Настоящее изобретение относится к особо тонкой клееной деревянной панели, образуемой склеенными между собой пилеными рейками. Кроме того, изобретение относится к способу изготовления такой сплошной клееной деревянной панели.
Известны различные способы производства клееных деревянных панелей. Один известный способ описан в заявке на патент Финляндии Fi-794083. Согласно этому изобретению клееную панель получают из пиломатериала, причем по меньшей мере часть материала получают путем продольного распиливания пиломатериала, а полученные таким образом куски пиломатериала соединяют между собой путем наклеивания на деревянную панель. При раскладывании кусков пиломатериала они размещаются таким образом, чтобы в готовой деревянной панели наличие пиломатериала вызывало меньшее коробление и растрескивание деревянной панели.
При производстве клееной деревянной панели наиболее подходящими являются куски пиломатериала, ширина которых несколько превышает толщину полученной клееной деревянной панели. Одним из недостатков этого способа является то, что для каждого из склеиваемых кусков пиломатериала ширина может варьироваться, следовательно, поверхность клееной деревянной панели становится ступенчатой. Высота ступеней может достигать даже 3 мм. Отсюда следует, что клееную панель необходимо подвергнуть выравниванию для того, чтобы получить ровную поверхность. Приведенное в заявке 794083 описание способа означает, что получить тонкую клееную деревянную панель очень трудно. На практике толщина полученных таким способом деревянных панелей составляет по крайней мере приблизительно 6 мм. Все известные и находящие применение способы не позволяют получить клееную панель толщиной менее 6 мм, причем эти способы требуют очень большого расхода древесного сырья по сравнению с получаемым количеством клееных панелей. Обычно для получения приблизительно одного кубического метра толстой клееной деревянной панели требуется три кубических метра применяемого в качестве сырья пиломатериала.
Новый способ производства клееной деревянной панели позволяет чрезвычайно легко решить проблему получения особо тонкой клееной деревянной панели, не допуская при этом образования значительного количества отходов применяемого в качестве сырья пиломатериала. Даже тонкая деревянная доска, полученная таким способом, состоит из склеенных между собой кусков пиломатериала, из которых наиболее подходящими являются имеющие одинаковую толщину и одинаковую ширину.
Особенности, являющиеся предметом изобретения деревянной панели и способа ее изготовления, приведены ниже.
Это изобретение позволяет добиться заметных преимуществ, поскольку возможно широкое использование новых, тонких сплошных деревянных панелей, размеры которых составляют, например, 600 мм х 2400 мм при толщине 2-6 мм. При их производстве не образуется достойного упоминания количества древесных отходов, что делает эти панели выгодным облицовочным материалом, пригодным для размещения как на прямых, так и на криволинейных поверхностях, что не было возможным для прежних клееных деревянных панелей. Являющийся предметом изобретения способ распиливания позволяет распиливать с разделением тонкую деревянную панель, сохраняя ее толщину одинаковой по всей площади листа.
