Изобретение относится к медицине, в частности к ортопедической стоматологии, а именно к зубному протезированию.
Известны различные конструкции кювет для изготовления как частичных протезов, так и полных объемных зубных протезов [1].
К их недостаткам относятся:
- в качестве материалов для их изготовления применяются различные марки металлов, а это влечет за собой необходимость сушки формовочного гипса на воздухе и полимеризацию базисной пластмассы для объемного протеза в кипящей воде, что снижает производительность труда при изготовлении протеза и качество форм;
- сложность и неуниверсальность конструкции, что требует набора кювет для изготовления протезов челюстей разных размеров;
- затрудненность извлечения из кюветы готовых гипсовых форм, для чего приходится применять винтовой пресс;
- необходимость в срезке и выбивке литника после полимеризации базисной пластмассы для объемного протеза в случаях применения шприц-пресса.
Наиболее близкой по техническому решению к предложенной по совокупности существенных признаков является кювета [2].
Но и она имеет те же недостатки.
Цель изобретения - создание кюветы простой и универсальной конструкции, выполненной из диэлектрика, что обеспечивает при ее использовании повышение производительности труда и качества как гипсовой формы, так и базисной пластмассы протеза за счет возможности, соответственно, их сушки и полимеризации в печи СВЧ, а также возможность комплексно осуществлять в кювете дублирование огнеупорной модели при изготовлении бюгельного каркаса и литого металлического базиса для полного съемного протеза и получения бюгельного каркаса из беззольного полимера для последующего перевода его в металл.
Поставленная цель достигается тем, что все основные детали кюветы выполнены из конструкционной диэлектрической пластмассы, например, марки АГ-4С, а обе ее одинаковые половины оснащены двумя парами сменных вкладышей двух типоразмеров и двумя универсальными крышками, обеспечивающими возможность изготовления в предложенной кювете всего диапазона челюстей (от малых до больших), шприц-пресс же выполнен в двух исполнениях - при начале прессования базисной пластмассы с наибольшими усилиями крышка - гайка, шток-винт и поршень со штифтами применяются выполненными из металла, а при окончательной выпрессовке остатков базисной пластмассы из цилиндра, все детали шприц-пресса, включая выталкиватель, применяются выполненными из конструкционной диэлектрической пластмассы, диаметр же меньшей цилиндрической ступени выталкивателя равен диаметру выходного отверстия цилиндра, а длина выталкивателя на 0,5. ..1 мм превышает толщину днища цилиндра, двухступенчатые же цилиндрические поверхности пластмассовой заглушки конгруэнтны отверстию, образованному в собранных половинах кюветы под цилиндр шприц-пресса, а пуансоны выталкивателя верхней части готовой модели, соответственно, с отверстиями в верхней крышке для избытка формовочной массы.
На фиг 1 показан вид сверху на кювету.
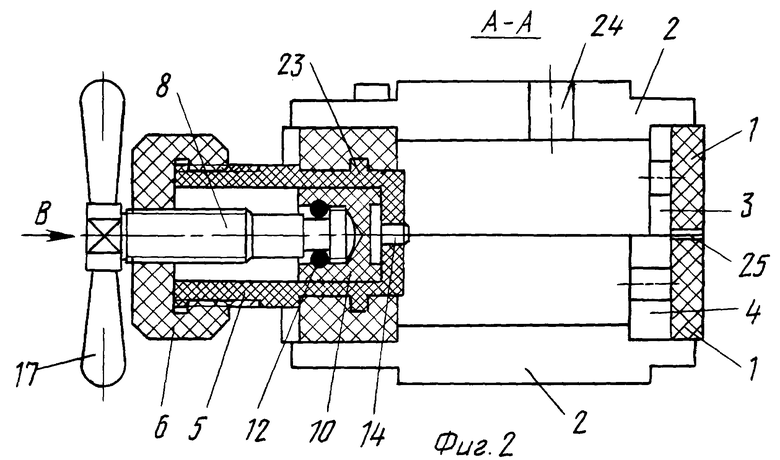
На фиг. 2 показан разрез по А-А, большой оси симметрии кюветы.
