Изобретение относится к строительству, а именно к изготовлению крупногабаритных ребристых конструкций на месте возведения промышленных, складских, гражданских, спортивных и сельскохозяйственных зданий.
Известен способ монолитного изготовления ребристых монолитных перекрытий с помощью опалубки, состоящей из горизонтального щита перекрытия, вертикальных и горизонтальных щитов ребер и опорной рамы, снабженной винтовыми домкратами. При этом опорная рама выполнена из трубчатых стержней и узловых элементов и ее конструкция не рассчитана на предварительное натяжение арматуры в перекрытии [1].
Недостатками известного способа являются трудоемкость и длительность возведения здания из-за сложности монтажа опалубки, а также невозможность использования технологии предварительного натяжения арматуры из-за сложности возведения силовой части опалубки.
Наиболее близким является способ изготовления ребристых железобетонных конструкций, негабаритных по длине или ширине, с предварительно напряженной арматурой в ребрах, например панелей-оболочек крупноразмерных железобетонных сводчатых (КЖС), включающий монтаж силовой опалубки с установкой бортовых и формообразующих элементов, укладку арматуры и натяжение ее на упоры, бетонирование конструкции, отпуск натяжения, распалубку с последующим транспортированием конструкции к месту монтажа [2].
В зависимости от размеров такие конструкции изготавливают в заводских условиях, на полигоне или на стройплощадке. Так, панели-оболочки КЖС шириной 1,5 и 3,0 м и длиной 12 и 18 м чаще изготавливаются стендовым методом, а размерами 3х24 м - агрегатно-поточным с натяжением арматуры ребер на упоры металлической силовой опалубки. Съем конструкции с поддона и ее транспортировка осуществляется с применением специальных траверс и подъемно - транспортных механизмов. Откидывающиеся борта формы предназначены для формования кессонированных ребер панели-оболочки КЖС, а поддон - для образования сводчатой поверхности конструкции. При этом опалубка имеет силовую нижнюю часть для восприятия сил предварительного натяжения арматуры до их передачи на бетон конструкции и жесткую верхнюю часть для восприятия изгибающих моментов от этих сил.
Недостатками известного способа являются значительные материалоемкость и себестоимость опалубки. Кроме того, изделия относительно большой длины, например 24 или 30 метров, а также ширины 3 и более метров (до шести метров) имеют сравнительно большой собственный вес, что в сочетании с негабаритноcтью затрудняет их транспортировку.
Техническая задача заключается в снижении стоимости изготовления и монтажа крупноразмерных конструкций за счет использования в качестве силовой опалубки железобетонных плит сооружений.
Поставленная задача решается таким образом, что в способе изготовления крупноразмерных ребристых предварительно напряженных железобетонных конструкций, включающем монтаж опалубки с установкой бортовых и формообразующих элементов, укладку арматуры и ее натяжение на упоры, бетонирование конструкции, отпуск натяжения, распалубку и транспортирование конструкций к месту монтажа, с последующей укладкой преднапрягаемой арматуры и бетонированием следующих конструкций, согласно изобретению, в предварительно возведенной в сооружении железобетонной плите образуют пазы глубиной не менее ширины ребра конструкции, вдоль которых шарнирно закрепляют бортовые и формообразующие элементы опалубки, напрягаемую арматуру располагают в пазах и производят ее натяжение на торцах плиты, после изготовления необходимого числа конструкций бортовые и формообразующие элементы опалубки демонтируют, а пазы в плите замоноличивают.
Предлагаемый способ отличается от известного тем, что в предварительно возведенной в сооружении железобетонной плите образуют пазы глубиной не менее ширины ребра конструкции, вдоль которых шарнирно закрепляют бортовые и формообразующие элементы опалубки, напрягаемую арматуру располагают в пазах и производят ее натяжение на торцах плиты, после изготовления конструкций бортовые и формообразующие элементы опалубки демонтируют, а пазы в плите замоноличивают. Таким образом существующую железобетонную плиту, возведенную в здании или сооружении, используют в качестве силовой части опалубки, что дает возможность на месте строительства изготавливать такие конструкции и производить их подъем непосредственно к месту монтажа перекрытия. При этом после изготовления необходимого количества конструкций и демонтажа опалубки пазы замоноличивают и эксплуатируют плиту по назначению. При этом пазы выполняют соразмерными нижней части ребра конструкции, в которой располагается напрягаемая арматура, из условия отсутствия переломов боковой поверхности ребра. Глубина паза должна быть не менее его ширины и определяется условиями обеспечения защитных слоев бетона относительно арматуры во всех направлениях, а также ограничивается толщиной железобетонной плиты.