Ниже приведено более подробное описание изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 показан блок из клееного пиломатериала, из которого деревянные панели отделяют посредством распиливания согласно настоящему способу;
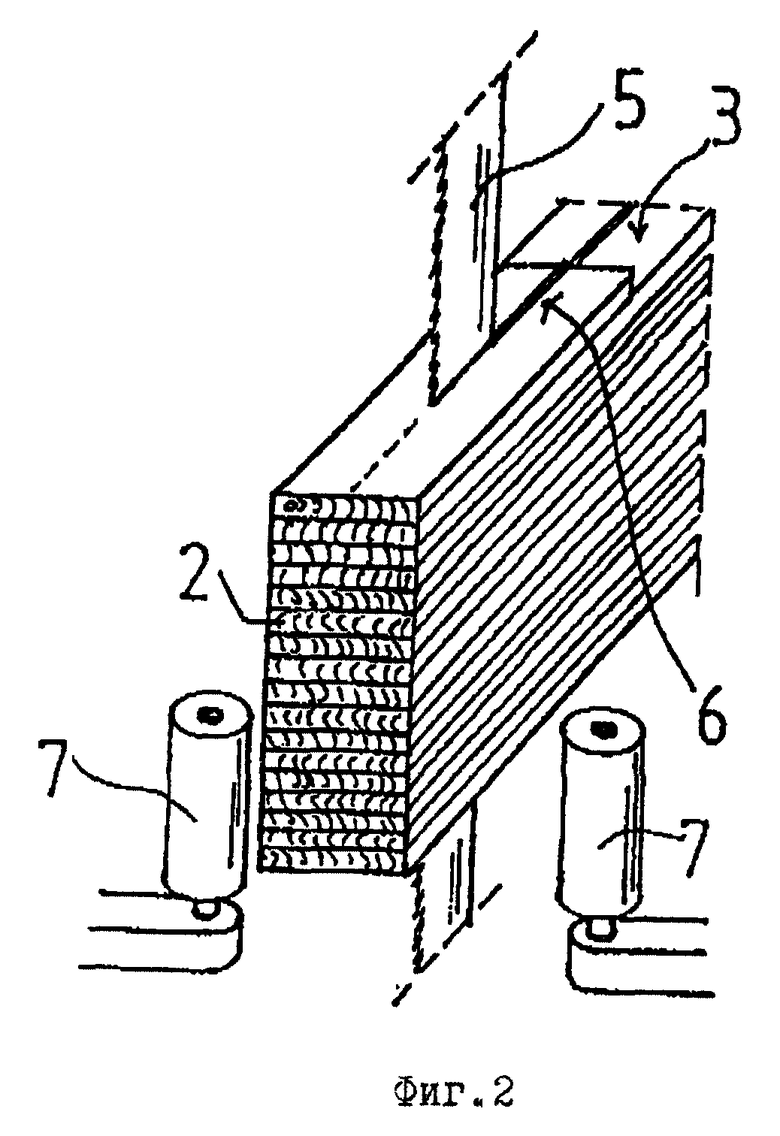
на фиг. 2 показана операция распиливания;
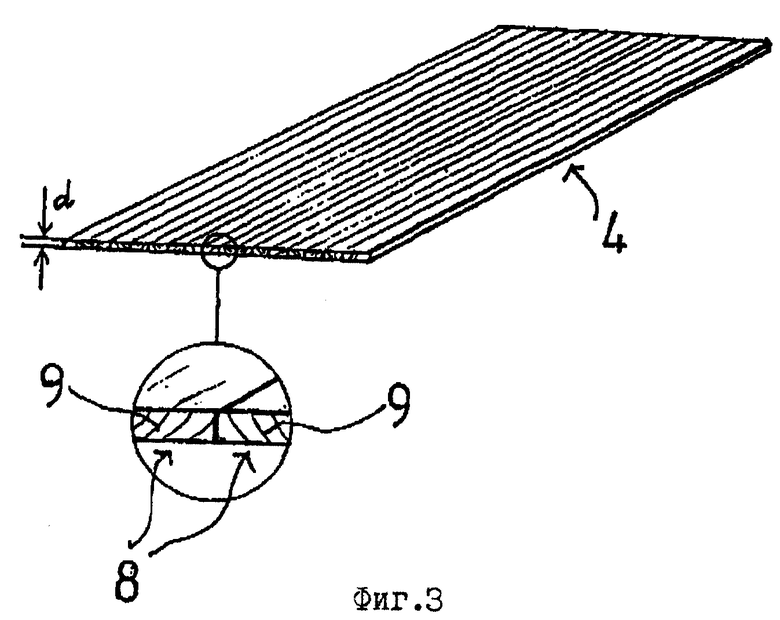
на фиг.3 показана клееная деревянная панель.
