Изобретение относится к области медицины, а именно к ортопедической стоматологии, и может быть использовано для изготовления съемных пластиночных протезов.
Функциональная ценность съемного пластиночного протеза во многом зависит от максимально точного соответствия внутренней поверхности его базиса макро- и микрорельефу слизистой оболочки протезного ложа. Качество формования и режим полимеризации базисного материала влияют на физико-химические и механические свойства базиса протеза. Технология замены восковой модели базиса протеза на пластмассу предусматривает такие лабораторные этапы, как: получение пресс-формы, приготовление формовочной композиции, прессование и полимеризация пластмассы. Весь технологический цикл изготовления зуботехнического изделия из пластмассы преследует основную цель - получить пластиночный протез с наиболее высокими физико-механическими свойствами. Для достижения этой цели необходимо создание условий, при которых структура полимера была бы наиболее плотной. Это в основном зависит от способа формования.
Известны два основных способа прессования - компрессионное и литьевое. Если уплотнение достигается путем непосредственного сжатия материала между частями формы (штампом и контрштампом), процесс называется компрессионным прессованием. Если же материал вводится в закрытую форму через литниковый канал и затем уплотняется, процесс называется литьевым прессованием.
Из предшествующего уровня техники известно устройство изготовления зубных протезов методом литьевого прессования с использованием кюветы, в съемной крышке штампа которой имеется конусовидное углубление, соответствующее по форме конусу сопла. В центре углубления есть отверстие, в которое вставляется штифт. Штифт состоит из вертикальной стойки и двух или четырех горизонтальных отростков, перемещающихся по отношению друг к другу. Он может быть стандартный или заготовлен из воска. В крышке контрштампа имеется паз для установки кюветы в аппарате и отверстие для заливки гипса при получении второй половины формы (аналог) (1).
Из уровня техники известен также способ изготовления зубных протезов с использованием стандартной одноместной кюветы и шприц-пресса. Рабочую часть шприца составляет полый цилиндр, в котором с одной стороны имеется окно для загрузки формовочной массы, с противоположной - литниковая втулка со съемным конусообразным каналом и соплом для выхода пластмассы. В цилиндре силой винта движется поршень из резины средней эластичности. Охлажденная пластмасса тестообразной консистенции, завернутая в полиэтиленовую пленку во избежание прилипания ее к внутренним стенкам цилиндра, помещается в загрузочное окно шприц-пресса. Формуемая масса при движении поршня сдавливается, происходит разрыв пленки в месте расположения сопла, и по литниковому каналу она поступает в пресс-форму. Резиновый поршень при этом сжимается и оказывает на пластмассу постоянное давление, равное 294-392 кПа (3-4 атм). Через 15-20 минут кювету вынимают и пластмассу полимеризуют в условиях сухой среды (прототип) (2).
Известные кюветы не обеспечивают достаточного давления на базисную пластмассу, что приводит к образованию воздушных пор в ее теле, деформирующих базис.
Задачей, на решение которой направлено данное изобретение, является устранение вышеуказанных недостатков.
Техническим результатом изобретения является повышение качества изготовления зубных протезов за счет обеспечения точного соответствия внутренней поверхности базиса протеза микро- и макрорельефу протезного ложа, равномерной плотности базисного материала, снижение полимеризационной усадки, количества остаточного мономера.
Технический результат достигается за счет того, что устройство для изготовления зубных протезов содержит разъемную кювету, состоящую из верхнего и нижнего основания с уплотнителями по линии разъема между ними для герметизации, гнездо для соединения со шприц-прессом или инжектором, расположенное в верхнем основании кюветы по ее оси, заглушку, один конец которой имеет форму полусферы, заменяемую впоследствии на клапан для подачи сжатого воздуха, установленную в отверстии с резьбой, выполненном в боковой части верхнего основания кюветы, и термоэлемент, соединенный с нижним основанием для обеспечения температурного режима формования. В шприц-прессе или ижекторе установлен подвижный поршень-игла для создания дополнительного давления на базисную пластмассу в процессе полимеризации зубного протеза, а по оси верхнего и нижнего основания встречно установлены поршни-выталкиватели для удаления пресс-формы после окончания процесса изготовления зубного протеза.
Сущность изобретения поясняется чертежом, где обозначены следующие позиции:
1. Съемный шприц-пресс или инжектор.
2. Гнездо для шприц-пресса.
3. Верхнее основание кюветы.
4. Отверстие с резьбой для заглушки.
5. Нижнее основание кюветы.
6. Подвижный поршень-игла.
7. Поршень-выталкиватель из верхнего основания кюветы.
8. Поршень-выталкиватель из нижнего основания кюветы.
