Изобретение относится к способу производства роторов винтовых компрессоров, способу производства литейной формы для такого ротора и к изготавливаемому этими способами ротору с винтовыми зубьями для винтового компрессора.
Для производства роторов винтового компрессора применяются методы изготовления резанием или первичного формообразования, при которых ротор изготавливают путем заполнения полости литейной формы необходимым материалом. Первичным формообразованием называется метод, когда первоначально создают литейную форму из сыпучего материала с последующим его уплотнением. В качестве примера первичного формообразования следует назвать литье, при котором материал заливают в первичную форму. Способ первичного формообразования, специально предназначенный для изготовления роторов, известен из DE 4035534 A1. Этот способ производства роторов для винтовых компрессоров из армированной волокном пластмассы состоит в том, что армированные волокном пластмассовые диски укладывают в стопку в полость формы и соединяют друг с другом под действием тепла и давления.
Изготовление формы также происходит по способу первичного формообразования, при котором воспроизводят контур эталонного ротора (мастер-ротора) и его конфигурация при этом соответствует конфигурации изготавливаемого ротора.
Вследствие двукратного применения способа первичного формообразования форма ротора, предназначенного для использования в винтовом компрессоре, определяется мастер-ротором. Мастер-ротор обычно изготавливают резанием. В применяемых при изготовлении мастер-ротора инструментах, например, долбежных и шлифовальных станках, с помощью которых создают зубья с трехмерно искривленными поверхностями, требуется, однако, выход инструмента из контакта с заготовкой для подачи на врезание. При обработке участков ножки зуба до настоящего времени приходится выполнять соответствующим инструментом закругленные углубления в концентричных оси ротора цилиндрических поверхностях. Такие закругленные углубления необходимы для того, чтобы можно было подавать на врезание обрабатывающий боковую сторону зуба инструмент.
Если ротор с такими углублениями устанавливают со вторым ротором в корпус винтового компрессора, то второй ротор должен иметь на головках своих зубьев закругленные выступы, которые при зацеплении входят в эти углубления. С другой стороны, между роторами не может быть обеспечено достаточное уплотнение. Выступы второго ротора увеличивают, однако, его диаметр и, следовательно, диаметр охватывающего второй ротор участка корпуса. Увеличение диаметра участка корпуса и скругления выступов ухудшают уплотнение в зоне зацепления обоих роторов. Во время обката роторов до вхождения их зубьев в каждом из соответствующих заходов в соприкосновение друг с другом между этими зубьями образуется так называемая щель утечки, через которую сжатые газы перетекают обратно на сторону низкого давления.
При изготовлении роторов с описанной выше геометрией возникают, таким образом, связанные с обратным потоком потери, которые у известных винтовых компрессоров приводят к низкому коэффициенту полезного действия.
Задача изобретения заключается в изготовлении роторов с винтовыми зубьями более простым способом, позволяющим значительно уменьшить щель утечки и повысить коэффициент полезного действия винтового компрессора.
Эта задача решается при использовании способа производства роторов винтовых компрессоров путем первичного формообразования, включающего изготовление воспроизводящего форму винтовых зубьев мастер-ротора удалением материала с заготовки для мастер-ротора, изготовление заготовки для литейной формы путем воспроизведения в ней формы мастер-ротора, изготовление ротора воспроизведением конфигурации литейной формы заполнением ее полости текучим материалом для ротора и отверждением этого материала, извлечение ротора из формы. Согласно изобретению после изготовления заготовки для литейной формы осуществляют съем материала с этой заготовки для создания корректирующих участков, причем создаваемые при изготовлении мастер-ротора закругленные углубления в зоне основания зубьев корректируют удалением в заготовке для литейной формы образовавшихся благодаря закругленным углублениям мастер-ротора скругленных формовочных вершин.
Предпочтительно для корректировки профиля заготовки для литейной формы эту заготовку растачивать.
Поставленная задача решается также с помощью предложенного способа производства литейной формы для ротора с винтовыми зубьями винтового компрессора, включающего изготовление воспроизводящего форму винтовых зубьев мастер-ротора удалением материала с заготовки для мастер-ротора, изготовление заготовки для литейной формы путем воспроизведения формы мастер-ротора. Согласно изобретению осуществляют съем материала с заготовки для литейной формы с образованием углублений для создания корректирующих участков, причем создаваемые при изготовлении мастер-ротора закругленные углубления в зоне оснований зубьев корректируют удалением в заготовке для литейной формы образовавшихся благодаря закругленным углублениям мастер-ротора скругленных формовочных вершин.
Ротор с винтовыми зубьями для винтового компрессора, изготовленный первичным формообразованием с помощью предложенных способов, согласно изобретению имеет в зоне оснований между зубьями расположенные непрерывные цилиндрические поверхности, каждая из которых определяет по меньшей мере с одной боковой стороной зуба по меньшей мере одну винтовую линию, при этом непрерывные цилиндрические поверхности лежат на начальной окружности ротора.
При этом в предпочтительной форме выполнения ротора его зубья в поперечном сечении имеют две выпуклые боковые стороны, которые касаются друг друга вдоль винтовой вершинной линии.
Для создания винтового компрессора с более высоким коэффициентом полезного действия необходимо оптимизировать характеристики ротора в отношении прохождения потока и уплотнения. Однако это может быть достигнуто лишь в том случае, если удается также изготовить ротор с оптимизированной геометрией.
Геометрия изготовленных с применением первичной формы роторов определяется геометрией полости литейной формы. Геометрия полости формы передается непосредственно изготовленным в ней роторам. Поэтому путем изменения геометрии полости литейной формы можно изменять геометрию изготавливаемого ротора. Если, например, устанавливают, что ротор имеет неблагоприятную характеристику прохождения потока, и если далее известно, каким образом должна быть изменена геометрия ротора, чтобы улучшить эту характеристику, то можно изменить геометрию полости литейной формы с целью оптимизировать геометрию ротора. Корректируя полость литейной формы при ее обработке, можно изготавливать роторы с геометрией, скорректированной относительно предшествующей серии.
