Изобретение относится к элементам оптических схем, преобразующих распределение интенсивности в световом пучке и к способам их изготовления, и может быть использовано в оптике, оптоэлектронике и в лазерных технологиях.
Известен оптический фильтр с коэффициентом пропускания, изменяющимся по радиальному закону [1], который может быть использован как преобразователь распределения интенсивности в световом пучке.
Известен оптический элемент, преобразующий параллельные световые пучки круглого поперечного сечения с максимумом интенсивности в центральной части, в пучки, имеющие смещенный на периферию максимум интенсивности [2]. Элемент содержит две преломляющие конические поверхности и отражающую цилиндрическую поверхность.
Известен способ изменения поперечного сечения лазерного пучка [3] заключающийся в том, что круговой оптический пучок, например пучок лазера на парах меди, преобразуется в пучок, имеющий профиль отличный от кругового, к примеру, в квадратный или треугольный. Это достигается использованием одиночного оптического зеркала, имеющего отражательную поверхность, сделанную согласно специально выведенной формуле, так чтобы производить необходимую трансформацию без какой-либо заметной потери света, и без какого-либо существенного изменения профиля интенсивности кругового пучка, имеющего существенно однородный профиль распределения интенсивности.
Известен способ изготовления линз путем формирования тела линзы из жидкого фотополимера с последующей фотополимеризацией под воздействием ультрафиолетового излучения [4].
Известен способ [5] изготовления стеклянного пленочного зеркала высокого оптического качества, заключающийся в плавлении тонкой стеклянной заготовки до образования жидкой пленки, формировании из пленки оптической поверхности заданной кривизны путем создания перепада давлений и (или) электростатическими силами, последующим охлаждением пленки и нанесением на нее зеркального слоя.
Недостатком зеркала, используемого в способе изменения поперечного сечения лазерного пучка [3] , является то, что оно не может трансформировать гауссов световой пучок в пучок с кольцевым или прямоугольным распределением интенсивности. Недостаток способа изготовления стеклянного пленочного зеркала высокого оптического качества [5] состоит в том, что он трудноприменим для изготовления небольших (сопоставимых с типичными диаметрами лазерных пучков) зеркал со сложным профилем поверхности (с переменным по величине и знаку радиусом кривизны).
Целью изобретения является расширение диапазона видов (законов) распределения интенсивности в световом пучке, в который оптический элемент трансформирует исходный гауссов пучок, и упрощение процесса его изготовления.
Поставленная цель достигается использованием в качестве оптического элемента зеркала специальной формы, получаемого путем возбуждения лазерным пучком в слое жидкого фотополимера термокапиллярной (ТК) конвекции [6], вызывающей динамическую деформацию его свободной поверхности в виде радиально-симметричного термокапиллярного прогиба, фиг. 1, с дальнейшим фиксированием профиля поверхности фотополимера источником ультрафиолетового излучения и нанесением зеркального покрытия. Путем варьирования мощности лазера, толщины слоя жидкого фотополимера и его реологических свойств, могут быть получены поверхности с разным профилем, дающие различные радиальные распределения интенсивности в отраженном от них пучке.
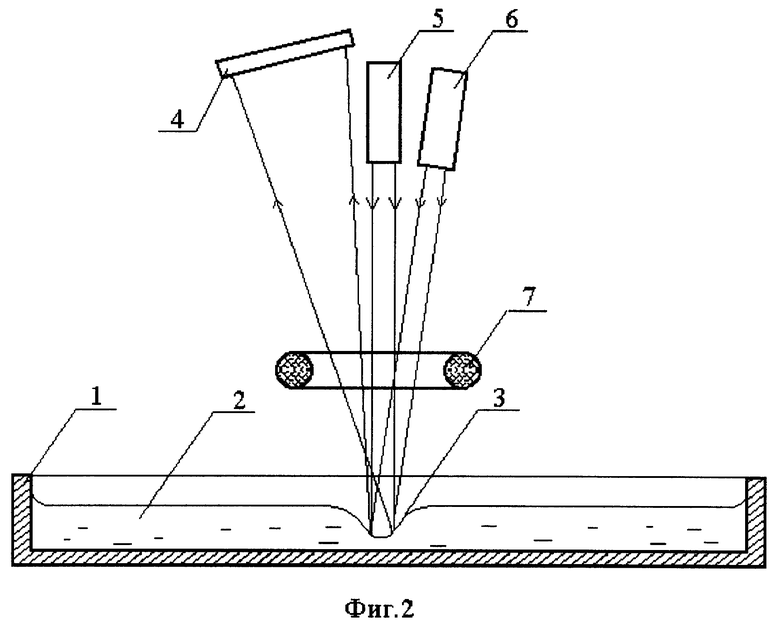
Описываемый способ поясняется на фиг. 2, где показана его принципиальная схема.
