Область техники, к которой относится изобретение: Лазерная гироскопия; МПК G 01 C 19/66.
Уровень техники
Известны традиционные способы юстировки лазеров и оптических призм [1,2,3,4] . Наиболее близким аналогом предлагаемого способа юстировки и сборки является способ [5], в котором юстируемые элементы устанавливают на котировочное приспособление.
В аналоге [6] предлагаемой конструкции лазерного гироскопа используется симметричное расположение элементов конструкции, что позволяет симметрировать угловые колебания и тепловые потоки.
В традиционных способах юстировки точное положение призм полного внутреннего отражения заранее не может быть задано, поскольку накладываются требования лишь на вторичные признаки степени съюстированности, такие как нахождение всех выходящих из кольцевого лазера лучей в одной плоскости, распределение поляризации излучения в пучке излучения, порог генерации и т.п. Это приводит к трем существенным следствиям:
а) Принципиально неопределимые визуально отклонения от плоскостности, сопровождаемые смещениями оптической оси порядка лишь 0.05 мм, приводят к существенной чувствительности лазерного гироскопа к внешнему магнитному полю;
б) В силу неопределенности положения оптических призм, а значит и оптического контура, такие способы юстировки не обеспечивают повторяемости параметров лазерных гироскопов;
в) В силу высокой сложности юстировки требуют высокой квалификации сборщиков лазерных гироскопов, больших затрат времени на сборку.
Первый фактор приводит к выбраковке лазерных гироскопов по чувствительности к магнитному полю, второй фактор приводит к необходимости учета разности параметров лазерных гироскопов, третий фактор приводит к чрезмерным затратам на сборку. Совокупность этих факторов приводит к снижению уровня точности, увеличению себестоимости и снижению серийноспособности лазерных гироскопов при использовании традиционных способов юстировки.
Сущность изобретения
Изобретение ставит своей задачей повысить уровень точности кольцевого лазерного гироскопа, снизить себестоимость и повысить серийноспособность лазерного гироскопа за счет создания технологии сборки нового поколения лазерных гироскопов, разработки нового комплекса юстировочной оснастки и разработки конструкции лазерного гироскопа нового поколение.
К погрешностям, вызванным неточностями юстировки, можно отнести: разброс периметров лазерных гироскопов; разброс площадей оптического контура; неплоскостность оптического контура и связанные с ней фазовую и амплитудную невзаимность резонатора лазерного гироскопа при наличии магнитного поля. Амплитудная и фазовая невзаимности приводят к сдвигу нуля рабочей характеристики лазерного гироскопа.
Разброс периметров резонаторов ΔL и площадей ΔS приводит к разбросу значений масштабного коэффициента лазерного гироскопа k:
где S - площадь контура, λ - длина волны.
Имеющаяся в составе лазерного гироскопа система подстройки периметра может корректировать длину оптического периметра в пределах нескольких длин волн излучения, но разброс периметров ΔL значительно больше и составляет величину порядка 0.1 мм.
Амплитудная и фазовая невзаимности возникают в неплоском контуре при наличии магнитного поля, т. к. в этом случае встречные волны имеют разное состояние поляризации, а значит, разные потери и фазовые набеги.
Уменьшение погрешностей юстировки позволит повысить уровень точности лазерного гироскопа.
В аналогичных способах юстировки призму в оправе устанавливают на приспособление, разворачивают до перпендикулярности рабочих поверхностей к оптической оси, перпендикулярность контролируют, например, с помощью автоколлиматора, закрепляют.
Конструкция лазерного гироскопа, приспособления и способ сборки предполагает симметрию элементов гироскопа относительно плоскости, перпендикулярной контуру излучения. Центр активной среды должен находиться в этой плоскости, а ось активной среды должна быть перпендикулярна плоскости симметрии лазерного гироскопа. Несимметрия расположения элементов лазерного гироскопа относительно плоскости симметрии лазерного гироскопа может приводить к сдвигу нуля, дрейфу. Несимметрия положения призм и разъюстировок, связанных с погрешностью изготовления и юстировки призм (пирамидальность, децентрировка), приводит к неплоскостности контура излучения лазерного гироскопа. Для обеспечения минимальной погрешности юстировки необходимо изготавливать призмы относительно одной базы. Условно можно разделить призмы в паре на правые и левые, тогда для изготовления левых и правых призм необходимо два комплекта оснастки, обеспечивающих изготовление относительно одной базы. Введение попарно изготовляемых и юстируемых, симметрично расположенных призм позволяет получить минимальную чувствительность к магнитному полю.
