные отверстия 77, каждая жила содержит короткий сегмент 83 между соседними пересечениями 79 или одной из конечных или боковых частей жгута 61. Поперечные сечения жгута по данному изобретению на фиг. 7 - 9 изображают соотношение между сегментами 83, каналами 81 и пересечениями 79. В пределах объема притязаний данного изобретения отверстия 77 могут иметь не ромбовидную, а какую-либо другую форму, например, овальную, квадратную и т.п.
Каналы 81 пересечения 79 и каналы 71 в конечной части 63 расположены на одной линии, образуя продольные проходы 85 через жгут 61 для одного или более проводников. Как указывалось ранее, кабельный жгут 61 можно изготовить из проволочного проводника уже в проходах 85 или, в другом варианте - как будет показано ниже более подробно - с помощью заготовки после удаления этой заготовки и вставления проводников.
На фиг. 11 показана другая конфигурация прессованного кабеля, обозначенная цифрой 60'. Такая конфигурация показывает, что с прессованным кабелем по данному изобретению можно использовать различные конфигурации и типы конечных частей 63' или проушин 71' в зависимости от конкретного применения. Прессованный кабель 60', изображенный на фиг. 11, представляет собой конфигурацию, типичную для соответствующих поверхностей пресс-формы, используемой при изготовлении прессованных кабелей. То есть поверхность пресс-формы повторяет, как правило, круговые траектории, образуя прессованный кабель 60'.
При изготовлении прессованного кабеля 60 с проводниками, должным образом расположенными, следует выполнять процесс прессования для изготовления оплетенного кабеля, описанный выше. Это означает, что прессованный кабель 60 образуется из проводников, расположенных должным образом.
В другом варианте кабельный жгут 61 можно изготовить с помощью заготовки, показанной на фиг. 10. В этом способе кабельный жгут 61 сначала изготавливается путем прессования с помощью заготовки. Эту заготовку затем можно убрать и заменить нужным количеством проводников, формируя тем самым прессованный кабель.
Приведенная в качестве примера на фиг. 10 заготовка обозначена цифрой 100 и включает в себя большое количество заготовочных жил 101. Эти заготовочные жилы расположены поперек в одну линию и соединены жильным разъемом 103. Этот жильный разъем предпочтительно отливается под давлением и припрессовывается непосредственно к заготовочным жилам 101 при изготовлении заготовки. Предпочтительно, чтобы заготовка 100 формовалась из формовочного состава, такого как пластик, например полиуретан различной степени твердости или силикон различной степени твердсти. В другом варианте заготовка 100 может быть из металла, такого как нержавеющая сталь с металлическим или неметаллическим жильным разъемом, крепящимся известными средствами. Также жильный разъем может быть из металла, а жилы неметаллическими.
Жильный разъем 103 может содержать полости 105, которые облегчают размещение заготовки, когда ее используют для изготовления кабельного жгута 61.
Следует понимать, что жильный разъем 103 может иметь любую конфигурацию или форму и может располагаться в любой точке по всей длине жилы. Как показано на фиг. 10, длина жил может постепенно увеличиваться так, что при использовании заготовки 100 в пресс-форме, указанной на фиг. 11, концы заготовочных жил 107 заканчиваются примерно на одной линии с конечной частью прессованного кабеля 60'.
Заготовку 100 предпочтительно изготавливать способом литья под давлением, причем отливать ее так, чтобы все жилы располагались поперек на одной линии. Или в другом варианте, располагались по кругу, аналогично конфигурации, показанной на фиг. 11.
В способе изготовления кабельного жгута 61 заготовка 100 сначала помещается в пресс-форму. Предпочтительно, чтобы эта пресс-форма состояла из двух половин с заготовкой, с самого начала расположенной на одной из этих половин. Другая половина пресс-формы кладется на нее, эти две половины смыкаются, происходит литье под давлением с помощью формовочного состава, например полиуретана. После наполнения пресс-формы, эту пресс-форму помещают для отверждения в печь с повышающейся температурой.
После отверждения и охлаждения до комнатной температуры пресс-форма раскрывается и кабельный жгут вместе с заготовкой удаляются. Заготовка затем отделяется от кабельного жгута, причем после этой операции в промежуточной части 67 жгута 61 остаются полые тоннели или каналы, см. фиг. 12.
Затем в эти полые тоннели вставляются нужные электрические проводники для формирования прессованных кабелей, содержащих как кабельный жгут, так и электрические проводники. Проводники в жгуте находятся в положении нулевого напряжения и не подвергаются воздействию высоких температур, так как в процессе отверждения использовалась заготовка. Таким образом, срок службы проводов увеличивается. Кроме того, как указывалось ранее, каждый провод можно полностью заменить, удаляя из кабельного жгута, после чего его заменяют другим проводом или проводами.