Здесь 1 - сосуд; 2 - фотополимер с добавкой красителя, хорошо поглощающего излучение лазера 5, индуцирующего термокапиллярную конвекцию в фотополимере, которая приводит к образованию термокапиллярного прогиба 3; 4 - экран, на который проецируется картина распределения интенсивности в пучке сканирующего лазера 6, отраженном от термокапиллярного прогиба; 7 - ультрафиолетовая лампа-вспышка.
Процесс изготовления зеркала-трансформатора состоит из следующих этапов. На первом этапе индуцирующим лазером в слое фотополимера формируют термокапиллярный прогиб, и одновременно, с целью контроля трансформирующих свойств отражающей поверхности прогиба, на него направляют слабый пучок зондирующего лазера. Картину распределения интенсивности в трансформированном, отраженном от ТК прогиба, пучке зондирующего лазера наблюдают на экране, помещенном в поперечном сечении его каустики. Необходимые трансформирующие характеристики жидкой поверхности достигаются путем изменения мощности индуцирующего лазера, толщины слоя фотополимера или его реологических свойств. По достижении заданных оптических характеристик прогиба переходят ко второму этапу, на котором весь объем фотополимера полимеризуют с помощью вспышки ультрафиолетовой лампы. На заключительном этапе на твердую поверхность фотополимера наносят отражающее покрытие.
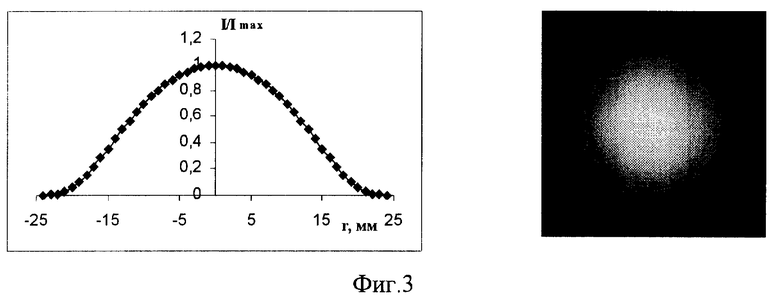
Пример. На фиг. 3 представлена фотография исходного гауссова пучка He-Ne лазера в поперечном сечении и зависимость распределения интенсивности от расстояния от центра пучка.
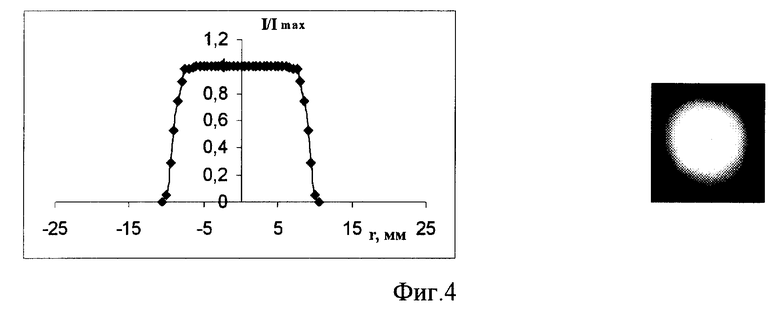
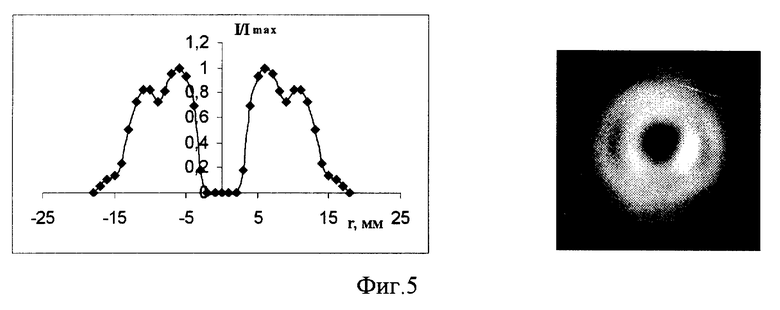
На фиг. 4, фиг. 5, представлена серия фотографий гауссова пучка того же лазера в поперечном сечении и соответствующие зависимости распределения интенсивности от расстояния от центра пучка в случае преобразовании его предлагаемыми оптическими элементами с различным профилем отражающей поверхности.