Характеристики прохождения потока и уплотнения определяются главным образом конфигурацией тех участков, в которых находятся основания винтовых зубьев ведущего ротора. На этом участке должны быть расположены цилиндрические поверхности. Входящий в зацепление с ведущим ротором ведомый ротор должен иметь соответственно в зоне головок своих зубьев цилиндрические поверхности. Благодаря новой геометрии ведущего ротора возможно применение ведомого ротора с меньшим диаметром, не имеющего скруглений на головках зубьев. Благодаря этому достигается, во-первых, то, что охватывающий ведомый ротор участок корпуса может плотнее перекрывать зону зацепления обоих роторов, и, во-вторых, что при взаимодействии обоих роторов щель утечки при вхождении в зацепление зубьев быстрее закрывается. Ограниченная корпусом и роторами щель утечки благодаря новым геометриям ведущего и ведомого роторов уменьшается как во временном, так и в пространственном отношении. И то и другое уменьшает потери, связанные с обратным потоком. Производство роторов способом первичного формообразования позволяет воспроизводить сложные геометрии с высокой точностью и с относительно небольшими затратами.
Еще одно преимущество изобретения состоит в улучшении уплотнения между головками зубьев ведомого ротора и охватывающим ведомый ротор участком корпуса. Цилиндрические поверхности головок зубьев обеспечивают лучшее уплотнение по сравнению со скругленными выступами согласно известному уровню техники.