9. Термоэлемент.
10. Уплотнитель.
Пример конкретного выполнения
Устройство для изготовления зубных протезов содержит разъемную кювету, состоящую из верхнего 3 и нижнего 5 основания с уплотнителями 10 по линии разъема между ними для герметизации. Гнездо для соединения со шприц-прессом или инжектором 2 расположено в верхнем 3 основании кюветы по ее оси. В боковой части верхнего основании 3 кюветы выполнено отверстие 4 с резьбой, в которое устанавливается заглушка или инжектор. Заглушку (на чертеже не показана), один конец которой имеет форму полусферы, заменяют впоследствии на клапан для подачи сжатого воздуха из шприц-пресса 1 или инжектора. Термоэлемент 9 соединен с нижним основанием 5 кюветы для обеспечения температурного режима формования. В шприц-прессе или инжекторе установлен подвижный поршень-игла 6 для создания дополнительного давления на базисную пластмассу в процессе полимеризации зубного протеза. По оси верхнего и нижнего основания встречно установлены поршни-выталкиватели 7 и 8 для удаления пресс-формы после окончания процесса изготовления зубного протеза.
Устройство работает следующим образом.
Восковую конструкцию базиса протеза с установленной литниковой системой на гипсовой модели гипсуют в нижнее основание кюветы 5, устанавливают уплотнитель 10, перед получением контрштампа в верхнее основание кюветы 3 в отверстие с резьбой 4 вворачивают заглушку, один торец которой имеет форму полусферы для формирования выемки в гипсе пресс-формы. После получения пресс-формы удаляют воск из нее и литниково-питающей системы методом выплавления, после чего проводят изоляцию литниковых каналов и внутренней поверхности пресс-формы с применением альгинатного лака. Верхнее 3 и нижнее 5 основания кюветы соединяют тремя болтами (не показаны). На верхнее основание кюветы 3 в посадочное гнездо устанавливают шприц-пресс 1 или инжектор. Далее приготавливают формовочную композицию, заполняют ею загрузочную камеру шприц-пресса 1 или инжектора, производят формование базисной пластмассы в гипсовую пресс-форму. Выворачивают заглушку, один конец которой имеет форму полусферы и которая играла формирующую роль при создании выемки в гипсе пресс-формы для распределения сжатого воздуха и сохранения места для клапана, подсоединяют шланг для подачи сжатого воздуха через клапан, ввернутый в отверстие в верхнем основании кюветы. С началом полимеризации накладывают давление на материал базиса зубного протеза одновременно шприц-прессом 1 или инжектором изнутри через литьевые каналы и сжатым воздухом из компрессора снаружи через клапан. Далее проводят направленную полимеризацию пластмассы. Литьевую допрессовку проводят во время полимеризации 2-3 раза с перерывом в 20 минут. После окончания полимеризации устройство медленно охлаждается на воздухе и дальнейшие этапы проводятся по известной методике обработки съемных протезов.
Применение усовершенствованной кюветы позволяет устранить деформацию протеза, добиться отсутствия пор в толще базиса, за счет этого увеличить прочность и соответственно срок службы протеза.
Источники информации
1. Курляндский В.Ю. Руководство к практическим занятиям по ортопедической стоматологии. Издание третье. М., Медицина 1973 г.
