Изобретение относится к электротехнике, в частности к кабельной технике, а именно к изготовлению и применению ленточных проводов, и может быть использовано в сложных радиотехнических и электронных системах.
Известны различные способы формирования ленточных проводов: Согласно изобретению по патенту [1. Патент 2305336 С2 RU, МПК6 Н01В 7/08. Трехмерный сформованный плоский кабель, способ его изготовления и применения / Ребель Дени (FR), Франк Торстен (DE). (10.09.2003). Опубл. 27.08.2007. Бюл. №24] задача решается посредством трехмерного сформованного формостабильного плоского кабеля, состоящего из многослойного материала. Материал включает по меньшей мере одну заключенную между двумя изоляционными слоями токопроводящую дорожку и по крайней мере один несущий слой, которые соединены друг с другом посредством клеевого слоя, причем многослойный материал или все компоненты для многослойного материала нанесены на формовочный инструмент и под действием тепла, облучения и/или давления сформованы, а также посредством охлаждения ниже температуры стеклования Tg клеевого слоя или отверждения клеевого слоя зафиксированы в трехмерной форме. В качестве материала используется гибкий плоский кабель (FFC).
Недостатками являются:
- во-первых, использование готовых гибких плоских кабелей ограничивает конечное изделие в размерах и электрических параметрах из-за узконаправленной номенклатуры, в отличие от применения, например, одножильных проводов;
- во-вторых, ленточный провод, представленный в примерах, будет иметь очень узкое применение;
- в-третьих, в отраслях промышленности, где действуют ограничения по номенклатуре проводов, разрешенной для применения, и вовсе возникнут проблемы по подбору такого типа материала.
Согласно изобретению по патенту [2. Пат. 2152656 RU, МПК6 Н01В 7/08, Н01В 13/00. Прессованный кабель, заготовки и способ для его изготовления / Юсбранд Флойд P. (US) - Заявл. 31.01.1996; опубл. 10.07.2000, Бюл. №19.] кабель предпочтительно содержит несколько проводов и пластический материал, переплетенный с проводами в тканеподобную структуру для предохранения проводов и удержания их на некотором расстоянии один от другого. Тканеподобную структуру пластического материала обычно формируют литьем под давлением.
Недостатки данного аналога:
- во-первых, данный процесс изготовления ленточного провода очень трудоемок, так как требует постоянного изготовления пластического материала и последующего плетения провода;
- во-вторых, усложняется процесс изготовления сложной геометрии проводов.
Согласно изобретению по патенту [3. Пат. 2533885 RU, МПК6 Н01В 7/08. Транспонированный гибкий комбинированный ленточный жгут / Ионов А.Г. и др. - Заявл. 13.12.2012; опубл. 27.11.2014, Бюл. №33]. Данный способ формирования представляет собой токопроводящие жилы или кабели на их основе, соединенные между собой гибкой связью с помощью плетения или ткани. Технический результат заключается в создании компактного, гибкого, комбинированного, прочного единого кабеля, обладающего возможностью в любой точке жгута как разветвления, так и соединения токопроводящих жил, проводов или групп проводов, при этом сохраняя свои эксплуатационные свойства.
Недостатками аналога являются:
- во-первых, при формировании ленточного провода таким способом теряется его плоская форма при транспортировке;
- во-вторых, провода, сформированные плетением или тканью, больше подвержены механическому и температурному воздействию;
- в-третьих, плетение проводов приводит к удорожанию продукции, а дальнейшее расплетение определенных участков потребителем добавляет расходов, что экономически нецелесообразно.
Наиболее близким к изобретению является способ изготовления отрезков ленточного провода [4. А.С. 1534511 SU, МКИ5 Н01В 13/00. Способ изготовления отрезков ленточного провода / Никандрова Г. Ф., Черникова М.Л, Карпов В.Г. - Заявл. 13.07.87; опубл. 07.01.90, Бюл. №1], при котором на основание с по меньшей мере одной продольной канавкой наносят несколько слоев изоляционного жидкого состава с послойной сушкой, укладывают проводник в канавку с поворотом через фиксирующие элементы, наносят на проводники слои из того же состава с послойной сушкой, производят резку проводника в местах поворота и удаление основания. С целью повышения производительности процесса и стабильности характеристик провода используют основание с канавками с двух сторон, в качестве фиксирующих элементов используют зубчатые гребенки, расположенные на концевых участках основания, укладку проводника производят намоткой вокруг основания и гребенок, а после намотки производят натяг проводника с помощью пружинного устройства, размещенного между одним из торцов подложки и гребенкой.