Блок из клееного пиломатериала 1, показанный на фиг.1, получен известным способом из нескольких имеющих одинаковую ширину пиленых досок или брусьев. Доски 2 укладывают в штабель, одну на другую, причем прилегающие одна к другой стороны 3 досок склеивают между собой. При производстве клееных деревянных панелей 4 желательно для повышения их прочности и прямизны следить при укладке досок или брусьев за ориентацией древесного волокна 9 (фиг. 3) таким образом, чтобы при наблюдении с торца пиломатериала ориентация волокна в каждой последующей доске изменялась относительно предыдущей доски, наиболее предпочтительно с поворотом на 90 градусов.
Доски 2 имеют прямоугольное поперечное сечение и струганные поверхности 3, предназначенные для склеивания. В процессе склеивания блок из клееного пиломатериала 1 подвергается сжатию под воздействием усилий F1, F2, перпендикулярных сторонам 3. Этот элемент после высыхания клея распиливают на клееные деревянные панели 4 с разделением в направлении боковой поверхности блока.
Согласно изобретению распиливание должно осуществляться по линиям I, II, III... и т.д., таким образом, что предназначенная для распиливания заготовка должна распиливаться по центру заготовки. В начале распиливание осуществляется по линии I, полученные в результате две заготовки должны распиливаться по линии II и полученные далее в результате четыре заготовки должны распиливаться по линии III. Эта процедура должна продолжаться вплоть до получения изделий нужной толщины. При таком способе распиливания полотно пилы ориентировано и располагается точно в середине заготовки, чтобы точно следовать линии распила, поскольку во время распиливания более толстые и также более тонкие заготовки всегда разделяются симметрично.
На полотно пилы 5 не должно воздействовать никакое боковое усилие, которое могло бы вызвать изгибание полотна, находящегося в блоке. Полотно 5 будет продвигаться прямо вперед даже в блоке, имеющем небольшую толщину. Если распиливание должно выполняться близко к другой стороне блока 1, например на расстоянии 3 мм, тонкая отделяющаяся пластина будет изгибаться позади полотна 5, а сам блок будет сохранять жесткость. В результате на полотно будут воздействовать несимметричные усилия.
На фиг. 2 показана подходящая для применения в данном способе пила, полотно 5 которой является продольным полотном. Полотно осуществляет возвратно-поступательные движения, или же это полотно ленточной пилы, которое работает, двигаясь в одном направлении. Пропил 6, остающийся позади полотна, остается благодаря симметрии также в центре линии распила. Кроме того, с обеих сторон полотна 5 силы трения и условия остаются одинаковыми. Блок 1 обжимают относительно полотна с помощью, например, регулировочных устройств 7. Наиболее подходящими в качестве регулировочных устройств являются направляющие салазки или вращающиеся валки.
Поверхность распила блока можно отшлифовать перед отделением следующей клееной деревянной панели, после чего следующую отделенную деревянную панель 4 шлифовать не нужно, если должна быть отшлифована только наружная поверхность панели.
На фиг. 3 показана готовая клееная деревянная панель 4, толщина которой составляет от 2 до 6 мм. При распиловке ширина отделенных деревянных панелей может достигать 600 мм и даже одного метра, и длина - по меньшей мере 2-2,4 м. Панель состоит из кусков пиломатериалов с прилегающими сторонами 8, продольная длина которых равна длине панели, а ширина превышает толщину.
В большинстве случаев применения деревянной панели ее соединяют с помощью клея с нужными поверхностями, в том числе с криволинейными поверхностями, причем желательно, чтобы эта иная поверхность была деревянной.
