Изобретение относится к деревообрабатывающей промышленности, преимущественно лесопильной, и может быть использовано для получения радиальных пиломатериалов без сучков.
Известен способ раскроя кряжа лиственных пород, включающий формирование делянок трапециевидного сечения путем выполнения радиальных пропилов постоянной глубины вдоль всей длины кряжа, причем радиальные пропилы выполняют на глубину до сердцевидного слоя древесины, и после стяжки кряжа в зоне торцов и сушки его делят на секторные заготовки и производят отделение делянок от центрального стержня (патент РФ 2045387, МПК В 27 В 1/00).
Однако такой способ раскроя приводит к большим потерям полезной древесины при удалении сбеговых зон и наличию сучков в пиломатериале. Выполнение пропилов постоянной глубины вдоль всего кряжа не учитывает того факта, что геометрическая ось бревна не совпадает с его сердцевиной и учитывается только радиальное расположение сучков в стволе. Это влечет за собой потери высокосортной древесины и попадание низкосортной присердцевинной части в пиломатериал. Кроме того, во многих клиновых заготовках останутся сучки.
Известен способ раскроя круглых лесоматериалов, включающий деление лесоматериала на секторы в продольном направлении, деление их на части в продольном направлении по касательной к годичным слоям, причем секторы базируют по одной из поверхностей обработки и делят на части параллельно образующей лесоматериала, части разворачивают одна относительно другой на 180o в вертикальной и горизонтальной плоскостях, сопрягают и скрепляют между собой (патент РФ 2175285, МПК В 27 В 1/00).
Недостатком способа является недостаточно высокий выход деловой древесины, так как не учитывается основной сортообразующий порок - сучки.
Известен способ получения пиломатериалов из бревен, включающий в себя подачу бревен, ориентацию относительно оси постава и распиловку их в развал или с брусовкой с последующей распиловкой бруса на доски (АС СССР 1055639, МПК В 27 В 1/00).
Недостатком данного способа является то, что учитывается расположение не всех сучков на бревне, а только сучков, находящихся в наиболее насыщенном сучками секторе бревна. Остальные сучки, не входящие в учитываемый сектор, насквозь пронизывают получаемые доски, тем более что при данном способе это доски тангенциальной распиловки.
Наиболее близким к предлагаемому является способ изготовления радиальных пиломатериалов, включающий окорку, распиловку на секторы, обрезку у секторов сбеговой зоны до распиловки бревна на секторы, при этом плоскости пропилов ориентируют по нормали к вершинному диаметру и вдоль оси бревна, в результате чего получают четырехкантный квадратный брус в комлевом торце, а затем распиливают брус на четыре сектора в вершинном торце и плоскости пропилов ориентируют по диагонали квадрата, далее опиливают секторы, при этом плоскости пропилов направляют через точки пересечения дуги вершинного диаметра со сторонами сектора и перпендикулярно стороне бруса (патент РФ 2159175).
Недостатками этого способа является его сложность и трудоемкость, а также недостаточно высокий выход высокосортной пилопродукции за счет того, что в отходы уходит слишком много деловой древесины.
Задачей предлагаемого способа является увеличение выхода высокосортных радиальных пиломатериалов без сучков.
Поставленная задача решается тем, что в способе изготовления радиальных пиломатериалов, включающем окорку, продольную распиловку бревен на секторы, распиливание секторов на пиломатериалы, согласно предложенному решению продольную распиловку бревен на секторы осуществляют по линиям сучков до сердцевины древесины, распиловку секторов на пиломатериалы осуществляют по плоскостям, параллельным плоскости, проходящей через биссектрисы углов торцевых поверхностей сектора, с последующим удалением с пиломатериалов обзола и кромки с остатками сучков.