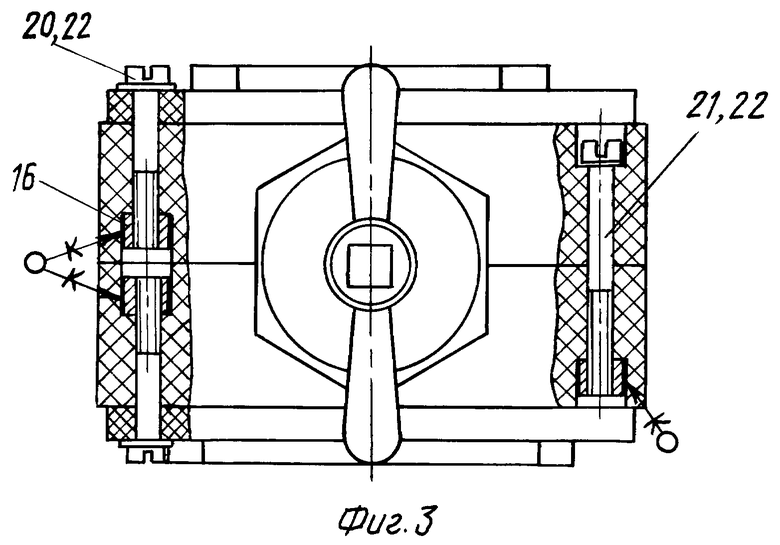
На фиг. 3 показан вид В на кювету.
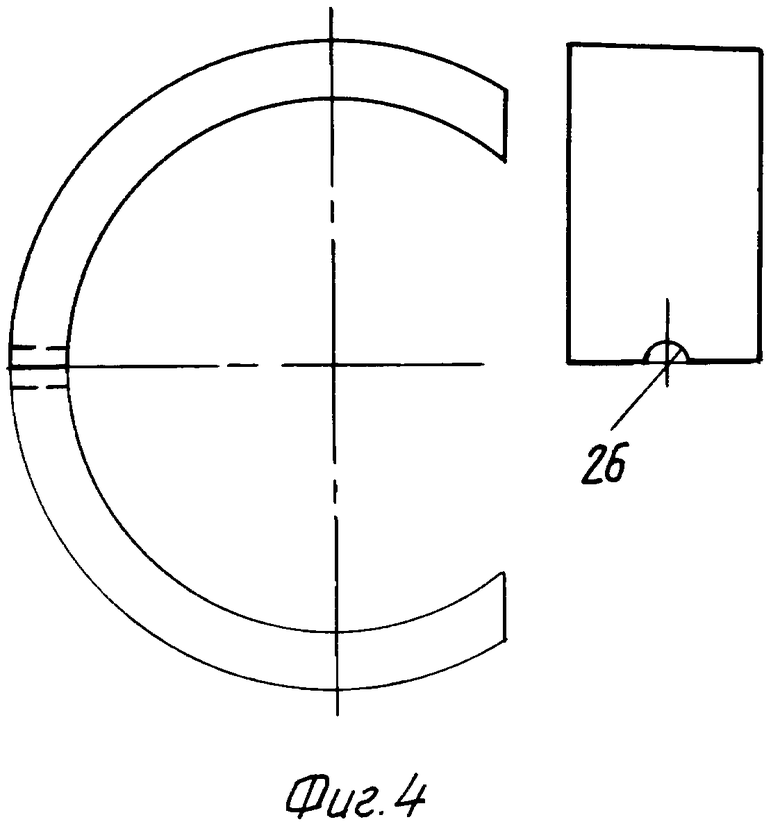
На фиг. 4 схематично показан сменный вкладыш с выемкой 26, соединяясь которыми верхний и нижний вкладыши образуют цилиндрическую полость, заполняемую в процессе работы формовочной массой и способствующую скреплению вкладышей в кювете.
