Изобретение относится к боеприпасам, а более конкретно, к технологии формирования пластмассовых ведущих поясков корпусов малокалиберных снарядов методом литья под давлением.
Уровень техники характеризует способ изготовления снарядов с ведущим пояском из поликарбоната, полиамида ПА12 или высокоплотного полиэтилена, формируемых литьем под давлением, который описан в патенте США N 3786760, кл. 102-93, 1974 г.
Недостатком крепления формируемого литьем ведущего пояска в кольцевых канавках снаряда является неудовлетворительная функциональная надежность в диапазоне температур, превышающем интервал от -54oC до +57oC (температурный диапазон эксплуатации боеприпасов) из-за недостаточной прочности сцепления материалов. В частности, пластмассовый поясок в патроннике автоматического оружия может разогреваться до температуры порядка 150oC и должен сохранить основные служебные характеристики.
Литьевым материалом для формирования ведущих поясков к автоматическим пушкам, который обеспечивает конструкционную прочность в диапазоне температур от -60oC до +150oC при больших осевых, радиальных и скручивающих нагрузках, без существенного износа ствола оружия, являются полиарилатные композиции (например, полиарилат марки ДВ-524 ТУ6-55-221-1013-88), в состав которых введена добавка 1-2 мас.% фторопласта, продукты термического разложения которых, состоящие в основном из окиси и двуокиси углерода, хорошо совмещаются с пороховыми газами, что позволяет исключить эрозионное воздействие последних на поверхность канала ствола и газоотводные пути пушек.
Способ крепления пластмассового пояска из указанного материала описан в патенте РФ N 2086900, F 42 B 5/02, 1997 г., в котором оптимизирована геометрия кольцевой канавки на центрующем утолщении корпуса снаряда для надежного сцепления и обтюрации пороховых газов при стрельбе.
Прочностные параметры известного ведущего пояска обеспечиваются в диапазоне температур эксплуатации снаряда от -60oC до +150oC.
Дополнительным условием надежности функционирования этого ведущего пояска в канале ствола является использование в качестве покрытия внутренней поверхности гильзы унитарного патрона материала, имеющего энергию возгонки не более 150 кДж/моль, в частности цинк, кадмий и их соединения. При этом возгоняемый материал внутреннего покрытия гильзы выполняет роль катализатора при взаимодействии пластмассы пояска с нарезной частью канала ствола в процессе формирования трибохимического слоя.
Однако это дополнительное условие ограничивает возможности практического использования способа формирования пластмассового ведущего пояска на корпусе снаряда со специальной комплектацией гильз.
Задачей, на решение которой направлено настоящее изобретение, является разработка оптимальных технологических режимов литья под давлением известной композиции для формирования пластмассового ведущего устройства малокалиберных снарядов с улучшенными служебными характеристиками, в частности стойкость к растрескиванию.
Требуемый технический результат достигается тем, что в известном способе крепления в профилированных кольцевых канавках на центрирующем утолщении корпусов малокалиберных снарядов пластмассовых ведущих поясков из полиарилатной композиции, содержащей 1-2 мас.% фторопласта, литьем под давлением в нагретую форму согласно изобретению время впрыска мерной массы полиарилатной композиции с температурой литья 350±5oC в нагретую до температуры 120±5oC литьевую форму выдерживают в диапазоне 4-5 с.
Отличительные признаки позволяют оптимизировать технологические режимы формования и крепления пластмассового ведущего пояска заданной геометрии и точных размеров, без финишных механических операций резания, обеспечив требуемые основные технические характеристики ведущего устройства при хранении и эксплуатации: кратно (более чем в 8 раз) увеличить стойкость к трещинообразованию при улучшении химической стойкости за счет выхода на поверхность фторопласта в количестве 6-10 мас.%, образующего защитную пленку.
Следует отметить, что увеличение содержания фторопласта (твердой полимерной смазки) в зоне фрикционного взаимодействия пояска с нарезной частью канала ствола может приводить к дополнительному повышению трибоустойчивости металлополимерной системы.
Кроме того, предложенный способ позволяет снизить давление литья композиции до 120 МПа, что повышает срок службы прессового инструмента.
Следовательно, каждый существенный признак необходим, а их устойчивая взаимосвязь в совокупности с известными достаточны для получения новизны качества, нового сверхэффекта, не присущего признакам в их разобщенности эффекта суммы, а не суммы эффектов.