Фактически согласно изобретению предлагается способ, в котором улучшения, касающиеся геометрии применяемых в винтовых компрессорах роторов, учитываются уже при изготовлении литейной формы. Для этого сначала путем съема материала с заготовки для мастер-ротора изготавливают имеющий форму винтовых зубьев мастер-ротор. Некоторые участки этого мастер-ротора, однако, еще не имеют необходимой для готового ротора геометрии и поэтому требуют коррекции. Соответствующая корректирующая обработка может быть произведена на самом мастер-роторе. Способ по изобретению предусматривает, однако, что такая обработка производится путем съема материала с заготовки для литейной формы, за счет чего в полости этой формы образуются углубления, которые служат для создания соответствующих корректирующих участков на готовом роторе. При заполнении уже скорректированной литейной формы материалом для изготовления ротора на нем образуются соответствующие конфигурации углублений в полости литейной формы выступающие участки, которые соответственно заданной геометрии улучшают характеристики ротора.
Заготовку для литейной формы, как уже указывалось, предпочтительно растачивать для получения заданного профиля ротора. Благодаря этой расточке в полости формы создаются участки, которые при изготовлении отливки ротора образуют цилиндрические поверхности, проходящие по всей его длине. Такие сквозные поверхности обеспечивают хорошее уплотнение между ведущим и ведомым роторами.
Ниже изобретение подробнее поясняется на примерах его выполнения со ссылкой на чертежи, на которых:
на фиг. 1 показан разрез винтового компрессора с ротором, изготовленным способом по изобретению, образующим со вторым ротором роторную пару и установленным в корпусе компрессора,