Недостатком прототипа является то, что данный способ предусматривает изготовление только прямых отрезков.
Целью изобретения является формирование наборного ленточного провода с необходимыми электрическими характеристиками, защитными покрытиями и геометрией, в том числе для сложных поверхностей изделий (к примеру внутренней продольной поверхности автомобиля) с изготовлением оснастки, имитирующей конкретную поверхность.
Достигается это предварительным выбором одножильных проводов из существующей широкой номенклатуры в соответствии с электрической схемой готового изделия, а также применением необходимого связующего материала.
Формирование геометрии ленточного провода производят путем параллельной раскладки проводов по гребешкам, состоящим из направляющих пазов, соответствующих необходимому количеству проводов в изготавливаемом ленточном проводе. Раскладку проводов производят на поверхности, повторяющей поверхность конкретного изделия с углублением, соответствующим будущей геометрии ленточного провода и обеспечивающим необходимые повороты проводов на протяжении всего участка. Формирование геометрии ленточного провода производят до нанесения подслоя, обеспечивающего адгезию связующего слоя к проводам, и связующего слоя, с последующим отверждением и фиксацией трехмерной формы.
В предлагаемом изобретении необходимое количество проводов раскладывают в виде углубления на специальном приспособлении в трассе, соответствующей геометрии будущего ленточного провода. Глубина выбирается в зависимости от необходимой толщины ленточного провода. Для контроля расстояния между проводами и их предварительной фиксации последние прокладывают через направляющие, представляющие собой гребешки с пазами, соответствующими необходимому количеству проводов и их внешнему диаметру. Гребешки изготавливаются из материала, исключающего адгезию к связующему материалу.
Порядок формирования наборного ленточного провода следующий:
- изготовление приспособления для получения необходимой геометрии провода;
- изготовление направляющих гребешков;
- ограничение ленточного участка пластинами с отверстиями;
- параллельная раскладка проводов на определенном расстоянии друг от друга на специальном приспособлении и зажим группы проводов на концах;
- обработка проводов подслоями для обеспечения адгезии связующего материала;
- покрытие проводов связующим материалом.
Изобретение поясняется чертежами:
На фиг. 1 показано приспособление для формирования одного из вариантов предлагаемого ленточного провода, где 1 - направляющие гребешки, 2 - ограничивающая пластина с отверстиями, 3 - прижимная пластина.
На фиг. 2 показан разрез на участке прижимной пластины, где 4 -направляющие, исключающие перемещение пластины в плоскости проводов, 5 - прижимная пластина, 6 - резиновые прокладки, одна из которых наклеена на пластину, другая - на поверхность приспособления для исключения повреждения и фиксации проводов.
На фиг. 3 показано углубление в приспособлении глубиной Н, по которому раскладываются провода.
На фиг. 4 показан направляющий гребешок с пазами.
На фиг. 5 показаны пазы направляющего гребешка. Размеры D и L выбираются в зависимости от используемых проводов.
На фиг. 6 показана ограничивающая пластина с отверстиями. Размер D выбирается в зависимости от используемых проводов.
На фиг. 7 показаны отверстия ограничивающей пластины. Размер D выбирается в зависимости от используемых проводов.