Небольшие размеры пластмассового ведущего пояска, вес которого составляет 3-5% от общего веса корпуса снаряда, относит конструкцию с массивной арматурой (металлический корпус снаряда) к разряду нетехнологичных, весьма сложных в изготовлении, основным недостатком которой является растрескивание полимерного кольца, полученного литьем под давлением, при различного рода воздействиях, таких как температура, давление, влажность и т.д.
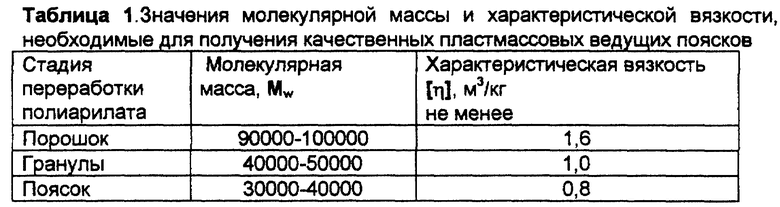
Основным параметром полимера, напрямую влияющим на стойкость к растрескиванию, является молекулярная масса.
Установлено, что трещиностойкость пластмассовых ведущих поясков из полиарилата обеспечивается при следующих молекулярно-вязкостных характеристиках полимера: вязкость и молекулярная масса полимера взаимосвязаны и в различных случаях возможно использование одного более легко определяемого параметра (табл. 1).
Одним из способов сохранения молекулярной массы может быть подбор технологических параметров, обеспечивающих достаточную трещиностойкость пластмассовых ведущих поясков.
В набор технологических параметров литья входят температура литья (расплава полимера при выходе из сопла литьевой машины), температура литьевой формы, время (скорость) впрыска, давление литья.
На трещиностойкость пластмассового пояска наибольшее влияние оказывают три параметра:
1) температура литья,
2) температура формы,
3) время впрыска.
Экспериментально доказано, что полиарилаты, относящиеся к категории высоковязких полимеров, могут перерабатываться в изделия при весьма высоких давлениях (147-150 МПа). Более высокими значениями давления существующее оборудование не располагает, а уменьшение давления не позволяет получить монолитное изделие.
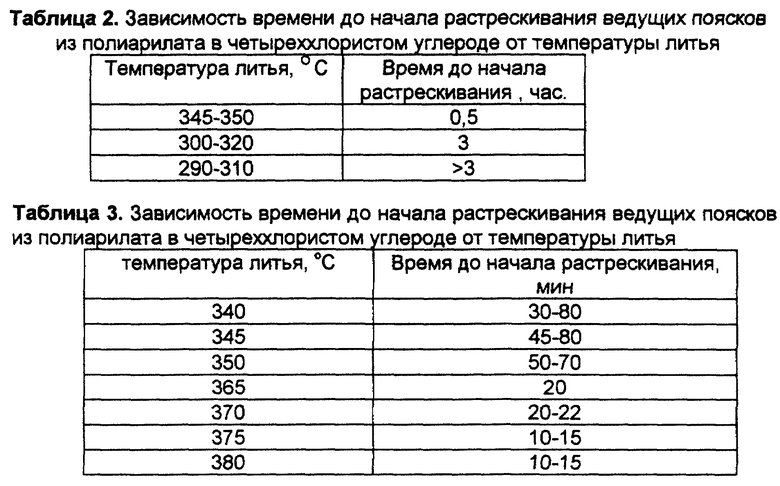
Изменение температурного режима формования оказывает существенное влияние на трещиностойкость пластмассового ведущего пояска из полиарилата. Так, отформованные при более низких температурах переработки пояски обладают более высокой трещиностойкостью (табл. 2).
Как показали результаты испытаний, с ростом температуры литья стойкость к растрескиванию пластмассового ведущего пояска понижается, что является следствием усиления деструкции и снижения молекулярной массы полимера, о чем свидетельствует измерение удельной вязкости образцов после литья.
Из табл. 3 видно, что разброс отдельных значений величины стойкости к растрескиванию ведущих поясков, изготовленных при 340oC, весьма значителен. Это свидетельствует о недостаточной однородности материала и плохой гомогенизации в цилиндре литьевой машины, вследствие высокой вязкости расплава. В то же время при температурах литья выше 360oC дисперсия свойств минимальна, однако и величина времени до начала растрескивания пластмассовых ведущих поясков, полученных при этой температуре, довольно низкая. Исходя из этого оптимальной для данного материала следует считать температуру литья, равную 350 ± 5oC.