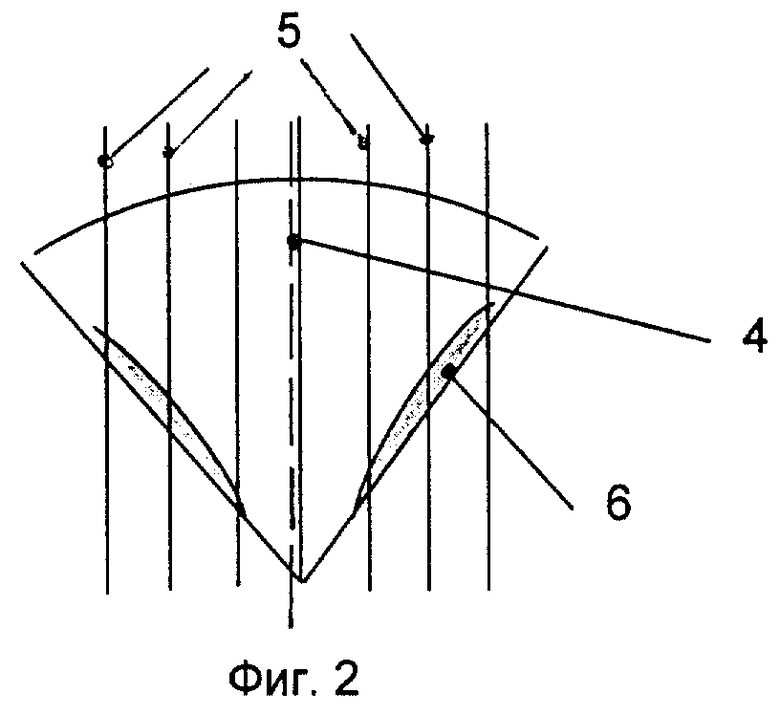
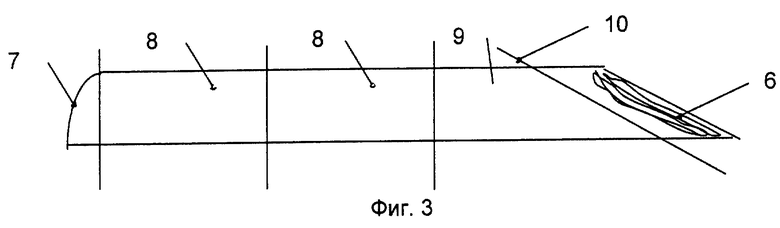
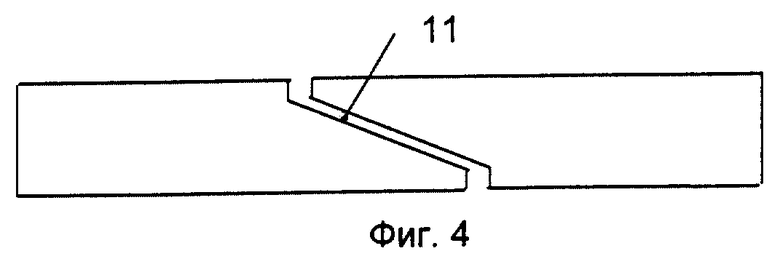
Изобретение поясняется чертежами, где на фиг.1 представлена схема распила бревна; на фиг.2 - схема распила полученных секторов на радиальные доски; на фиг.3 -схема раскроя необрезной доски на обрезной пиломатериал; на фиг.4 - схема склеивания обрезной доски со скошенной кромкой в продольном направлении, где:
1 - ось поворота бревна, 2 - сердцевина, 3 - линия сучков, 4 - биссектриса центрального угла сектора, 5 - направление плоскостей пил, 6 - остатки сучков на обрезанной кромке, 7 - обзол, 8 - обрезная доска, 9 - обрезная доска с одной скошенной кромкой, 10 - направление плоскости обрезной пилы, 11 - линия склеивания досок.
Способ осуществляется следующим образом. Бревно распиливается по линии сучков до сердцевины (фиг.1). Полученные секторы распиливаются на радиальные доски (фиг.2). На обрезном станке эти доски делят по ширине. При этом с базовой стороны срезается обзол, а с другой стороны срезается конусная кромка, которая состоит из низкосортной древесины и на которой расположены половинки всех сучков (фиг.3).
Бревно зажимается в установку распиловки на секторы, чтобы ось поворота бревна 1 совпадала с сердцевиной 2. Затем бревно разрезается на секторы по линии сучков 3 до оси поворота бревна. При этом у секторов получаются разные углы между пропиленными сторонами, это обусловлено природным ростом дерева. Главный сортоообразующий порок - сучки - частично вырабатывается при разрезании бревна на секторы, а частично остаются в периферийной зоне необрезного пиломатериала. Полученные сектора подаются на подающий транспортер следующего станка, на котором каждый сектор фиксируется так, чтобы направление плоскостей пил 5 станка совпадало с плоскостью, проходящей через биссектрисы 4 углов торцевых поверхностей сектора. Только после этого сектор распиливают на доски.
Таким образом, получают доски радиальной распиловки различной ширины, у которых одна кромка - обзол 7, а на острой обрезанной кромке расположены остатки сучков 6. На обрезном станке получают обрезные доски необходимой ширины, при этом распил начинают от обзола 7 параллельно ему. В результате получается обрезная доска 8 заданной ширины радиальной распиловки без сучков и обрезная доска 9 меньшей ширины с одной скошенной кромкой, на которой расположены сучки 6. У узких досок обрезается скошенная кромка с сучками, при этом плоскость обрезной пилы 10 должна совпадать со средним углом наклона сучков в досках для распиливаемой породы дерева. Затем узкие доски после сушки и строжки склеиваются по ширине 11.