Конструкции предлагаемых вариантов юстировочного приспособления на примере реализованной технологии сборки, включающей два этапа и реализованной конструкции лазерного гироскопа с двумя парами призм, показаны на фиг. 1 и фиг. 2 для первого и второго этапа юстировки соответственно. Приспособления для обоих этапов включают полированную плиту 2 с базовой поверхностью P0, на которую устанавливаются первая пара эталонных упоров в виде плоскопараллельных пластин, образующих первую P1, и вторую P2 пары базовых поверхностей. На поверхности P2 первой пары эталонных упоров устанавливается вторая пара эталонных упоров, образующая третью пару базовых поверхностей P3. Базовые поверхности юстировочной плиты, первой пары эталонных упоров и второй пары эталонных упоров в совокупности образуют пространственную систему базовых поверхностей для ориентации призм и моноблока лазерного гироскопа. Разделение сборки на этапы, количество пар призм, тип призм и разделение призм на первую и вторую пары связано лишь с реализованной технологией сборки и реализованной конструкцией лазерного гироскопа и не изменяет сути предлагаемого способа юстировки.
Конструкция лазерного гироскопа, показанная на фиг.3, включает моноблок 1 и оптические призмы полного внутреннего отражения 6, имеющие оптические преломляющие и отражающие поверхности и устанавливаемые посадочной гранью П на базовые грани моноблока Б1, и Б'1. Моноблок имеет базовую поверхность Б0, относительно которой задается положение призм на базовых парах граней моноблока Б1, и Б'1, причем положение оптических призм относительно поверхности Б0 задается положением базовых поверхностей пар оптических призм Б2л и Б2п относительно базовой поверхности Б0. Для обеспечения устойчивости резонатора лазерного гироскопа одна из поверхностей призм имеет сферичность, при этом плоскость контура генерации оказывается в плоскости, в которой лежат центры кривизны этих сфер. Если расстояние от центров сфер до базовой поверхности Б0 будет различным для разных призм, это приведет к неплоскостности контура. При изготовлении призм положение центров сферы задается расстоянием Δl относительно базовых поверхностей призм Б2л и Б2п. Чтобы задать положение центров кривизны сфер относительно базовой поверхности Б0, нужно задать расстояние Δl от базовых поверхностей призм Б2л и Б2п до базовой поверхности Б0.
В предлагаемой конструкции лазерного гироскопа положение первой пары оптических призм на базовых гранях моноблока Б1, задается относительно базовых поверхностей моноблока Б0 и Б4, положение второй пары оптических призм на базовых гранях Б'1, задается относительно базовых поверхностей Б0 и Б5. Пары призм имеют базовую поверхность Б2, причем левая призма пары имеет базовую поверхность Б2л, правая призма пары имеет базовую поверхность Б2п. Это позволяет повысить точность сборки, т.к. оказывается возможным одинаково задавать положение поверхностей Б2 призм пары относительно одной базовой поверхности моноблока Б0. При этом Б2л и Б2п являются базовыми также и при изготовлении призм, поверхность моноблока Б0 является базовой при изготовлении моноблока. Симметричное расположение призм пары относительно оси симметрии моноблока лазерного гироскопа вызывает необходимость в симметричной оснастке для изготовления призм. Симметрия призм в паре при изготовлении и при юстировке обеспечивает минимальную чувствительность к магнитному полю, т.к. в этом случае искажение состояния поляризации, вносимое левой призмой, компенсируется правой призмой и наоборот.
При юстировке необходимо обеспечить параллельность базовых поверхностей призм Б2 и базовой поверхности моноблока Б0 и расстояние между ними, расстояние между поверхностями призм Б3 и ребром, образованным поверхностью Б1, на которую устанавливается призма, и поверхностью моноблока Б4 или Б5 на первом и втором этапах юстировки соответственно. Эти требования на каждом этапе юстировки обеспечиваются приспособлением.
Итак, плоскостность контура обеспечивается за счет следующих факторов:
- положение всех призм на моноблоке задается относительно одной специально вводимой базовой поверхности моноблока;
- при юстировке используются те же базовые поверхности, что и при изготовлении.