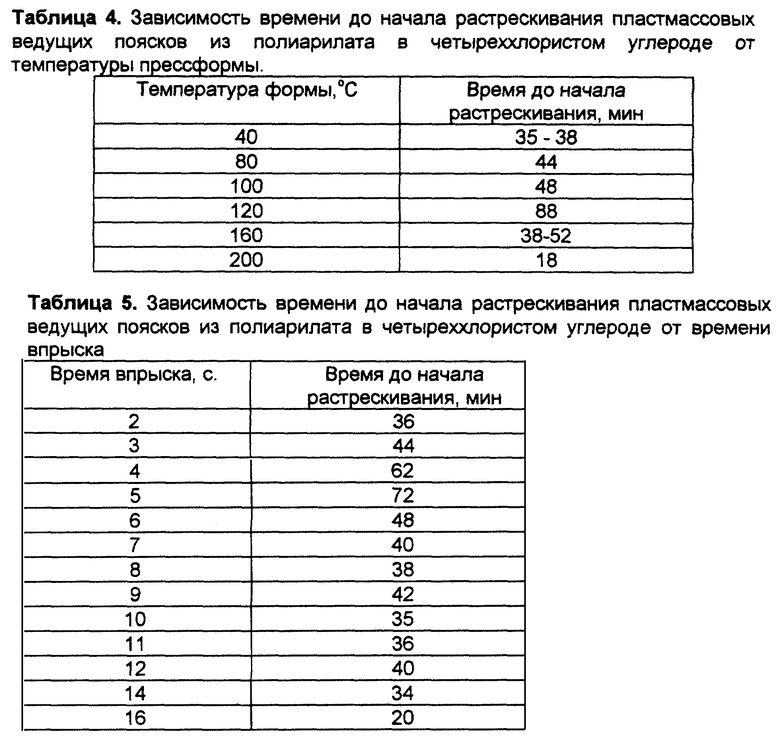
В табл. 4 приведена зависимость времени до начала растрескивания пластмассовых ведущих поясков из полиарилата от температуры формы. Как видно, эта зависимость имеет экстремальный характер с максимумом при 120oC. Очевидно, несколько меньшие значения стойкости к растрескиванию при более низких температурах формы связаны с влиянием на этот показатель внутренних температурных (термических) напряжений, величина которых тем больше, чем больше разница между температурой литья и температурой формы. Снижение времени до растрескивания пластмассовых ведущих поясков при температурах выше 120oC связано, по-видимому, с действием напряжений объемного сжатия вследствие улучшения сжимаемости расплава при высоких температурах формы.
Отрицательное влияние напряжений объемного сжатия видно также из зависимости стойкости к растрескиванию пластмассового ведущего пояска от времени впрыска (табл. 5), из которого следует, что длительность впрыска менее 4 и более 5 с ухудшает сопротивляемость к растрескиванию.
Однако, как показали испытания, снижение давления литья с 147 до 120 МПа при небольшой длительности впрыска (4-5 с) практически не сказывается на величине стойкости поясков к растрескиванию.
Это указывает на то, что при переработке полиарилата можно использовать высокие давления литья при условии короткого времени впрыска. При этом облегчается заполнение литьевой формы и не снижается стойкость к растрескиванию получаемых пластмассовых ведущих поясков.
Сочетание выбранных технологических параметров формирования ведущих поясков из полиарилата (например, ДВ-524) и крепления на корпусах снарядов литьем под давлением обеспечило содержание фторопласта в поверхностном слое в количестве 6-10 мас.% за счет его оттеснения в расплаве при литье как менее вязкого компонента к периферии формы, что привело к образованию на поверхности пояска фторопластовой пленки, обеспечивающей защиту пояска от воздействия химических сред, применяющихся при изготовлении и эксплуатации боеприпасов.
Фторопластовая пленка на поверхности ведущего пояска играет роль дополнительной смазки при движении снаряда в канале ствола, снижая абразивное воздействие на боевые грани нарезов, что снимает ограничение на материал покрытия внутренней поверхности гильз и унифицирует производство.