Изобретение относится к деревообрабатывающей промышленности. Клееные деревянные панели получают путем склеивания между собой пиленых досок или пиломатериалов такого же типа. Не склеивающиеся открытые стороны доски образуют основную поверхность клееного деревянного блока, а клееные деревянные панели отделяют от основной поверхности блоков путем распиливания клееного деревянного блока. Блок распиливают по середине на две части, полученные две половины блока распиливают по середине на четыре части и снова эти четвертые части блока распиливают по середине на восемь частей до тех пор, пока не будет достигнута нужная толщина деревянных панелей. Изобретение позволяет широко использовать тонкие сплошные деревянные панели, сохранять их толщину одинаковой по всей длине листа, уменьшить количество древесных отходов. 2 с. и 3 з.п. ф-лы, 3 ил.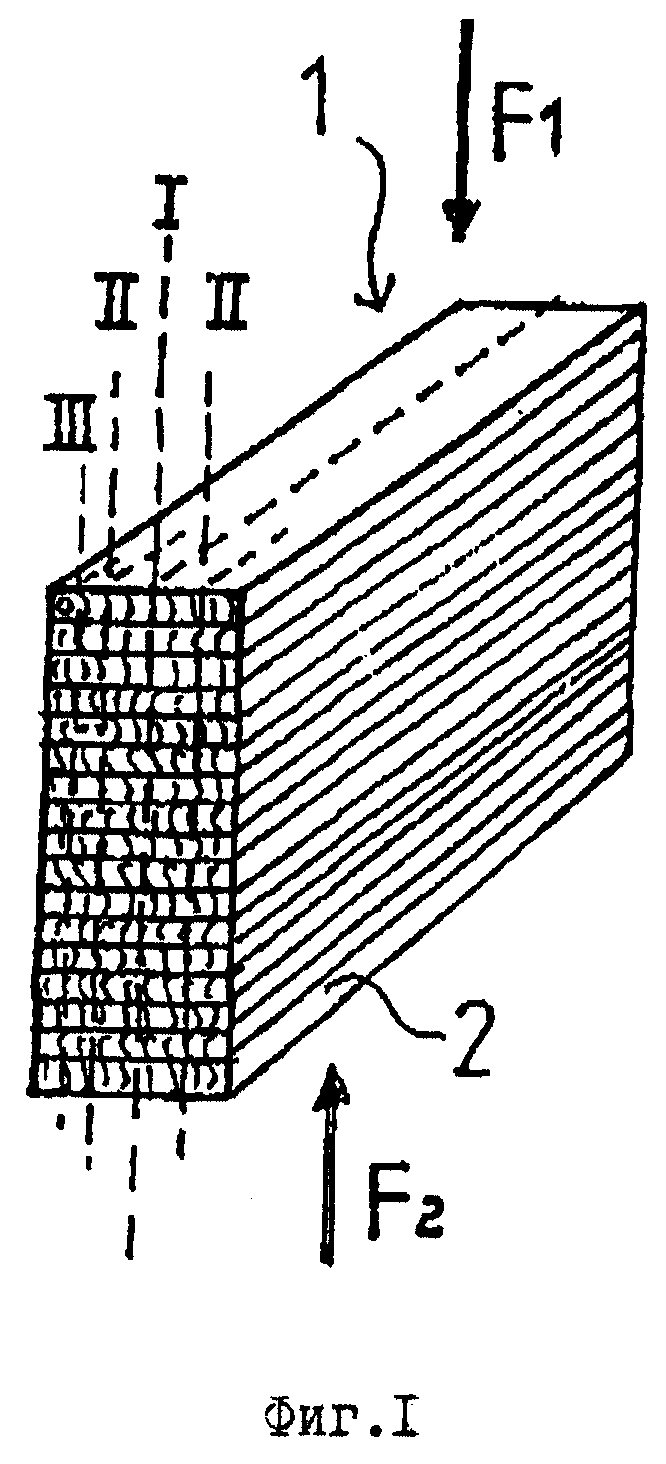
| US 3327747 A, 27.06.1967 | |||
| Способ изготовления деревянной клееной конструкции из пластин разной длины | 1978 |
|
SU1118527A1 |

