Изобретение относится к области машиностроения и может быть использовано для пломбирования различных модулей с товарно-материальными ценностями (ящики, контейнеры и т. п.), помещений, грузовых транспортных средств.
Известна пломба-запор (патент РФ N 2053570, кл. E 05 В 39/02), содержащая корпус со сквозным отверстием и полостью, запирающий элемент, выполненный в виде стержня с канавками и конусным концом, стопор в виде цанги, состоящей из двух подпружиненных отдельных лепестков, снабженных по внутренней поверхности поперечными канавками.
Основным недостатком указанного устройства является сложность конструкции, большая трудоемкость и материалоемкость при их изготовлении.
Известна пломба-запор (патент РФ N 2065623, кл. E 05 В 39/02), состоящая из корпуса и размещеннного внутри его полости стопора в виде цанги, гибкого запирающего элемента, состоящего из троса и закрепленного на его конце жесткого стержня, который стопорится внутри корпуса пломбы.
Основным недостатком указанного устройства является также сложность конструкции, большая трудоемкость и материалоемкость при изготовлении, необходимость выполнения дополнительных подворотов троса для исключения его провисания.
Устройство по патенту N 2065623 принято за прототип.
Задачей изобретения является упрощение конструкции, повышение технологичности изготовления, удобства эксплуатации и уменьшение трудовых и материальных затрат при изготовлении.