Во время процесса прессования при желании можно применять разделяющий состав для гарантии разделения заготовки от кабельного жгута, когда изделие вынимается из пресс-формы. Кроме того, следует понимать, что в оплеточном рисунке, образовавшемся во время процесса прессования, поперечные сечения жил могут иметь различные формы. Например, жилы могут быть в сечении овальными, круглыми или квадратными или прямоугольными, как показано на фиг. 12. Размеры промежуточной части также можно менять в зависимости от используемой конечной части и типа проводов, применяющихся в прессованном кабеле. Например, проводники большого диаметра потребуют размеры рисунка оплеточной части, достаточные для образования каналов, в которые вставляются проводники. Аналогично проводники малого диаметра должны иметь оплеточные части меньшего размера. Кроме того, в прессованном кабеле по данному изобретению и в способе его изготовления можно использовать любое количество проводников. Заготовка может также иметь любое число жил, которые должны совпадать с нужным числом проводников в конкретном применении.
Вариант, показанный на фиг. 6 - 12, может иметь любые отличительные признаки, рассмотренные выше со ссылкой на фиг. 1 - 5.
По существу изобретение раскрыто в терминах предпочтительного варианта, который удовлетворяет всем и каждой цели данного изобретения, которые были рассмотрены выше в данном документе, и предлагает новый и усовершенствованный прессованный кабель, способ его изготовления и заготовку для реализации этого способа.
Разумеется, специалисты в данной области техники могут внести разнообразные изменения, провести определенные модификации настоящего изобретения, не отступая от его существа и не нарушая его объема.
Соответственно, предполагается, что настоящее изобретение ограничивается только условиями прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИММЕТРИЧНЫЙ КАБЕЛЬ ДЛЯ ПЕРЕДАЧИ ДАННЫХ | 2018 |
|
RU2690160C1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| КАТУШКОДЕРЖАТЕЛЬ ДЛЯ ОПЛЕТОЧНОЙ, ОБМОТОЧНОЙ ИЛИ СПИРАЛЕНАВИВОЧНОЙ МАШИНЫ | 2015 |
|
RU2664205C1 |
| СИНТЕТИЧЕСКИЙ ТРОС ИЛИ КАБЕЛЬ С ПОДДЕРЖИВАЮЩИМ СЕРДЕЧНИКОМ (ВАРИАНТЫ) | 2020 |
|
RU2817585C2 |
| ОПЛЕТОЧНОЕ ЗАКУПОРИВАЮЩЕЕ УСТРОЙСТВО, ИМЕЮЩЕЕ ПОВТОРЯЮЩИЕСЯ УЧАСТКИ УВЕЛИЧЕННОГО ОБЪЕМА, РАЗДЕЛЕННЫЕ УЧАСТКАМИ СОЧЛЕНЕНИЯ | 2007 |
|
RU2447908C2 |
| КОМБИНИРОВАННЫЙ КАБЕЛЬ УПРАВЛЕНИЯ | 2017 |
|
RU2658848C1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| КАБЕЛЬ ИЗ СИНТЕТИЧЕСКИХ ВОЛОКОН С ИНДИКАЦИЕЙ УДЛИНЕНИЯ И НАГРЕВА | 2020 |
|
RU2785870C1 |
| Способ формирования наборного ленточного провода | 2017 |
|
RU2677246C2 |
| Кабель для аварийного отключения | 1980 |
|
SU866579A1 |

Изобретение относится к прессованным кабелям, способу их изготовления и к заготовке, использующейся для изготовления прессованного кабеля этим способом. Прессованный кабель содержит множество проводников, составляющих кабель. Проводники расположены на определенном расстоянии друг от друга и в оплетку вокруг проводников впрессован пластикообразный формовочный состав. Изобретение позволяет легко ремонтировать кабель и повысить его гибкость. 5 с. и 21 з.п. ф-лы, 12 ил.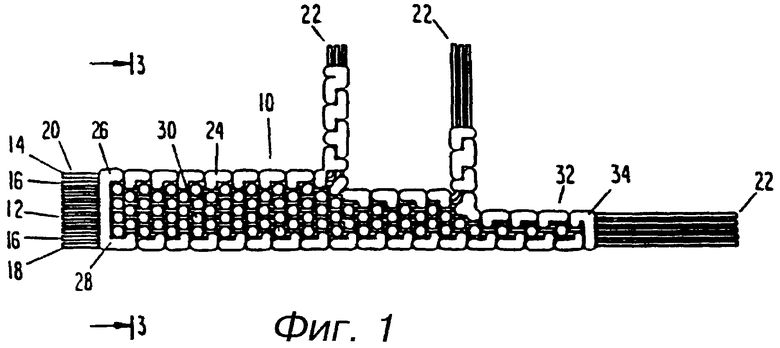
| Плоский многожильный кабель | 1987 |
|
SU1415236A1 |
| Кабельная линия | 1987 |
|
SU1479957A1 |
| US 4123304 А, 31.10.1978.DE 1515813 А, 29.10.1970. | |||