Минимальная величина разброса масштабного коэффициента обеспечивается заданием положения базовой поверхности призм Б3 относительно специально вводимых базовых поверхностей Б4 и Б5.
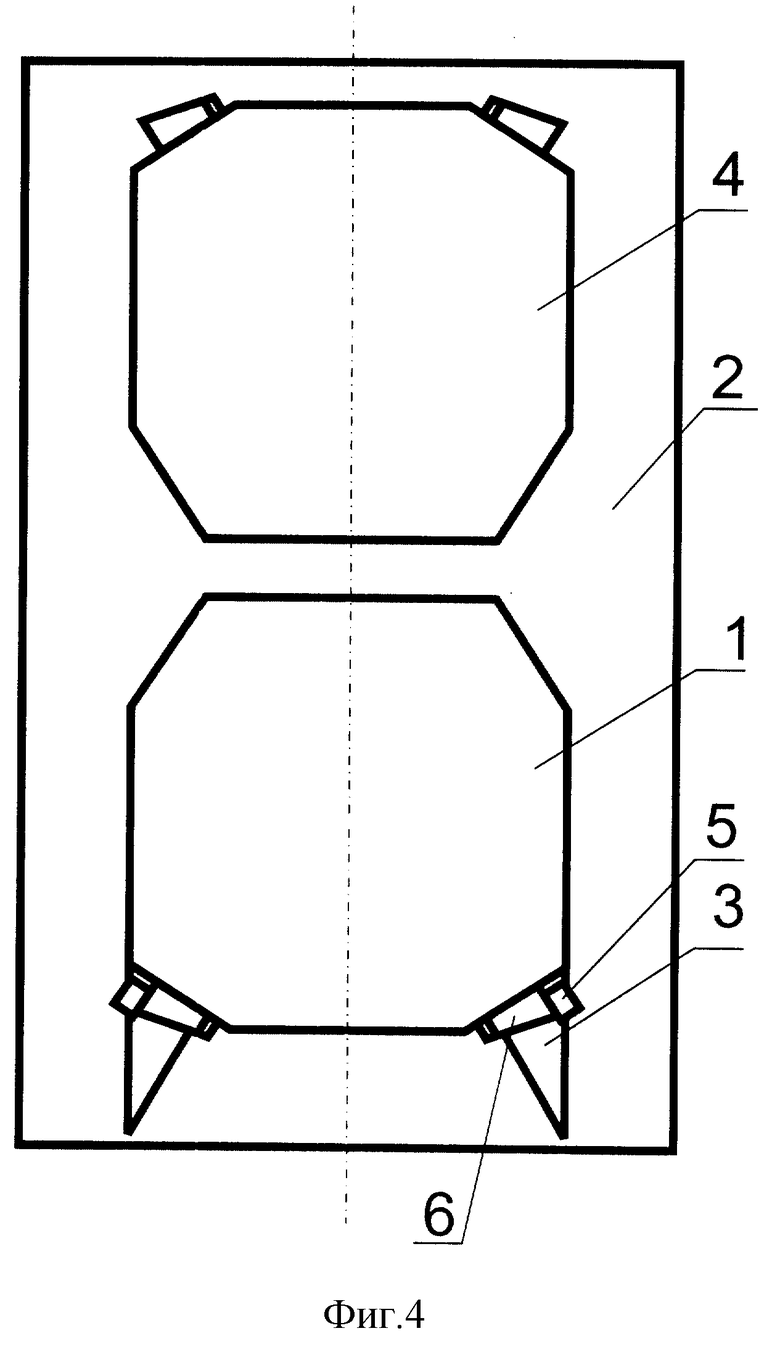
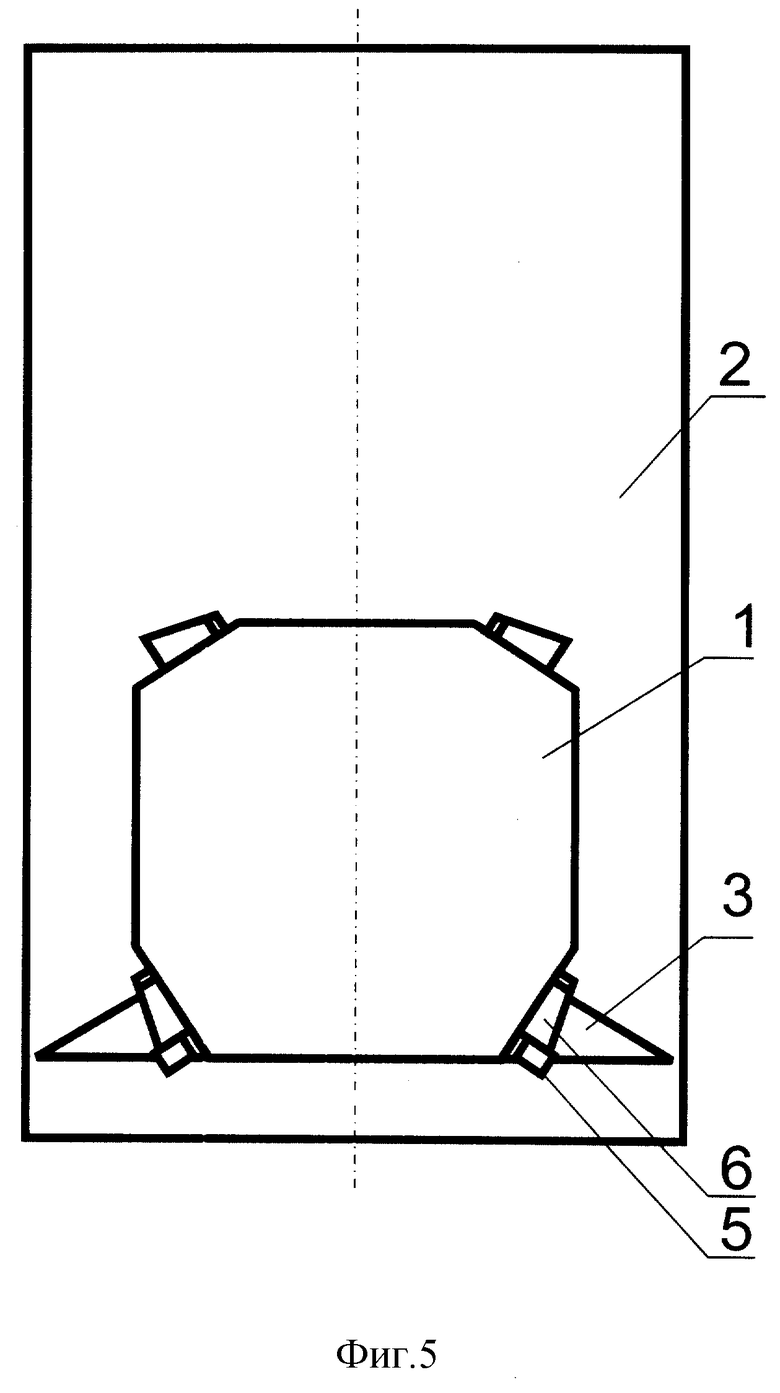
Схема предлагаемого способа юстировки пар призм показана на фиг.4 (первый этап) и фиг.5 (второй этап).
На первом этапе юстируется первая пара оптических призм 6 полного внутреннего отражения, для чего моноблок 1 базовой поверхностью Б0 устанавливается на базовую поверхность P0 юстировочной плиты 2, положение моноблока задается упорами 3, при этом базовые грани моноблока Б1 прижимаются к поверхностям P1 упоров 3, причем между базовой поверхностью моноблока Б0 и поверхностью P0 юстировочной плиты, между базовой гранью Б1 и поверхностью P1 упора 3 должна наблюдаться интерференционная картина, имеющая не более 5 полос. Далее на юстировочную плиту 2 устанавливается вспомогательный излучатель 4 конструкции, аналогичной собираемой, включающий моноблок, первую пару призм, активную среду, систему накачки. На поверхности P2 упоров 3 базовой поверхностью Б2 устанавливается первая пара оптических призм полного внутреннего отражения 6, причем между поверхностями Б1 и посадочной гранью П призмы 6 полного внутреннего отражения должна наблюдаться интерференционная картина, имеющая не более одной полосы, между поверхностью P2 упора 3 и базовой поверхностью Б2 юстируемой призмы, а также между базовой поверхностью Б3 юстируемой призмы и базовой поверхностью P3 упора 5 должна наблюдаться интерференционная картина с числом полос не более 5 полос. Юстируемые призмы 6 вместе со вспомогательным излучателем образуют кольцевой лазер. В случае достаточной чистоты юстируемых призм возникает генерация. Осуществляется визуальный контроль чистоты призм и положения пучка излучения относительно оси канала моноблока. После контроля производится закрепление призм на моноблоке оптическим контактом или другим способом крепления.