Техническое решение этой задачи состоит в том, что в пломбе, содержащей корпус с внутренней полостью и сквозное отверстие, гибкий запирающий элемент, вводимый в отверстие корпуса, стопор, выполненный в виде разрезной лепестковой цанги, установленный внутри корпуса с возможностью сопряжения с запирающим элементом, корпус и запирающий элемент выполнены из пластмассы, полость корпуса со стороны установки стопора глушится полностью или частично перемычкой, выполненной горячим тиснением прибыльной части корпуса у края полости, один конец запирающего элемента выполнен заодно с корпусом и снабжен разделительной канавкой в зоне соединения с корпусом, другой, свободный конец (хвостик) запирающего элемента имеет обнижение по сечению.
При этом цанга выполнена в виде металлической пластины с отбортовками по контуру, снабженной выступающими в зоне отверстия под углом с четырех сторон упругими пластинчатыми лепестками, обращенными острыми краями в сторону направления ввода запирающего элемента. Запирающий элемент выполнен цилиндрической формы либо в виде пластмассовой втулки с продольными прорезями. При этом запирающий элемент снабжен набором разнесенных по длине соосных конусных выступов, направленных узким сечением в сторону ввода запирающего элемента, заканчивающихся цилиндрическим упором перед утоненным хвостиком.
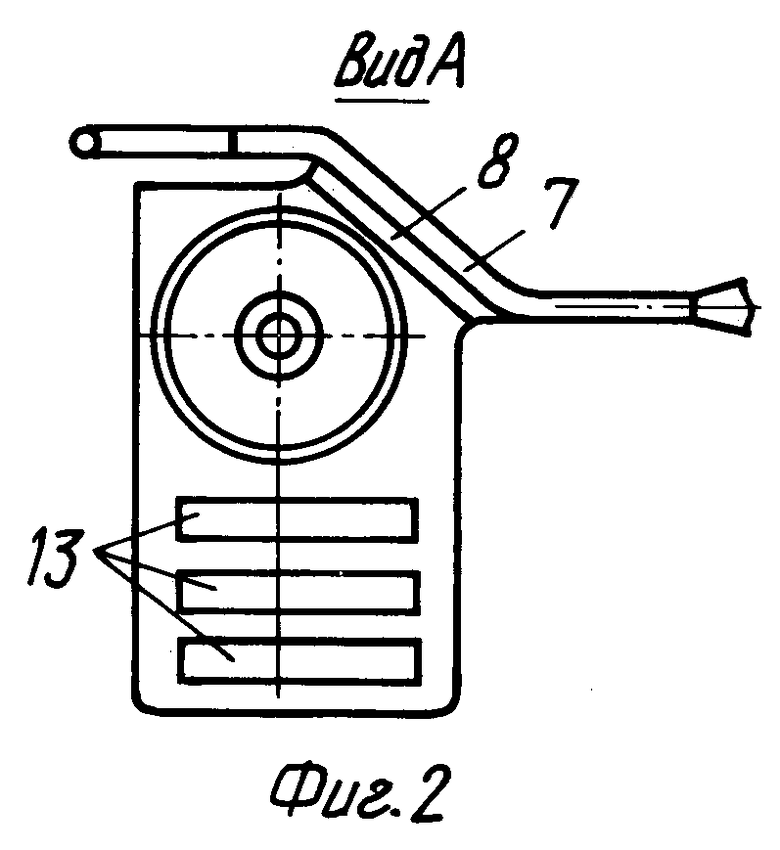
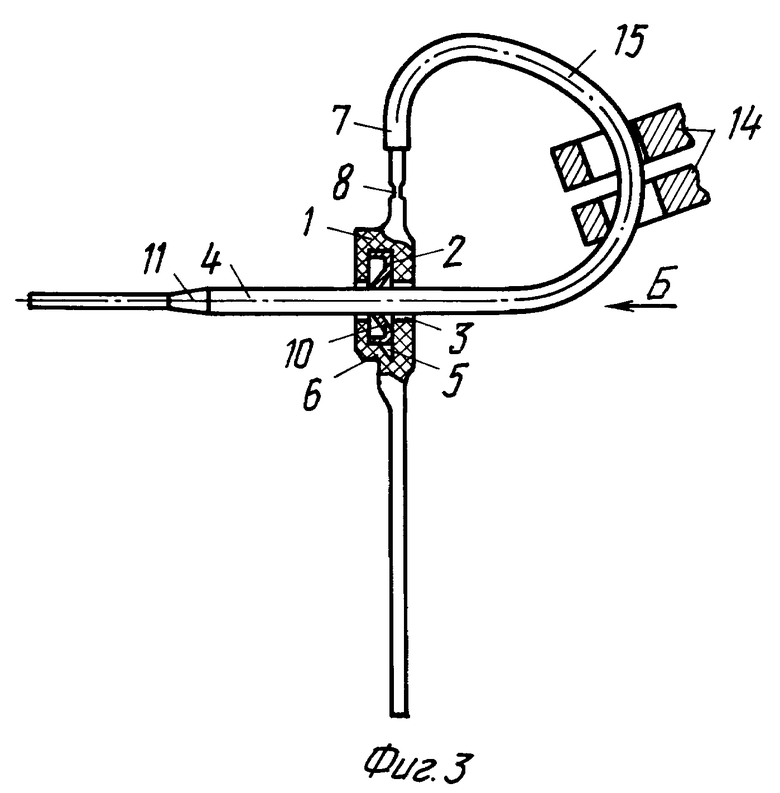
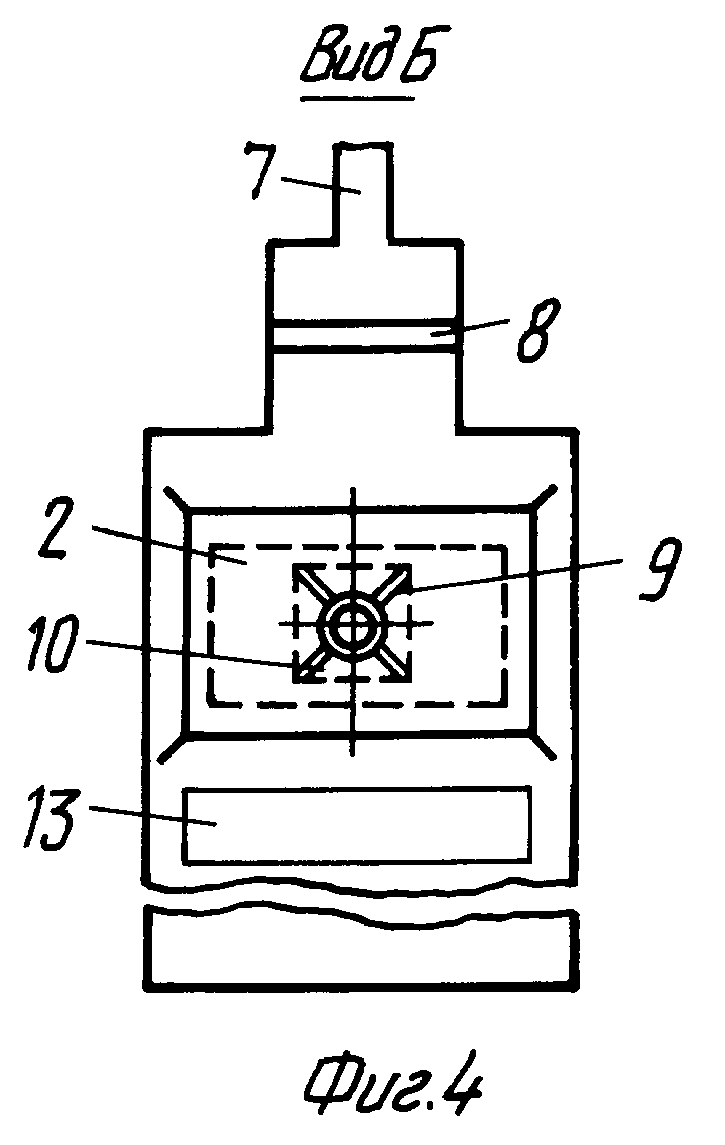
На фиг. 1 изображен общий вид пломбы в разрезе в состоянии запломбированного изделия в момент начала попытки вытянуть из корпуса запирающий элемент, на фиг. 2 показан вид по стрелке А на фиг. 1, на фиг. 3 изображена пломба с пластинчатой цангой, на фиг.4 - вид по стрелке Б на фиг. 3.