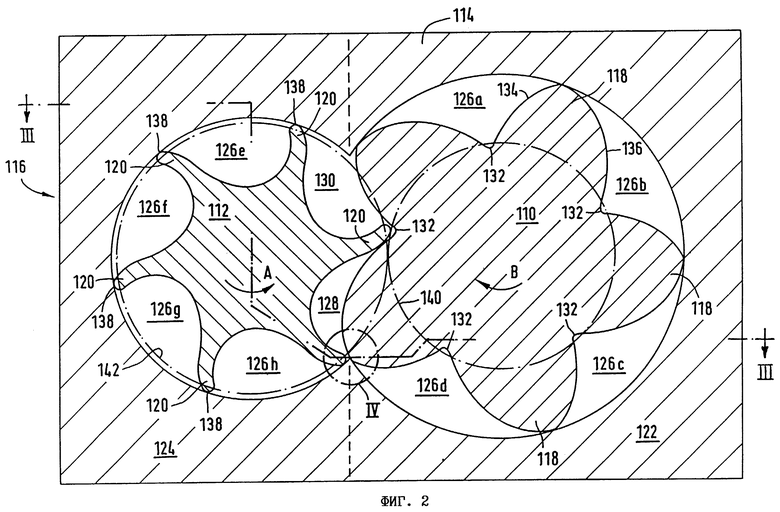
на фиг. 2 - роторная пара согласно известному уровню техники, изображенная подобно виду на фиг. 1,
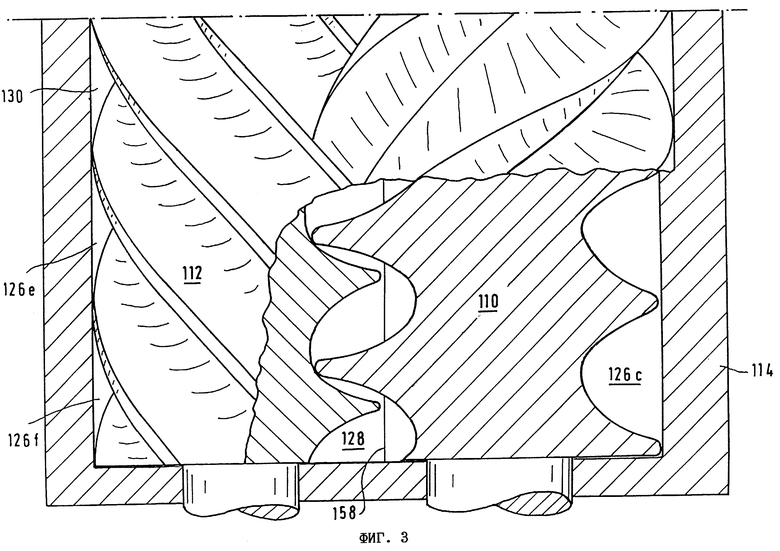
на фиг. 3 - вид сверху роторной пары по фиг. 2 с вырывом по линии III-III по фиг. 2,
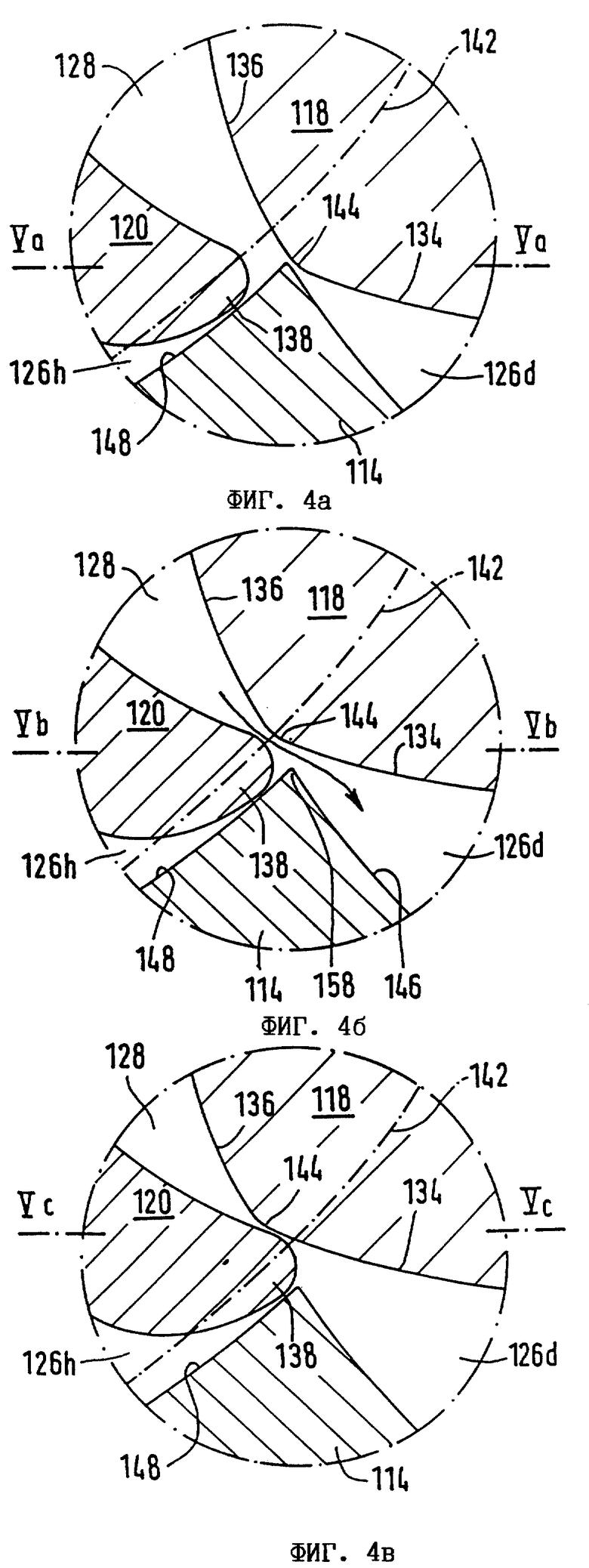
на фиг. 4а-4в - вырез по фиг. 2 в увеличенном масштабе, причем роторы занимают различные положения вращения,
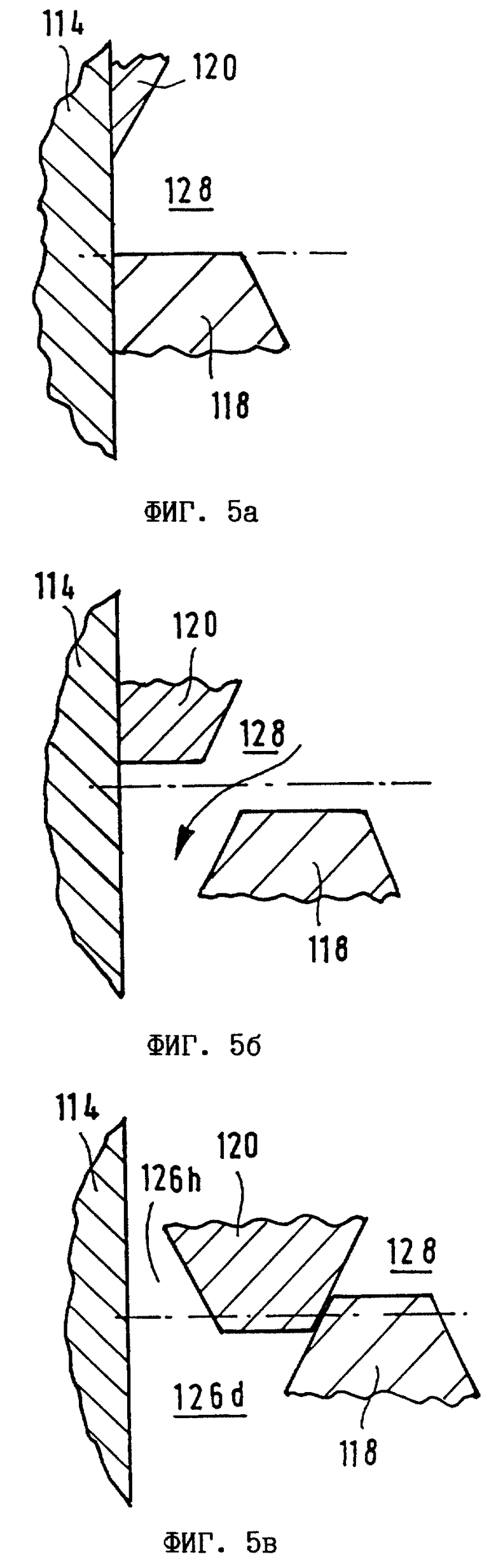
на фиг. 5а-5в - схематичное изображение разреза соответственно по фиг. 4а-4в,
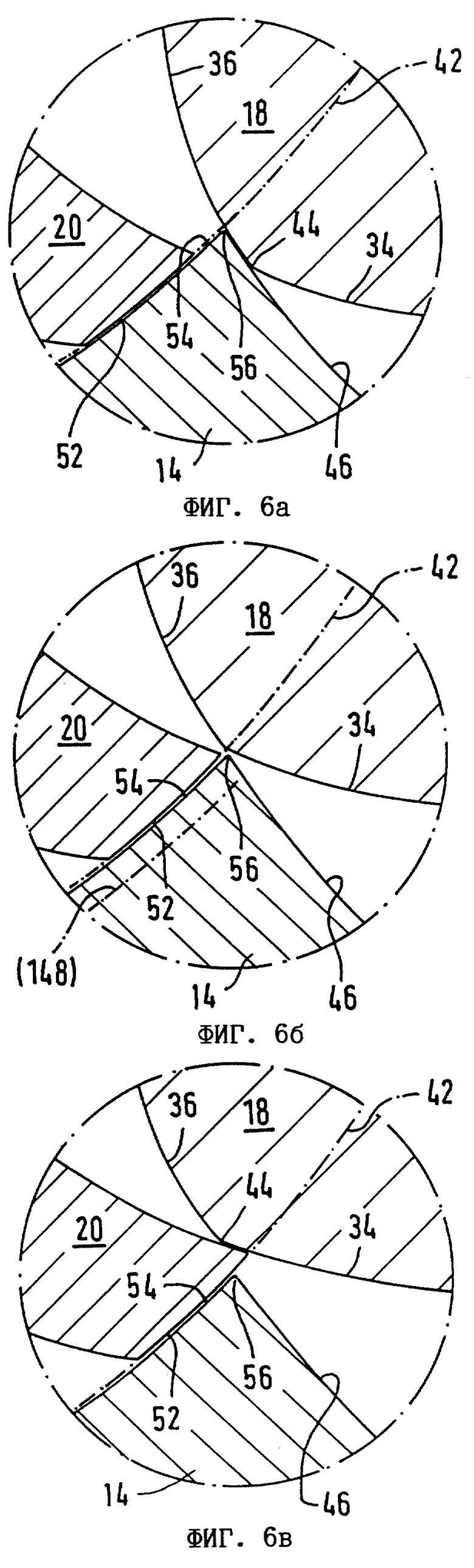
на фиг. 6а-6в - вырез по фиг. 1 в увеличенном масштабе, причем роторы занимают различные положения вращения,
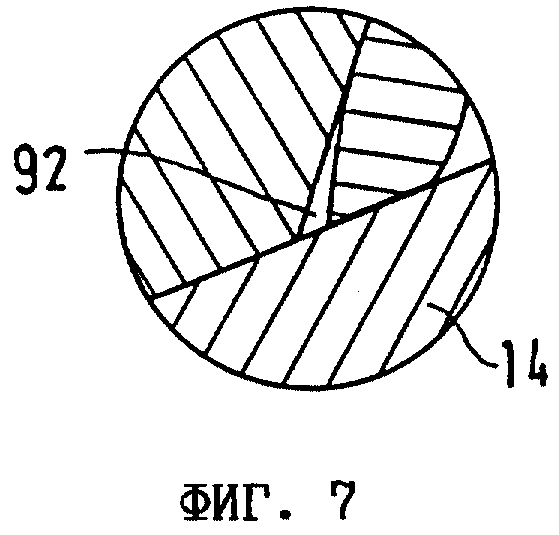
на фиг. 7 - щель утечки, ограничиваемая роторами и корпусом по фиг. 1,
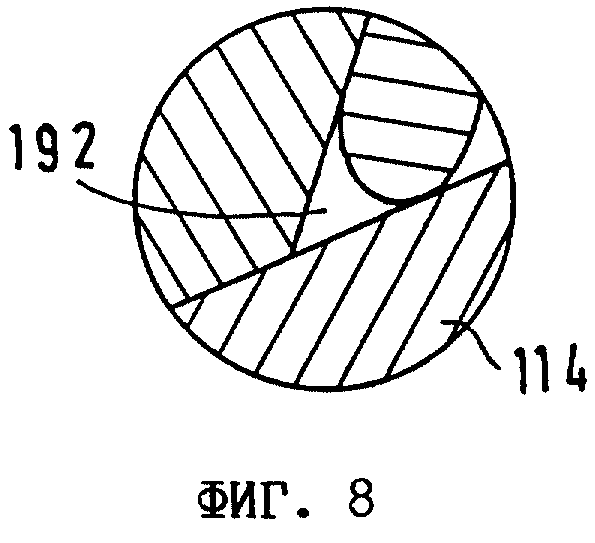
на фиг. 8 - щель утечки, ограничиваемая роторами и корпусом по фиг. 2,
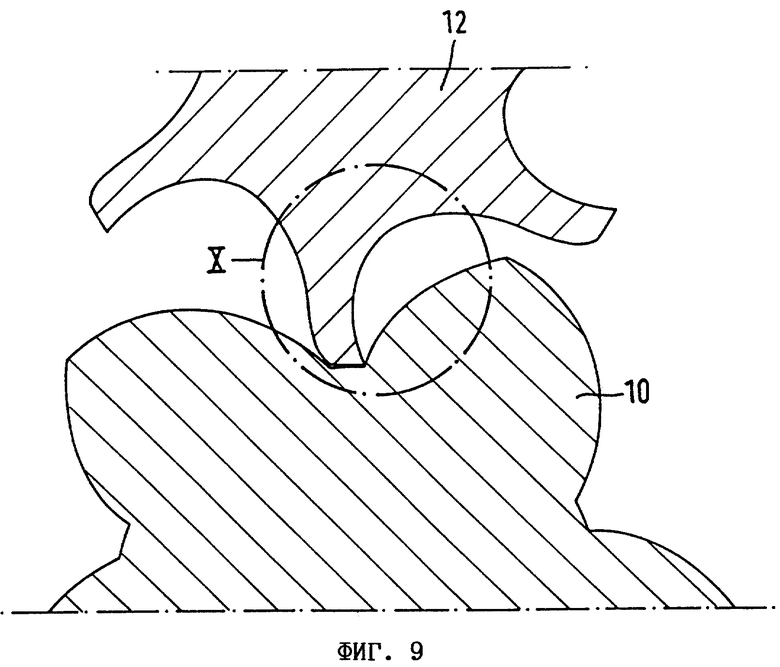
на фиг. 9 - разрез роторной пары по фиг. 1 в еще одном положении зацепления роторов,
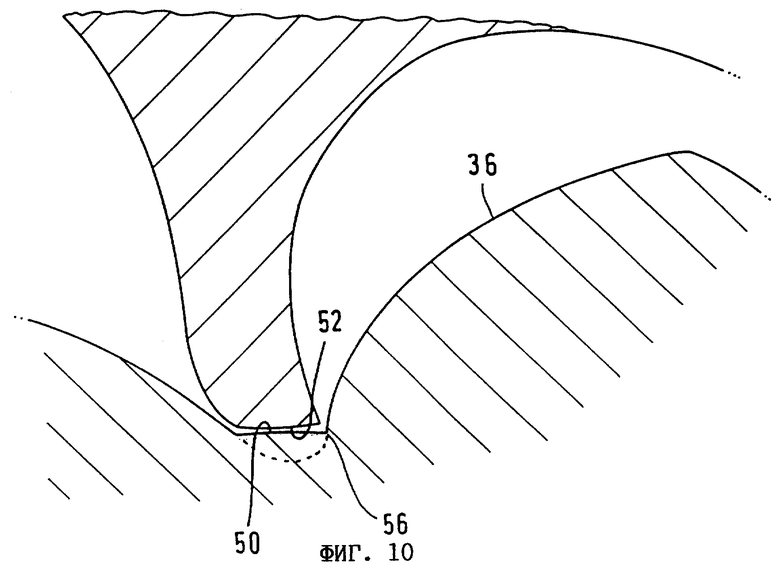
на фиг. 10 - вырез по фиг. 9 в увеличенном масштабе,
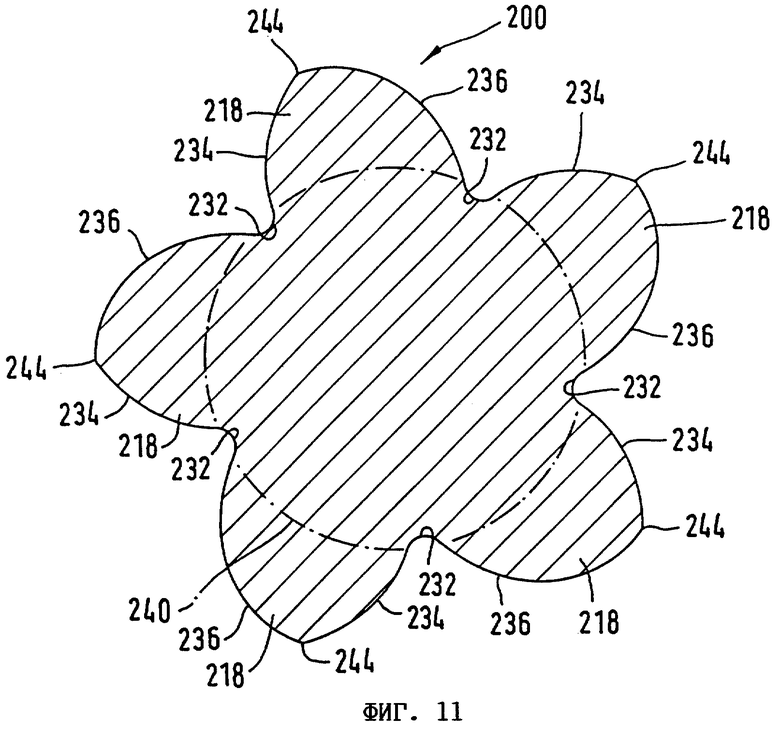
на фиг. 11 - мастер-ротор для изготовления одного из роторов по фиг. 1,
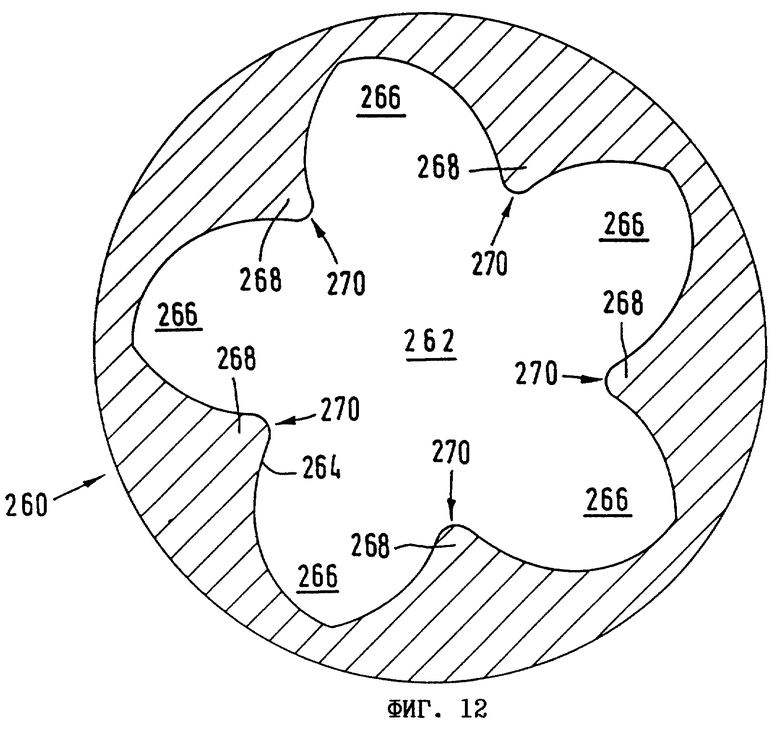
на фиг. 12 - заготовка для литейной формы с геометрией, воспроизведенной с мастер-ротора по фиг. 11,
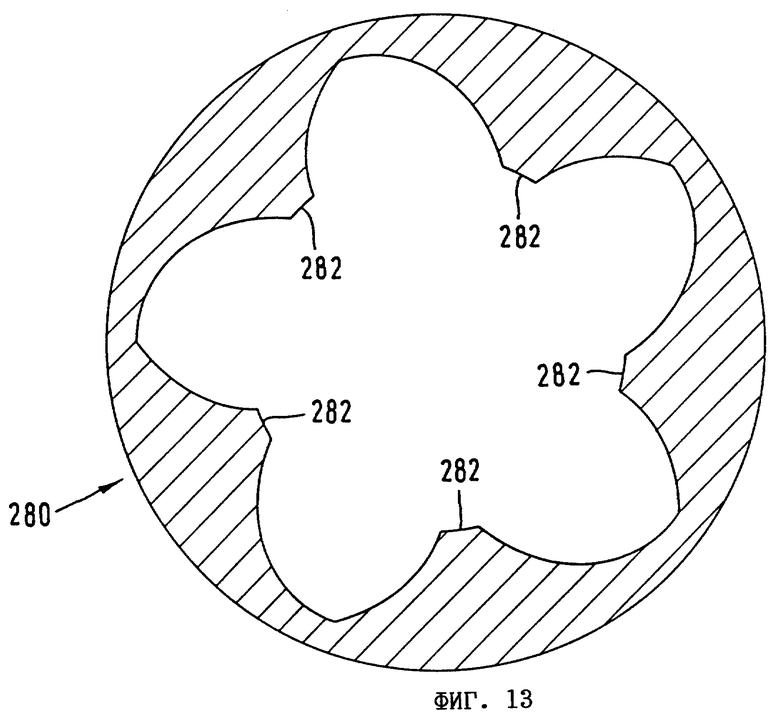
на фиг. 13 - литейная форма, полученная путем расточки заготовки для литейной формы по фиг. 12, и