2. Руководство по ортопедической стоматологии. Протезирование при полном отсутствии зубов. Лебеденко И.Ю., Каливраджиян Э.С., Ибрагимов Т.И. М., 2005 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| КЮВЕТА | 1999 |
|
RU2157142C1 |
| Способ изготовления зубных протезов | 2020 |
|
RU2721890C1 |
| Способ изготовления монолитных пластиночных протезов | 1980 |
|
SU946535A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО СЛОЯ БАЗИСА СЪЕМНОГО ПЛАСТИНОЧНОГО ПРОТЕЗА | 2005 |
|
RU2288695C1 |
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2007 |
|
RU2355355C2 |
| Зуботехническая кювета | 2016 |
|
RU2648825C2 |
| Способ изготовления съемного зубного протеза | 2019 |
|
RU2721581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 1998 |
|
RU2132661C1 |
Изобретение относится к области медицины, а именно к ортопедической стоматологии, и может быть использовано для изготовления съемных пластиночных протезов. Техническим результатом изобретения является повышение качества изготовления зубных протезов за счет обеспечения точного соответствия внутренней поверхности базиса протеза микро- и макрорельефу протезного ложа, равномерной плотности базисного материала, снижение полимеризационной усадки и количества остаточного мономера. Устройство для изготовления зубных протезов содержит разъемную кювету, состоящую из верхнего и нижнего основания с уплотнителями по линии разъема между ними для герметизации, гнездо для соединения со шприц-прессом или инжектором, расположенное в верхнем основании кюветы по ее оси, заглушку, один конец которой имеет форму полусферы, заменяемую впоследствии на клапан для подачи сжатого воздуха, установленную в отверстии с резьбой, выполненном в боковой части верхнего основания кюветы, и термоэлемент, соединенный с нижним основанием для обеспечения температурного режима формования. В шприц-прессе или инжекторе установлен подвижный поршень-игла для создания дополнительного давления на базисную пластмассу в процессе полимеризации зубного протеза, а по оси верхнего и нижнего основания встречно установлены поршни-выталкиватели для удаления пресс-формы после окончания процесса изготовления зубного протеза. 1 ил.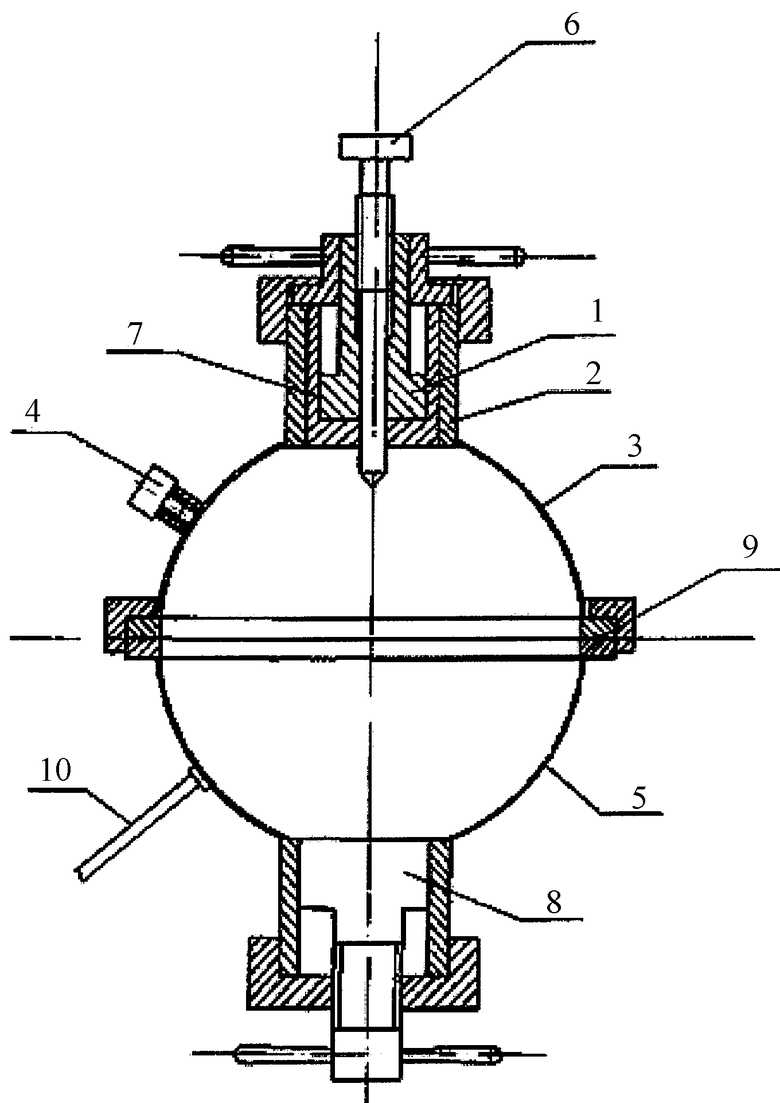
Устройство для изготовления зубных протезов, содержащее разъемную кювету, состоящую из верхнего и нижнего основания с уплотнителями по линии разъема между ними для герметизации, гнездо для соединения со шприц-прессом или инжектором, расположенное в верхнем основании кюветы по ее оси, заглушку, один конец которой имеет форму полусферы, заменяемую впоследствии на клапан для подачи сжатого воздуха, установленную в отверстии с резьбой, выполненном в боковой части верхнего основания кюветы, и термоэлемент, соединенный с нижним основанием для обеспечения температурного режима формования, отличающееся тем, что в шприц-прессе или инжекторе установлен подвижный поршень-игла для создания дополнительного давления на базисную пластмассу в процессе полимеризации зубного протеза, а по оси верхнего и нижнего основания втречно установлены поршни-выталкиватели для удаления пресс-формы после окончания процесса изготовления зубного протеза.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1999 |
|
RU2170069C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| US 5302104 А, 12.04.1994 | |||
| JP 59076657 А, 01.05.1984 | |||
| DE 19959960 A, 15.06.2000. | |||