Пломба состоит из корпуса 1, выполненного из пластмассы, внутри которого размещен стопор в виде разрезной лепестковой цанги 2. Через сквозное отверстие 3 в корпусе 1 и через отверстие цанги 2 вводится запирающий элемент 4, также выполненный из пластмассы в виде гибкого сплошного стержня. Полость 5 корпуса 1 со стороны установки в него цанги 2 заглушена перемычкой (полностью - на фиг. 2 или частично - на фиг. 1, с образованием в этом случае отверстия для ввода запирающего элемента 4). Эта перемычка образована горячим тиснением прибыльной части 6 корпуса, которая заранее предусматривается в корпусе вблизи зоны тиснения у края полости 5 (возможен вариант использования для горячего тиснения отдельной от корпуса прибыльной части, например, в виде кольца, полоски).
Один конец 7 запирающего элемента 4 выполнен заодно с корпусом. При этом в зоне соединения с корпусом выполнено утонение в виде разделительной канавки 8. Соединение запирающего элемента 4 с корпусом может также быть выполнено горячим тиснением с образованием одновременно разделительной канавки 8.
Цанга 2 выполнена либо в виде пластмассовой втулки с продольными прорезями 9 и упругими лепестками 10 (фиг. 1) либо в виде металлической пластины 2 (фиг. 3, 4) с отбортовками по контуру пластины, снабженной выступающими в зоне отверстия под углом с четырех сторон упругими пластинчатыми лепестками 10, обращенными острыми краями в сторону направления ввода запирающего элемента. Лепестки 10 отделены друг от друга диагональными прорезями 9. Выступающая часть лепестков 10 расположена ниже плоскости отбортовки у контура пластины (на фигурах отбортовка показана, но не обозначена номером позиции).
На фиг. 1 запирающий элемент снабжен набором разнесенных по длине соосных конусных выступов 11, направленных узким сечением в сторону ввода в корпус запирающего элемента 1. На фиг. 3, 4 в пломбе с пластинчатой цангой 2 запирающий элемент 4 имеет по всей длине гладкую поверхность, например цилиндрическую, плавно переходящую по конической поверхности выступа 11 в обниженный хвостовик. Второй (свободный) конец запирающих элементов (хвостовик на фиг. не обозначен номером позиции) имеет утонение для свободного прохождения конца через отверстие цанги и для возможности создания дополнительно тянущего усилия на запирающий элемент при вводе в контакт с цангой утолщенной части запирающего элемента 4. При этом на утоненной части может быть выполнена насечка (изображена на фиг. 1).
Запирающий элемент 4 с конусными выступами 11 (фиг. 1) снабжен цилиндрическим упором 12, препятствующим вводу запирающего элемента 4 с противоположной стороны корпуса.
На плоскую часть корпуса 1 наносится маркировка 13 пломбы, указывающая необходимые реквизиты для идинтификации пломбы: буквенный код, порядковый номер, а также изменяемый логотип фирмы.
Пломбы выполняются различной цветовой гаммы, позволяющей облегчить отслеживание очередности в использовании пломб в соответствии с очередностью их изготовления с тем, чтобы исключить пролеживание пломб сверх установленных сроков годности, обеспечить попартионную поставку (без перемешивания партий) и учет, в том числе по порядковым номерам, по принадлежности определенным заводам-изготовителям и т.п.
Работа с пломбой выполняется следующим образом.