Таким образом, предлагаемый оптический элемент и способ его изготовления обладают следующими преимуществами: благодаря наличию единственной отражающей поверхности специальной формы преобразование распределения в пучке происходит с минимальными потерями его мощности; параметры оптических элементов контролируют в процессе изготовления; возможно изготовление оптических элементов, дающих различные распределения интенсивности в световом пучке.
ЛИТЕРАТУРА
1. A.с. N566224, G 02 B 5/22, 1977, БИ N27.
2. A.с. N 1318964, G 02 B 5/04, 1985, БИ N 23.
3. US 5473475 A, G 02 B 5/08, 1995.
4. Keiichiro Kagawa, Tsuyoshi Konishi, Jun Tanida and Yoshiki Ichioka. Photofabrication in optical system fabrication., ICO17, Technical Digest.
5. A.c. N 1303962, G 02 B 5/12, 1987, БИ N 14.
6. Безуглый Б.А. Капиллярная конвекция, управляемая тепловым действием света, и ее применение в способах регистрации информации. Дисс...к.ф.-м.н., МГУ, М., 1983.
Зеркало-трансформатор светового пучка с гауссовым распределением интенсивности в пучок с заданным распределением интенсивности имеет профиль радиально-симметричного термокапиллярного прогиба. При изготовлении зеркала-трансформатора профиль отражающей поверхности формируют поглощаемым в слое жидкого фотополимера пучком индуцирующего лазера путем возбуждения в слое термокапиллярной конвекции, приводящей к деформации свободной поверхности фотополимера в виде термокапиллярного прогиба. Одновременно контролируют трансформирующие свойства поверхности прогиба по распределению интенсивности в отраженном от него слабом пучке зондирующего лазера. Характеристики прогиба получают путем варьирования мощности индуцирующего лазера, толщины слоя фотополимера или его реологических свойств. Затем весь объем фотополимера полимеризуют с помощью вспышки ультрафиолетовой лампы, после чего наносят отражающее покрытие. Обеспечивается расширение диапазона видов распределения интенсивности в световом пучке и упрощение процесса изготовления. 2 с.п. ф-лы, 5 ил.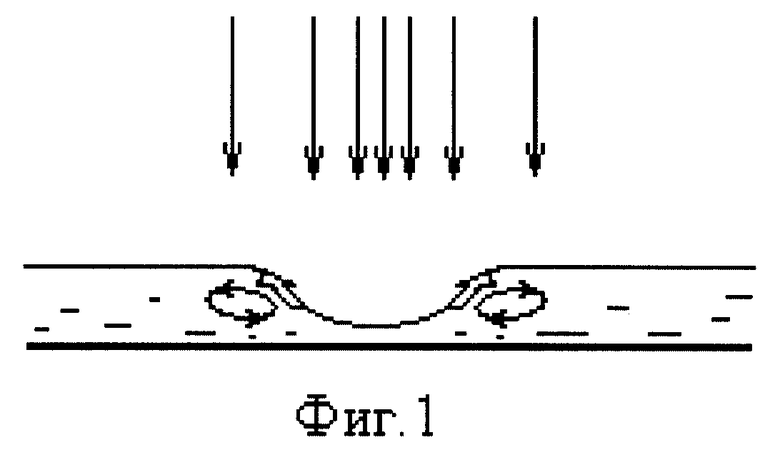
| US 5473475 А, 05.12.1995 | |||
| Способ изготовления стеклянного пленочного зеркала | 1985 |
|
SU1303962A1 |
| УПЛОТНЕНИЕ ДЛЯ ГЕРМЕТИЧНЫХ БЛОКИРОВОЧНЫХ СОЕДИНЕНИЙ | 1990 |
|
RU2044948C1 |
| GB 2062282 А, 20.05.1981 | |||
| US 5745286 А, 28.04.1998. | |||