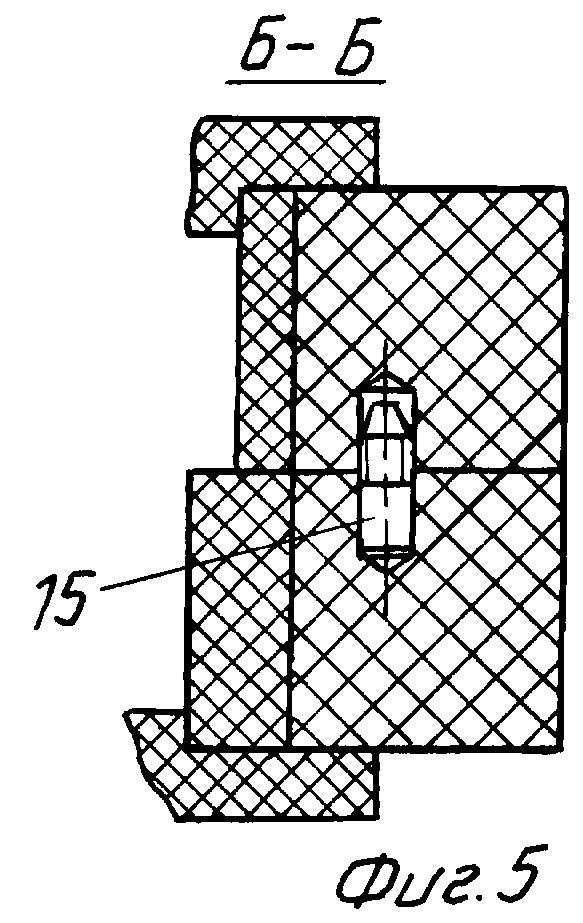
На фиг. 5 показан разрез по Б-Б, в котором видна установка одного из двух фиксаторов, обеспечивающих точную сборку половин кюветы в процессе работы.
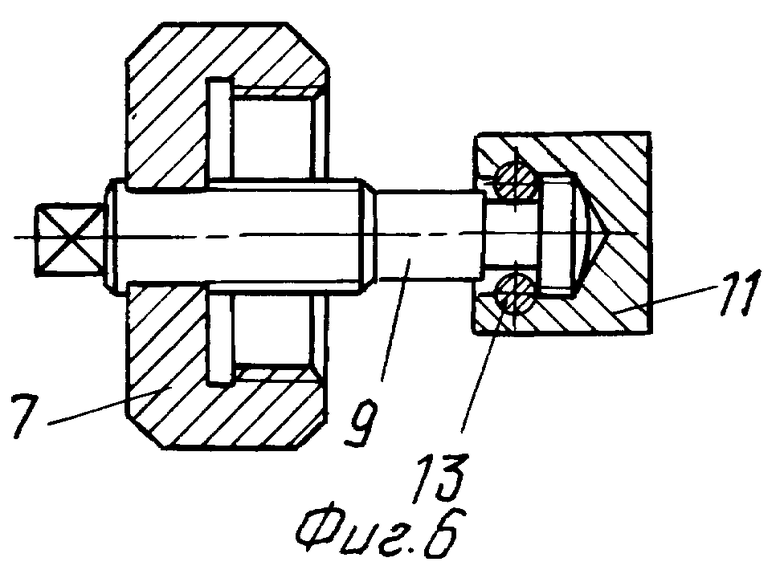
На фиг. 6 показано одно из исполнений сменных деталей шприц-пресса, выполненное из металла, применяемое в первой стадии прессования базисной пластмассы, при которой требуются наибольшие усилия.