Пропускают свободный конец (хвостовик) запирающего элемента 4 через проушины 14 изделия, а затем вводят в корпус 1 на выход до образования минимальной петли 15. В процессе ввода хвостовик свободно проходит через отверстие цанги 2 до тех пор, пока не упрется в конический выступ 11 запирающего элемента 4. В этот момент цанга 2 перемещается в сторону движения запирающего элемента, пока не упрется своим бортом в корпус. При этом лепестки 10 цанги остаются в свободном пространстве корпуса, не касаясь торца корпуса.
Для пломбы с пластинчатыми лепестками (фиг. 3, 4) цанга 2 упирается в стену внутренней полости корпуса, т.к. перемычка, образованная прибыльной частью 6, находится сбоку.
Под действием конического выступа 11 лепестки 10 упруго отжимаются (на фиг. 1 и 2 - переодически на каждом выступе 11, а на фиг. 3, 4 - только один раз) и пропускают запирающий элемент на всю требуемую длину. В этом положении изделие становится запломбированным.
При попытке вытянуть запирающий элемент 4 из корпуса выступающая часть конусных выступов 11 (фиг. 1) упирается в торец упруго сомкнутых лепестков 10 и цанга 2 начинает перемещаться обратно до упора в перемычку, образованную прибыльной частью 6. С этого момента становится невозможным вытянуть запирающий элемент 4 из корпуса. Для пломбы с пластинчатыми лепестками 10 (фиг. 3 и 4) запирающий элемент 4 врезается в острые края лепестков 10, которые препятствуют дальнейшему вытаскиванию запирающего элемента 4.
Для санкционированного вскрытия пломбы достаточно разорвать зажимной элемент 4 по разделительной канавке 8 (или по стержневой части с той или другой стороны пружин 14 изделия).
Таким образом, предлагаемая пломба очень проста по конструкции, состоит из минимального количества деталей, выполнена полностью (или почти полностью) из пластмассы, которой можно придавать любую форму деталям с использованием многоместных пресс-форм, она легка по весу. Это позволяет изготавливать пломбы с высокой производительностью и с малыми затратами трудовых и материальных ресурсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОМБА (ВАРИАНТЫ) | 1999 |
|
RU2152499C1 |
| ПЛОМБА "СЕЗАМ" | 1999 |
|
RU2145444C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2155848C2 |
| ПЛОМБА | 1999 |
|
RU2156347C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО "КАПКАН" | 1999 |
|
RU2145377C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 1999 |
|
RU2156346C1 |
| ПЛАСТМАССОВАЯ ПЛОМБА-ЗАПОР | 2000 |
|
RU2181825C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО КОМБИ-1 | 1999 |
|
RU2156344C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО "КОМБИ-4" | 1999 |
|
RU2145376C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2155847C2 |
Пломба для повышения удобства эксплуатации содержит корпус и запирающий элемент, выполненные из пластмассы, а полость корпуса со стороны установки цанги глушится полностью или частично перемычкой, выполненной горячим тиснением прибыльной части корпуса у края полости. 1 з.п. ф-лы, 4 ил.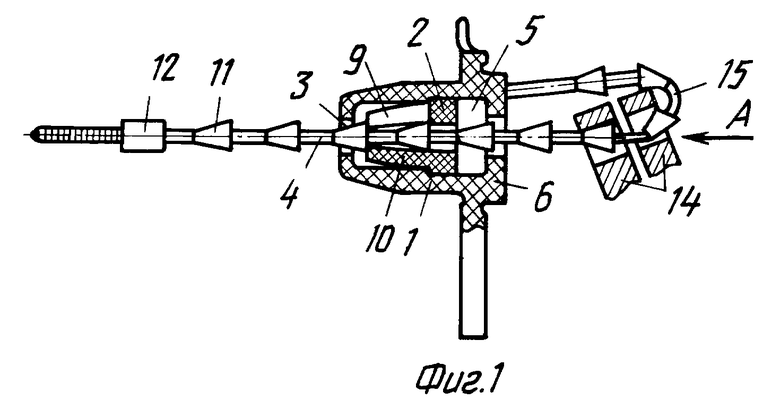
| ЭЛЕКТРИЧЕСКИЙ АППАРАТ С РУКОЯТКОЙ И БЛОКИРОВОЧНЫМ МЕХАНИЗМОМ | 1993 |
|
RU2065632C1 |
| US 5538300 A, 23.07.1996 | |||
| Объемная логическая головоломка | 1987 |
|
SU1498526A3 |