Перед вторым этапом юстировки производится наполнение моноблока активной смесью и устанавливаются необходимые элементы системы накачки.
На втором этапе юстировки моноблок 1 базовой поверхностью Б0 устанавливается на юстировочную плиту 2, положение моноблока задается упорами 3, при этом базовые грани моноблока Б1 прижимаются к поверхностям P1 упоров 3, причем между базовой поверхностью моноблока Б0 и поверхностью юстировочной плиты P0, между базовой гранью Б1 и поверхностями P1 упора 3 должна наблюдаться интерференционная картина, имеющая не более 5 полос. На поверхности P2 упоров 3 устанавливается вторая пара оптических призм полного внутреннего отражения, причем между поверхностями Б1 и посадочными гранями призм полного внутреннего отражения П должна наблюдаться интерференционная картина, имеющая не более одной полосы, между поверхностью P2 упора 3 и базовой поверхностью Б2 юстируемой призмы, а также между базовой поверхностью Б3 юстируемой призмы и базовой поверхностью P3 упора 5 должна наблюдаться интерференционная картина с числом полос не более 5. Юстируемая пара призм вместе с первой парой призм, активной средой и системой накачки образуют кольцевой лазер. В случае достаточной чистоты юстируемых призм возникает генерация. Осуществляется визуальный контроль чистоты призм и положения пучка излучения относительно оси канала моноблока. После контроля производится закрепление призм на моноблоке оптическим контактом или другим способом крепления.
Предлагаемый способ юстировки, приспособление для юстировки и конструкция лазерного гироскопа обеспечивают серийно-способность лазерного гироскопа с призмами полного внутреннего отражения.
Предложенная совокупность существенных признаков:
- на базовую поверхность юстировочного приспособления устанавливают базовой поверхностью и закрепляют моноблок лазерного гироскопа так, что базовые грани моноблока прижимаются к базовым поверхностям юстировочного приспособления;
- призмы полного внутреннего отражения базовыми гранями устанавливают на базовые поверхности юстировочного приспособления и придвигают их к базовым граням моноблока до соприкосновения;
- контролируют наличие интерференционной картины между базовыми поверхностями призм и базовыми поверхностями юстировочного приспособления, а также между посадочными гранями призм полного внутреннего отражения и базовыми гранями моноблока;
- прижимают призмы полного внутреннего отражения до возникновения оптического контакта между посадочными, поверхностями призм и базовыми гранями моноблока;
- юстировочная плита, полированная поверхность которой является базовой;
- первая пара эталонных упоров в виде плоскопараллельных пластин, устанавливаемых на юстировочную плиту и образующих первую и вторую пары базовых поверхностей;
- вторая пара эталонных упоров, устанавливаемая на первой паре эталонных упоров и образующая третью пару базовых поверхностей;
- базовые поверхности юстировочной плиты, первой пары эталонных упоров и второй пары эталонных упоров в совокупности образуют пространственную систему базовых поверхностей для ориентации призм и моноблока лазерного гироскопа;
- базовая поверхность моноблока, пары базовых граней моноблока, базовые поверхности пар призм полного внутреннего отражения;
- положение оптических призм относительно моноблока задается положением базовых поверхностей пар оптических призм относительно базовой поверхности и пар базовых граней моноблока,
позволяет создать технологию сборки лазерного гироскопа нового поколения, разработать новый комплекс юстировочной оснастки и конструкцию лазерного гироскопа нового поколения, а главное, обеспечивает новые свойства:
- повышение уровня точности лазерного гироскопа;
- снижение себестоимости;
- повышение серийноспособности.
Перечень фигур чертежей
Фиг. 1 - конструкция юстировочного приспособления для первого этапа юстировки.
Фиг. 2 - конструкция юстировочного приспособления для второго этапа юстировки.
Фиг. 3 - конструкция лазерного гироскопа.
Фиг. 4 - схема предлагаемого способа юстировки для первого этапа.
Фиг. 5 - схема предлагаемого способа юстировки для второго этапа.