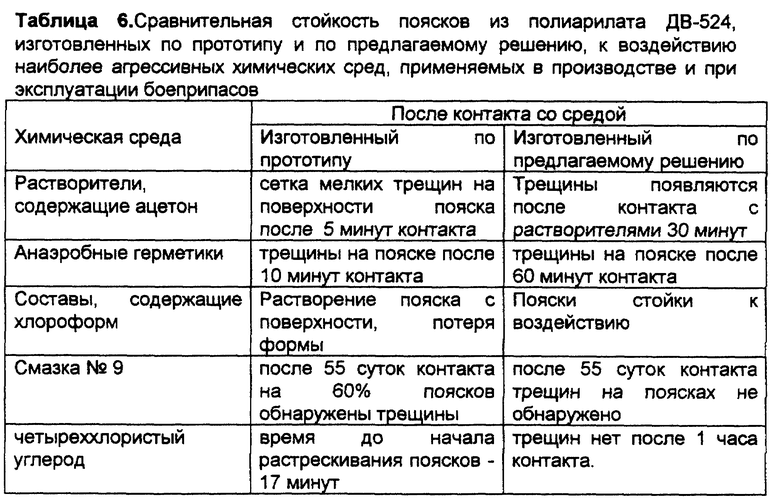
Сравнительные испытания поясков, полученных по прототипу и предложенному способу на стойкость к действию растворителей, содержащих ацетон (P-5, P-646, P-648), циклогексанону и смазки N9 показали, что после контакта со средой время до начала растрескивания в четыреххлористом углероде ведущих поясков, изготовленных по предложению, в среднем на 60% выше, чем у прототипа. Пластмассовые ведущие пояски, изготовленные "в размер", т.е. без дополнительной механической обработки, к длительному воздействию смазки N 9 стойки (табл. 6).
Следовательно, предложенный способ обеспечил снижение трудоемкости и повышение стойкости пластмассовых ведущих поясков из полиарилатной композиции, повышение трещиностойкости и химстойкости изделия, полученного точным литьем "в размер".
Оптимальные технологические параметры предложенного способа следующие:
1) температура литья 350±5oC,
2) температура формы 120±5oC,
3) время впрыска 4-5 с,
4) давление литья 120 МПа.
Сопоставительный анализ предложенного способа с техническими решениями уровня техники показал, что он является новым, не следует явным образом для специалиста по боеприпасам и может быть серийно воспроизведен на заводском оборудовании, т.е. соответствует критериям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИТАРНЫЙ ПАТРОН | 1995 |
|
RU2086900C1 |
| СПОСОБ КРЕПЛЕНИЯ ПЛАСТМАССОВОГО ВЕДУЩЕГО ПОЯСКА | 2019 |
|
RU2704693C1 |
| УНИТАРНЫЙ ПАТРОН | 2004 |
|
RU2259535C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН УНИТАРНОГО ЗАРЯЖАНИЯ | 2010 |
|
RU2422758C1 |
| УНИТАРНЫЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2003 |
|
RU2235272C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ СНАРЯД | 2007 |
|
RU2342624C1 |
| УНИТАРНЫЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2004 |
|
RU2265787C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2003 |
|
RU2247304C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ СНАРЯД | 2007 |
|
RU2354919C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2010 |
|
RU2422757C1 |
Изобретение относится к боеприпасам, а более конкретно, к технологии формирования пластмассовых ведущих поясков корпусов малокалиберных снарядов методом литья под давлением. Способ крепления в профилированных кольцевых канавках на центрирующем утолщении корпусов малокалиберных снарядов пластмассовых ведущих поясков из полиарилатной композиции, содержащей 1-2 мас.% фторопласта, выполняют литьем под давлением в нагретую форму. В изобретении время впрыска мерной массы полиарилатной композиции с температурой 350 ± 5°С в нагретую до 120 ± 5°С литьевую форму выдерживают в диапазоне 4-5 с. Предлагаемый способ обеспечивает снижение трудоемкости и повышение стойкости пластмассовых ведущих поясков из полиарилатной композиции, повышение трещиностойкости и химстойкости литьевого изделия, полученного без финишных операций точением (обработкой по наружному диаметру), т.е. улучшаются технологичность способа и основные технические характеристики изготавливаемого изделия. 6 табл.
Способ крепления в профилированных кольцевых канавках на центрирующем утолщении корпусов малокалиберных снарядов пластмассовых ведущих поясков из полиарилатной композиции, содержащей 1 - 2 мас.% фторопласта, литьем под давлением в нагретую форму, отличающийся тем, что время впрыска мерной массы полиарилатной композиции с температурой литья 350 ± 5oC в нагретую до 120 ± 5oC литьевую форму выдерживают в диапазоне 4 - 5 с.
| УНИТАРНЫЙ ПАТРОН | 1995 |
|
RU2086900C1 |
| БРОНЕБОЙНЫЙ ПОДКАЛИБЕРНЫЙ СНАРЯД ДЛЯ МАЛОКАЛИБЕРНОГО ОРУДИЯ | 1996 |
|
RU2119639C1 |
| Способ получения 2( -метиламино) адамантана | 1972 |
|
SU491614A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| US 5198616 A, 30.03.1993. | |||