Данный способ распиловки пригоден для любых пород дерева кроме косослойных бревен. Количество секторов определяется породой, например у сосны их пять. Больший процент выхода высокосортной доски получается из пород со строго мутовочным расположением сучков, типичным представителем которых является сосна, лиственница, орех, ясень и т.д., диаметром ствола более 400 мм без природных дефектов. Пиломатериалы, полученные предлагаемым способом распиловки, находят применение в производстве музыкальных инструментов, гнутой и точеной мебели, паркета, бочек, наружных ламелей трехслойного оконного бруса и т.д.. Данный способ, в отличие от известных, позволяет повысить выход высокосортных пиломатериалов за счет учета расположения в бревнах основных сортообразующих пороков - сучков. При этом предлагаемый способ позволяет удалять не только видимые, но и заросшие сучки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| Способ раскроя круглых сортиментов с ядровой гнилью для получения пилопродукции с повышенными прочностными характеристиками | 2024 |
|
RU2819430C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН И ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ | 2008 |
|
RU2387534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2310556C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ ИЗ БРЕВЕН | 2008 |
|
RU2374067C1 |
| СПОСОБ РАСКРОЯ БРЕВЕН | 2012 |
|
RU2524187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН | 2006 |
|
RU2329137C2 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| СПОСОБ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ РАСПИЛОВКИ БРЕВЕН | 2004 |
|
RU2357855C2 |
Изобретение относится к деревообрабатывающей промышленности, преимущественно лесопильной, и может быть использовано для получения радиальных пиломатериалов без сучков. Способ изготовления радиальных пиломатериалов включает окорку, продольную распиловку бревен на секторы, распиливание секторов на пиломатериалы. Продольную распиловку бревен на секторы осуществляют по линиям сучков до сердцевины древесины. Распиловку секторов на пиломатериалы осуществляют по плоскостям, параллельным плоскости, проходящей через биссектрисы углов торцевых частей сектора, с последующим удалением с пиломатериалов обзола и кромки с остатками сучков. Способ увеличивает выход высокосортных радиальных пиломатериалов без сучков. 4 ил.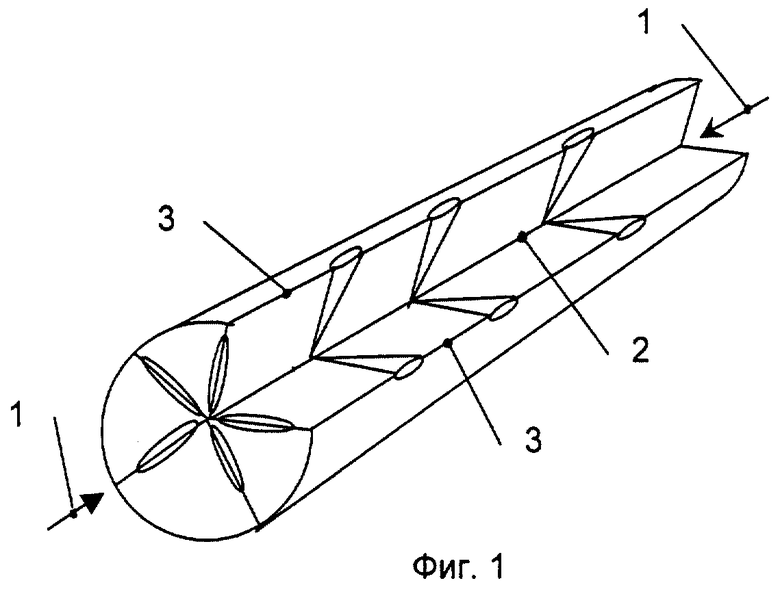
Способ изготовления радиальных пиломатериалов, включающий окорку, продольную распиловку бревен на секторы, распиливание секторов на пиломатериалы, отличающийся тем, что продольную распиловку бревен на секторы осуществляют по линиям, проходящим вдоль рядов сучков до сердцевины древесины, распиловку секторов на пиломатериалы осуществляют по плоскостям, параллельным плоскости, проходящей через биссектрисы углов торцевых поверхностей сектора, с последующим удалением с пиломатериалов обзола и кромки с остатками сучков.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| RU 2055883 С1, 27.04.1996 | |||
| Способ получения пиломатериалов из бревен | 1984 |
|
SU1142276A1 |
| US 5865002 А, 02.02.1999. | |||