Сведения, подтверждающие возможность осуществления изобретения
Для количества полос в интерференционной картине N=5 в видимом свете со средней длиной волны излучения λcp = 0,55 мкм имеем линейную погрешность:
ε = N•λcp≈ 0,003 мм
Приспособление для юстировки может быть собрано с помощью концевых мер, имеющих типовую точность порядка 0,01 мм, что определяет линейную точность позиционирования призм относительно базовых поверхностей Б4 и Б5. При этом наиболее жесткие требования, накладываемые на позиционирование относительно базовой поверхности Б1, определяются точностью изготовления упоров 3. Современная групповая технология изготовления оптических деталей обеспечивает точность изготовления порядка 1 мкм.
Для типичной длины оптической призмы полного внутреннего отражения L порядка 10 мм и при количестве полос в интерференционной картине N=5 в видимом свете λcp = 0,55 мкм получим угловую погрешность позиционирования:
Расчет для лазерного гироскопа с масштабным коэффициентом 1,57•105 Гц/(рад/с) при следующих условиях:
- величина вращения плоскости поляризации поля излучения в материале призм, вызванная магнитным полем, составляет 1o;
- угловая погрешность позиционирования 1';
- линейная погрешность позиционирования 0,01 мм, показывает, что:
- разброс величины масштабного коэффициента не превышает 10-5, что сравнимо со стабильностью масштабного коэффициента лазерного гироскопа при функционировании;
- величина сдвига нуля лазерного гироскопа составляет менее 0,005o/час при допустимой величине сдвига нуля, вызываемого магнитным полем при указанных выше условиях 0,01o/час;
- при симметричной разъюстировке призм в паре, связанной с симметричной погрешностью изготовления и юстировки призм пары (пирамидальность, децентрировка), чувствительность к магнитному полю минимальна.
Таким образом, способ юстировки обеспечивает параметры лазерного гироскопа с заданной точностью.
Предложенный способ юстировки и конструкция лазерного гироскопа с призмами полного внутреннего отражения успешно опробованы для нескольких типоразмеров лазерных гироскопов. Производственная практика показала, что оптической юстировке могут быть обучены квалифицированные сборщики серийного завода в течение нескольких недель. Все необходимое для юстировки может быть удобно размещено на юстировочном столе, что повышает производительность труда.
Литература
1. Перов В.А., Сальников Ю.В. Технология производства лазеров: Учебное пособие по курсам "Лазеры" и "Сборка и контроль ОЭП" / Под ред. И.И.Пахомова - М. : МГТУ, 1989.
2. Данилевич Ф. М., Никитин В.А., Смирнова Е.П. Сборка и юстировка оптических контрольно-измерительных приборов. Справочное пособие. - Л.: Машиностроение, 1976.
3. Панов В.А., Кругер М.Я., Кулагин В.В. Справочник конструктора оптико-механических приборов /Под ред. В.А.Панова - Л.: Машиностроение, 1980 г.
4. Технология оптических деталей: Учебник для оптических специальностей технических вузов/Под ред. М.Н.Семибратова. - М.: Машиностроение, 1978 г.
5.Ельников Н.Т. и др. Сборка и юстировка оптико-механических приборов. - М.: Машиностроение, 1974, с. 149- 150.