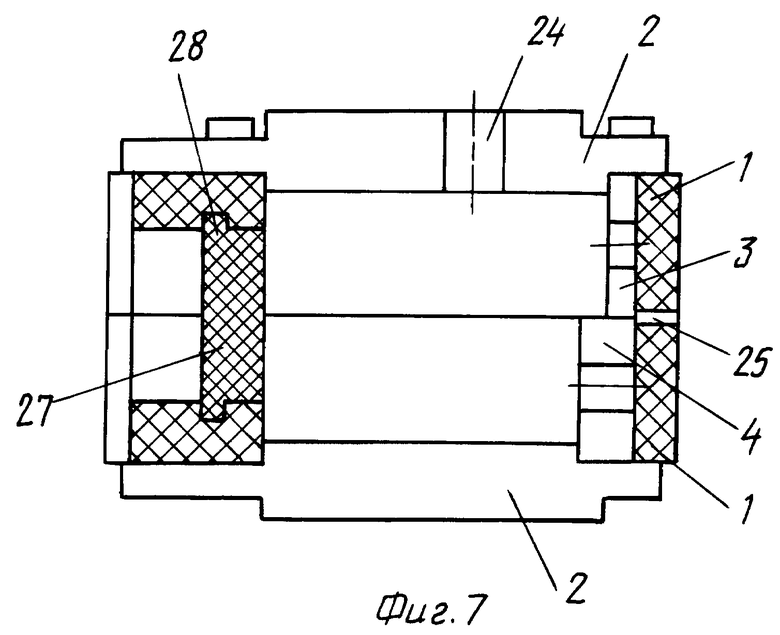
На фиг. 7 показана установка пластмассовой заглушки вместо цилиндра шприц-пресса, когда кювета служит только для заполнения дублирующей массой.
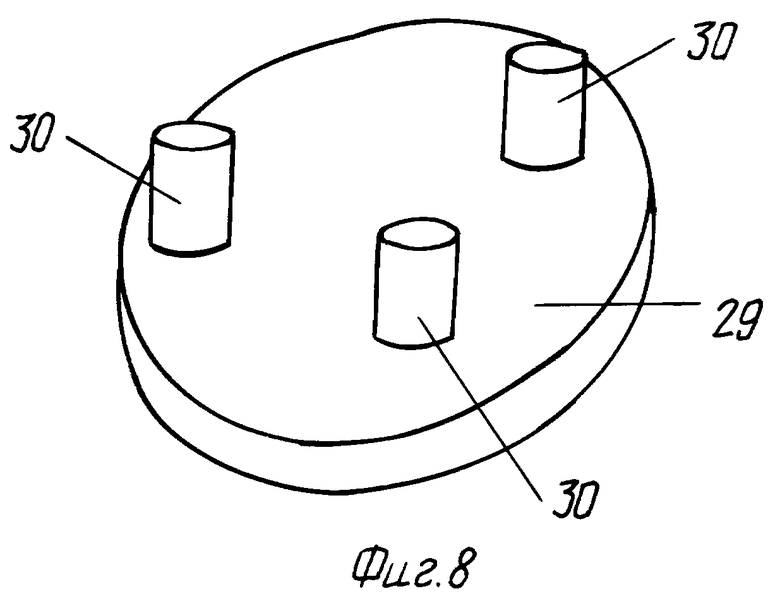
На фиг. 8 схематично изображен выталкиватель для удаления отвердевшей верхней полуформы.