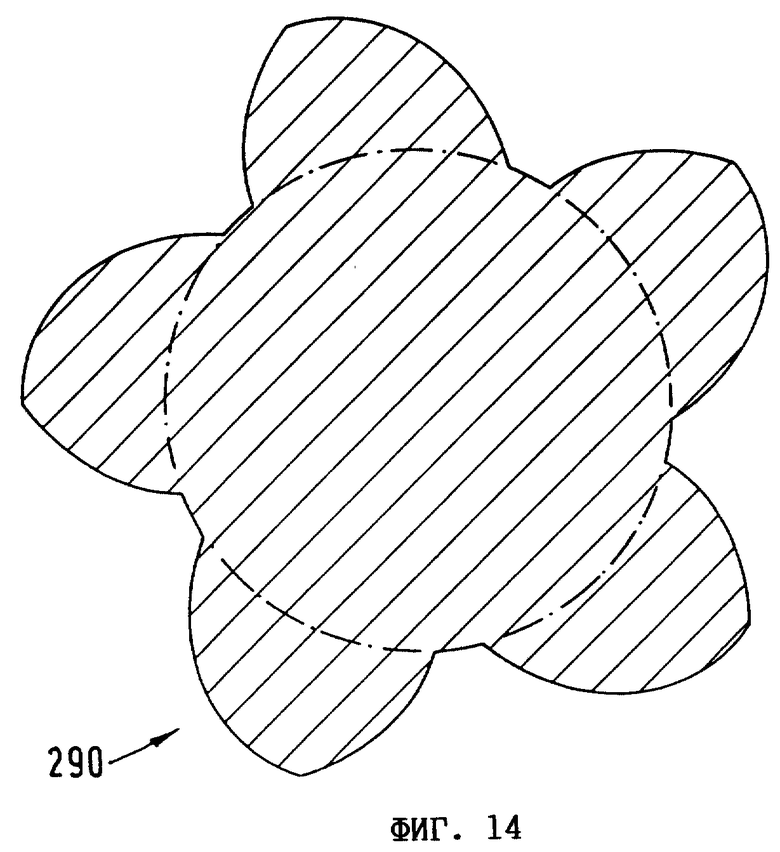
на фиг. 14 - ротор, изготовленный в литейной форме по фиг. 13.
На фиг. 1 показан винтовой компрессор 16, имеющий изготовленный согласно изобретению первый - ведущий - ротор 10 и второй - ведомый - ротор 12, которые установлены в общем корпусе 14. Оба ротора 10, 12 взаимодействуют друг с другом в корпусе 14 таким образом, что воздух нагнетается в аксиальном направлении и сжимается. Ведущий ротор 10 имеет пять винтовых зубьев 18, расположенных равномерно по его окружности с витком по длине ведущего ротора 10 приблизительно в 240o. Ведомый ротор 12, находящийся в зацеплении с ведущим ротором 10, имеет шесть винтовых зубьев 20 с витком по длине ведомого ротора 12 приблизительно в 180o.
Оба ротора 10, 12 окружены первым 22, соответственно вторым 24 участками корпуса 14 таким образом, что боковые стороны 34, 36 зубьев 18 ведущего ротора 10 и боковые стороны зубьев 20 ведомого ротора 12 с первым 22 и вторым 24 участками корпуса образуют камеры 26a-26d и соответственно 26e-26h вытеснения. На участке перед выпускным отверстием винтового компрессора 16 между боковыми сторонами 34, 36 зубьев 18 ведущего ротора 10 и боковыми сторонами зубьев 20 ведомого ротора 12 образуется камера 28 выталкивания. Далее, перед впускным отверстием образована камера 30 всасывания.
Коэффициент полезного действия показанного на чертеже винтового компрессора 16 существенно зависит от непроницаемости камер 26a-26h вытеснения, камеры 28 выталкивания и камеры 30 всасывания, причем параметры уплотнения находящихся во взаимном зацеплении зубьев 18, 20 оказывают большое влияние на коэффициент полезного действия винтового компрессора 16.