6. Патент РФ N1810241А1, кл. G 01 C 19/64, H 01 S 3/083, 1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНЫЙ ГИРОСКОП | 2017 |
|
RU2655626C1 |
| ЛАЗЕРНЫЙ ГИРОСКОП | 2014 |
|
RU2582900C1 |
| ЛАЗЕРНЫЙ ГИРОСКОП | 2021 |
|
RU2785441C1 |
| ЛАЗЕРНЫЙ ГИРОСКОП | 2016 |
|
RU2627566C1 |
| ЛАЗЕРНЫЙ ГИРОСКОП | 2011 |
|
RU2507482C2 |
| ЛАЗЕРНЫЙ ГИРОСКОП | 2011 |
|
RU2488773C2 |
| Оптический интерференционный смеситель лазерного гироскопа | 2014 |
|
RU2617130C2 |
| Фотосмесительное устройство лазерного гироскопа | 2024 |
|
RU2832122C1 |
| ФОТОСМЕСИТЕЛЬНАЯ ПАРА ОПТИЧЕСКИХ ПРИЗМ ДЛЯ ЛАЗЕРНОГО ГИРОСКОПА С ПРИЗМАМИ ПОЛНОГО ВНУТРЕННЕГО ОТРАЖЕНИЯ | 1997 |
|
RU2132076C1 |
| Фотосмесительное устройство лазерного гироскопа | 2024 |
|
RU2835376C1 |
Изобретение предназначено для использования в лазерной гироскопии. Призмы и моноблок гироскопа устанавливают на юстировочном приспособлении. Базовые грани моноблока прижимают к базовым поверхностям юстировочного приспособления. Придвигают призмы посадочными поверхностями к базовым граням моноблока до соприкосновения. Контролируют наличие интерференционной картины между базовыми поверхностями. Прижимают призмы до оптического контакта между посадочными поверхностями призм и базовыми гранями моноблока. Приспособление содержит юстировочную плиту с базовой полированной поверхностью и две пары эталонных упоров. Моноблок гироскопа выполнен с базовой поверхностью и парами базовых граней. Положение оптических призм относительно моноблока задается положением базовых поверхностей пар призм относительно базовой поверхности и пар базовых граней моноблока. Обеспечивается повышение точности гироскопа, снижение себестоимости и повышение серийноспособности. 3 с.п. ф-лы, 5 ил.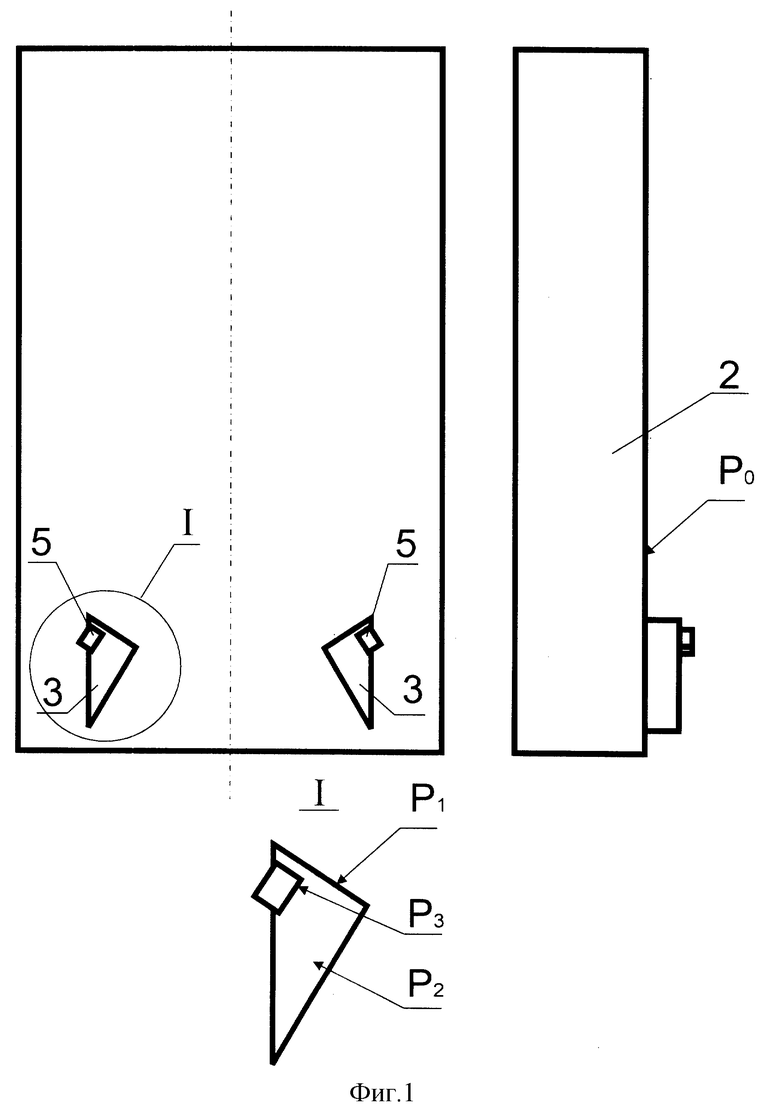
| ТРЕХВАЛКОВЫЙ СТАНОК ДЛЯ СВЕРТЫВАНИЯ КОНУСОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1935 |
|
SU48015A1 |
| DE 4126905 A1, 16.06.1992 | |||
| US 5786895 A, 28.07.1998 | |||
| Лазерный гироскоп | 1990 |
|
SU1820214A1 |