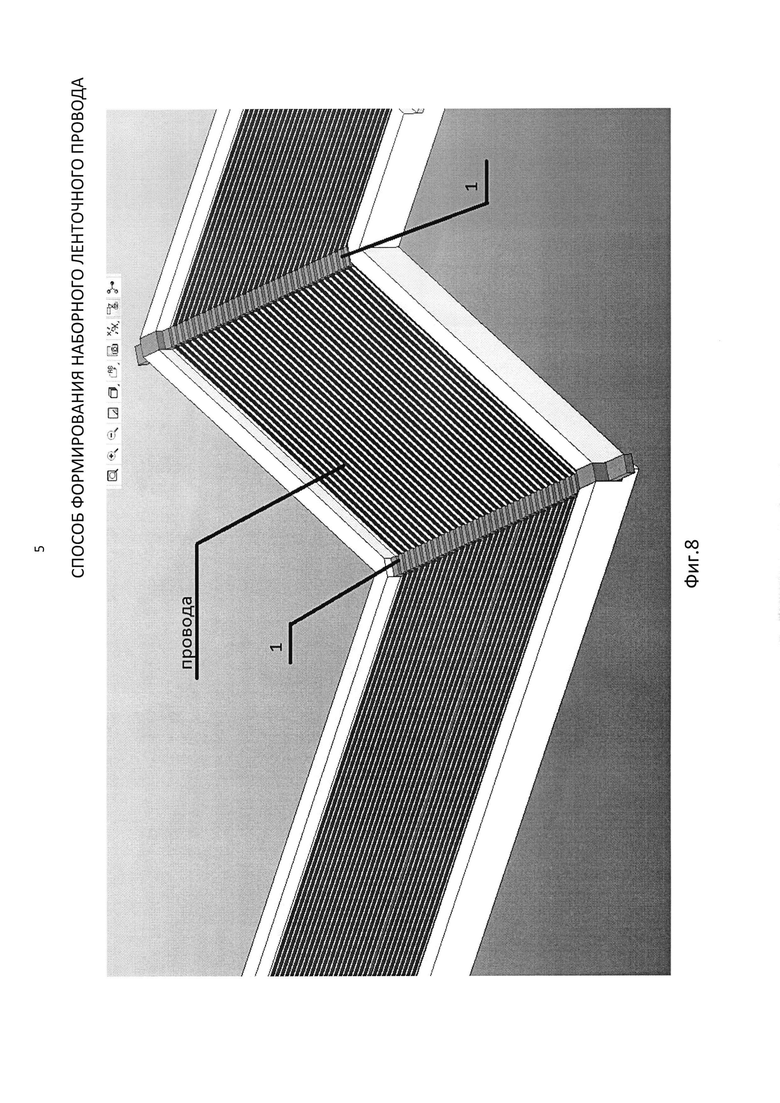
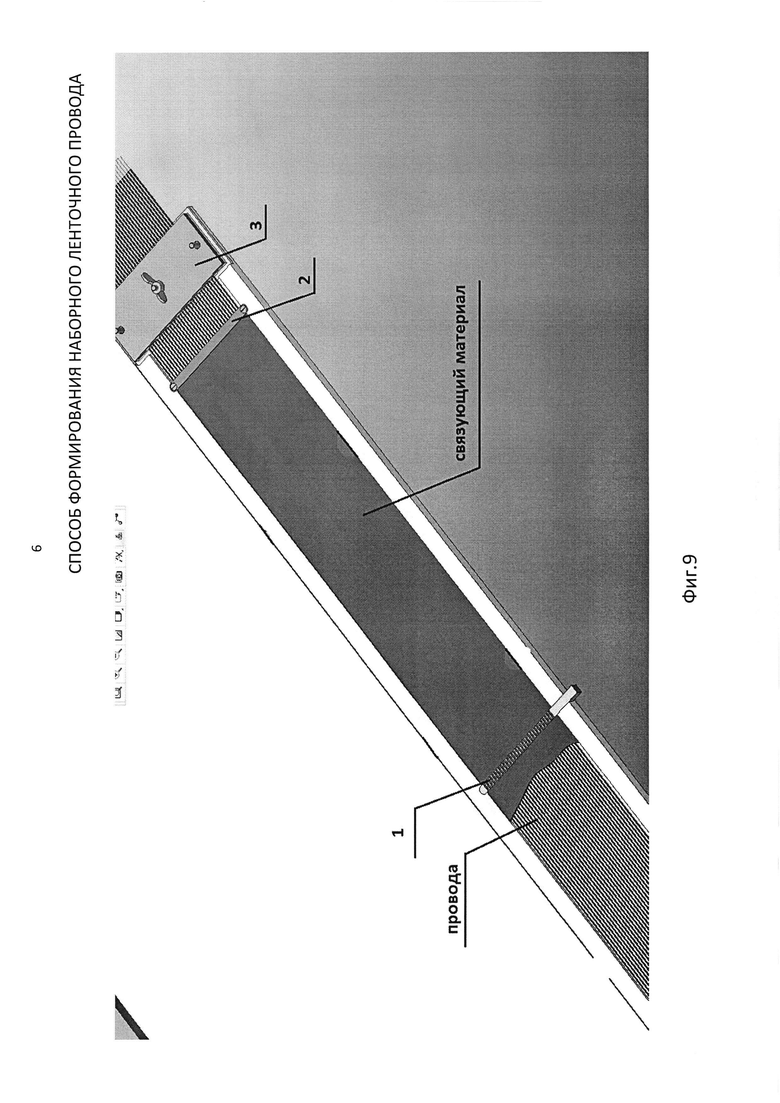
Фиг. 8, 9 - 3D-модели изобретения.