Подготовка и использование кюветы в работе производится следующим образом: в обе половины кюветы 1 клеевым соединением, например, с помощью эпоксидного клея, устанавливаются гайка 16, а в одну из половин запрессовываются фиксаторы 15; после отвердения клея, берется одна из половин кюветы 1, которую условно назовем нижней, вставляем в нее пару вкладышей 4 (для малых и средних по размеру челюстей), а затем меньшим посадочным диаметром универсальную крышку 2 (без отверстий 24) и плотно свинчиваем ее при помощи винтов 20, шайб 22, гаек 16, после чего в паз этой половины устанавливаем выступом 23 цилиндр 5 шприц-пресса; в подготовленную таким образом нижнюю половину кюветы 1 заливаем сметанообразную массу гипса, предварительно смазав все ее внутренние поверхности нейтральной смазкой, и вставляем в нее на половину высоты гипсовую модель челюсти с установленным на нее восковым базисом с искусственными пластмассовыми зубами (на фиг. не показана), изготовленную по известной технологии, выравниваем поверхность залитого гипса вровень с верхним краем нижней половины кюветы и затем, дав полностью схватиться гипсу, наносим на эту поверхность разделительную смазку, после чего с помощью фиксаторов 15 совмещаем обе половины кюветы 1, вставляем в верхнюю половину вторую пару вкладышей 4 и заливаем ее гипсом, а затем уплотняем его также меньшим посадочным диаметром верхней универсальной крышки 2 с отверстиями 24, в которые либо выходит избыток гипсовой массы, либо доливается ее недостаток, а после этого с помощью винтов 20, шайб 22 и гаек 16 к верхней половине кюветы 1 прикрепляется ее крышка 2 и обе половины кюветы 1 плотно скрепляются между собой винтами 21, шайбами 20 и гайками 16, а затем устанавливаются для подогрева воскового базиса в печь СВЧ на 0,5...1 минуты при температуре 100oC.
После подогрева воскового базиса из гаек 16 выкручиваются винты 21, снимается верхняя половина кюветы 1, струей кипящей воды вымывается восковой базис, в разобранном виде высушиваются обе половины кюветы в печи СВЧ, поверхности гипсовой формы покрываются изоляционным лаком, кювета вновь свинчивается винтами 21, а в цилиндр 5 шприц-пресса помещается необходимая порция базисной пластмассы, которая посредством вращения маховичка 17 и штока-винта 9 в крышке-гайке 7 и поступательного движения за счет перемещения поршня 11 и штифтов 13, запрессовывается в готовую форму до тех пор, пока она не выйдет в выпор 25. На этой стадии применяются крышка-гайка 7, шток-винт 9, шприцы 13 и поршень 11, выполненные из металла, как это показано на фиг. 6. Затем эти металлические детали удаляются и вместо них применяются предварительно собранные крышка-гайка б, шток-винт 8, штифты 12 и поршень 10 со вставленными в него толкателями 14 в пластмассовом исполнении, с помощью которых из цилиндра выпрессовываются остатки базисной пластмассы, и кювета устанавливается в печь СВЧ, где происходит полимеризация базисной пластмассы. Затем кювета разбирается в порядке, обратном описанному выше, вынимается готовый протез, а также и обе половины гипсовой формы, с которых легко удаляются вкладыши 4. В случае, когда необходимо получение протеза челюсти большого размера, вся работа, за исключением того, что применяются две пары вкладышей 3 большего внутреннего диаметра и универсальные крышки 2 устанавливаются в них большими посадочными диаметрами. При необходимости использование кюветы только для заполнения ее дублирующей массой, в нее устанавливается пластмассовая заглушка 27, выступ которой 28 фиксирует ее вместо шприц-пресса, как это показано на фиг. 7, и весь процесс происходит по известной технологии. В обоих случаях использование кюветы, при удалении отвердевшей верхней полуформы используется выталкиватель 29, пуансоны 30 которого совпадают с отверстиями 24 верхней крышки 2.
Изготовление и испытание опытного образца предложенной кюветы показали, что устройство полностью отвечает цели, поставленной в изобретении.
Источники информации
1. В. Н. Копейкин, В.Ю. Курлянский, Я.С. Кнубовец, И.М. Оксман, Зубопротезная техника, М., "Медицина", 1967.