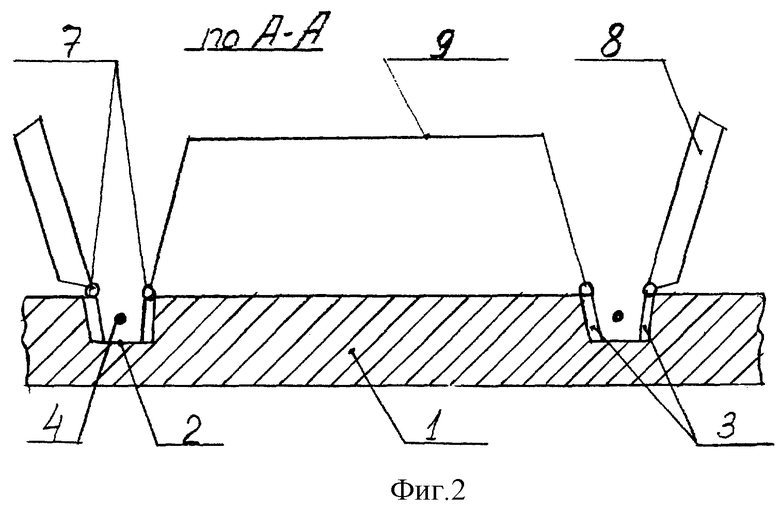
Способ изготовления крупноразмерных ребристых предварительно напряженных железобетонных конструкций поясняется чертежом, на котором на фиг. 1 изображен продольный разрез опалубки, закрепленной на железобетонной плите до начала бетонирования, фиг. 2 - А-А фиг. 1.
Способ изготовления заключается в следующем.
В возведенном сооружении (здании, подвале, дорожном покрытии и др.) подбирают подходящую по размерам и толщине железобетонную плиту перекрытия нижележащего надземного или подземного этажа или монолитного железобетонного пола в сооружении. В железобетонной плите 1 образуют пазы 2, повторяющие форму нижних частей ребер конструкции, глубиной не менее ширины ребра. К продольным боковым поверхностям пазов 2 прикрепляют металлические закладные детали 3. В пазах 2 располагают напрягаемую арматуру ребер конструкции 4 и зажимают ее с одной стороны в домкрате 5, а с другой стороны - в упоре 6, расположенных на торцах железобетонной плиты 1; пазы служат нижней несъемной частью опалубки конструкции, а плита выполняет роль ее силовой части. Шарниры 7 прикрепляют к закладным деталям 3, после чего устанавливают верхнюю часть опалубки, состоящую из откидывающихся бортов 8 и поддона- матрицы 9; при необходимости поддон 9 может иметь поперечные или продольные ребра жесткости. Затем производят натяжение арматуры на упоры железобетонной плиты 1 и выполняют бетонирование конструкции. После набора бетоном прочности производят отпуск натяжения и распалубку конструкции. Готовую конструкцию снимают с поддона и транспортируют к месту монтажа. Опалубку чистят и смазывают и изготавливают следующую конструкцию и т.д. в зависимости от потребности в строительстве. После изготовления всех необходимых конструкций бортовые и формообразующие элементы опалубки демонтируют, а пазы 2 в плите 1 замоноличивают.
Предварительное натяжение арматуры изделия осуществляется на существующую железобетонную плиту, что позволяет снизить расход материалов на поддон и борта опалубки, которые испытывают нагрузку только от веса свежеуложенной бетонной смеси, и отказаться от расхода материалов на нижнюю часть опалубки. Появляется возможность применить при изготовлении верхней части опалубки не только металлы, но и другие, менее прочные и более легкие материалы, например фанеру, поливинилхлорид (ПВХ) или иные композитные материалы.