Для пояснения условий уплотнения и прохождения потока на фиг. 2-5 и 8 изображен винтовой компрессор 116 согласно известному уровню техники. Известный винтовой компрессор 116 отличается от винтового компрессора 16 с ротором 10, изготовленным согласно изобретению, существенными особенностями формы ротора. Для наглядности элементы винтового компрессора 116, которым соответствуют элементы винтового компрессора 16, обозначены позициями, номера которых увеличены на 100 по сравнению с номерами позиций по фиг. 1.
Пространственное оформление камер 126a-126h вытеснения поясняется на фиг. 3. Камеры 126a-126h определяются боковыми сторонами 134, 136 зубьев 118, 120 ведущего ротора 110, соответственно ведомого ротора 120 совместно с соответствующим участком 122, 124 корпуса. Зубья имеют винтовую форму и некоторой своей частью проходят по всей длине роторов 110, 112. Во время работы в результате противоположно направленного вращения роторов 110, 112 объем отдельных камер непрерывно изменяется, причем боковые стороны 134, 136 зубьев, циклически чередуясь, последовательно ограничивают камеры 126a-126h вытеснения, камеры 128 выталкивания и камеры 130 всасывания. Последовательно друг за другом соответствующие две камеры вытеснения объединяются в одну камеру выталкивания, снова открываясь после выталкивания сжатого газа и образуя камеру всасывания. В завершение боковые стороны зубьев образуют две раздельные камеры вытеснения.