Предложенное техническое решение - изготовление кабеля из проводов МСЭ 16-15 [5. Провода монтажные с полиимидной изоляцией: Технические условия. ТУ 16.К76-011-88. - Мытищи, Моск. обл.: ОКБ КП, 1988.] с формированием ленточных участков путем пропитки герметиком позволяет достичь технических характеристик (механических, температурных, влагозащитных), не уступающих ЛПФЭ [6. Провода монтажные ленточные марок ЛПФО, ЛПФП, ЛПФЭ: Технические условия. ТУ16.К76-001-87. - Мытищи, Моск. обл.: ОКБ КП, 1987.]. В производстве это подтверждено Служебной запиской и Актом [7. Служебная записка №1081/106-16 от 14.12.2016 г.; 8. Акт о замене ленточных проводов ЛПФЭ в кабелях от 27.06.2017 г.].
В предлагаемом изобретении исключаются недостатки аналогов и прототипа и предложены решения, улучшающие имеющуюся конструкцию:
- для конкретной сложной поверхности изделия (к примеру, внутренней продольной поверхности автомобиля) изготавливается оснастка, имитирующая данную поверхность;
- места поворота ленты кабеля под углом 90° выполняются без изгиба ленты;
- заливка герметизирующей втулки производится в условиях полного доступа к заливаемой полости с последующим изгибом ленты при монтаже кабеля;
- уменьшается толщина ленты до 2+0,5 мм.
Технический результат:
- возможность формирования наборного ленточного провода любой геометрии с необходимыми электрическими характеристиками и защитными покрытиями, в том числе для сложной поверхности изделия, с изготовлением оснастки, имитирующей конкретную поверхность,
- возможность изготовления наборного ленточного провода из широкой номенклатуры проводов;
- обеспечение защиты жгутов от повреждений на этапе изготовления, испытаний и монтажа;
- исключение волнистости ленточного провода.
Предлагаемый способ формирования наборного ленточного провода является нетрудоемким, повышает качество и надежность изделий при его применении, существенно сокращает сроки поставки материала, значительно снижает стоимость материала.
Способ может быть осуществлен с помощью стандартного оборудования и материалов отечественного производства. Таким образом, заявленный способ соответствует критерию «промышленная применимость».
Источники информации
1. Пат. 2305336 RU, МПК6 Н01В 7/08. Трехмерный сформованный плоский кабель, способ его изготовления и применения / Ребель Дени (FR), Франк Торстен (DE) - Завл. 10.09.2003; опубл. 27.08.2007, Бюл. №24.
2. Пат. 2152656 RU, МПК6 Н01В 7/08, Н01В 13/00. Прессованный кабель, заготовки и способ для его изготовления / Юсбранд Флойд P. (US) - Заявл. 31.01.1996; опубл. 10.07.2000, Бюл. №19.
3. Пат. 2533885 RU, МПК6 Н01В 7/08. Транспонированный гибкий комбинированный ленточный жгут / Ионов А.Г. и др. - Заявл. 13.12.2012; опубл. 27.11.2014, Бюл. №33.
4. А.С. 1534511 SU, МКИ5 Н01В 13/00. Способ изготовления отрезков ленточного провода / Никандрова Г.Ф., Черникова М.Л., Карпов В.Г. - Заявл. 13.07.87; опубл. 07.01.90, Бюл. №1.