2. Der Laborkatalog, SchTitz-Dental, Германия, 1996 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2007 |
|
RU2355355C2 |
| Зуботехническая кювета | 2016 |
|
RU2648825C2 |
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2010 |
|
RU2483694C2 |
| КЮВЕТА | 1997 |
|
RU2135120C1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| АТТАЧМЕН | 1998 |
|
RU2136246C1 |
| КЮВЕТА | 2016 |
|
RU2640390C1 |
| Способ изготовления бюгельных каркасов | 1988 |
|
SU1664303A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| Способ изготовления зубных протезов | 2020 |
|
RU2721890C1 |
Изобретение относится к ортопедической стоматологии, а именно к зубному протезированию. Технический результат - создание кюветы простой и универсальной конструкции, выполненной из диэлектрика, что обеспечивает при ее использовании повышение производительности труда и качества гипсовой формы и базисной пластмассы протеза за счет возможности, соответственно, их сушки и полимеризации в печи СВЧ. Обе половины кюветы, фиксаторы, универсальные крышки и четыре пары сменных вкладышей двух типоразмеров выполнены из конструкционной диэлектрической пластмассы. Шприц-пресс, включающий цилиндр, гайку, шток-винт и поршень со штифтами выполнен из металла при запрессовке в форму базисной пластмассы, или гайка, шток-винт, поршень со штифтами и толкатель выполнены из конструкционной диэлектрической пластины при окончательной выпрессовке остатков базисной пластмассы из цилиндра. Диаметр меньшей цилиндрической ступени выталкивателя равен диаметру выходного отверстия цилиндра, а его длина на 0,5-1 мм превышает толщину днища цилиндра. 8 ил.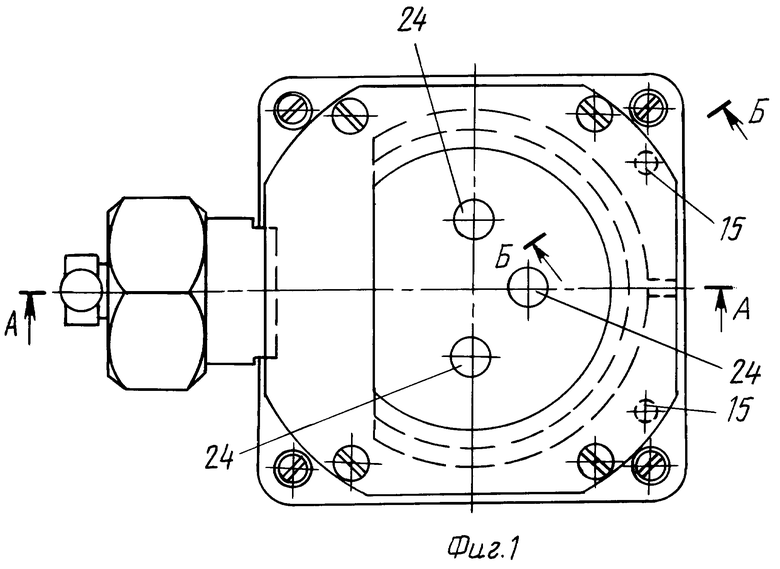
Кювета для изготовления гипсовых форм и базисной пластмассы съемных зубных протезов челюстей, состоящая из двух половин, оснащенных крышками, фиксаторами, гайками, шайбами, скрепляющими винтами для сборки этих половин и шприц-пресса для заполнения форм базисной пластмассы, отличающаяся тем, что обе половины кюветы, фиксаторы, универсальные крышки и четыре пары сменных вкладышей двух типоразмеров, обеспечивающие возможность изготовления в предложенной кювете всего диапазона челюстей (от малых до больших), выполнены из конструкционной диэлектрической пластмассы, а шприц-пресс, включающий цилиндр, гайку, шток-винт и поршень со штифтами выполнены из металла при запрессовке в форму базисной пластмассы или гайка, шток-винт, поршень со штифтами и толкатель из конструкционной диэлектрической пластмассы, причем диаметр меньшей цилиндрической ступени толкателя равен диаметру выходного отверстия цилиндра, а его длина на 0,5 - 1 мм превышает толщину его днища.
| Кювета для изготовления съемных зубных протезов | 1983 |
|
SU1194410A1 |
| DE 19733310 A1, 12.02.98 | |||
| Кювета | 1984 |
|
SU1181656A1 |
| DE 3642261 A1, 07.07.88 | |||
| DE 3630049 A1, 24.03.88 | |||
| DE 3536320 A1, 16.04.87 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