Если, например, роторы 110, 112 по фиг. 2 повернутся на несколько угловых градусов по указанным стрелками А и В направлениям вращения, то камеры 126d и 126h вытеснения объединятся в одну камеру выталкивания. При этом одновременно объем имеющейся камеры 128 выталкивания уменьшится, за счет чего повышенное давление будет выталкивать заключенный в камеру 128 газ. Одновременно с этим увеличивается объем камеры 130 всасывания, которая проходит со стороны всасывания винтового компрессора 116. При этом происходит всасывание сжимаемого газа.
Изображенный на фиг. 2 ведущий ротор 110 изготовлен способом резания и имеет поэтому у основания зубьев закругленные углубления 132. Эти углубления 132 необходимы для того, чтобы можно было обрабатывать инструментом боковые стороны 134, 136 зубьев. С целью обеспечить при зацеплении зубьев плотный обкат ведущего 110 и ведомого 112 роторов, ведомый ротор 112 на каждом из своих зубьев 120 имеет скругленный выступ 138, который при зацеплении обоих роторов 110, 112 входит в соответствующее углубление 132 ведущего ротора 110.
Углубления ведущего ротора 110 находятся внутри его начальной окружности 140. Соответственно этому выступы 138 ведомого ротора 112 выходят за пределы его начальной окружности 142.
Условия прохождения потока в зоне зацепления (позиция IV на фиг. 2), устанавливающиеся при зацеплении обоих роторов 110, 112, показаны на фиг. 4а-4в, причем образующиеся в результате условия уплотнения и прохождения потока показаны на фиг. 5а-5в.
Во время вращения обоих роторов 110, 112 зубья 118 ведущего ротора 110 движутся своей ограничивающей боковые стороны 134, 136 зубьев вершинной линией 144 вдоль цилиндрической поверхности 146 первого участка 122 корпуса. Соответствующим образом выступы 138 зубьев 120 ведомого ротора 112 движутся вдоль второй цилиндрической поверхности 148 второго участка 124 корпуса. Выступы 138 и вершинные линии 144 образуют своими соответствующими цилиндрическими поверхностями 146, 148 уплотнения. Благодаря этому камеры 126d, 146h вытеснения и камера 128 выталкивания отделены друг от друга (фиг. 4а, 5а). Однако при продолжении вращения роторов зубья принимают изображенное на фиг. 4б положение, в котором вершинная линия 144 зуба 118 ведущего ротора 110 уже не образует более с цилиндрической поверхностью 146 уплотнения. Сжатый газ может в этом положении вытекать из камеры 128 выталкивания обратно в камеру 126 вытеснения. Обратный поток изображен на фиг. 5б стрелкой. И только когда роторы 110, 112 повернутся до показанного на фиг. 4в положения, а зуб 120 ведомого ротора 112 войдет в контакт с зубом 118 ведущего ротора 110, образованная из камеры вытеснения новая камера выталкивания 128 будет уплотнена.
В отличие от известного уровня техники ведущий ротор 10 согласно настоящему изобретению (фиг. 1) вместо закругленных углублений имеет первые цилиндрические поверхности 50, расположенные на его начальной окружности 40. Соответственно этому ведомый ротор 12 имеет вторые цилиндрические поверхности 52, расположенные на его начальной окружности 42.
Условия прохождения потока и уплотнения, обеспечиваемые применением ротора согласно изобретению, изображены на фиг. 6а-6в. C целью обеспечить уплотнение между роторами 10, 12 и корпусом 14 зубья 18 ведущего ротора 10 образуют с цилиндрической поверхностью 46 корпуса 14 первые уплотнения, в то время как вторые цилиндрические поверхности 52 зубьев 20 ведомого ротора 12 образуют со второй цилиндрической поверхностью 54 корпуса 14 вторые уплотнения. Поскольку ведомый ротор 12 при прочих неизменных условиях обката имеет меньший диаметр, чем ведомый ротор 112 согласно уровню техники, ребро 56 корпуса, определяемое пересечением цилиндрических поверхностей 46 и 54, расположено ближе к точке, в которой зубья 18, 20 обоих роторов 10, 12 входят в зацепление, чем соответствующее ребро 158 согласно известному уровню техники (фиг. 6б). За счет этого уменьшается щель утечки.
Кроме того, зубья 20 ведомого ротора 12 сразу же входят в зацепление с зубьями 18 ведущего ротора 10, поскольку ведомый ротор 20 не имеет скругленных выступов на головках зубьев (фиг. 6в).
Поэтому щель утечки, кратковременно открывающаяся в каждом заходе при вхождении зубьев в зацепление, вновь закрывается значительно быстрее, чем в устройстве согласно известному уровню техники.
Сравнение размера щелей утечки можно произвести на основе фиг. 7 и 8. На фиг. 7 изображена щель 92 утечки, которая образуется в случае ротора согласно настоящему изобретению. На фиг. 8 изображена щель 192 утечки, которая открывается у роторов согласно известному уровню техники. Поскольку размер щели утечки является определяющим для устанавливающихся потерь, связанных с обратным потоком, то это сравнение позволяет ясно видеть, что при соответствующем выполнении роторов коэффициент полезного действия винтового компрессора может быть значительно улучшен.
На фиг. 9 и 10 показаны роторы по фиг. 1 в положении, соответствующем их дальнейшему повороту. Очевидно, что первая и вторая цилиндрические поверхности 50, 52 обеспечивают и при взаимном зацеплении обоих роторов надежное уплотнение. Обе цилиндрические поверхности 50, 52 непрерывны так, что образующийся между ними при обкате в соседних заходах зазор имеет постоянную ширину. Непрерывная цилиндрическая поверхность 50 образует с боковой стороной 36 зуба винтовую линию 56, представляющую собой острую кромку, которая позволяет уменьшить потери, связанные с обратным потоком.
На фиг. 11-14 поясняется способ производства литейной формы для изображенного на фиг. 1 ротора и способ производства ротора с помощью такой формы.