5. Провода монтажные с полиимидной изоляцией: Технические условия. ТУ 16.К76-011-88. - Мытищи, Моск. обл.: ОКБ КП, 1988 // Изделия кабельные. Т. 16. Кабели и провода низковольтные, монтажные.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный ручной электроинструмент для снятия изоляции с проводов | 2020 |
|
RU2741999C1 |
| ИЗОЛЯЦИОННАЯ ОБОЛОЧКА | 2019 |
|
RU2734729C1 |
| ТРАНСПОНИРОВАННЫЙ ГИБКИЙ КОМБИНИРОВАННЫЙ ЛЕНТОЧНЫЙ ЖГУТ | 2012 |
|
RU2533885C2 |
| Устройство для проверки целостности жил кабельно-жгутовой продукции | 2019 |
|
RU2733333C1 |
| ИЗОЛЯЦИОННАЯ ЭКРАНИРУЮЩАЯ ОБОЛОЧКА | 2017 |
|
RU2662446C1 |
| Многоконтактный герметичный переход | 2018 |
|
RU2687287C1 |
| ИЗОЛЯЦИОННАЯ ЭКРАНИРУЮЩАЯ ОБОЛОЧКА | 2019 |
|
RU2713640C1 |
| Способ нанесения теплозащитного покрытия на наружную поверхность сварного силового корпуса | 2022 |
|
RU2801212C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ ДЛЯ ПИТАНИЯ ЭЛЕКТРОДВИГАТЕЛЕЙ ПОГРУЖНЫХ НЕФТЕНАСОСОВ | 2006 |
|
RU2302679C1 |
| МАТРИЦА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОЙ МАССЫ | 2003 |
|
RU2232838C1 |
Изобретение относится к электротехнике, в частности к кабельной технике, а именно к изготовлению и применению ленточных проводов, и может быть использовано в сложных радиотехнических и электронных системах. Формирование геометрии ленточного провода производят путем параллельной раскладки проводов на поверхности, повторяющей поверхность конкретного изделия с углублением, соответствующим будущей геометрии ленточного провода, по гребешкам, состоящим из направляющих пазов, соответствующих необходимому количеству проводов в изготавливаемом ленточном проводе, а также обеспечивающим необходимые повороты проводов на протяжении всего участка, причем формирование геометрии ленточного провода производят до нанесения подслоя, обеспечивающего адгезию связующего слоя к проводам, и связующего слоя, с последующим отверждением и фиксацией трехмерной формы. Изобретение обеспечивает повышение качества и надежности изделий при его применении, существенно сокращает сроки поставки материала, значительно снижает стоимость материала. 9 ил.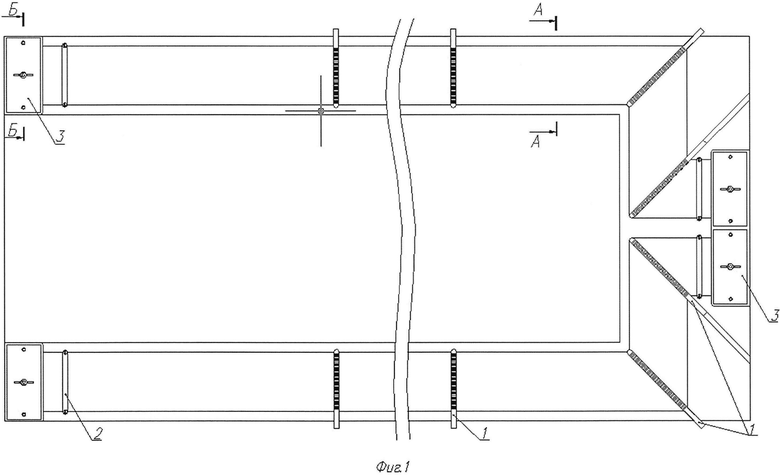
Способ формирования наборного ленточного провода, при котором формирование геометрии ленточного провода производят путем параллельной раскладки проводов по гребешкам, состоящим из направляющих пазов, соответствующих необходимому количеству проводов в изготавливаемом ленточном проводе, отличающийся тем, что раскладку проводов производят на поверхности, повторяющей поверхность конкретного изделия с углублением, соответствующим будущей геометрии ленточного провода и обеспечивающим необходимые повороты проводов на протяжении всего участка, причем формирование геометрии ленточного провода производят до нанесения подслоя, обеспечивающего адгезию связующего слоя к проводам, и связующего слоя, с последующим отверждением и фиксацией трехмерной формы.
| Способ изготовления отрезков ленточного провода | 1987 |
|
SU1534511A1 |
| Устройство для изготовления ленточного провода с разделенными концевыми участками | 1987 |
|
SU1548814A1 |
| ГИДРОЭЛЕКТРОСТАНЦИЯ | 1990 |
|
RU2012711C1 |
| JP2001297634 A, 26.10.2001. | |||