Источники информации
1. SU авт. св. N 1025837, кл. E 04 G 11/38, БИ N 24, 1984.
2. Рекомендации по технологии изготовления плит-оболочек КЖСБ, НИИЖ Госстроя СССР, ПЭМ ВНИИС Госстроя СССР, М.: 1986 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ЖЕЛЕЗОБЕТОННЫЙ КАРКАС ЗДАНИЯ | 1999 |
|
RU2166032C1 |
| ФУНДАМЕНТ ДЛЯ УНИКАЛЬНЫХ СООРУЖЕНИЙ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2000 |
|
RU2187597C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ЖЕЛЕЗОБЕТОННЫЙ КАРКАС ЗДАНИЯ | 2000 |
|
RU2181420C2 |
| ОПАЛУБКА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ И СООРУЖЕНИЙ | 2020 |
|
RU2737744C1 |
| СПОСОБ ВОЗВЕДЕНИЯ БЕЗРИГЕЛЬНОГО КАРКАСА ЗДАНИЯ | 2001 |
|
RU2206674C1 |
| ПРЕДВАРИТЕЛЬНО-НАПРЯЖЕННЫЙ ЖЕЛЕЗОБЕТОННЫЙ КАРКАС ЗДАНИЯ ИЛИ СООРУЖЕНИЯ | 1998 |
|
RU2133802C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МНОГОЭТАЖНОГО КАРКАСНОГО ЗДАНИЯ | 1998 |
|
RU2137886C1 |
| СЕЙСМОСТОЙКОЕ МОНОЛИТНОЕ ЖЕЛЕЗОБЕТОННОЕ ХРАНИЛИЩЕ | 2000 |
|
RU2182952C2 |
| СПОСОБ ВОЗВЕДЕНИЯ БЕЗРИГЕЛЬНОГО КАРКАСА ЗДАНИЯ МЕТОДОМ ПОДЪЕМА ПЕРЕКРЫТИЙ | 2002 |
|
RU2233953C2 |
| СЕЙСМОСТОЙКОЕ МОНОЛИТНОЕ БЕТОННОЕ ХРАНИЛИЩЕ | 2000 |
|
RU2180033C2 |
Изобретение может быть использовано для изготовления крупногабаритных ребристых конструкций на месте возведения промышленных, складских, гражданских, спортивных и сельскохозяйственных зданий. Технический результат - снижение стоимости изготовления и монтажа крупноразмерных конструкций за счет использования в качестве силовой опалубки железобетонных плит сооружений. В предварительно возведенной в сооружении железобетонной плите образуют пазы глубиной не менее ширины ребра конструкции, вдоль которых шарнирно закрепляют бортовые и формообразующие элементы опалубки. Напрягаемую арматуру располагают в пазах и производят ее натяжение на торцах плиты. Затем производят бетонирование конструкции, отпуск натяжения, распалубку и транспортирование конструкции к месту монтажа. Далее в установленной опалубке изготавливают следующие изделия. После изготовления необходимого количества конструкций бортовые и формообразующие элементы опалубки демонтируют, а пазы в плите замоноличивают. 2 ил.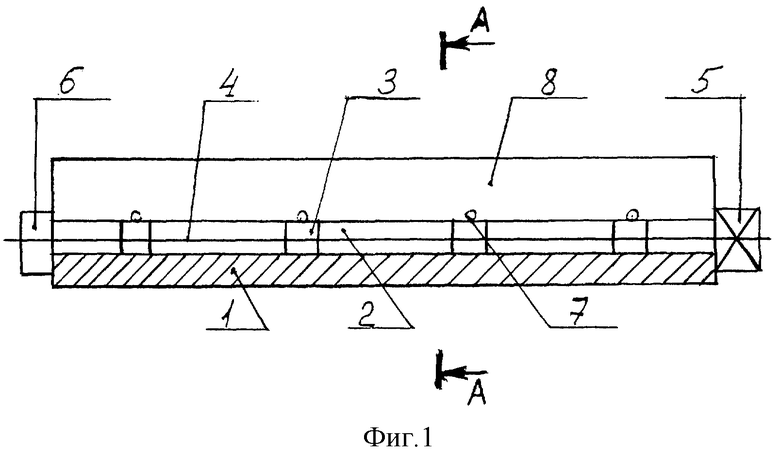
Способ изготовления крупноразмерных ребристых предварительно напряженных железобетонных конструкций, включающий монтаж опалубки с установкой бортовых и формообразующих элементов, укладку арматуры и ее натяжение на упоры, бетонирование конструкции, отпуск натяжения, распалубку и транспортирование конструкции к месту монтажа, отличающийся тем, что в предварительно возведенной в сооружении железобетонной плите образуют пазы глубиной не менее ширины ребра конструкции, вдоль которых шарнирно закрепляют бортовые и формообразующие элементы опалубки, напрягаемую арматуру располагают в пазах и производят ее натяжение на торцах плиты, после изготовления необходимого количества конструкций бортовые и формообразующие элементы опалубки демонтируют, а пазы в плите замоноличивают.
| Рекомендации по технологии изготовления плит-оболочек КЖС, НИИЖБ Госстроя СССР | |||
| ПЭМ ВНИИС Госстроя СССР | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Опалубка для бетонирования плит перекрытий с ребрами | 1981 |
|
SU1025837A1 |
| GB 1545356 A, 10.05.1979 | |||
| US 4957269 A, 18.09.1990 | |||
| СПОСОБ ЗАМЕДЛЕННОГО КОКСОВАНИЯ | 2006 |
|
RU2314333C1 |
| US 3912217 A, 14.10.1975 | |||
| US 4025021 A1, 24.05.1977. | |||