На фиг. 11 показан мастер-ротор 200, имеющий соответственно изготавливаемому с его помощью ведущему ротору пять винтовых зубьев 218. Боковые стороны 234, 236 зубьев имеют контур, который в зоне между образованной боковыми сторонами 234, 236 вершинной линией 244 и начальной окружностью 240 мастер-ротора 200 имеет такой же контур, что и зубья ведущего ротора 10 согласно изобретению и ведущего ротора 110 согласно известному уровню техники. Поскольку мастер-ротор 200, равно как и ведущий ротор 110 согласно уровню техники, изготовлен резанием из заготовки для мастер-ротора, то он имеет закругленные углубления 232 ниже начальной окружности 240.
Изготовленный таким образом мастер-ротор вначале укладывают в опоку и заполняют образованную между опокой и мастер-ротором полость формовочным материалом, который непосредственно за этим отверждают. В отвержденном состоянии формовочный материал образует заготовку 260 для литейной формы.
После отверждения формовочного материала мастер-ротор извлекают из заготовки 260 для литейной формы, в которой остается полость 262. Контур 264 полости 262 имеет винтовые углубления 266, внутренняя геометрия которых соответствует наружной геометрии зубьев ведущего ротора. Между углублениями 266 расположены винтовые выступы 268.
Заготовку 260 для литейной формы устанавливают для дальнейшей обработки на токарном станке, на котором с выступов 268 расточкой удаляют скругленные формовочные вершины 270. В результате такой обработки получают литейную форму 280, имеющую в полости винтовые непрерывные цилиндрические поверхности 282.
Заполняя показанную на фиг. 13 литейную форму соответствующим материалом и отверждая его, можно получить показанный на фиг. 14 ведущий ротор 290, геометрия которого совпадает с геометрией ведущего ротора 10, изображенного на фиг. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВОЙ КОМПРЕССОР С РЕГУЛИРУЕМЫМ ОБЪЕМОМ ПОДАЧИ | 1996 |
|
RU2154194C2 |
| КОМПРЕССОРНАЯ УСТАНОВКА И СПОСОБ СЖАТИЯ ГАЗА В НЕЙ | 1995 |
|
RU2153601C2 |
| ВИНТОВОЙ КОМПРЕССОР С КОНИЧЕСКИМИ РОТОРАМИ | 2011 |
|
RU2463482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВОГО КОМПРЕССОРА | 1992 |
|
RU2065085C1 |
| РОТАЦИОННЫЙ ВИНТОВОЙ КОМПРЕССОР | 1993 |
|
RU2107192C1 |
| РОТОР ВИНТОВОГО КОМПРЕССОРА | 2000 |
|
RU2178836C2 |
| ПРОФИЛЬ РОТОРА ВИНТОВОГО КОМПРЕССОРА | 2010 |
|
RU2457362C1 |
| ВИНТОВОЙ КОМПРЕССОР С РЕГУЛЯТОРОМ ПРОИЗВОДИТЕЛЬНОСТИ | 2009 |
|
RU2418193C1 |
| ВИНТОВОЙ КОМПРЕССОР | 2009 |
|
RU2446314C2 |
| ВИНТОВОЙ КОМПРЕССОР | 2010 |
|
RU2447322C1 |
Изобретение относится к способу производства роторов винтовых компрессоров, способу производства литейной формы для такого ротора к изготавливаемому этими способами ротору с винтовыми зубьями для винтового компрессора. Способ производства роторов винтовых компрессоров включает изготовление воспроизводящего форму винтовых зубьев мастер-ротора, изготовление заготовки для литейной формы, изготовление ротора и извлечение ротора из формы. Изготовление заготовки для литейной формы осуществляют путем воспроизведения в ней формы мастер-ротора. Ротор изготавливают путем воспроизведения конфигурации литейной формы заполнением ее полости текучим материалом для ротора и отверждением этого материала. После изготовления заготовки для литейной формы осуществляют съем материала с этой заготовки для создания корректирующих участков. Создаваемые при изготовлении мастер-ротора закругленные углубления в зоне основания зубьев корректируют удалением скругленных формовочных вершин в заготовке для литейной формы, образовавшихся благодаря углублениям мастер-ротора. Описан также способ производства литейной формы для ротора и ротор с винтовыми зубьями для винтового компрессора. Изобретение позволяет изготавливать роторы более простым способом, значительно уменьшающим щель утечки, и повысить КПД винтового компрессора. 3 с. и 2 з.п. ф-лы, 14 ил.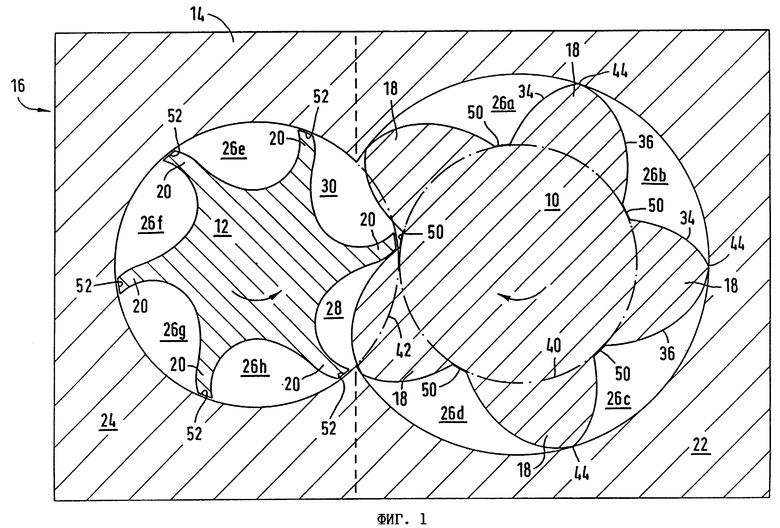
| DE 3903067 A1, 09.08.1990 | |||
| GB 1443505 A, 21.07.1976 | |||
| DE 3506475 A1, 28.08.1986 | |||
| DE 4035534 A1, 14.05.1992 | |||
| US 3787154 A, 22.01.1974 | |||
| US 3877846 A, 15.04.1975 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ изготовления изделий по моделям | 1980 |
|
SU937175A1 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |

