Изобретение относится к области автоматики и радиоэлектроники, в частности к способам и устройствам формирования изображений, и может быть использовано при проектировании информационных табло и рекламных щитов с возможностью периодического автоматизированного изменения сформированных изображений.
Известен способ формирования изображений, заключающийся в формировании их из сборочных элементов, которые перемещают из места хранения в определенные позиции в формируемом изображении (Европатент ЕР 0846575, 1998 г., МКИ 6 B 44 F 11/04).
Известный способ является современным вариантом способа создания изображений в виде мозаики из множества элементов малых размеров, известного много столетий.
Недостатком известного способа является то, что сформированное изображение не может изменяться после создания, так как сборочные элементы скрепляются с основанием склеивающим веществом. Поэтому известный способ формирования изображений не пригоден для формирования многократно изменяющихся изображений.
По технической сущности наиболее близким к заявляемому изобретению является способ формирования изображений, заключающийся в формировании их из сборочных элементов, которые перемещают из места хранения в определенные позиции в формируемом изображении, и разборке изображения после использования, в процессе которой сборочные элементы помещают в место хранения с возможностью их последующего использования для сборки другого изображения, причем по меньшей мере один из сборочных элементов можно зрительно отличить от остальных (Патент США N 4505061, 1985 г., МКл 6 G 09 F 11/00).
В соответствии с известным способом сборочные элементы прикрепляют к вертикальной стенке корпуса.
Недостатком известного способа являются его ограниченные функциональные возможности, а именно сложность автоматизации формирования и разборки изображения. Это обусловлено тем, что при выполнении указанных операций необходимо перемещать сборочные элементы с точным позиционированием по трем координатам, прикреплять сборочные элементы к вертикальной стенке и снимать их с этой стенки. Использование автоматически управляемого манипулятора, выполняющего эти операции аналогично действиям человека, не обеспечит достаточно высокой скорости сборки и разборки изображения.
Известно устройство для формирования изображений, содержащее вертикальную стенку корпуса, к которой прикрепляются сборочные элементы (Патент США N 4505061, 1985 г., МКл 6 G 09 F 11/00).
Недостатком известного устройства являются его ограниченные функциональные возможности, а именно отсутствие автоматизации формирования и разборки изображений.
По технической сущности наиболее близким к заявляемым устройствам является устройство для формирования изображений, содержащее корпус, между первой и второй стенками которого образован промежуток для размещения сборочных элементов, которые образуют требуемое изображение (Патент США N 4214390, 1980 г., МКИ 6 G 09 F 9/30).
В известном устройстве первая стенка содержит отверстия. Сборочные элементы установлены между первой и второй стенками, так что часть поверхности каждого из них выступает наружу через отверстие в первой стенке. Сборочные элементы имеют участки поверхности, окрашенные разными цветами. Для формирования изображения в известном устройстве каждый сборочный элемент поворачивается в такое положение, чтобы через отверстие в первой стенке выступал участок его поверхности, имеющий нужный цвет.
Недостатком известного устройства являются ограниченные функциональные возможности из-за отсутствия автоматизации формирования изображения, вследствие чего сборочные элементы необходимо поворачивать в нужные позиции вручную. В результате формирование желаемого изображения требует больших затрат труда.
Техническим результатом настоящих изобретений является расширение функциональных возможностей за счет обеспечения автоматизации формирования и разборки изображения.
Для решения поставленной технической задачи в способе формирования изображений, заключающемся в формировании их из сборочных элементов, которые перемещают из места хранения в определенные позиции в формируемом изображении, и разборке изображения после использования, в процессе которой сборочные элементы помещают в место хранения с возможностью их последующего использования для сборки другого изображения, причем по меньшей мере один из сборочных элементов можно зрительно отличить от остальных, в процессе формирования изображения сборочные элементы последовательно перемещают в промежуток между двумя поверхностями и укладывают в нем рядами, а в процессе разборки изображения сборочные элементы извлекают из вышеуказанного промежутка.
Кроме того, в процессе формирования изображения ряды сборочных элементов укладывают, начиная с нижнего ряда и кончая верхним, причем после укладки каждых N1 рядов (где N1 - целое число) перемещают все собранные ряды в направлении от верхнего ряда к нижнему.
Помимо этого, в процессе формирования изображения каждый сборочный элемент перемещают из места хранения в заданную позицию укладываемого ряда сборочных элементов с применением воздушного потока.
Кроме того, в процессе формирования изображения перемещают все уложенные ряды сборочных элементов в направлении от верхнего ряда к нижнему с использованием силы тяжести.
Помимо этого, в процессе разборки изображения разбирают один за другим все ряды сборочных элементов, начиная с верхнего ряда и кончая нижним, причем после разборки каждых N2 рядов (где N2 - целое число) перемещают все оставшиеся ряды в направлении от нижнего ряда к верхнему.
Кроме того, в процессе разборки каждый сборочный элемент перемещают из разбираемого ряда сборочных элементов к месту хранения с применением воздушного потока.
Помимо этого, в процессе разборки изображения перемещают сборочные элементы к месту хранения под действием силы тяжести.
Кроме того, изображение формируют из сборочных элементов разных цветов, которые после использования сортируют по цветам.
Помимо этого, сортировку сборочных элементов по цветам по меньшей мере частично выполняют одновременно с разборкой изображения.
Кроме того, сортировку сборочных элементов по цветам выполняют после разборки изображения.
Помимо этого, сортировку сборочных элементов по цветам по меньшей мере частично выполняют одновременно с формированием следующего изображения.
Кроме того, одновременно формируют K частей изображения, где K - целое число.
Помимо этого, в процессе укладки каждого ряда сборочных элементов каждый из них сначала перемещают в начало этого ряда, а затем перемещают вдоль этого ряда до заданной позиции.
Кроме того, во время перемещения каждого сборочного элемента вдоль ряда ограничивают его смещение за пределы этого ряда.
Помимо этого, перемещение сборочного элемента вдоль ряда выполняют под действием силы тяжести.
Кроме того, во время перемещения сборочного элемента вдоль ряда ограничивают скорость его перемещения.
Кроме того, для решения поставленной технической задачи устройство для формирования изображений по первому варианту, содержащее корпус, между по меньшей мере первой и второй стенками которого образован промежуток для размещения сборочных элементов, которые образуют требуемое изображение, снабжено блоком сортировки и хранения, транспортером сборки и транспортером разборки с приводом транспортеров, блоком управления и полкой с приводом, расположенной в промежутке между первой и второй стенками, по меньшей мере одна из которых выполнена прозрачной, причем транспортер сборки и транспортер разборки связывают промежуток между первой и второй стенками с выходным и с входным отверстиями блока сортировки и хранения соответственно, при этом соответствующие выходы блока управления соединены с входом привода полки, входом привода транспортеров и входом блока сортировки и хранения, выход которого соединен со входом блока управления.
Помимо этого, блок сортировки и хранения содержит NC бункеров с узлами подачи (где NC - целое число), входной затвор, датчик цвета, компрессор сортировки, компрессор сборки, NC дефлекторов, коммутатор дефлекторов и коммутатор узлов подачи, причем компрессор сортировки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы от входного затвора, связанного с входным отверстием блока сортировки и хранения, к бункерам, каждый из NC дефлекторов установлен так, чтобы во включенном состоянии направлять движущийся от входного затвора сборочный элемент в соответствующий бункер, компрессор сборки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы от узлов подачи к выходному отверстию блоков сортировки и хранения, при этом выход датчика цвета соединен с выходом блока сортировки и хранения, ко входу которого подключены входы компрессора сортировки, компрессора сборки, входного затвора, коммутатора дефлекторов, и коммутатора узлов подачи, выходы которого соединены со входами соответствующих узлов подачи, а выходы коммутатора дефлекторов соединены со входами соответствующих дефлекторов.
Кроме того, по меньшей мере один из NC дефлекторов выполнен в виде управляемого пневматического сопла, связанного с источником сжатого воздуха.
Помимо этого, по меньшей мере один из NC дефлекторов выполнен в виде электромагнита с подвижным сердечником.
Кроме того, блок сортировки и хранения дополнительно снабжен ND датчиками положения (где ND - целое число) и блоком опроса датчиков положения, причем выход последнего соединен с дополнительным выходом блока сортировки и хранения, подключенным к дополнительному входу блока управления, а входы соединены с выходами соответствующих датчиков положения, расположенных с возможностью контроля движения сборочного элемента от входного затвора к бункерам.
Помимо этого, в устройство для формирования изображений введен датчик прохождения элемента, соединенный с соответствующим входом блока управления и установленный в транспортере сборки так, чтобы контролировать прохождение сборочного элемента.
Кроме того, вторая стенка имеет зеркальное покрытие на внутренней стороне.
Кроме того, для решения поставленной технической задачи устройство для формирования изображений по второму варианту, содержащее корпус, между первой и второй стенками которого образован промежуток для размещения сборочных элементов, которые образуют требуемое изображение, снабжено блоком сортировки и хранения, транспортером с приводом транспортера, промежуточным бункером, блоком управления и полкой с приводом, расположенной в промежутке между первой и второй стенками, по меньшей мере одна из которых выполнена прозрачной, причем транспортер связывает промежуток между первой и второй стенками с выходным отверстием блока сортировки и хранения, входное отверстие которого связано с промежуточным бункером, расположенным с возможностью перемещения в него сборочных элементов из промежутка между первой и второй стенками, при этом соответствующие выходы блока управления соединены с входом привода полки, входом привода транспортера и входом блока сортировки и хранения.
Помимо этого, блок сортировки и хранения содержит NC бункеров с узлами подачи (где NC - целое число), входной затвор, датчик цвета, компрессор сортировки, компрессор сборки, NC дефлекторов, блок управления сортировкой, коммутатор дефлекторов и коммутатор узлов подачи, причем компрессор сортировки установлен так, чтобы создаваемый им воздушный поток перемещал элементы от входного затвора, связанного с входным отверстием блока сортировки и хранения, к бункерам, каждый из NC дефлекторов установлен так, чтобы во включенном состоянии направлять движущийся от входного затвора сборочный элемент в соответствующий бункер, компрессор сборки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы от узлов подачи к выходному отверстию блока сортировки и хранения, при этом ко входу блока сортировки и хранения подключены вход компрессора сборки, вход запуска блока управления сортировкой и вход коммутатора узлов подачи, выходы которого соединены со входами соответствующих узлов подачи, соответствующие выходы блока управления сортировкой соединены со входом входного затвора, входом компрессора сортировки и входом коммутатора дефлекторов, выходы которого соединены со входами соответствующих дефлекторов, а выход датчика цвета соединен со входом блока управления сортировкой.
Кроме того, блок сортировки и хранения дополнительно снабжен ND датчиками положения (где ND - целое число) и блоком опроса датчиков положения, причем выход последнего соединен с дополнительным входом блока управления сортировкой, а входы соединены с выходами соответствующих датчиков положения, расположенных так, чтобы контролировать движение сборочного элемента от входного затвора к бункерам.
Кроме того, для решения поставленной технической задачи устройство для формирования изображений по третьему варианту, содержащее корпус, между первой и второй стенками которого образован промежуток для размещения сборочных элементов, которые образуют требуемое изображение, снабжено блоком сортировки и хранения, блоком сборки с соответствующим приводом, транспортером, промежуточным бункером, блоком управления и полкой с приводом полки, расположенной в промежутке между первой и второй стенками, по меньшей мере одна из которых выполнена прозрачной, причем выходное отверстие блока сборки связано с промежутком между первой и второй стенками, а входное отверстие через транспортер связано с выходным отверстием блока сортировки и хранения, входное отверстие которого связано с промежуточным бункером, расположенным с возможностью перемещения в него сборочных элементов из промежутка между первой и второй стенками, при этом соответствующие выходы блока управления соединены с входом привода полки, входом привода блока сборки, входом блока сортировки и хранения и входом блока сборки.
Помимо этого, блок сортировки и хранения содержит NC бункеров с затворами (где NC - целое число), входной затвор, датчик цвета, компрессор сортировки, компрессор пополнения, NC дефлекторов, блок управления сортировкой, коммутатор дефлекторов и коммутатор затворов, причем компрессор сортировки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы от входного затвора, связанного с входным отверстием блока сортировки и хранения, к бункерам, каждый из NC дефлекторов установлен так, чтобы во включенном состоянии направлять движущийся от входного затвора сборочный элемент в соответствующий бункер, компрессор пополнения установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы от затворов к выходному отверстию блока сортировки и хранения, при этом ко входу блока сортировки и хранения подключены вход компрессора пополнения, вход запуска блока управления сортировкой и вход коммутатора затворов, выходы которого соединены со входами соответствующих затворов, соответствующие выходы блока управления сортировкой соединены со входом входного затвора, входом компрессора сортировки и входом коммутатора дефлекторов, выходы которого соединены со входами соответствующих дефлекторов, а выход датчика цвета соединен со входом блока управления сортировкой.
Кроме того, блок сборки содержит распределитель, NC бункеров с узлами подачи и коммутатор узлов подачи, причем каждый из NC узлов подачи связывает соответствующий бункер с выходным отверстием блока сборки, входное отверстие которого связано с распределителем, выполненным с возможностью направления сборочных элементов в каждый из NC бункеров, при этом вход блока сборки соединен со входом распределителя и со входом коммутатора узлов подачи, выходы которого соединены со входами NC узлов подачи.
Помимо этого, блок сборки дополнительно содержит 2xNC датчиков наполнения и блок опроса датчиков наполнения, причем датчики наполнения расположены по два в каждом из NC бункеров, а их выходы соединены с соответствующими входами блока опроса датчиков наполнения, выход которого является выходом блока сборки, соединенным со входом блока управления.
Кроме того, устройство для формирования изображений снабжено расположенными в промежутке между первой и второй стенками вертикальными или наклонными разделителями, ограничивающими смещения сборочных элементов в горизонтальном направлении.
Помимо этого, в устройстве для формирования изображений в промежутке между первой и второй стенками образованы участки с увеличенным сопротивлением движению сборочных элементов.
Кроме того, для решения поставленной технической задачи устройство для формирования изображений по четвертому варианту, содержащее корпус, между первой и второй стенками которого образован промежуток для размещения сборочных элементов, которые образуют требуемое изображение, снабжено блоком сортировки и хранения, транспортером с приводом транспортера, промежуточным бункером, блоком управления, М полками, расположенными в промежутке между первой стенкой и второй стенкой, по меньшей мере одна из которых выполнена прозрачной, и дверцей, закрывающей вышеуказанный промежуток с одной из боковых сторон, причем транспортер сборки связывает промежуток между первой и второй стенками с выходным отверстием блока сортировки и хранения, входное отверстие которого связано с промежуточным бункером, расположенным с возможностью перемещения в него сборочных элементов из промежутка между первой и второй стенками при открытой дверце, при этом соответствующие выходы блока управления соединены с входом привода дверцы, входом привода транспортера и входом блока сортировки и хранения.
Помимо этого, у М полок концы, удаленные от дверцы, расположены выше, чем концы, примыкающие к дверце.
Кроме того, первая стенка имеет отверстия.
Сущность изобретения по предложенному способу формирования изображений заключается в том, что в процессе формирования изображения сборочные элементы последовательно перемещают в промежуток между двумя поверхностями и укладывают рядами в этом промежутке, а в процессе разборки изображения сборочные элементы извлекают из вышеуказанного промежутка. При этом как при формировании, так и при разборке изображения требуется обеспечивать позиционирование механически перемещаемых узлов только по одной координате. Перемещение сборочных элементов производится или с помощью воздушных потоков по гибким трубопроводам, или под действием силы тяжести.
Благодаря этому обеспечивается возможность автоматизации формирования изображения из сборочных элементов и разборки изображения на сборочные элементы, которые затем могут использоваться для сборки нового изображения. При формировании изображений из сборочных элементов разных цветов при разборке изображения автоматически выполняется сортировка указанных элементов по цветам.
Сущность изобретения по предложенным устройствам для формирования изображений заключается в том, что введение блока сортировки и хранения, одного или двух транспортеров с приводом, блока управления, одной или многих полок, расположенных в промежутке между первой и второй стенками, и (в одном из вариантов) блока сборки, а также организация соответствующих механических, пневматических и электрических связей между частями устройств обеспечивают автоматические формирование и разборку изображений, причем в процессе разборки сборочные элементы сортируются по цветам, после чего могут быть использованы для формирования нового изображения. Все это расширяет функциональные возможности способа и устройств.
Сравнение заявленных изобретений с прототипом позволяет утверждать о соответствии критерию "новизна", а отсутствие в известных аналогах отличительных признаков заявляемых изобретений говорит о соответствии критерию "изобретательский уровень".
Предварительные испытания позволяют судить о возможности промышленного использования.
На фиг. 1 представлена иллюстрация основной идеи заявляемых изобретений; на фиг. 2 - общий вид устройства для формирования изображений по первому варианту изобретения в трех проекциях; на фиг. 3 - электрическая структурная схема устройства для формирования изображений по первому варианту изобретения; на фиг. 4 - конструкция блока сортировки и хранения в устройстве для формирования изображений по первому варианту изобретения в двух проекциях; на фиг. 5 - конструкция головки сборки; на фиг. 6 - конструкция головки разборки; на фиг. 7 - конструкция узла подачи; на фиг. 8 - конструкция входного затвора в устройстве для формирования изображений по первому варианту изобретения в трех проекциях; на фиг. 9 -электрическая структурная схема блока опроса датчиков положения; на фиг. 10 - электрическая структурная схема датчика цвета; на фиг. 11 - блоксхема программы работы устройства для формирования изображений по первому варианту; на фиг. 12 - блок-схема подпрограммы разборки и сортировки для устройства по первому варианту; на фиг. 13 - блок-схема подпрограммы разборки и сортировки ряда сборочных элементов для устройства по первому варианту; на фиг. 14 - блок-схема подпрограммы формирования изображения для устройства по первому варианту; на фиг. 15 - блок-схема подпрограммы укладки ряда сборочных элементов для устройства по первому варианту; на фиг. 16 - общий вид устройства для формирования изображений по второму варианту в трех проекциях; на фиг. 17 - электрическая структурная схема устройства для формирования изображений по второму варианту; на фиг. 18 - увеличенный фрагмент А фиг. 16; на фиг. 19 представлена конструкция блока сортировки и хранения в устройстве для формирования изображений по второму варианту; на фиг. 20 - конструкция входного затвора в устройстве для формирования изображений по второму варианту в двух проекциях; на фиг. 21 - блок-схема программы работы устройства для формирования изображений по второму варианту; на фиг. 22 - блок-схема подпрограммы сортировки для устройства по второму варианту; на фиг. 23 - общий вид устройства для формирования изображения по третьему варианту в трех проекциях; на фиг. 24 - электрическая структурная схема устройства для формирования изображений по третьему варианту; на фиг. 25 - фрагмент устройства для формирования изображений по третьему варианту в увеличенном масштабе в двух проекциях; на фиг. 26 - конструкция блока сортировки для устройства формирования изображений по третьему варианту в двух проекциях; на фиг. 27 - конструкция блока сборки в двух проекциях; на фиг. 28 - конструкция распределителя; на фиг. 29 - блок-схема программы работы устройства для формирования изображений по третьему варианту; на фиг. 30 - блок-схема подпрограммы формирования изображения для устройства по третьему варианту; на фиг. 31 - блок-схема подпрограммы укладки столбца изображения; на фиг. 32 представлена блок-схема подпрограммы пополнения запаса сборочных элементов в блоке сборки; на фиг. 33 - общий вид устройства для формирования изображений по четвертому варианту; на фиг. 34 - электрическая структурная схема устройства по четвертому варианту; на фиг. 35 -блок-схема программы работы устройства для формирования изображений по четвертому варианту; на фиг. 36 - блок-схема подпрограммы формирования изображения для устройства по четвертому варианту; на фиг. 37 - блок-схема подпрограммы укладки ряда сборочных элементов для устройства по четвертому варианту.
В соответствии со способом формирования изображений по настоящему изобретению (фиг. 1) изображение формируется из сборочных элементов 1, которые могут иметь разные цвета. Сборочные элементы 1 укладывают рядами между первой стенкой 2 и второй стенкой 3. Первоначально сборочные элементы 1 находятся в месте хранения 4. В процессе формирования 5 сборочные элементы 1 нужных цветов перемещаются из места хранения 4 в промежуток между первой стенкой 2 и второй стенкой 3 и укладываются там рядами. В результате получается требуемое изображение. Первая стенка 2, или вторая стенка 3, или обе эти стенки выполнены прозрачными, так что зритель может видеть сформированное изображение.
Когда необходимо сформировать новое изображение на месте предыдущего, сначала выполняется разборка 6 предыдущего изображения, в процессе которой сборочные элементы 1 извлекаются из промежутка между первой и второй стенками 2 и 3. Затем может выполняться сортировка 7 сборочных элементов 1 по цветам, в результате которой сборочные элементы 1 укладываются в место хранения 4. После этого можно выполнять формирование 5 нового изображения.
Качество формируемого изображения в значительной степени зависит от количества воспроизводимых цветов. Если размеры сборочных элементов 1 и расстояние от наблюдателя до сформированного изображения таковы, что каждый отдельно различаемый элемент изображения (пиксель) образован одним сборочным элементом 1, то количество воспроизводимых цветов равно количеству цветов используемых сборочных элементов 1. Для увеличения количества воспроизводимых цветов можно уменьшать размеры сборочных элементов 1 и увеличивать их общее число в изображении. При этом каждый пиксель будет состоять из нескольких сборочных элементов 1, а его видимый цвет будет результатом сложения цветов составляющих его сборочных элементов 1. Если, например, пиксель представляет собой матрицу "3 х 3" сборочных элементов 1, каждый из которых имеет один из четырех цветов, то количество воспроизводимых цветов равно "220", а если каждый сборочный элемент 1 имеет один из пяти цветов, то число воспроизводимых цветов равно "715".
Как показано в последующем изложении, особенности способа формирования изображений по настоящему изобретению дают возможность автоматизировать описанные операции. В вариантах устройств для формирования изображений по настоящему изобретению автоматически выполняются формирование 5 изображения из сборочных элементов 1 разных цветов, разборка 6 изображения, сортировка 7 сборочных элементов 1 по цветам. Более подробно способ формирования изображений будет раскрыт при описании вариантов реализующих его устройств.
Устройство для формирования изображений по первому варианту (фиг. 2 и 3) содержит первую стенку 2 и вторую стенку 3, между которыми образован промежуток, заполняемый сборочными элементами 1. полку 8, расположенную между первой стенкой 2 и второй стенкой 3 и снабженную приводом полки, содержащим блоки 9, 10 привода, соединенные с полкой 8 механическими связями 11, 12, блок 13 сортировки и хранения, транспортер сборки, содержащий головку 14 сборки, связанную трубопроводом 15 сборки с выходным отверстием блока 13 сортировки и хранения, транспортер разборки, содержащий головку 16 разборки, связанную трубопроводом 17 разборки с входным отверстием блока 13 сортировки и хранения, привод 18 транспортеров, направляющую 19, боковые стенки 20 и 21, которые скрепляют первую и вторую стенки 2 и 3, по меньшей мере одна из которых выполнена прозрачной, и блок 22 управления.
Соответствующие выходы блока 22 управления соединены со входом привода полки, образованным входами блоков 9, 10 привода, входом привода 18 транспортеров и входом блока 13 сортировки и хранения, выход которого соединен со входом блока 22 управления. Конструктивно блок 22 управления может размещаться, например, на наружной стороне второй стенки 3 или внутри блока 13 сортировки и хранения (на фиг. 2 не показано).
Первая, вторая и боковые стенки 2, 3, 20 и 21 образуют корпус устройства. Полка 8 может перемещаться под действием блоков 9, 10 привода в вертикальном направлении. Головка 14 сборки и головка 16 разборки могут перемещаться под действием привода 18 транспортеров вдоль верхней границы промежутка между первой и второй стенками 2 и 3 по направляющей 19. Трубопровод 15 сборки и трубопровод 17 разборки могут быть выполнены в виде гибких шлангов так, чтобы их концы, соединенные с головками 14 и 16 соответственно, перемещались вместе с ними.
Если первая стенка 2 выполнена прозрачной, то вторая стенка 3 может иметь зеркальное покрытие с внутренней стороны, обращенной к первой стенке 2. Сборочные элементы 1 могут иметь сферическую форму и изготовляться, например, из цветных полимерных материалов. Возможно применение сборочных элементов 1 другой формы и из другого материала.
Блоки 9 и 10 привода содержат шаговые электродвигатели и необходимые электрические узлы для включения и выключения этих двигателей под действием сигналов с блока 22 управления. Механические связи 11 и 12 выполнены в виде тросов, которые наматываются на шкивы в блоках 9 и 10 привода. Возможно выполнение механических связей 11 и 12 в виде жестких стержней. В этом случае блоки 9 и 10 привода должны быть расположены в нижней части устройства и иметь механизмы для перемещения вверх и вниз указанных стержней и полки 8. Устройство также может содержать датчики верхнего и нижнего конечных положений полки 8 и электронные схемы, позволяющие блоку 22 управления считывать состояние указанных датчиков (на фиг. 2 и 3 не показаны).
Привод 18 транспортеров может содержать шаговый электродвигатель с механической передачей, обеспечивающей перемещение головок 14 и 16 по направляющей 19, а также электронные узлы для включения и выключения шагового электродвигателя под действием сигналов с блока 22 управления и датчики левого и правого конечных положений головок 14 и 16 с электронными узлами, позволяющие блоку 22 управления считывать состояния этих датчиков (на фиг. 2 и 3 не показаны). Подробное описание узлов, обеспечивающих перемещение головок 14 и 16 по направляющей 19, не приводится, так как такие узлы широко известны в машиностроении и приборостроении.
Блок 22 управления (фиг. 3) содержит контроллер 23 со встроенными в него запоминающим устройством (ЗУ) 24 программ и ЗУ 25 данных, ЗУ 26 изображения, блок 27 связи, включенный между контроллером 23 и каналом 28 связи, и системную шину 29, к которой подключены контроллер 23 и ЗУ 26 изображения. К системной шине 29 подключены входы и выходы блока 22 управления.
Контроллер 23 может быть выполнен, например, на основе микропроцессора АТ89С52 производства фирмы Atmel Inc, имеющего встроенное энергонезависимое ЗУ 24 программ с объемом 8 Кбайт и встроенное оперативное ЗУ 25 данных объемом 256 байт. ЗУ 26 изображений может быть выполнено в виде программируемого постоянного запоминаюшего устройства (ППЗУ) с электрическими записью и стиранием информации, например типа AM29F016-150EC производства Advanced Micro Device Inc. с объемом 2 Мбайта. Блок связи 27 предназначен для приема команд и информации от внешнего управляющего устройства (на фиг. 3 не показано), которым может быть обычный персональный компьютер. Блок 27 связи подключен к выводам контроллера 23, предназначенным для передачи и приема информации в последовательной форме, например, в соответствии со стандартом интерфейса RS-232.
Системная шина 29 содержит двунаправленные и однонаправленные линии связи, причем контроллер 23 соединен с ней выводами портов ввода/вывода и выводами сигналов записи и чтения данных в соответствии с техническими условиями на используемый микропроцессор. Понятия вход и выход блока 22 управления здесь показывают основное направление передачи данных или управляющих сигналов. Как правило, для ввода данных с какого-либо блока в блок 22 управления требуется подача на опрашиваемый блок дополнительных управляющих сигналов. Связи для этого на фиг. 3 не показаны, но будут описаны при рассмотрении соответствующих блоков.
Блок 13 сортировки и хранения (фиг. 4 и З) содержит NC бункеров 30.1... 30. NC с узлами 31.1...31.NC подачи, входной затвор 32, датчик 33 цвета, компрессор 34 сортировки, компрессор 35 сборки, NC дефлекторов 36.1...36.NC, коммутатор 37 дефлекторов, коммутатор 38 узлов подачи, канал 39 сортировки и канал 40 сборки. Каждый из NC бункеров 30.1...30.NC имеет входное отверстие 41.1. ..41.NC, связывающее его с каналом 39 сортировки. Блок 13 сортировки и хранения на фиг. 4 показан с удаленными передней и верхней стенками.
Компрессор 34 сортировки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы 1 от входного затвора 32, связанного с входным отверстием блока 13 сортировки и хранения, по каналу 39 сортировки к бункерам 30.1. . .30.NC. Каждый дефлектор 36.J (J = 1...NC) установлен так, чтобы во включенном состоянии направлять движущийся по каналу 39 сортировки от входного затвора 32 сборочный элемент 1 в соответствующий бункер 30. J через его входное отверстие 41. J. Компрессор 35 сборки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы 1 от узлов 31.1. . . 31. NC подачи по каналу 40 сборки к выходному отверстию блока 13 сортировки и хранения. Датчик 33 цвета может быть установлен во входном затворе 32. Выходное и входное отверстия блока 13 сортировки и хранения связаны с трубопроводом 15 сборки и трубопроводом 17 разборки соответственно (на фиг. 4 показаны только на виде спереди).
Выход датчика 33 цвета соединен с выходом блока 13 сортировки и хранения, ко входу которого подключены входы компрессора 34 сортировки, компрессора 35 сборки, входного затвора 32, коммутатора 37 дефлекторов и коммутатора 38 узлов подачи, выходы которого соединены со входами узлов 31.1... 31. NC подачи, а выходы коммутатора 37 дефлекторов соединены со входами дефлекторов 36.1...36.NC.
Далее, блок 13 сортировки и хранения может содержать ND датчиков 42.1... 42.NC положения, расположенных в канале 39 сортировки, и блок 43 опроса датчиков положения, входы которого соединены с выходами ND датчиков 42.1...42. NC положения, а выход является дополнительным выходом блока 13 сортировки и хранения, который соединен с дополнительным входом блока 22 управления.
Дефлекторы 36.1. . .36.NC могут быть выполнены в виде управляемых пневматических сопел, связанных с источником сжатого воздуха (на фиг. 4 не показан). Примеры такого выполнения узлов для изменения направления движения сортируемых объектов приведены в Пат. США N 5628411, 1997, МКИ 6 В 07 С 5/00 и в Пат. США N 5779058, 1998, МКИ 6 В 07 С 5/342. Другим вариантом выполнения дефлектора может быть электромагнит с подвижным элементом. Компрессоры 34 и 35 содержат электронные схемы для включения и выключения их электродвигателей под действием сигналов, поступающих с блока 22 управления.
Головка 14 сборки (фиг. 5) содержит датчик 44 прохождения элемента, установленный так, чтобы контролировать прохождение сборочного элемента 1, и соединенный с соответствующим входом блока 22 управления. Кроме того, головка 14 сборки снабжена светодиодом 45 и отверстиями 46 для выпуска воздуха. Головка сборки 14 установлена на каретке 47, которая может перемещаться по направляющей 19. Каретка 47 показана условно. Трубопровод 15 сборки герметично прикреплен к головке 14 сборки. Верхняя часть головки 14 сборки имеет форму полуокружности. Внутренние стенки головки 14 сборки могут иметь поверхность с увеличенным трением, например, за счет шероховатости или соответствующего покрытия. На фиг. 5 показаны также отверстия 48, которые имеются по всей ширине второй стенки 3. Датчик 44 прохождения элемента может содержать фотодиод, предусилитель и компаратор.
Головка 16 разборки (фиг. 6.) установлена на каретке 47 вместе с головкой 14 сборки. Трубопровод 17 разборки герметично прикреплен к головке 16 разборки.
Узел 31. J подачи (J = 1...NC), показанный в разрезе (фиг. 7), содержит промежуточную камеру 49, верхнюю заслонку 50, имеющую отверстие 51, блок 52 привода верхней заслонки, нижнюю заслонку 53, имеющую отверстие 54, блок 55 привода нижней заслонки, уплотнительные элементы 56. Узел 31.J подачи сверху связан с бункером 30.J, а снизу - с каналом 40 сборки.
Блоки 52 и 55 привода содержат электромагниты с электронными схемами, необходимыми для включения и выключения этих электромагнитов под действием сигналов с коммутатора 38 узлов подачи. Уплотнительные элементы 56 обеспечивают минимальные утечки воздуха из канала 40 сборки. Промежуточная камера 49 и блоки 52, 55 привода жестко прикреплены к корпусу блока 13 сортировки и хранения. Отверстия 51 и 54 имеют размеры, достаточные для свободного прохождения через них одного сборочного элемента 1. Промежуточная камера 49 может вмещать один сборочный элемент 1. Когда блок 52 привода выключен, то верхняя заслонка 50 максимально выдвинута влево. При этом отверстие 51 верхней заслонки 50 находится под выходным отверстием бункера 30.J. Когда блок 55 привода выключен, то нижняя заслонка 53 также максимально выдвинута влево. При этом отверстие 54 нижней заслонки 53 находится за пределами промежуточной камеры 49.
Входной затвор 32 (фиг. 8) содержит светодиод 57, фотодиод 58, первый и второй стопоры 59 и 60, первый и второй блоки 61, 62 привода и эталонную пластинку 63. Первый и второй блоки 61 и 62 привода содержат электромагниты и электронные схемы, которые включают и выключают эти электромагниты под действием сигналов с блока 22 управления. Под действием соответствующего блока привода стопор 59 или 60 может выдвигаться в проход входного затвора 32 или убираться из этого прохода. В выдвинутом состоянии каждый стопор препятствует перемещению сборочных элементов 1, но не оказывает существенного сопротивления воздушному потоку. В нормальном состоянии первый стопор 59 выдвинут в проход входного затвора 32, а второй стопор 60 убран из этого прохода. Во входном затворе 32 установлен датчик 33 цвета. Все внутренние стенки во входном затворе 32 выполнены полностью поглощающими падающий на них свет. Эталонная пластинка 63 имеет поверхность белого цвета.
Каждый из датчиков 42.J положения (фиг. 9) содержит светодиод 64.J, резистор 65.J, фотодиод 66.J и предусилитель 67.J, где J принимает значения от "1" до ND. Число ND может быть равно числу NC, то есть количеству бункеров 30.J, но может и отличаться. Аноды светодиодов 64.1...64.ND соединены с одними выводами соответствующих резисторов 65.1...65.1.ND, другие выводы которых являются входами датчиков 42.1. ..42.ND положения. Катоды светодиодов 64.1. ..64.ND соединены с общей шиной. Выводы фотодиодов 66.1...66.ND соединены со входами соответствующих предусилителей 67.1...67.ND, выходы которых являются выходами датчиков 42.1...42.ND положения.
Блок 43 опроса датчиков положения (фиг. 9) содержит ключ 68, шину 69 питания, компараторы 70.1...70.ND, мультиплексор 71, регистр 72. Входы компараторов 70.1...70.ND являются входами блока 43 опроса датчиков положения, а выходы указанных компараторов соединены с соответствующими входами мультиплексора 71, выход которого является выходом блока 43 опроса датчиков положения. Один из выводов ключа 68 соединен с шиной 69 питания, а другой его вывод является дополнительным выходом блока 43 опроса датчиков положения, соединенным со входами датчиков 42.1...42.ND положения. Вход разрешения выдачи данных мультиплексора 71 и входы регистра 72 соединены с соответствующими разрядами системной шины 29 в блоке 22 управления. Один из выходов регистра 72 соединен со входом управления ключа 68,. а остальные выходы регистра 72 соединены со входами адреса мультиплексора 71. Мультиплексор 71 помимо микросхемы мультиплексора может содержать буферный элемент, имеющий выход с тремя состояниями. Ключ 68 может быть электронным ключом или электромагнитным реле.
Датчик 33 цвета (фиг. 10) содержит с первого по третий фотодиоды 73, 74, 75, с первого по третий предусилители 76, 77, 78, с первого по третий аналого-цифровые преобразователи (АЦП) 79, 80, 81, мультиплексор 82, регистр 83, источник 84 света, первый резистор 85, ключ 86, шину 87 питания, второй резистор 88, четвертый предусилитель 89 и компаратор 90. На фиг. 10 показаны также светодиод 57 и фотодиод 58, конструктивно расположенные во входном затворе 32.
Выводы фотодиодов 73. ..75 соединены со входами предусилителей 76...78 соответственно, выходы которых через АЦП 79. . .81 соединены со входами мультиплексора 82. Выходы и вход разрешения выдачи данных мультиплексора 82 и входы регистра 83 соединены с соответствующими разрядами системной шины 29 в блоке 22 управления. Выходы регистра 83 соединены со входом адреса мультиплексора 82, со входами управления АЦП 79, 80, 81 и со входом управления ключа 86. Один из выводов источника 84 света соединен с общей шиной, а другой через первый резистор 85 соединен с первым выводом ключа 86, второй вывод которого соединен с шиной 87 питания и с первым выводом второго резистора 88, второй вывод которого является дополнительным выходом датчика 33 цвета. Входы четвертого предусилителя 89 являются дополнительными входами датчика 33 цвета, а выход через компаратор 90 соединен с одним из входов мультиплексора 82. Катод светодиода 57 соединен с общей шиной, а анод соединен с дополнительным выходом датчика 33 цвета, дополнительные входы которого соединены с выводами фотодиода 58.
Источник 84 света выполнен, например, в виде газоразрядной лампы и имеет спектр излучения, близкий к спектру белого света. Фотодиоды 73, 74 и 75 имеют спектральные характеристики чувствительности с максимумами в областях красного, зеленого и синего цветов соответственно. Указанные фотодиоды могут быть реализованы в виде одного 3-канального RGB-датчика S7505 фирмы Hamamatsu. В качестве АЦП 79, 80, 81 могут использоваться 12-разрядные АЦП типа AD7895 фирмы Analog Devices, имеющие время преобразования не более 3,8 мкс, выход информации в последовательной форме и двухразрядный вход управления, один из разрядов которого служит для подачи импульса запуска преобразования, а другой разряд служит для подачи тактовых импульсов при считывании результата преобразования. Мультиплексор 82 помимо микросхемы мультиплексора может содержать выходной буферный элемент, имеющий выход с тремя состояниями. Ключ 86 может быть электронным ключом или электромагнитным реле. Выход регистра 83, подключенный ко входу адреса мультиплексора 82, содержит по меньшей мере два двоичных разряда.
Коммутатор 37 дефлекторов содержит NC электронных или электромеханических ключей для подачи напряжений на входящие в состав дефлекторов 36.1... 36. NC электромагниты или управляемые пневматические сопла, а также регистр для записи и хранения управляющего кода, поступающего с блока 22 управления, и соединенный с этим регистром дешифратор для выборочного включения одного из NC ключей.
Коммутатор узлов подачи 38 содержит 2xNC электронных или электромеханических ключей для подачи напряжений на блоки 52 и 55 привода (фиг. 7) в узлах подачи 31.1. ..31.NC, а также регистры для записи управляющего кода, поступающего с блока 22 управления, и соединенные с этими регистрами дешифраторы для выборочного включения одного или двух блоков привода в одном из узлов подачи 31.1...31.NC.
Блок-схема программы работы устройства для формирования изображений по первому варианту (фиг. 11) содержит блоки 91...98 программы, блок-схема подпрограммы разборки и сортировки (фиг. 12) - блоки 99...106 программы, блок-схема подпрограммы разборки и сортировки ряда сборочных элементов (фиг. 13) - блоки 107...130 программы, блок-схема подпрограммы формирования изображения (фиг. 14) содержит блоки 131...137 программы, блок-схема подпрограммы укладки ряда сборочных элементов (фиг. 15) содержит блоки 138...151 программы.
Устройство для формирования изображений по второму варианту (фиг. 16 и 17) содержит первую стенку 2 и вторую стенку 3, между которыми образован промежуток, заполняемый сборочными элементами 1, полку 8, расположенную между первой и второй стенками 2 и 3 и снабженную приводом полки, содержащим блоки 9, 10 привода, соединенные с полкой 8 механическими связями 11, 12, промежуточный бункер 152, блок 153 сортировки и хранения, транспортер, содержащий головку 154 сборки, связанную трубопроводом 155 сборки с выходным отверстием блока 153 сортировки и хранения, привод 156 транспортера, направляющую 157, боковые стенки 20 и 21, которые скрепляют первую и вторую стенки 2 и 3, по меньшей мере одна из которых выполнена прозрачной, и блок 158 управления. Входное отверстие блока 153 сортировки и хранения связано с промежуточным бункером 152, расположенным с возможностью перемещения в него сборочных элементов 1 из промежутка между первой и второй стенками 2 и 3.
Соответствующие выходы блока 158 управления соединены с входом привода полки, образованным входами блоков 9, 10 привода, входом привода 156 транспортера и входом блока 153 сортировки и хранения. Блок 158 управления выполнен аналогично блоку 22 управления в устройстве по первому варианту. Конструктивно блок 158 управления может быть расположен, например, на внешней стороне второй стенки 3 или внутри блока 153 сортировки и хранения (на фиг. 16 не показано).
Первая, вторая и боковые стенки 2, 3, 20 и 21 образуют корпус устройства. Полка 8 может перемещаться под действием блоков 9, 10 привода в вертикальном направлении и опускаться в промежуточный бункер 152, как это будет описано далее. Головка 154 может перемещаться под действием привода 156 транспортера вдоль верхней границы промежутка между первой стенкой 2 и второй стенкой 3 по направляющей 157. Выполнение головки 154 аналогично выполнению головки 14 сборки в устройстве по первому варианту. В головке 154 установлен датчик 44 прохождения элемента, выход которого соединен со входом блока 158 управления. Трубопровод 155 может быть выполнен в виде гибкого шланга так, чтобы его конец, соединенный с головкой 154, перемещался вместе с ней.
Выполнение сборочных элементов 1, первой стенки 2, второй стенки 3, блоков 9 и 10 привода и механических связей 11 и 12 такое же, как в устройстве по первому варианту. Привод 156 транспортера и направляющая 157 в основном аналогичны соответствующим узлам в устройстве по первому варианту, но обеспечивают перемещение только одной головки 154.
Промежуток между первой и второй стенками 2 и 3 открыт в промежуточный бункер 152 (фиг. 18). На первой стенке 2 ниже выхода из указанного промежутка имеется по меньшей мере один упор 159, верхняя поверхность которого имеет наклон внутрь промежуточного бункера 152 и выступ 160. Полка 8 имеет по меньшей мере одну вертикальную пластину 161, например, в месте крепления механической связи 11 (этот конструктивный элемент присутствует и в устройстве по первому варианту).
Блок 153 сортировки и хранения (фиг. 19 и 17) содержит NC бункеров 30.1. . . 30.NC с узлами 31.1...31.NC подачи, входной затвор 162, датчик 33 цвета, компрессор 34 сортировки, компрессор 35 сборки, NC дефлекторов 36.1...36.NC, блок 163 управления сортировкой, коммутатор 37 дефлекторов, коммутатор 38 узлов подачи, канал 39 сортировки и канал 40 сборки. Каждый из NC бункеров 30.1...30.NC имеет входное отверстие 41.1...41.NC, связывающее его с каналом 39 сортировки. Компрессор 34 сортировки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы 1 от входного затвора 32, связанного с входным отверстием блока 13 сортировки и хранения, по каналу 39 сортировки к бункерам 30.1...30.NC. Каждый дефлектор 36.J (J - 1...NC) установлен так, чтобы во включенном состоянии направлять движущийся по каналу 39 сортировки от входного затвора 32 сборочный элемент 1 в соответствующий бункер 30.J через его входное отверстие 41.J. Компрессор 35 сборки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы 1 от узлов 31.1...31.NC подачи по каналу 40 сборки к выходному отверстию блока 13 сортировки и хранения, связанному с трубопроводом 155 (на фиг. 19 показан только на виде спереди). Датчик 32 цвета может быть установлен во входном затворе 162.
Вход блока 153 сортировки и хранения подключен ко входам компрессора 35 сборки и коммутатора 38 узлов подачи и ко входу запуска блока 163 управления сортировкой, вход которого соединен с выходом датчика 33 цвета, а соответствующие выходы соединены со входами компрессора 34 сортировки, входного затвора 162 и коммутатора 37 дефлекторов, выходы которого соединены со входами NC дефлекторов 36.1...36.NC, а выходы коммутатора 38 узлов подачи соединены со входами NC узлов 31.1...31.NC подачи.
Блок 153 сортировки и хранения может содержать ND датчиков 42.1... 42.NC положения, расположенных в канале 39 сортировки, и блок 43 опроса датчиков положения, входы которого соединены с выходами ND датчиков 42.1...42.NC положения, а выход соединен с соответствующим входом блока 163 управления сортировкой.
Блок 163 управления сортировкой содержит контроллер 164, выполнение которого может быть таким же, как в блоке 158 управления. Конструктивно блок 163 управления сортировкой может быть расположен внутри блока 153 сортировки и хранения (на фиг. 19 не показано). Остальные блоки, входящие в блок 153 сортировки и хранения, за исключением входного затвора 162 аналогичны соответствующим узлам в блоке 13 сортировки и хранения в устройстве по первому варианту.
Входной затвор 162 по второму варианту изобретения (фиг. 20) содержит ротор 165 и привод 166 ротора, содержащий шаговый электродвигатель и электронные схемы для включения и выключения этого электродвигателя под действием сигналов с блока 163 управления сортировкой (на фиг. 20 и 17 не показаны). Конструкция обеспечивает минимальный зазор между лопастями ротора 165 и стенками входного затвора 162. Размеры камер между лопастями ротора 165 достаточны для размещения одного сборочного элемента 1. В стенках входного затвора 162 расположены датчик 33 цвета, светодиод 57, фотодиод 58 и эталонная пластинка 63, которые выполнены так же, как в устройстве по первому варианту. Кроме того, в стенке блока 153 сортировки и хранения рядом со входным затвором 162 имеются отверстия 167 для входа воздуха.
Конструкции затворов такого типа описаны, например, в книге Зенков Р.Л. и др. Машины непрерывного транспорта. М.:Машиностроение, 1987, с. 340, а также в Пат. США N 4231495, 1980, МКИ 6 G 01 F 11/10.
Блок-схема программы работы устройства по второму варианту (фиг. 21) содержит блоки 168...178 программы, а блок-схема подпрограммы сортировки для устройства по второму варианту (фиг. 22) содержит блоки 179...196 программы.
Устройство для формирования изображений по третьему варианту (фиг. 23 и 24) содержит первую стенку 2 и вторую стенку 3, между которыми образован промежуток, заполняемый сборочными элементами 1, полку 197 с приводом 198 полки, расположенную в промежутке между первой и второй стенками 2 и 3, по меньшей мере одна из которых выполнена прозрачной, промежуточный бункер 199, блок 200 сортировки и хранения, блок 201 сборки, входное отверстие которого связано транспортером 202 с выходным отверстием блока 200 сортировки и хранения, привод 203 блока сборки, направляющую 204, боковые стенки 20 и 21, которые скрепляют первую и вторую стенки 2 и 3, блок 205 управления.
Соответствующие выходы блока 205 управления соединены со
входами привода 203 блока сборки, привода 198 полки, блока 200 сортировки и хранения и блока 201 сборки.
Полка 197 выполнена поворачиваемой вокруг продольной оси с возможностью фиксации в горизонтальном положении под действием привода 198 полки и с возможностью перемещения находящихся на ней сборочных элементов 1 в промежуточный бункер 199, который связан с входным отверстием блока 200 сортировки и хранения. Блок 201 сборки выполнен с возможностью перемещения под действием привода 203 блока сборки вдоль верхней границы промежутка между первой и второй стенками 2 и 3 по направляющей 204.
Кроме того, в этом варианте устройства для формирования изображений в промежутке между первой и второй стенками 2 и 3 могут быть установлены вертикальные или наклонные разделители 206, ограничивающие смещения сборочных элементов 1 в горизонтальном направлении, причем между двумя соседними разделителями 206 по горизонтали умещается S сборочных элементов 1. На фиг. 25 показан случай S=3. Разделители 206 могут быть выполнены в виде тонких стенок или в виде выступов на первой стенке 2 или на второй стенке 3.
Кроме того, в устройстве для формирования изображений в промежутке между первой и второй стенками 2 и 3 могут быть созданы участки 207 (фиг. 23) с увеличенным сопротивлением движению сборочных элементов 1, сформированные, например, путем наклейки полосок какого-либо ворсистого материала на вторую стенку 3.
Блок 205 управления выполнен аналогично блоку 22 управления в устройстве по первому варианту. Конструктивно блок 205 управления может быть расположен, например, на внешней стороне второй стенки 3 или внутри блока 200 сортировки и хранения (на фиг. 23 не показано).
Выполнение элементов 1 такое же, как в устройстве по первому варианту. Транспортер 202 может быть выполнен в виде гибкого шланга. Привод 198 полки может содержать электромагнит с подвижным сердечником и электронные схемы для включения и выключения этого электромагнита под действием сигналов с блока 205 управления.
Блок 200 сортировки и хранения (фиг. 26) содержит NC бункеров 30.1...30. NC с затворами 208.1...208 NC, входной затвор 162, датчик 33 цвета, компрессор 34 сортировки, компрессор 209 пополнения, NC дефлекторов 36.1...36.NC, блок 163 управления сортировкой, коммутатор 37 дефлекторов, коммутатор 210 затворов, канал 39 сортировки и канал 211 пополнения. Каждый из NC бункеров 30.1...30.NC имеет входное отверстие 41.1...41.NC, связывающее его с каналом 39 сортировки. Блок 200 сортировки и хранения на фиг. 26 показан с удаленными передней и верхней стенками.
Компрессор 34 сортировки установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы 1 от входного затвора 32, связанного с входным отверстием блока 13 сортировки и хранения, по каналу 39 сортировки к бункерам 30.1. ..30.NC. Каждый дефлектор 36.J (J = 1... NC) установлен так, чтобы во включенном состоянии направлять движущийся по каналу 39 сортировки от входного затвора 32 сборочный элемент 1 в соответствующий бункер 30.J через его входное отверстие 41.J. Компрессор 35 пополнения установлен так, чтобы создаваемый им воздушный поток перемещал сборочные элементы 1 от затворов 208.1. . .208.NC по каналу 211 пополнения к выходному отверстию блока 200 сортировки и хранения, связанному с транспортером 202 (на фиг. 26 показан только на виде спереди). Датчик 32 цвета может быть установлен во входном затворе 162.
Вход блока 200 сортировки и хранения подключен ко входам компрессора 209 пополнения и коммутатора 210 затворов и ко входу запуска блока 163 управления сортировкой, вход которого соединен с выходом датчика 33 цвета, а соответствующие выходы соединены со входами компрессора 34 сортировки, входного затвора 162 и коммутатора 37 дефлекторов, выходы которого соединены со входами NC дефлекторов 36.1...36.NC, а выходы коммутатора 210 затворов соединены со входами NC затворов 208.1...208. NC.
Далее, блок 200 сортировки и хранения может содержать ND датчиков 42.1.. .42.ND положения, расположенных в канале 39 сортировки, и блок 43 опроса датчиков положения, входы которого соединены с выходами ND датчиков 42.1...42. ND положения, а выход соединен с соответствующим входом блока 163 управления сортировкой.
Блок 163 управления сортировкой содержит контроллер 164 и выполнен так же, как в устройстве по второму варианту. Конструктивно блок 163 управления сортировкой может быть расположен внутри блока 200 сортировки и хранения (на фиг. 26 не показано).
Каждый затвор 208.J может содержать, например, заслонку, перекрывающую выход из бункера 30. J в канал 211 пополнения, и электромагнитный привод, который под действием управляющих сигналов открывает и закрывает указанную заслонку. Остальные блоки, входящие в блок 200 сортировки и хранения, аналогичны соответствующим блокам в блоке 153 сортировки и хранения в устройстве по второму варианту.
Блок 201 сборки (фиг. 27) содержит распределитель 212, NC бункеров 213.1...213.NC с узлами 214.1...214.NC подачи и коммутатор 215 узлов подачи. Каждый узел 214.J подачи связывает соответствующий бункер 213.J с выходным отверстием 216 блока сборки. Распределитель 212 связан с входным отверстием 217 блока 201 сборки через отделитель 218 и выполнен с возможностью направления сборочных элементов 1 в каждый из NC бункеров 213.1... 213.NC. Вход блока 201 сборки (фиг. 24) подключен ко входам распределителя 212 и коммутатора 215 узлов подачи, выходы которого соединены со входами NC узлов 214.1. . . 214.NC подачи. Блок 201 сборки установлен на направляющей 204 (на фиг. 27 показана условно) и может перемещаться по ней под действием привода 203 блока сборки. Выходное отверстие 216 находится над промежутком между первой и второй стенками 2 и 3. На фиг. 27 показан также раструб 219, облегчающий попадание сборочных элементов 1 из блока 201 сборки в промежуток между первой и второй стенками 2 и 3.
Блок 201 сборки также содержит (фиг. 27) 2xNC датчиков 220.1...220.NC и 221.1. . .221.NC наполнения и блок 222 опроса датчиков наполнения, входы которого соединены с выходами 2xNC датчиков 220.1...220.NC и 221.1...221.NC наполнения, а выход является выходом блока 201 сборки, соединенным со входом блока 205 управления. Каждый датчик 220.J и 221.J наполнения может содержать светодиод и фотодиод, расположенные на противоположных стенках бункера 213. J, и необходимые вспомогательные электронные элементы (на фиг. 27 датчики наполнения показаны условно). Блок 222 опроса датчиков наполнения может быть выполнен аналогично блоку 43 опроса датчиков положения в устройстве по первому варианту (фиг. 9). Датчики 220.1..220.NC контролируют верхний уровень заполнения элементами 1 бункеров 213.1...213.NC, а датчики 221.1...221.NC контролируют нижний уровень заполнения элементами 1 бункеров 213.1...213.NC. В качестве отделителя 218 может быть использована какая-либо известная конструкция (Зенков Р. Л. и др. Машины непрерывного транспорта. М.: Машиностроение, 1987, с.342). Бункеры 213.1...213.NC., узлы 214.1...214.NC подачи и коммутатор 215 узлов подачи выполнены аналогично соответствующим узлам в блоке 13 сортировки и хранения в устройстве по первому варианту.
Распределитель 212 (фиг. 28) содержит входное отверстие 223, (NC-1) заслонок 224.1...224.(NC-1), NC выходных отверстий 225.1...225.NC. Входное отверстие 223 находится под выходным отверстием отделителя 218. Выходные отверстия 225.1...225.NC находятся над входными отверстиями соответствующих бункеров 213.1...213.NC. Каждая заслонка 224.1...224.NC может быть в открытом (вертикальном) или закрытом (наклонном) состоянии, причем повороты заслонок из открытого состояния в закрытое и обратно осуществляются под управлением сигналов с блока 205 управления с помощью соответствующих приводов. Эти приводы могут быть расположены внутри распределителя 212 (на фиг. 28 не показаны), причем каждый из них может содержать шаговый электродвигатель или электромагнит и соответствующие электронные схемы. В рассматриваемом случае NC=5, то есть изображение состоит из элементов пяти цветов.
Блок-схема программы работы устройства для формирования изображений по третьему варианту (фиг. 29) содержит блоки с 226 по 236 программы, блок-схема подпрограммы формирования изображения (фиг. 30) - блоки с 237 по 245 программы, блок-схема подпрограммы укладки столбца изображения (фиг. 31) содержит блоки с 246 по 255 программы, блок-схема подпрограммы пополнения запаса сборочных элементов в блоке сборки (фиг. 32) - блоки с 256 по 268 программы.
Устройство для формирования изображений по четвертому варианту (фиг. 33 и 34) содержит первую стенку 2, вторую стенку 3, между которыми образован промежуток, заполняемый сборочными элементами 1, М полок 269, расположенных в промежутке между первой и второй стенками 2 и 3, по меньшей мере одна из которых выполнена прозрачной, дверцу 270, закрывающую промежуток между первой и второй стенками 2 и 3 с одной из боковых сторон, промежуточный бункер 271, блок 272 сортировки и хранения, транспортер, содержащий головку 273, связанную трубопроводом 274 с выходным отверстием блока 272 сортировки и хранения, привод 275 головки, направляющую 276, привод 277 дверцы и блок 278 управления.
Выходы блока 278 управления соединены со входами привода 275 головки, привода 277 дверцы и блока 272 сортировки и хранения. Прозрачность первой стенки 2 может обеспечиваться, например, наличием в ней отверстий. Дверца 270 выполнена с возможностью открывания и закрывания под действием привода 277 дверцы так, что при открытой дверце 270 возможно перемещение сборочных элементов 1 с М полок 269 в промежуточный бункер 271, который связан со входным отверстием блока 272 сортировки и хранения. Головка 273 выполнена с возможностью перемещения под действием привода 275 головки вдоль границы промежутка между первой и второй стенками 2 и 3 со стороны, противоположной дверце 270 по направляющей 276. У М полок 269 концы, удаленные от дверцы 270, расположены выше, чем концы, примыкающие к дверце 270.
Блок 278 управления выполнен аналогично блоку 22 управления в устройстве по первому варианту. Конструктивно блок 278 управления может быть расположен, например, на внешней стороне второй стенки 3 или внутри блока 272 сортировки и хранения (на фиг. 33 не показано).
Устройство для формирования изображений по этому варианту также может содержать датчик 44 прохождения элемента, установленный в головке 273, выход которого соединен с соответствующим входом блока 278 управления.
Выполнение этого датчика такое же, как в устройстве по первому варианту. Выполнение сборочных элементов 1, первой и второй стенок 2 и 3, головки 273 и трубопровода 274 в основном такое же, как соответствующих узлов в устройстве по первому варианту. Отличие данного варианта состоит в том, что головка 273 ориентирована горизонтально, а направляющая 276 - вертикально. Выполнение привода 275 головки и блока 272 сортировки и хранения такое же, как соответствующих узлов в устройстве по второму варианту. Привод 277 дверцы может содержать шаговый электродвигатель с редуктором и электронные схемы для включения и выключения этого электродвигателя под действием сигналов с блока 278 управления.
Блок-схема программы работы устройства для формирования изображений по четвертому варианту (фиг. 35) содержит блоки 279...289 программы, блок-схема подпрограммы формирования изображения для устройства по четвертому варианту (фиг. 36) содержит блоки 290...297 программы, блок-схема подпрограммы укладки ряда сборочных элементов для устройства по четвертому варианту (фиг. 37) содержит блоки 298...309 программы.
Работа устройства (врианты).
Работа устройства для формирования изображений по первому варианту (фиг. 2. ) основана на формировании изображения из сборочных элементов 1, которые перед началом формирования находятся в блоке 13 сортировки и хранения. Полка 8 находится в верхнем положении немного ниже верхнего края второй стенки 3. Головка 14 сборки находится у одного из краев направляющей 19.
В соответствии с программой формирования изображения сборочные элементы 1 нужных цветов один за другим выбираются в блоке 13 сортировки и хранения и под действием воздушного потока, создаваемого в блоке 13 сортировки и хранения, перемещаются по трубопроводу 15 сборки к головке 14 сборки. При движении по криволинейной траектории в головке 14 сборки (фиг. 5) сборочный элемент 1 прижимается изнутри к ее верхней стенке. При этом его скорость гасится за счет трения о стенку. Воздух выходит через отверстия 46, его воздействие на сборочный элемент 1 уменьшается, и последний с уменьшенной скоростью перемещается из головки 14 сборки в промежуток между стенками 2 и 3 и занимает свое место в укладываемом ряде сборочных элементов 1. Избыточный воздух выходит через зазоры между краями головки сборки 14 и стенками 2, 3 и через отверстия 48. После укладки каждого сборочного элемента 1 головка 14 сборки перемещается по направляющей 19 на расстояние, равное его размеру. Головка 16 разборки перемещается вместе с головкой 14 сборки.
После того, как первый ряд сборочных элементов 1 полностью уложен на полку 8, полка 8 опускается на расстояние, равное высоте этого ряда. Затем головка 14 сборки возвращается в начальное положение и снова движется по направляющей 19, укладывая второй ряд сборочных элементов 1 на первый ряд со сдвигом по горизонтали на половину размера сборочного элемента 1. В результате изображение формируется, начиная с нижнего ряда сборочных элементов 1. После завершения формирования изображения полка 8 находится в нижнем положении. Возможен вариант, при котором перемещение полки 8 осуществляется не после укладки каждого ряда сборочных элементов 1, а реже, например, после укладки каждый двух рядов. Полное количество укладываемых рядов в зависимости от формируемого изображения может быть различным.
Разборка изображения выполняется в обратном порядке. Головка 16 разборки начинает движение от одного из концов направляющей 19. Воздушный поток, создаваемый в блоке 13 сортировки и хранения, затягивает один за другим сборочные элементы 1 из верхнего ряда в головку 16 разборки. Воздух втягивается через отверстия 48 (фиг. 6) и зазоры между головкой 16 разборки и стенками 2 и 3. Далее сборочные элементы 1 под действием воздушного потока перемещаются по трубопроводу 17 разборки к блоку 13 сортировки и хранения, в котором сортируются по цвету и хранятся. После извлечения каждого сборочного элемента 1 головка 17 разборки перемещается по направляющей 19 на расстояние, равное его размеру. Головка 14 сборки перемещается вместе с головкой 16 разборки.
После разборки каждого ряда сборочных элементов 1 полка 8 поднимается на расстояние, равное высоте этого ряда. Головка 17 разборки возвращается в начальное положение и снова перемещается по направляющей 19, разбирая следующий ряд. После завершения разборки изображения полка 8 находится в верхнем положении, а все сборочные элементы 1 находятся в блоке 13 сортировки и хранения.
В блоке 13 сортировки и хранения (фиг. 4) перед началом формирования изображения каждый бункер 30.1...30.NC содержит сборочные элементы 1 одного из цветов. Все узлы 31.1...31.NC подачи закрыты. Компрессор 34 сортировки и компрессор 35 сборки выключены. Все дефлекторы 36.1. 36.NC выключены.
В начале процесса формирования изображения включается компрессор 35 сборки. Воздушный поток движется от компрессора 35 сборки по каналу 40 сборки, а затем по трубопроводу 15 сборки в головку 14 сборки. Для укладки в формируемое изображение одного сборочного элемента 1 открывается узел 31.J подачи в бункере 30.J, который содержит сборочные элементы 1 нужного цвета. При этом сигналом с блоков 22 управления (фиг. 3) через коммутатор 38 узлов подачи включается блок 52 привода в бункере 30.J (фиг.7). Верхняя заслонка 50 перемещается вправо, и отверстие 51 выходит за пределы промежуточной камеры 49. В результате верхняя заслонка 50 преграждает путь из бункера 30.J в промежуточную камеру 49, в которой остается один сборочный элемент 1.
По истечении промежутка времени, достаточного для перемещения верхней заслонки 50 в крайнее правое положение (на фиг. 7), блок 55 привода включается по сигналу с блока 22 управления. При этом нижняя заслонка 53 перемещается вправо, и отверстие 54 оказывается под промежуточной камерой 49. В результате сборочный элемент 1 из промежуточной камеры падает в канал 40 сборки. После задержки на время, необходимое для выхода сборочного элемента 1 из промежуточной камеры 49, узел 31.J подачи закрывается. При этом блок 55 привода выключается сигналом с блока 22 управления. Нижняя заслонка 53 возвращается в крайнее левое положение, перекрывая нижнее отверстие промежуточной камеры 49. По истечении времени, необходимого для завершения перемещения нижней заслонки 53, выключается блок 52 привода. Верхняя заслонка 50 возвращается в крайнее левое положение, открывая доступ следующему сборочному элементу 1 в промежуточную камеру 49. Тем временем воздушный поток переносит сборочный элемент 1 по каналу 40 сборки, а затем по трубопроводу 15 сборки до головки 14 сборки. Аналогичные операции выполняются при укладке всех сборочных элементов 1.
Перед началом разборки изображения в блоке 13 сортировки и хранения все узлы 31.1. ..31.NC подачи закрыты. Компрессор 34 сортировки и компрессор 35 сборки выключены. Все дефлекторы 36.1...36.NC выключены. В начале разборки изображения включается компрессор 34 сортировки. Сборочные элементы 1 один за другим перемещаются по трубопроводу 17 разборки до входного отверстия блока 13 сортировки и хранения и попадают во входной затвор 32 (фиг. 8). Очередной сборочный элемент 1 доходит до выдвинутого первого стопора 59, останавливается и перекрывает прохождение излучения со светодиода 57 на фотодиод 58. При этом свет от источника 84 света в датчике 33 цвета элемента (фиг. 10) рассеивается поверхностью сборочного элемента 1 и частично попадает на фотодиоды 73, 74,75 в датчике 33 цвета. Блок 22 управления по сигналу с фотодиода 58 определяет наличие сборочного элемента 1 во входном затворе 32, а по сигналам с датчика 33 цвета определяет его цвет. Соответствующие программы будут описаны позже.
Под действием сигнала с блока 22 управления первый блок 61 привода включается и убирает первый стопор 59. Сборочный элемент 1 под действием потока воздуха продолжает свое движение по каналу 39 сортировки. Одновременно под действием сигнала с блока 22 управления второй блок 62 привода включается и выдвигает второй стопор 60, который препятствует движению следующего сборочного элемента 1. Через заданное время задержки блок 22 управления выключает блоки 61 и 62 привода, в результате чего первый стопор 59 выдвигается, а второй стопор 60 убирается и разрешает прохождение следующего сборочного элемента 1 до первого стопора 59. Таким образом обеспечиваются подача сборочных элементов 1 по одному в канал 39 сортировки и определение цвета каждого из них в стандартизированных условиях.
Затем блок 22 управления через коммутатор 37 дефлекторов включает дефлектор 36.J, соответствующий цвету сборочного элемента 1, прошедшего входной затвор 32. Сборочный элемент 1, перемещаемый воздушным потоком по каналу 39 сортировки, доходит до дефлектора 36.J, изменяет направление движения и через входное отверстие 41. J попадает в бункер 30.J. Аналогично сортируются остальные сборочные элементы 1. После окончания разборки изображения компрессор 34 сортировки выключается. О функции датчиков 42.1...42.NC положения будет сказано позже.
Программа, выполняемая контроллером 23 в блоке 22 управления (фиг. 11), запускается после включения питания (блок 91). Программа образует замкнутый цикл, выполняемый до выключения питания. В начале цикла контроллер 23 ожидает поступления команды через блок 27 связи и принимает команду (блок 92). Эти операции программируются в соответствии с правилами используемого интерфейса, например, RS-232. Далее контроллер 23 определяет, какая команда принята и переходит к выполнению соответствующей подпрограммы.
Если в блоке 93 программы установлено, что принята команда разобрать изображение, то контроллер 23 выполняет подпрограмму 94 разборки и сортировки (см. фиг. 12);
Если в блоке 95 программы установлено, что получена команда принять изображение, то выполняется подпрограмма 96, которая принимает информацию об изображении, поступающую от внешнего управляющего устройства через канал 28 связи и блок 27 связи, и записывает эту информацию в ЗУ 26 изображений. Изображение представляется в программе в виде массива номеров цветов всех сборочных элементов 1, составляющих изображение. Количество номеров цветов равно количеству бункеров 30 в блоке 13 сортировки и хранения, то есть числу NC. Далее полагаем, что номер цвета J представляется 8-разрядным двоичным числом, то есть одним байтом. Подпрограмма 96 построена в соответствии с правилами интерфейса, используемого в блоке 27 связи, например, интерфейса RS-232. Подробное описание этой подпрограммы не приводится, так как такие подпрограммы широко известны.
Если в блоке 97 программы установлено, что принята команда сформировать изображение, то выполняется подпрограмма 98 формирования изображения (см. фиг. 14).
В блок-схеме подпрограммы 94 разборки и сортировки (фиг. 12) обозначены: N - номер разбираемого ряда сборочных элементов 1, NM - полное количество рядов в изображении.
После входа в подпрограмму (блок 99) устанавливается значение М=1 (блок 100), после чего подпрограмма выходит в цикл из блоков 101...105. При каждом проходе этого цикла выполняются разборка и сортировка одного ряда сборочных элементов 1. Цикл начинается с калибровки датчика 33 цвета (подпрограмма 101). Затем выполняется подпрограмма 102 разборки и сортировки ряда сборочных элементов 1 (см. фиг. 13). Далее в блоке 103 программа проверяет, все ли ряды сборочных элементов 1 разобраны. Если ответ на этот вопрос отрицательный, то на блоки 9 и 10 привода подаются сигналы, вызывающие подъем полки 8 на высоту одного ряда сборочных элементов 1 (блок 104), а номер разбираемого ряда увеличивается на 1 (блок 105). Если же в блоке 103 получен положительный ответ, то подпрограмма 94 завершает работу (блок 106).
При выполнении подпрограммы 101 калибровки датчика 33 цвета включается источник 84 света (фиг. 10). Для этого контроллер 23 записывает в регистр 83 код, обеспечивающий замыкание ключа 86. Свет от источника 84 света рассеивается эталонной пластинкой 63 (фиг. 8) и попадает на фотодиоды 73, 74, 75. Далее контроллер 23 последовательно считывает значения сигналов R,G,B с датчика 33 цвета. Для получения цифровых данных о величине светового потока, падающего на какой-либо из фотодиодов 73, 74, 75, сначала подается короткий импульс на первые разряды входов управления АЦП 79, 80, 81, инициирующий выполнение аналого-цифрового преобразования. С этой целью в соответствующий разряд регистра 83 сначала записывается "1", а через небольшой интервал времени в этот же разряд записывается "0". После задержки во времени, необходимой для завершения аналого-цифрового преобразования, на вторые разряды входов управления АЦП 79, 80, 81 подается последовательность из двенадцати тактовых импульсов, по каждому из которых на выходе каждого из АЦП 79, 80, 81 появляется очередной двоичный разряд результата преобразования. Тактовые импульсы формируются путем повторения двенадцать раз поочередной записи в соответствующий разряд регистра 83 единиц и нулей. Подача последовательности из двенадцати тактовых импульсов повторяется три раза. При этом на мультиплексор 82 через регистр 83 подаются управляющие коды, обеспечивающие передачу на выход мультиплексора 82 данных сначала с первого АЦП 79, затем со второго АЦП 80 и, наконец, с третьего АДП 81. Контроллер 23 запоминает полученные значения в переменных RC, GC, BC. Затем источник 84 света выключается.
В блок-схеме подпрограммы 102 разборки и сортировки ряда сборочных элементов 1 (фиг. 13) обозначены: R,G,B - значения сигналов красного, зеленого и синего цвета, полученные в датчике 33 цвета, J - номер цвета элемента, К - число выполненных циклов ожидания поступления сборочного элемента 1 во входной затвор 32, KM - максимальное число указанных циклов ожидания, T1 - задержка времени при выполнении указанного цикла ожидания, T2 - задержка времени после включения дефлектора 36.J, необходимая для попадания сборочного элемента 1 в бункер 30.J.
После входа в подпрограмму (блок 107) выполняется перемещение головки 16 разборки в начало разбираемого ряда (блок 108). Особенности выполнения этой операции определяются реализацией привода 18 головок. При этом учитывается, что четные и нечетные ряды сборочных элементов 1 смещены по горизонтали относительно друг друга. Затем переменной K присваивается значение 0 (блок 109). Далее контроллер 23 включает источник 84 света и светодиод 57 (фиг. 10), светодиоды 64.1. ..64.NC (фиг. 9) в датчиках 42.1...42.NC положения и компрессор 34 сортировки (блок 110), записывая в регистр 83 (фиг. 10) код, обеспечивающий замыкание ключа 86, в регистр 72 (фиг. 9) - код, обеспечивающий замыкание ключа 68, и посылая на компрессор 34 сортировки код, обеспечивающий его включение.
Затем программа переходит к выполнению цикла из блоков 111...122, в каждом проходе которого выполняются сортировка одного сборочного элемента 1 и его укладка в соответствующий бункер 30.J. Цикл начинается с проверки наличия сборочного элемента 1 во входном затворе 32 (блок 111). При этом контроллер 23 через мультиплексор 82 проверяет уровень напряжения на выходе компаратора 90 (фиг. 10), который сравнивает напряжение на выходе предусилителя 89 с пороговым значением. Если во входном затворе 32 есть сборочный элемент 1, то указанный уровень напряжения соответствует логической "1", и логический блок 111 дает положительный ответ. В этом случае переменной K присваивается значение "0" (блок 112). Затем контроллер 23 считывает значения сигналов R,G,B с датчика 33 цвета (блок 113). Выполнение этой операции было описано ранее.
Далее контроллер 23 выполняет подпрограмму 114 определения номера цвета, которая возвращает значение J - номер цвета, определяющий бункер 30.J, в который должен быть уложен сортируемый сборочный элемент 1. В подпрограмме 114 выполняется вычисление нормированных значений сигналов основных цветов RN, GN, BN:
RN = Floor(16•KR•R/RC), GN = Floor(16•KG•G/GC),
BN = Floor (16•KB•B/BC),
где R, G, В - значения напряжений с датчика 33 цвета, полученные в блоке 113 программы, RC, GC, BC - значения напряжений с датчиков 33 цвета, полученные в подпрограмме 101 калибровки; KR < 1, KG, < 1, KB < 1 - положительные коэффициенты, определяемые экспериментально и позволяющие учесть различие расстояний от датчика 33 цвета элемента до эталонной пластинки 63 и до сборочного элемента 1; Floor (х) - операция округления числа "x" до ближайшего, меньшего чем "x" целого числа. В результате получаются три целых числа RN, GN, BN, каждое из которых изменяется в диапазоне от "0" до "15" и в двоичной форме представляется четырьмя битами. Числа RN, GN, BN объединяются в одно 12-разрядное двоичное число АС, которое используется как адрес при обращении к заранее записанной в ЗУ 24 программ таблице цветов. Контроллер 23 считывает из ячейки таблицы цветов с вычисленным номером АС номер цвета J и сохраняет его в соответствующей переменной.
Таблица цветов в данном примере выполнения содержит "4096" ячеек, в каждой из которых записан номер цвета. Поясним построение таблицы цветов на примере. Пусть используются элементы "16" цветов, то есть номер цвета J = "0. . . 15". Пусть, например, номер J = "0" установлен для черных элементов изображения. Тогда значение "0" записывается в ячейки таблицы цветов, имеющие двоичные адреса "000000000000", "000000000001", "000000010000", "000100000000", "000000010001" и т.д., то есть в те ячейки, адрес которых АС может получиться при определении цвета черных сборочных элементов 1 путем выполнения описанных выше измерений и вычислений. Разброс значений, получаемых при измерениях цвета одинаковых шариков, обусловлен погрешностями измерений. Аналогично для каждого цвета значение его номера J записывается в ячейки таблицы цветов, адреса которых могут получаться при определении цвета сборочного элемента 1, реально имеющего цвет с этим номером J. Тем самым все множество из "4096" возможных адресов таблицы цветов разбивается на подмножества адресов. В ячейках таблицы цветов, относящихся к определенному подмножеству адресов, записывается соответствующий номер цвета J.
Затем контроллер 23 подает команду открыть входной затвор 32 (блок 115). Выполняемые при этом операции были описаны ранее. В результате сборочный элемент 1 начинает движение по каналу 39 сортировки. Далее контроллер 23 через блок 43 опроса датчиков положения (фиг. 9) непрерывно проверяет состояние датчика 42. J положения, контролируя напряжение на выходе компаратора 70. J (блок 116). Для этого контроллер 23 через системную шину 29 записывает в регистр 72 управляющий код, обеспечивающий замкнутое состояние ключа 68 и передачу на выход мультиплексора 71 уровня напряжения с его входа, подключенного к выходу компаратора 70.J. Пока сборочный элемент 1 не достиг датчика 4.2.J положения, излучение со светодиода 65.J проходит на фотодиод 66.J, и на указанном входе мультиплексора 71 присутствует логический "0", а блок 116 программы дает отрицательный ответ. В этом случае блок 116 программы выполняется еще раз.
Когда сортируемый сборочный элемент 1 перекрывает поток излучения, падающий на фотодиод 66.J, на указанном входе мультиплексора 71 появляется логическая "1", блок 116 программы дает положительный ответ. После этого контроллер 23 включает дефлектор 36.J, засылая для этого соответствующий управляющий код в коммутатор 37 дефлекторов (блок 117). Затем контроллер 23 выдерживает заданное время T2, достаточное, чтобы сортируемый сборочный элемент 1 под действием дефлектора 36.J изменил направление своего движения и попал во входное отверстие 41.J соответствующего бункера 30.J (блок 118). После задержки контроллер 23 выключает дефлектор 36.J (блок 119) и закрывает входной затвор 32 (блок 120). Если дефлекторы 36.1...36.NC выполнены на основе электромагнитов, то включение дефлектора 36.J можно выполнять сразу после открывания входного затвора 32, а датчики 42.1...42.NC не нужны.
В блоке 121 программы контроллер 23 проверяет, не дошла ли головка 16 разборки до конца разбираемого ряда, опрашивая соответствующий концевой датчик. Если указанное событие еще не произошло, то блок 121 программы дает отрицательный ответ, и контроллер 23 подает на привод 18 головок управляющие сигналы, вызывающие перемещение головки 16 разборки на расстояние, равное размеру одного сборочного элемента 1 (блок 122). Если же головка 16 сборки дошла до конца разбираемого ряда, то блок 121 программы дает положительный ответ, и блок 122 программы не выполняется. В обоих описанных случаях затем выполняется переход в начало цикла на блок 111 программы.
Если блок 111 программы дал отрицательный ответ, то есть сборочный элемент 1 во входном затворе 32 отсутствует, то выполняется переход на блок 123 программы, в котором выполняется задержка на время T1. После этого переменная K увеличивается на единицу (блок 124) и выполняется сравнение текущего значения переменной K с заданным максимальным значением KM (блок 125). Если значение KM еще не достигнуто, то программа возвращается на блок 111 и снова проверяет наличие сборочного элемента 1 во входном затворе 32. В противном случае выполняется переход на блок 126 программы, в котором производится проверка, дошла ли головка 16 разборки до конца разбираемого ряда. Если ответ на этот вопрос отрицательный, то головка 16 разборки смещается на расстояние, равное размеру сборочного элемента 1 (блок 127), затем переменной K присваивается значение "0" (блок 128), и программа возвращается на блок 111. Если же в блоке 126 программы получен положительный ответ, то в блоке 129 программы выполняется выключение источника 84 света и светодиода 57 (фиг. 10), светодиодов 64.1...64.1.NC (фиг. 9) и компрессора 34 сортировки. Выполнение подпрограммы 102 разборки и сортировки ряда сборочных элементов заканчивается (блок 130).
В блок-схеме подпрограммы 98 формирования изображения (фиг. 14) обозначены: N - номер укладываемого ряда сборочных элементов I, NM - полное количество рядов в изображении.
После входа в подпрограмму (блок 131) переменной N присваивается значение "1" (блок 132). Затем NM раз выполняется цикл из блоков 133...136. В каждом проходе цикла выполняется подпрограмма 133 укладки ряда сборочных элементов 1. Затем в блоке 134 программы выполняется проверка, определяющая является ли уложенный ряд сборочных элементов 1 последним. Если ответ на этот вопрос отрицательный, то подается команда опустить полку 8 на расстояние, равное высоте одного ряда сборочных элементов 1 (блок 135), а величина N увеличивается на "1" (блок 136). Если же уложенный ряд последний, то выполняется переход на блок 137, и подпрограмма 98 завершает свою работу.
В блок-схеме подпрограммы 133 укладки ряда сборочных элементов (фиг. 15) и в поясняющем ее тексте обозначены: L - номер сборочного элемента 1 в укладываемом ряде, LM - количество сборочных элементов 1 в укладываемом ряде, J - номер цвета сборочного элемента 1, АС - адрес в ЗУ 26 изображений.
После входа в подпрограмму (блок 138)) выполняется перемещение головки 16 сборки в начало укладываемого ряда (блок 139). Об особенностях этой операции было сказано выше. Затем контроллер 23 включает компрессор 35 сборки (блок 140). Переменной L присваивается значение "1" (блок 141).
Затем выполняется цикл из блоков 142...149, в каждом проходе которого в формируемое изображение добавляется один сборочный элемент 1. В блоке 142 программы контроллер 23 вычисляет адрес АС цвета очередного элемента изображения в ЗУ 26 изображений:
АС = (N-1) • LM + L-1,
где предполагается, что массив номеров цветов в ЗУ 26 изображения располагается, начиная с нулевого адреса, а каждый номер цвета занимает один байт. Далее контроллер 23 считывает номер цвета J очередного элемента изображения из ячейки ЗУ 26 изображения с вычисленным адресом АС (блок 143), после чего подает команду открыть узел 31.J подачи в бункере 30.J (блок 144), посылая соответствующие управляющие сигналы на коммутатор 38 узлов подачи (работа узла подачи была описана ранее). В результате один сборочный элемент 1, имеющий цвет с номером J, попадает в канал 40 сборки и под действием воздушного потока начинает движение к головке 14 сборки. Тем временем контроллер 23 циклически опрашивает датчик 44 прохождения элемента (блок 145). Как только будет обнаружено, что сборочный элемент 1 прошел головку 14 сборки, контроллер 23 подает команду закрыть узел 31.J подачи (блок 146).
Далее контроллер 23 проверяет, все ли сборочные элементы 1 укладываемого ряда уложены (блок 147). Если еще не все, то выполняются смещение головки 14 сборки на расстояние, равное размеру одного сборочного элемента 1 (блок 148), и увеличение значения переменной L на "1" (блок 149), после чего выполняется возврат в начало цикла на блок 142 программы. Если же блок 147 программы дает положительный ответ, то контроллер 23 выключает компрессор 35 сборки (блок 150) и выполнение подпрограммы завершается в блоке 151.
Работа устройства для формирования изображений по второму варианту (фиг. 16) основана на формировании изображения из элементов 1, которые перед формированием изображения находятся в блоке 153 сортировки и хранения и, может быть частично, в промежуточном бункере 152. Формирование изображения, включая работу блока 153 сортировки и хранения, осуществляется так же, как в устройстве по первому варианту.
Для разборки изображения полка 8 опускается в промежуточный бункер 152 до упора 159 (фиг. 18), достигнув которого, она наклоняется, и все сборочные элементы 1 под действием силы тяжести перемещаются в промежуточный бункер 152. При этом выступ 160 обеспечивает устойчивое положение полки 8 на верхней поверхности упора 159. Пластина 161 предотвращает наклоны полки 8, пока она находится в промежутке между первой и второй стенками 2 и 3, и не препятствует ее наклону, когда она доходит до упора 159.
Блок 153 сортировки и хранения при разборке изображения работает в основном так же, как в устройстве по первому варианту, за исключением работы входного затвора 162. Кроме того, управление блоком 153 сортировки и хранения при сортировке осуществляется блоком 163 управления сортировкой, а не блоком 158 управления. Взаимодействие контроллера 164 в блоке 163 управления сортировкой с датчиком 33 цвета и другими узлами осуществляется так же, как и взаимодействие с этими узлами контроллера 23 в устройстве по первому варианту.
Входной затвор 162 в устройстве по второму варианту (фиг. 20) работает следующим образом. После перехода сборочных элементов 1 в промежуточный бункер 152 один из них попадает в промежуток между лопастями ротора 165 под выходным отверстием промежуточного бункера 152. Под действием управляющих сигналов с блока 163 управления сортировкой шаговый электродвигатель в приводе 166 ротора поворачивает ротор 165 по часовой стрелке. При этом под выходным отверстием промежуточного бункера 152 оказывается следующий промежуток между лопастями ротора 165, и следующий сборочный элемент 1 переходит в этот промежуток под действием силы тяжести. Для устранения заторов при переходе элементов 1 во входной затвор 162 возможно применение дополнительных средств вибрации промежуточного бункера 152 согласно известным принципам.
Когда сборочный элемент 1 при повороте ротора 165 оказывается между светодиодом 57 и фотодиодом 58, выполняется определение его цвета с помощью датчика 33 цвета. Эта операция аналогична соответствующей операции в устройстве по первому варианту. При следующем повороте ротора 165 этот сборочный элемент 1 падает в канал 39 сортировки и увлекается потоком воздуха, создаваемым компрессором 34 сортировки. При этом воздух втягивается в канал 39 сортировки через отверстия 167. Далее сортировка выполняется так же, как в устройстве по первому варианту.
Программа, выполняемая контроллером 23 в блоке управления 158 в устройстве по второму варианту (фиг. 21), запускается при включении питания (блок 168) и работает в замкнутом цикле до выключения питания. В начале цикла контроллер 23 ожидает поступления команды через блок 27 связи и принимает команду (блок 169). Далее контроллер 23 определяет, какая команда принята.
Если проверка в блоке 170 показывает, что принята команда разобрать изображение, то контроллер 23 воздействует на блоки 9 и 10 привода так, чтобы опустить полку 8 в промежуточный бункер 152 до упора 159 (блок 171). Затем формируется задержка на время Tc, достаточное для того, чтобы все сборочные элементы 1 под действием силы тяжести переместились из промежутка между первой и второй стенками 2 и 3 в промежуточный бункер 152 (блок 172). Наконец, в блоке 173 контроллер 23 посылает на контроллер 164 в блоке 163 управления сортировкой команду начать выполнение программы сортировки сборочных элементов 1. При этом контроллер 23 в блоке 158 управления может начать выполнять программу формирования изображения.
Если проверка в блоке 174 показывает, что принята команда записать в ЗУ 26 изображений данные о новом изображении, пересылаемые по каналу 28 связи, то контроллер 23 переходит к выполнению подпрограммы 175 приема изображения, которая аналогична соответствующей подпрограмме для устройства по первому варианту. Если проверка в блоке 176 показывает, что принята команда формирования изображения, то контроллер 23 воздействует на блоки 9 и 10 привода так, чтобы поднять полку 8 в верхнее положение (блок 177). Затем контроллер 23 переходит к выполнению подпрограммы 178 формирования изображения, которая аналогична подпрограмме формирования изображения для устройства по первому варианту (фиг. 14 и 15).
В блок-схеме подпрограммы сортировки сборочных элементов 1 в устройстве по второму варианту, выполняемой контроллером 164 в блоке 163 управления сортировкой (фиг. 22), обозначены: R,G,B - значения сигналов красного, зеленого и синего цвета, полученные в датчике цвета 33 элемента, J - номер цвета элемента, K - число выполненных циклов ожидания поступления элемента 1 во входной затвор 162, KM - максимальное число указанных циклов ожидания, T2 - задержка времени после включения дефлектора 36.J, необходимая для попадания сборочного элемента 1 в бункер 30.J.
После входа в подпрограмму (блок 179) переменной K присваивается значение "0" (блок 180). Затем включаются источник 84 света, светодиод 57 и компрессор 34 сортировки (блок 181). После этого контроллер 164 выполняет подпрограмму 182 калибровки датчика 33 цвета, которая аналогична соответствующей подпрограмме для устройства по первому варианту. Далее контроллер 164 опрашивает датчик 33 цвета элемента и проверяет, есть ли сборочный элемент 1 во входном затворе 162 (фиг. 20) между светодиодом 57 и фотодиодом 58 (блок 183). Если указанная проверка дает положительный результат, то переменной K присваивается значение "0" (блок 184). Затем выполняется считывание значений R,G,B из датчика 33 цвета элемента (блок 185) и определяется номер цвета J (блок 186). Эти подпрограммы аналогичны соответствующим подпрограммам для устройства по первому варианту. После этого контроллер 164 посылает на входной затвор 162 управляющие сигналы, обеспечивающие поворот ротора 165 на угол, равный углу между двумя соседними лопастями (блок 187).
Далее контроллер 164 через блок 43 опроса датчиков положения проверяет датчик 42.J положения, ожидая, пока сборочный элемент 1, движущийся по каналу 40 сортировки, достигнет этого датчика (блок 188). Затем контроллер 164 включает дефлектор 36.J (блок 189), формирует задержку на время T2, необходимое, чтобы сборочный элемент 1 изменил направление своего движения под действием дефлектора 36. J (блок 190), выключает дефлектор 36.J (блок 191) и возвращается на блок 183 программы для выполнения сортировки следующего сборочного элемента 1.
Если в блоке 183 программы обнаружено, что сборочного элемента 1 во входном затворе 162 между светодиодом 57 и фотодиодом 58 нет, то контроллер 164 переходит на блок 192 программы, при выполнении которого посылает на входной затвор 162 управляющие сигналы, обеспечивающие поворот ротора 165 на угол, равный углу между двумя соседними лопастями. Затем значение переменной K увеличивается на "1" (блок 193) и выполняется сравнение значения переменной K с величиной KM (блок 194). Если K меньше KM, то выполняется возврат на блок 183 и проверка наличия во входном затворе 152 сборочного элемента 1 повторяется. В противном случае выключаются источник 84 света, светодиод 57 и компрессор 34 сортировки (блок 195), и выполнение подпрограммы сортировки заканчивается (блок 196).
Работа устройства для формирования изображений по третьему варианту изобретения (фиг. 23 и 24) основана на формировании изображения из сборочных элементов 1. Перед формированием изображения часть сборочных элементов 1 находится в блоке 201 сборки, а остальные сборочные элементы 1 находятся в блоке 200 сортировки и хранения и, может быть, в промежуточном бункере 199. Сборочные элементы 1 в блоке 201 сборки и в блоке 200 сортировки и хранения рассортированы по цветам. Блок 201 сборки находится у одного из краев направляющей 204.
В соответствии с программой формирования изображения сборочные элементы 1 нужных цветов один за другим выбираются в блоке 201 сборки. При укладке очередного сборочного элемента 1 под действием сигналов с блока 205 управления срабатывает узел 214.J подачи в бункере 213.J (фиг. 27), и сборочный элемент 1 выбранного цвета с номером J под действием силы тяжести попадает в выходное отверстие 216, а затем в промежуток между первой и второй стенками 2 и 3. Далее сборочный элемент 1 движется вниз под действием силы тяжести, пока не достигнет полки 197 или ранее уложенных на нее сборочных элементов 1. В процессе движения сборочного элемента 1 вниз разделители 206 препятствуют его смещению вбок от вертикали, а участки 207 с повышенным сопротивлением движению обеспечивают ограничение скорости падения сборочного элемента 1.
Сборочные элементы 1 один за другим поступают из блока 201 сборки и заполняют снизу вверх промежуток между двумя соседними разделителями 206. Таким образом формируется вертикальный столбец сборочных элементов 1. После укладки каждого столбца блок 201 сборки сдвигается под действием привода 203 блока сборки по направляющей 204 к следующему промежутку между разделителями 206, после чего выполняется укладка следующего столбца и т.д. По горизонтали между двумя соседними разделителями 206 может умещаться более одного сборочного элемента 1, например, три (фиг. 25). Минимальный различимый наблюдателем элемент изображения (пиксель), может содержать как один сборочный элемент 1, так и несколько, что определяется размерами сборочных элементов 1. Если элемент изображения содержит несколько сборочных элементов 1, то воспроизводимый цвет будет суммой их цветов. Например, если элемент изображения представляет собой матрицу "3 х 3" сборочных элементов 1, каждый из которых имеет один из пяти цветов (черный, синий, зеленый, красный, белый), то число возможных цветов элемента изображения равно "715".
Для разборки изображения привод 198 полки поворачивает полку 197 или разрешает ее наклон под действием силы тяжести, и сборочные элементы 1 из промежутка между первой и второй стенками 2 и 3 перемещаются в промежуточный бункер 199. Затем привод 198 полки снова устанавливает полку 197 в горизонтальное положение. Работа блока 200 сортировки и хранения при сортировке сборочных элементов 1 разобранного изображения в устройстве для формирования изображений по третьему варианту аналогична работе соответствующего блока в устройстве для формирования изображений по второму варианту изобретения.
В процессе формирования изображения периодически выполняется пополнение запаса сборочных элементов 1 в блоке 201 сборки. Сборочные элементы 1 нужного цвета с помощью воздушного потока, создаваемого компрессором 209 пополнения (фиг. 26), переносятся из блока 200 сортировки и хранения по транспортеру 202 в блок 201 сборки. Каждый сборочный элемент 1 после поступления в блок 201 сборки (фиг. 27) тормозится в отделителе 218 и под действием силы тяжести через входное отверстие 223 (фиг. 28) попадает в распределитель 212. В зависимости от положения заслонок 224.1... 224.(NC-1) сборочный элемент 1 направляется в одно из выходных отверстий 225.1...225.NC и попадает в соответствующий бункер 213.1...213.NC.
Программа, выполняемая контроллером 23 в блоке 205 управления в устройстве по третьему варианту (фиг. 29), запускается после включения питания (блок 226) и работает в замкнутом цикле до его выключения. В начале цикла контроллер 23 ожидает поступления команды через блок 27 связи, принимает команду (блок 227) и проверяет ее.
Если проверка в блоке 228 программы показывает, что принята команда разобрать изображение, то контроллер 23 посылает на привод 198 полки команду открыть полку 197 (блок 229), то есть разрешить ее поворот или наклон. Затем формируется задержка на время Тc, достаточное для того, чтобы все сборочные элементы 1 под действием силы тяжести переместились из промежутка между первой и второй стенками 2 и 3 в промежуточный бункер 199 (блок 230). После этого контроллер 23 посылает на привод 198 полки команду закрыть полку 197, то есть зафиксировать ее в горизонтальном положении (блок 231). Наконец, контроллер 23 посылает на контроллер 164 в блоке 163 управления сортировкой команду начать выполнение программы сортировки сборочных элементов 1 (блок 232), которая аналогична соответствующей подпрограмме для устройства по второму варианту (фиг. 22).
После этого контроллер 23 в блоке 205 управления может начать выполнять программу формирования изображения.
Если проверка в блоке 233 программы показывает, что принята команда записать в ЗУ 26 изображений данные о новом изображении, пересылаемые по каналу 28 связи, то контроллер 23 переходит к выполнению подпрограммы 234 приема изображения, которая аналогична соответствующей подпрограмме для устройства по первому варианту.
Если проверка в блоке 235 показывает, что принята команда сформировать изображение, то контроллер 23 переходит к выполнению подпрограммы 236 формирования изображения. На блок-схеме этой подпрограммы (фиг. 30) обозначены: N - номер собираемого столбца элементов 1, NM - полное количество столбцов в собираемом изображении. После входа в подпрограмму (блок 237) контроллер 23 воздействует на привод 203 блока сборки так, чтобы переместить его в положение, при котором будет собираться первый столбец изображения (блок 238), присваивает переменной N значение "1" (блок 239), после чего переходит к выполнению подпрограммы 240 пополнения запаса сборочных элементов 1 в блоке 201 сборки и подпрограммы 241 укладки столбца сборочных элементов 1. Затем контроллер 23 проверяет, все ли столбцы сборочных элементов 1 уложены (блок 242). Если ответ на этот вопрос отрицательный, то контроллер 23 воздействует на привод 203 блока сборки команду так, чтобы переместить блок 201 сборки в положение, при котором будет собираться следующий столбец изображения (блок 243), значение переменной N увеличивается на "1" (блок 244), после чего программа возвращается в начало цикла на блок 240. В противном случае выполнение подпрограммы завершается в блоке 245.
В блок-схеме подпрограммы сборки столбца сборочных элементов 1 (фиг. 31) и в поясняющем ее тексте использованы следующие обозначения: L - номер очередного сборочного элемента 1 в укладываемом столбце, LM - количество сборочных элементов 1 в столбце, J - номер цвета сборочного элемента 1, AC - адрес в ЗУ 26 изображений, по которому хранится номер цвета J.
После входа в подпрограмму (блок 246) переменной L присваивается значение "1" (блок 247), после чего начинается выполнение цикла из блоков 248.. . 254 программы, в каждом проходе которого устройство укладывает один сборочный элемент 1 в формируемое изображение. В блоке 248 контроллер 23 вычисляет адрес АС цвета очередного сборочного элемента 1 в ЗУ 26 изображений по тому же правилу, что и для устройства по первому варианту. Далее контроллер 23 считывает номер цвета J очередного элемента изображения из ячейки ЗУ изображения 26 с вычисленным адресом АС (блок 249). Затем контроллер 23 подает команду открыть узел 214.J подачи в бункере 213.J в блоке 201 сборки (блок 250), посылая соответствующие управляющие сигналы на коммутатор 215 узлов подачи. После этого выдерживается пауза с длительностью T3 (блок 251), достаточной, чтобы сборочный элемент 1 переместился из узла подачи 214.J через выходное отверстие 216 в промежуток между первой и второй стенками 2 и 3. Затем контроллер 23 подает команду закрыть узел 214.J подачи в бункере 213.J в блоке 201 (блок 252) и проверяет, все ли сборочные элементы 1 данного столбца уложены (блок 253). Если еще не все, то значение переменной L увеличивается на "1" (блок 254), после чего программа возвращается в начало цикла на блок 248 программы. В противном случае выполнение подпрограммы завершается в блоке 255 программы.
В блок-схеме подпрограммы 240 пополнения запаса сборочных элементов 1 в блоке 201 сборки (фиг. 32) и в поясняющем ее тексте обозначены: J - номер цвета и соответствующего бункера, NG - количество цветов сборочных элементов 1. После входа в подпрограмму (блок 256) переменной J присваивается значение "1" (блок 257). Затем контроллер 23 проверяет состояние датчика 221.J, контролирующего нижний порог заполнения бункера 213.J сборочными элементами 1 (блок 258). Если эта проверка дает "Нет", значит верхняя поверхность слоя сборочных элементов 1 в бункере 213.J ниже датчика 221.J наполнения. В этом случае начинается процесс пополнения запаса сборочных элементов 1 в бункере 213. J. Контроллер 23 устанавливает заслонки 224.1...224.(NC-1) в распределителе 212 в положения, обеспечивающие прохождение сборочных элементов 1 в бункер 213. J, посылая соответствующие управляющие сигналы на приводы этих заслонок (блок 262), включает компрессор 209 пополнения (блок 263) и открывает затвор 208.J в блоке 200 сортировки и хранения (блок 264). В результате сборочные элементы 1 начинают перемещаться из бункера 30.J в блоке 200 сортировки и хранения в канал 211 пополнения, где они подхватываются воздушным потоком и переносятся по транспортеру 202 в блок 201 сборки, проходят там распределитель 212 и попадают в бункер 213.J.
Тем временем контроллер 23 непрерывно проверяет состояние датчика 220.J наполнения, контролирующего верхний порог заполнения бункера 213.J сборочными элементами 1 (блок 265). Пока поверхность слоя сборочных элементов 1 в бункере 213. J ниже этого датчика, проверка будет давать "Нет" и контроллер 23 будет повторно выполнять блок 265 программы. Когда бункер 213. J заполнится сборочными элементами 1 выше уровня датчика 220.J, проверка в блоке 265 даст "Да". После этого контроллер 23 подает команду закрыть затвор 208.J в блоке 200 сортировки и хранения (блок 266) и выдерживает паузу длительностью T4, достаточной для того, чтобы все сборочные элементы 1, ранее вышедшие из бункера 30.J в блоке 200 сортировки и хранения, переместились в бункер 220.J в блоке 201 сборки. Затем контроллер 23 выключает компрессор 209 пополнения (блок 268) и переходит к выполнению блока 259 программы, в котором выясняет, все ли бункеры 220.J в блоке 201 сборки проверены. Если еще не все (J < NC), то значение переменной J увеличивается на "1" (блок 260), и выполняется возврат в начало цикла на блок 258. Если же J = NC, то выполнение подпрограммы завершается в блоке 261.
Работа устройства для формирования изображений по четвертому варианту изобретения (фиг. 33 и 34) основана на формировании изображения из сборочных элементов 1, которые перед формированием изображения находятся в блоке 272 сортировки и хранения и может быть частично в промежуточном бункере 271. Головка 273 сборки находится у одного из краев направляющей 276. Формируемое изображение состоит из наклонных рядов сборочных элементов 1.
В соответствии с программой формирования изображения сборочные элементы 1 нужных цветов один за другим извлекаются из блока 272 сортировки и хранения, перемещаются под действием воздушного потока по трубопроводу 274 к головке 273, из которой попадают в промежуток между первой и второй стенками 2 и 3 на одну из полок 269, по которой скатываются под действием силы тяжести, пока не достигнут дверцы 270 или ранее уложенных сборочных элементов 1. После укладки всего наклонного ряда элементов 1 на первую из полок 269 головка 273 перемещается по направляющей 270 к следующей полке 269, на которую укладывается следующий наклонный ряд сборочных элементов 1 и т.д. Формирование изображения может начинаться как с нижнего наклонного ряда, так и с верхнего.
Для разборки изображения привод 277 дверцы под действием управляющих сигналов с блока 278 управления открывает дверцу 270, и все сборочные элементы 1 скатываются по наклонным полкам 269 в промежуточный бункер 271, после чего привод 277 дверцы закрывает дверцу 270. Работа блока 272 сортировки и хранения при формировании и при разборке изображения в устройстве для формирования изображений по четвертому варианту аналогична работе соответствующего блока в устройстве для формирования изображений по второму варианту (см. фиг. 19 и 20).
Программа, выполняемая контроллером 23 в блоке 278 управления в устройстве по четвертому варианту (фиг. 35), запускается после включения питания (блок 279) и работает в замкнутом цикле до выключения питания. В начале цикла контроллер 23 ожидает поступления команды через блок 27 связи, принимает команду (блок 280) и проверяет ее.
Если проверка в блоке 281 показывает, что принята команда разобрать изображение, то контроллер 23 посылает на привод 277 дверцы команду открыть дверцу 270 (блок 282), выдерживает паузу длительностью Tc, достаточной для того, чтобы все сборочные элементы 1 под действием силы тяжести переместились из промежутка между первой и второй стенками 2 и 3 в промежуточный бункер 271 (блок 283), посылает на привод 277 дверцы команду закрыть дверцу 270 (блок 284) и, наконец, посылает на контроллер 164 в блоке 163 управления сортировкой (на фиг. 34 не показаны) команду начать выполнение программы сортировки сборочных элементов 1 (блок 285), которая аналогична соответствующей программе для устройства по второму варианту. После этого контроллер 23 в блоке 278 управления может начать выполнять программу формирования изображения.
Если проверка в блоке 286 показывает, что принята команда записать в ЗУ 26 изображений данные о новом изображении, пересылаемые по каналу 28 связи, то контроллер 23 переходит к выполнению подпрограммы 287 приема изображения, которая аналогична соответствующей подпрограмме для устройства по первому варианту.
Если проверка в блоке 288 показывает, что принята команда сформировать изображение, то контроллер 23 переходит к выполнению подпрограммы 289 формирования изображения. На блок-схеме этой подпрограммы (фиг. 36) использованы обозначения: N - номер собираемого ряда сборочных элементов 1, NM - полное количество рядов в собираемом изображении. После входа в подпрограмму (блок 290) контроллер 23 устанавливает головку 273 в положение, соответствующее первому укладываемому ряду (блок 291), присваивает переменной N значение "1" (блок 292) и переходит к выполнению подпрограммы 293 укладки ряда сборочных элементов 1. Затем контроллер 23 проверяет, все ли ряды сборочных элементов 1 уложены (блок 294). Если ответ отрицательный, то головка 273 перемещается к следующей полке 269 (блок 295), значение переменной N увеличивается на "1" (блок 296), после чего выполняется возврат в начало цикла на блок 293. В противном случае выполнение подпрограммы завершается в блоке 297.
В блок-схеме подпрограммы 293 укладки ряда сборочных элементов 1 (фиг. 37) и в поясняющем ее тексте обозначены: L - номер очередного сборочного элемента 1 в укладываемом ряде, LM - количество сборочных элементов 1 в ряде, J - номер цвета сборочного элемента 1, AC - адрес в ЗУ 26 изображений, по которому хранится номер цвета J.
После входа в подпрограмму (блок 298) контроллер 23 включает компрессор 35 сборки (блок 299) в блоке 272 сортировки и хранения (фиг. 19), присваивает переменной L значение "1" (блок 300) и переходит к выполнению замкнутого цикла из блоков 301...307, в каждом проходе которого устройство укладывает один сборочный элемент 1 в формируемое изображение. В блоке 301 программы контроллер 23 вычисляет адрес АС цвета очередного сборочного элемента 1 в ЗУ изображений 26. Эта операция аналогична соответствующей операции для устройства по первому варианту. Далее контроллер 23 считывает номер цвета J очередного элемента изображения из ячейки ЗУ изображения 26 с вычисленным адресом АС (блок 302) и подает команду открыть узел 31.J подачи в бункере 30.J (блок 303). В результате в канал 40 сборки поступает один элемент 1, имеющий цвет с номером J. Тем временем контроллер 23 циклически опрашивает датчик 44 прохождения элемента, ожидая, пока сборочный элемент 1 пройдет головку 273 (блок 304). Как только это произойдет, контроллер 23 подает команду закрыть узел 31.J подачи (блок 305).
Далее контроллер 23 проверяет, все ли сборочные элементы 1 укладываемого ряда уложены (блок 306). Если еще не все, то значение переменной L увеличивается на "1" (блок 307), после чего программа возвращается в начало цикла на блок 301 программы. В противном случае контроллер 23 выключает компрессор 35 сборки (блок 308) и выполнение подпрограммы завершается в блоке 309.
Реализация способа формирования изображения по настоящему изобретению не ограничивается описанными вариантами устройства. Например, сортировка сборочных элементов может осуществляться не в самих устройствах для формирования изображений, а в отдельном пункте обслуживания. В таком варианте специальный автомобиль будет объезжать установленные в разных местах устройства отображения, забирать сборочные элементы старого изображения и загружать в устройства рассортированные сборочные элементы для формирования нового изображения. Затем этот автомобиль будет привозить сборочные элементы в пункт обслуживания. Сортировка может выполняться и непосредственно на указанном автомобиле.
Возможны различные варианты выполнения устройств, реализующих способ. Например, блок сборки, описанный в третьем варианте настоящего изобретения, может использоваться и в других вариантах вместо простой головки сборки. При этом, как было отмечено ранее, возможно увеличение скорости сборки. Возможно применение различных средств перемещения полки в первом и втором вариантах. Например, вторая (задняя) стенка устройства может быть выполнена в виде ленты, прокручиваемой в вертикальном направлении. Полка в этом случае должна быть жестко прикреплена к указанной ленте и будет перемещаться при прокрутке ленты. Воздушная подушка, то есть слой сжатого воздуха под полкой, также может использоваться для перемещения полки по вертикали.
В устройствах отображения по третьему и четвертому вариантам первая и вторая стенки и находящиеся между ними разделители или полки могут быть изготовлены из объединенных в пачку труб круглого, прямоугольного или иного сечения, изготовленных из прозрачного материала, например, прозрачной пластмассы. Тогда каждый ряд будет образован сборочными элементами, находящимися в одной трубе.
Во всех вариантах изобретения возможно объединение нескольких устройств в группу для формирования изображения большого размера. При этом в каждом отдельном устройстве будет собрана часть полного изображения. Во всех устройствах для формирования изображений возможно выполнение первой стенки, второй стенки или обеих указанных стенок с отверстиями, обеспечивающими прозрачность стенок и позволяющими уменьшить расход материала. Возможно также выполнение одной из указанных стенок или обеих стенок в виде решетки или ажурной конструкции, обеспечивающей перемещения элементов только по определенным направлениям.
Таким образом, в заявленных способе и устройствах достигается требуемый технический результат. Способ формирования изображения по настоящему изобретению дает возможность автоматизировать формирование изображения из сборочных элементов, так как не требуются перемещения по сложным траекториям, операции захвата или прикрепления элементов, которые перемещаются или под действием воздушного потока, или под действием силы тяжести.
Устройства для формирования изображений по настоящему изобретению дают возможность автоматически формировать изображение из элементов разных цветов. При этом один управляющий центр может управлять многими устройствами для формирования изображений, расположенными на значительных расстояниях от него, посылая команды сформировать или разобрать изображение по проводным или беспроводным каналам связи. Формирование новых изображений может выполняться, например, в ночные часы, так что люди на улице каждый день смогут видеть новую информацию.
Каждый из описанных вариантов устройства, реализующего способ формирования изображений, имеет свои преимущества.
В устройстве по первому варианту блок сортировки и хранения находится близко к верхней границе промежутка между первой и второй стенками. Поэтому трубопровод сборки относительно короткий, и требуется меньшая мощность компрессора сборки, а также уменьшается время движения элемента от блока сортировки до головки сборки.
В устройстве по второму варианту не нужны головка разборки и трубопровод разборки. Можно формировать новое изображение одновременно с сортировкой сборочных элементов, полученных при разборке старого изображения. Как и в устройстве по первому варианту, сборочные элементы при укладке на полку падают с небольшой высоты, поэтому можно использовать более крупные сборочные элементы, имеющие относительно большие размеры и, следовательно, относительно большую массу.
В устройстве по третьему варианту помимо преимуществ, имеющихся в устройстве по второму варианту, есть дополнительные преимущества. При формировании изображения каждый сборочный элемент проходит небольшое расстояние от блока сборки до промежутка между первой и второй стенками, благодаря чему скорость формирования изображения увеличивается. Нет необходимости перемещать полку, что также способствует увеличению скорости формирования изображения и позволяет упростить конструкцию устройства. Устройства по третьему варианту особенно просто объединять в группы для получения изображения больших размеров.
В устройстве по четвертому варианту вторая (задняя) стенка не закрыта другими блоками устройства. Поэтому, если и первая и вторая стенки прозрачные, то изображение можно наблюдать как со стороны первой стенки, так и со стороны второй стенки. Укладка элементов сбоку может оказаться более удобной в некоторых применениях.
Предлагаемые устройства для формирования изображений не содержат дорогих материалов и сложных в изготовлении узлов, не требуют расхода бумаги или каких-либо других материалов одноразового применения. Основным материалом являются пластмассовые шарики, которые могут использоваться много раз. Так как устройства имеют дистанционное управление, изменение изображений не требует использования автотранспорта и расхода бензина. Электроэнергия расходуется только во время формирования и разборки изображений, а в остальное время сами устройства потребляют минимальное количество электроэнергии. Конструкция устройств устойчива к воздействиям окружающей среды, что обеспечит надежную работу в широких диапазонах температуры и влажности, при сильном ветре и в других неблагоприятных условиях.
Настоящее изобретение позволяет создавать устройства для формирования изображений разных масштабов, как с размерами обычных уличных рекламных щитов, так и закрывающих целую стену многоэтажного дома, или, наоборот, меньших размеров для вывески магазина или афиши театра. В дневное время изображения будут хорошо видны благодаря естественному дневному свету, а в темное время суток при использовании обычных средств подсветки. Новые устройства для формирования изображений позволят сделать более гибкими и оперативными массовую информацию и рекламу и украсят улицы городов, дороги и общественные места.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ (ВАРИАНТЫ) И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2182349C1 |
| СПОСОБ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2185650C1 |
| КРЫШКА С СИГНАЛИЗАЦИЕЙ | 2000 |
|
RU2154305C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ГРОМКОСТИ ЗВУКОВОСПРОИЗВЕДЕНИЯ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2206174C2 |
| ЗВУКОВОСПРОИЗВОДЯЩАЯ ЭТИКЕТКА | 2000 |
|
RU2161332C1 |
| КРЫШКА С СИГНАЛИЗАЦИЕЙ | 2001 |
|
RU2189336C1 |
| КРЫШКА С СИГНАЛИЗАЦИЕЙ | 2001 |
|
RU2189335C1 |
| СИСТЕМА МОНИТОРИНГА БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ЗДАНИЙ И ИНЖЕНЕРНО-СТРОИТЕЛЬНЫХ СООРУЖЕНИЙ | 2011 |
|
RU2472129C1 |
| ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ВОЗВРАТНОГО СТЕКЛОБОЯ В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2014 |
|
RU2548416C1 |
| МОДУЛЬНАЯ ИНЖЕНЕРНАЯ СИСТЕМА | 2006 |
|
RU2363973C2 |
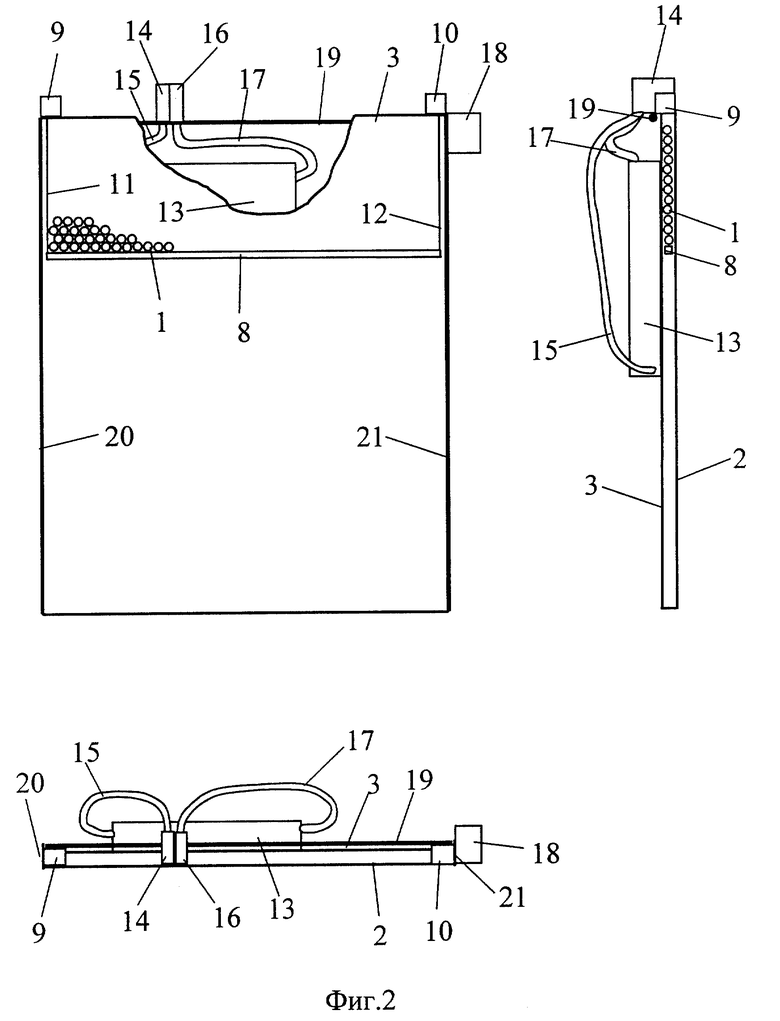
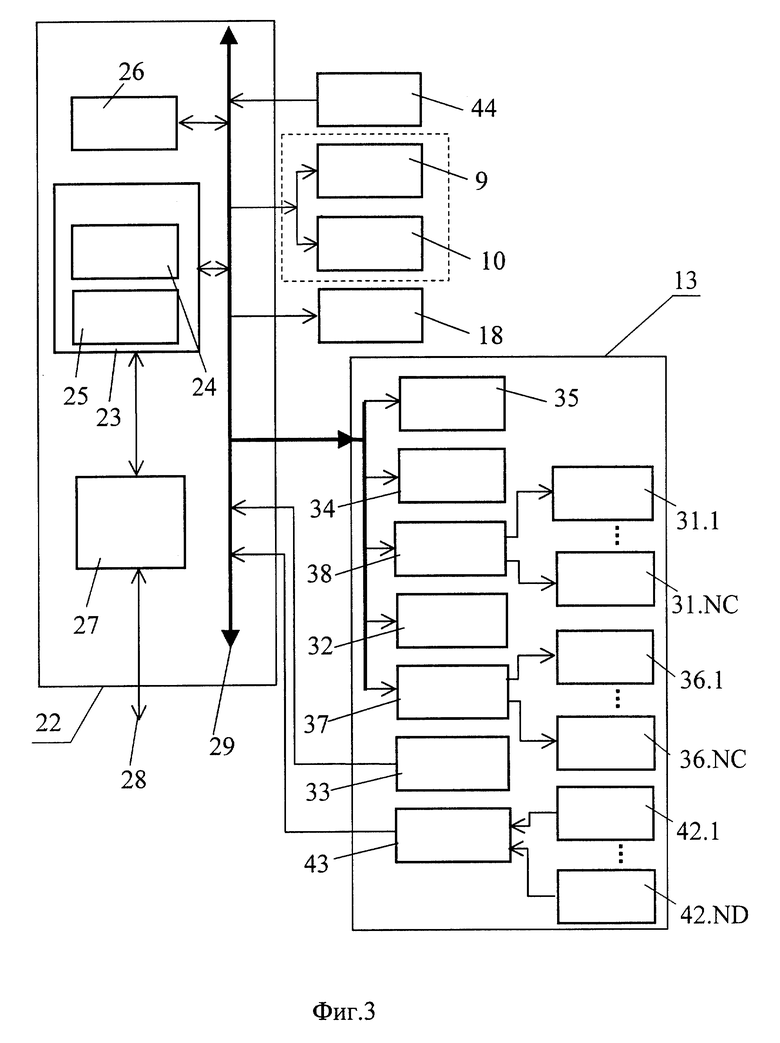
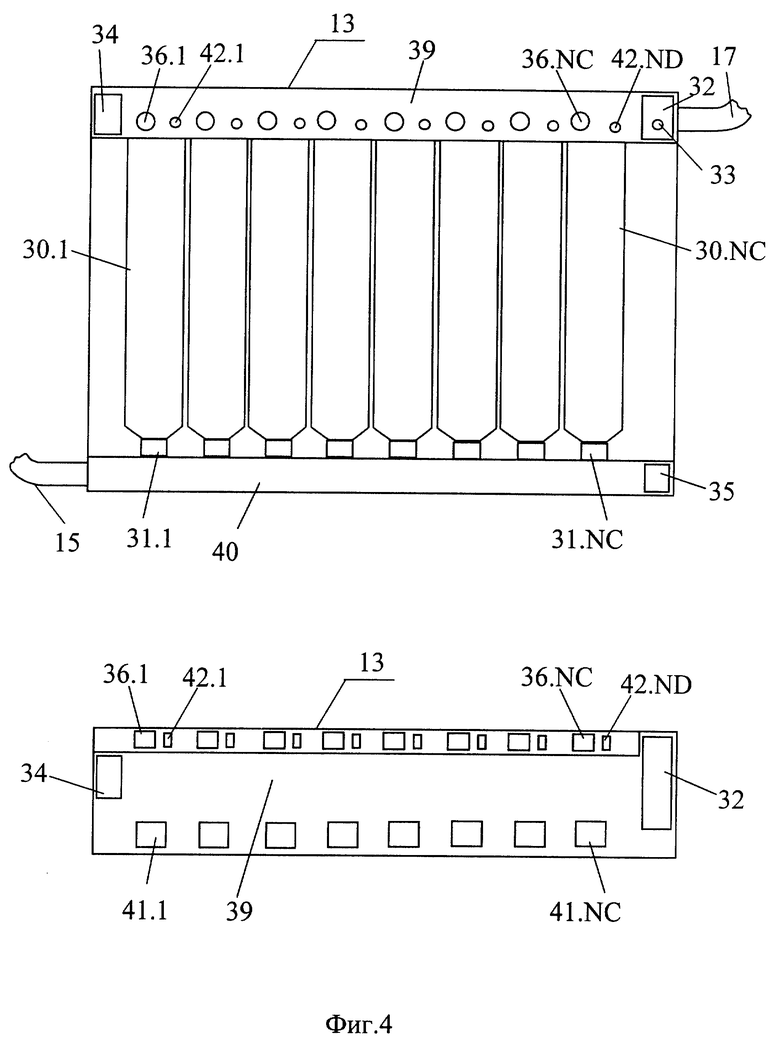
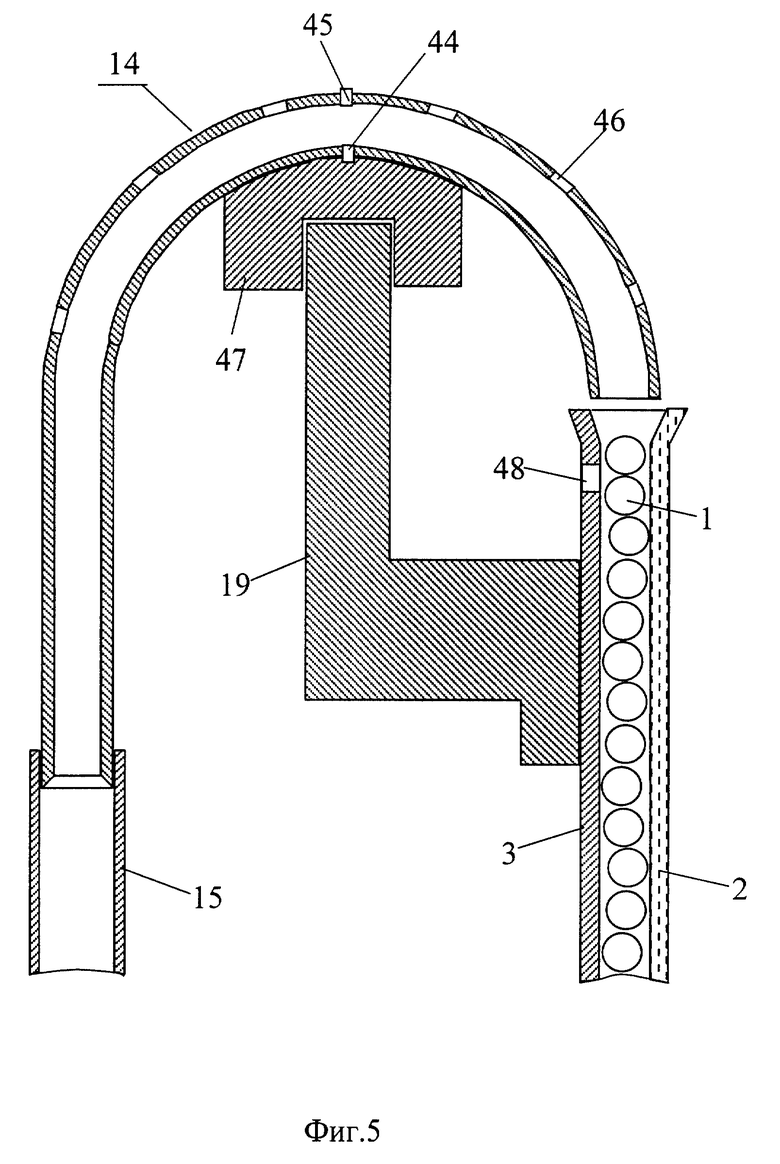
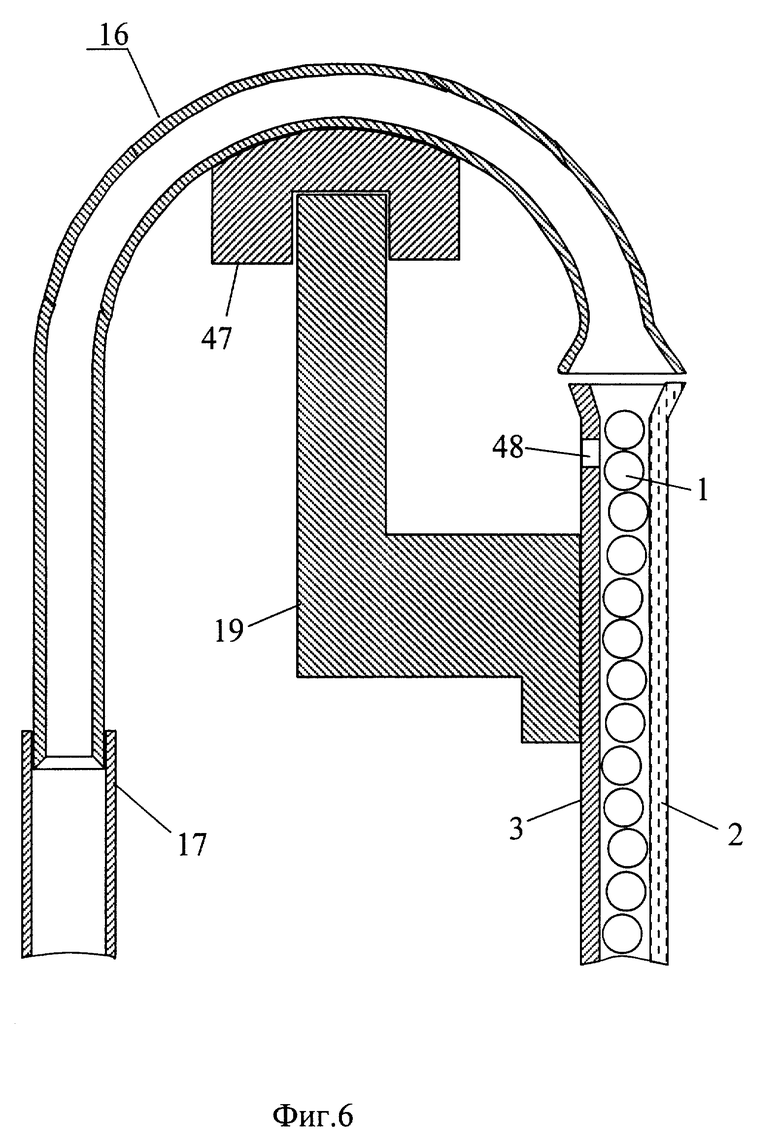
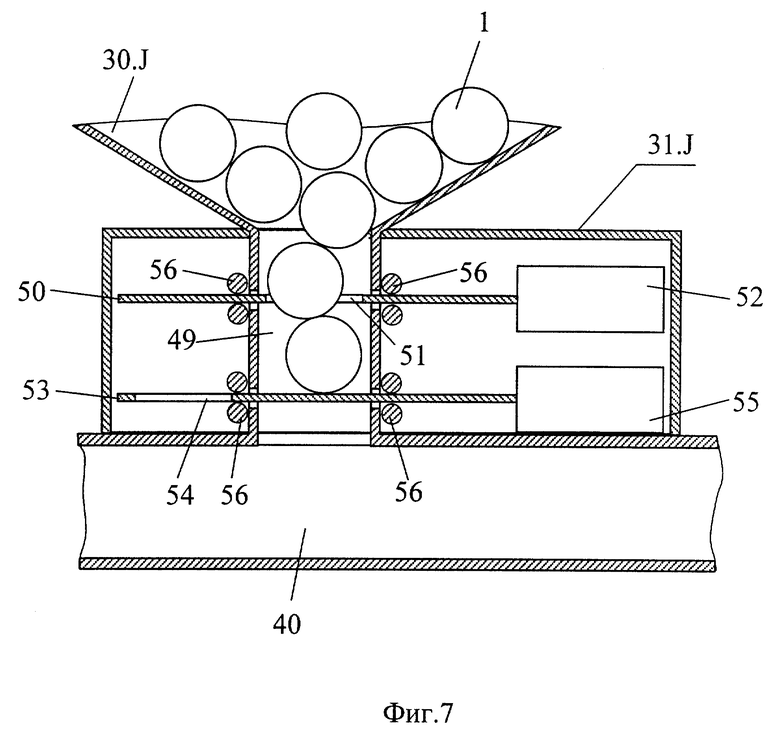
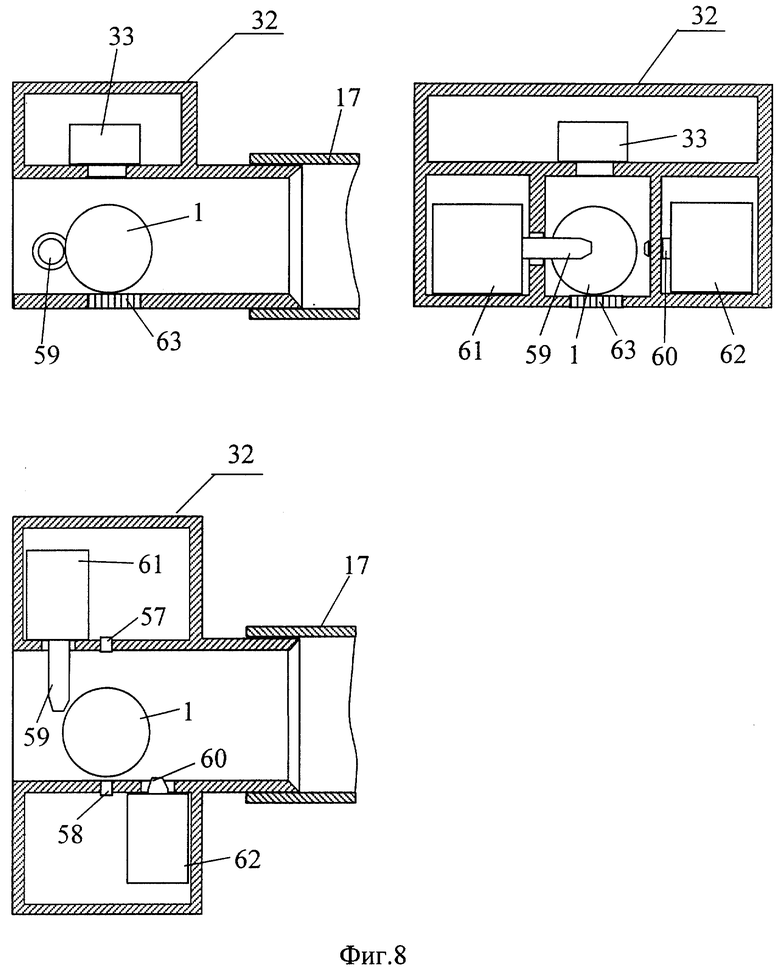
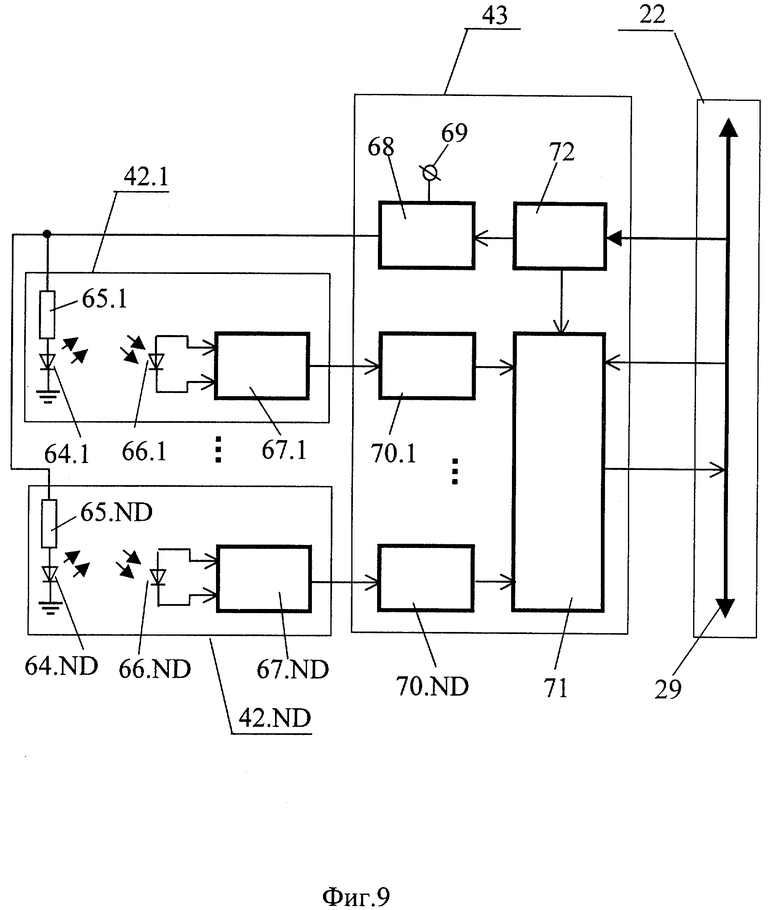
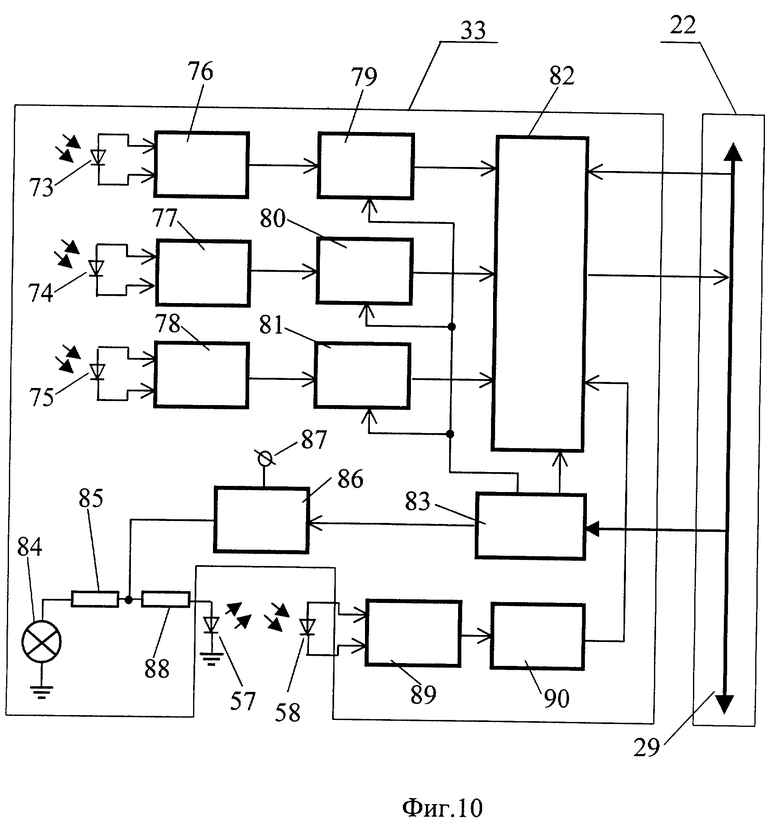
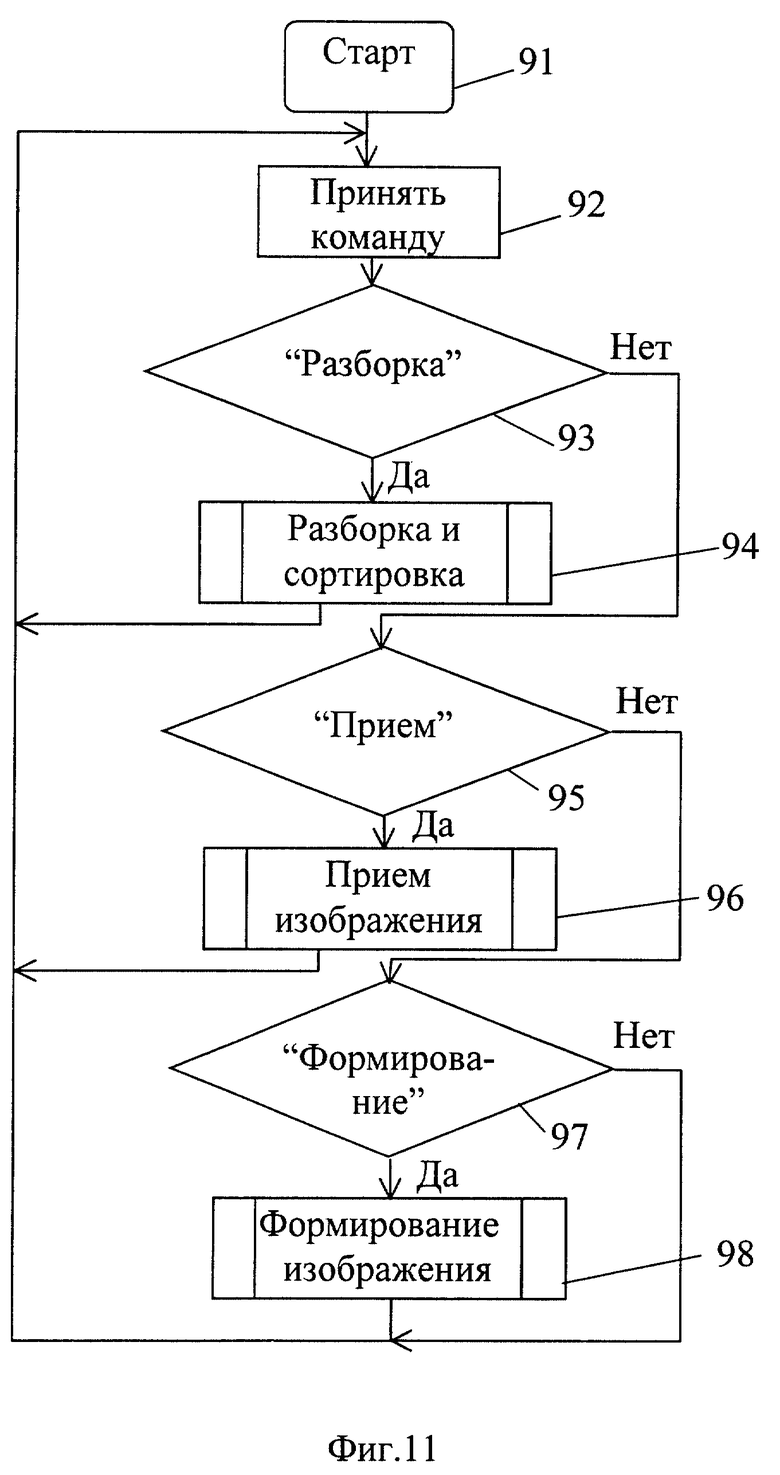
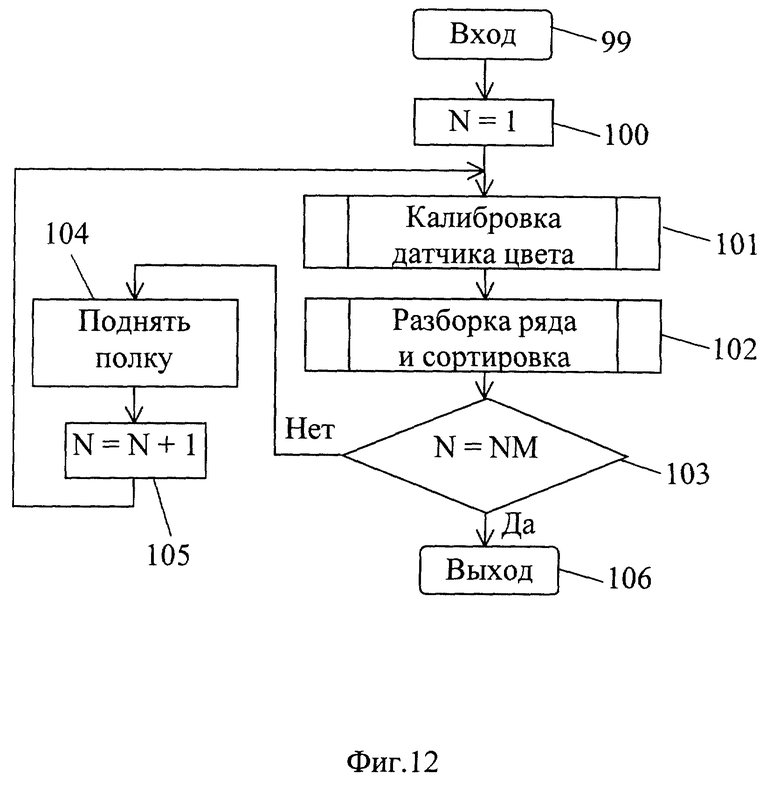
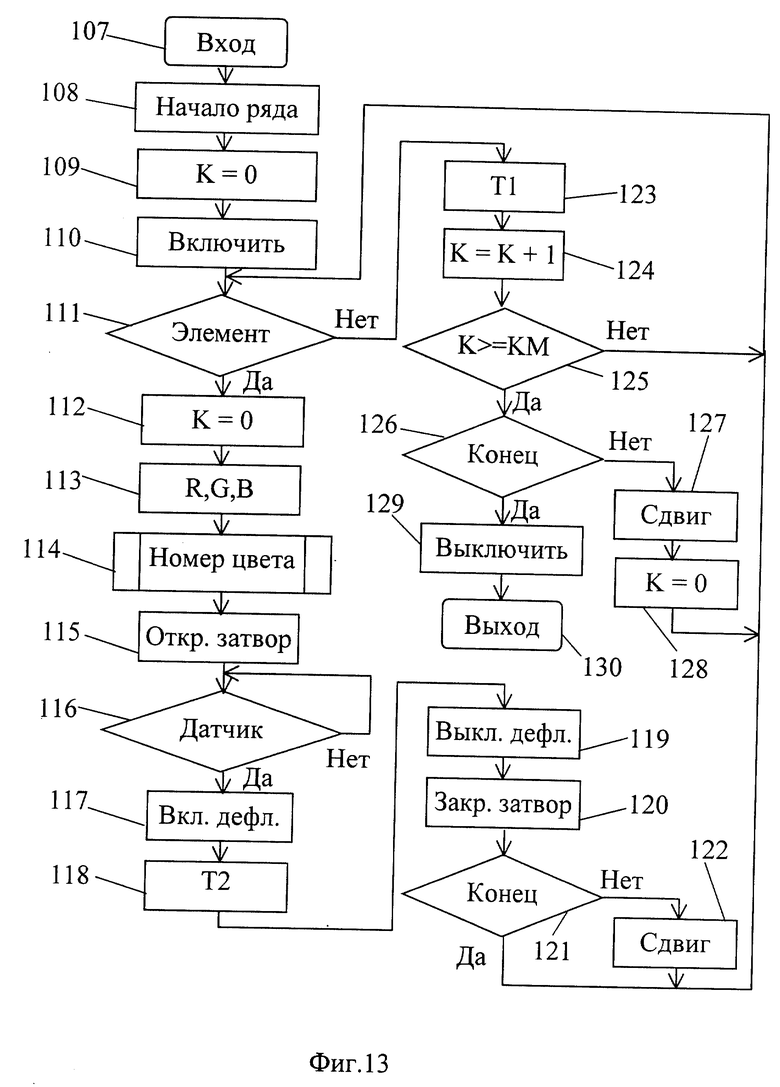
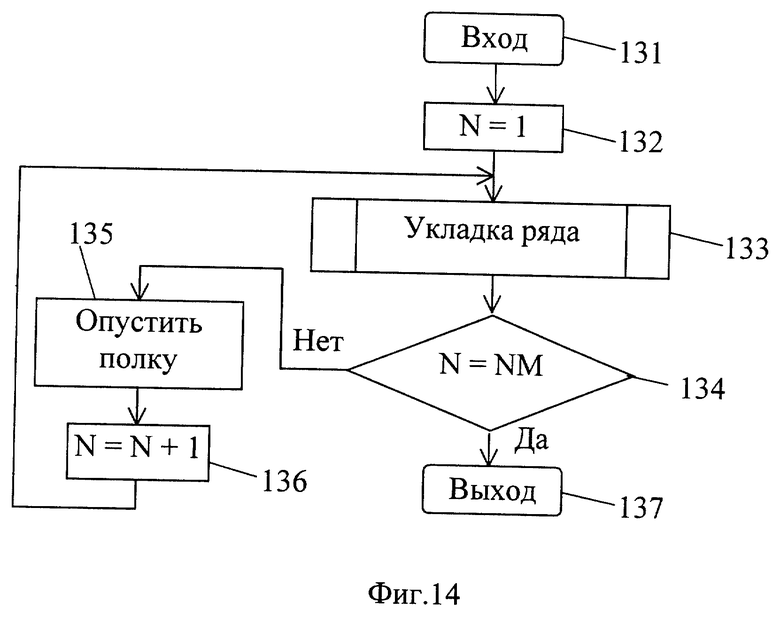
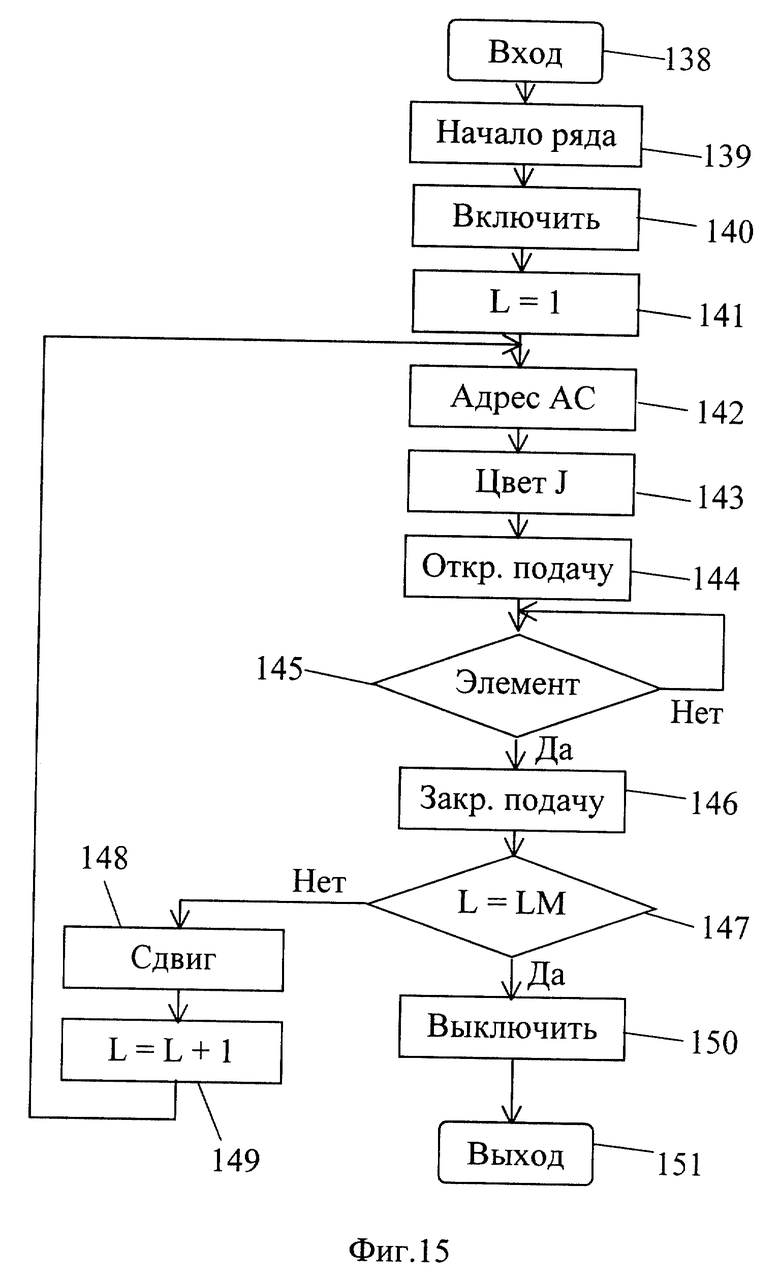
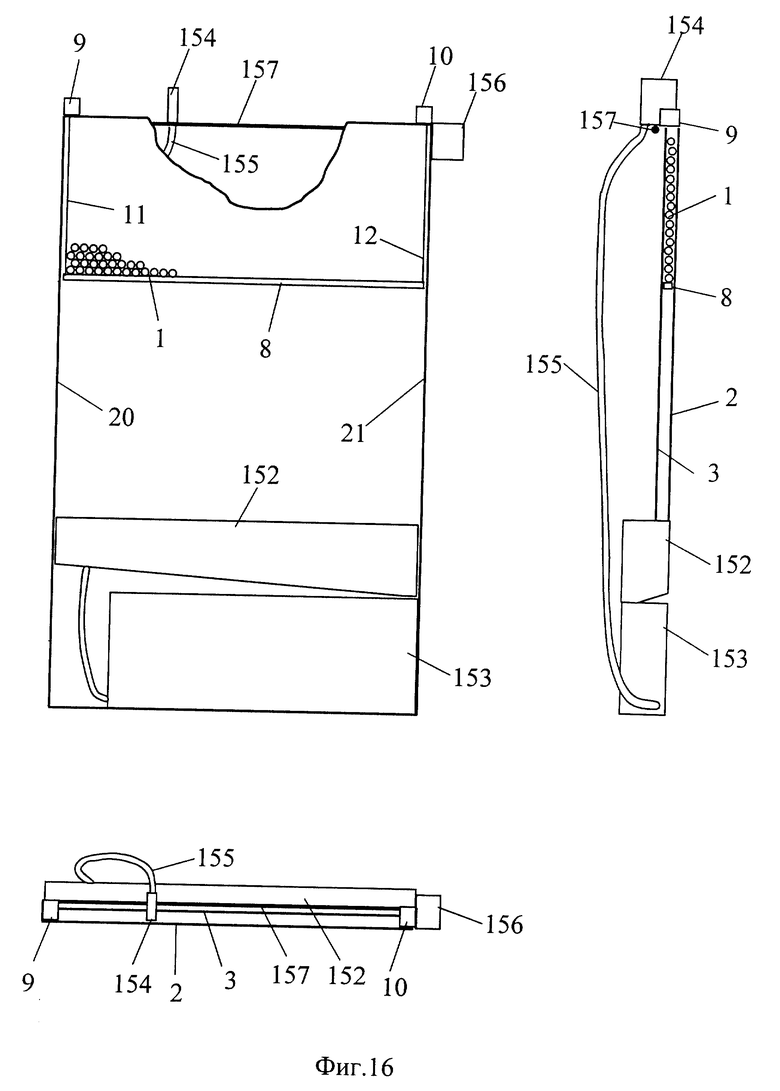
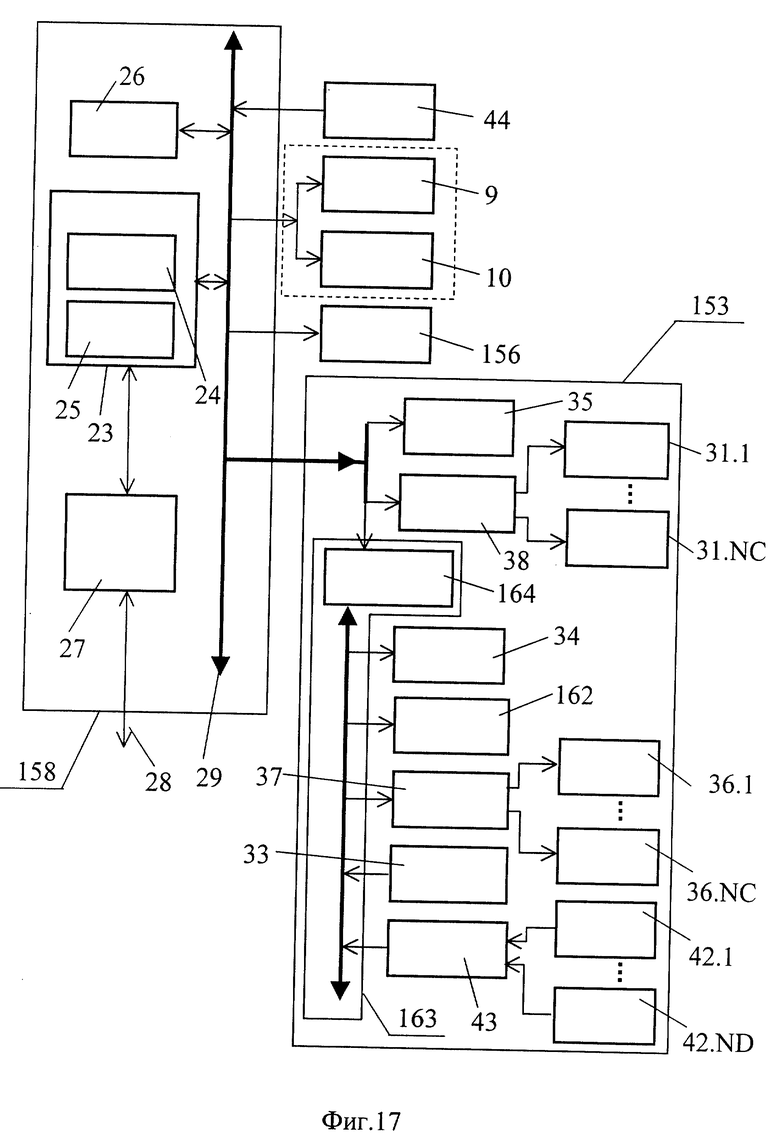
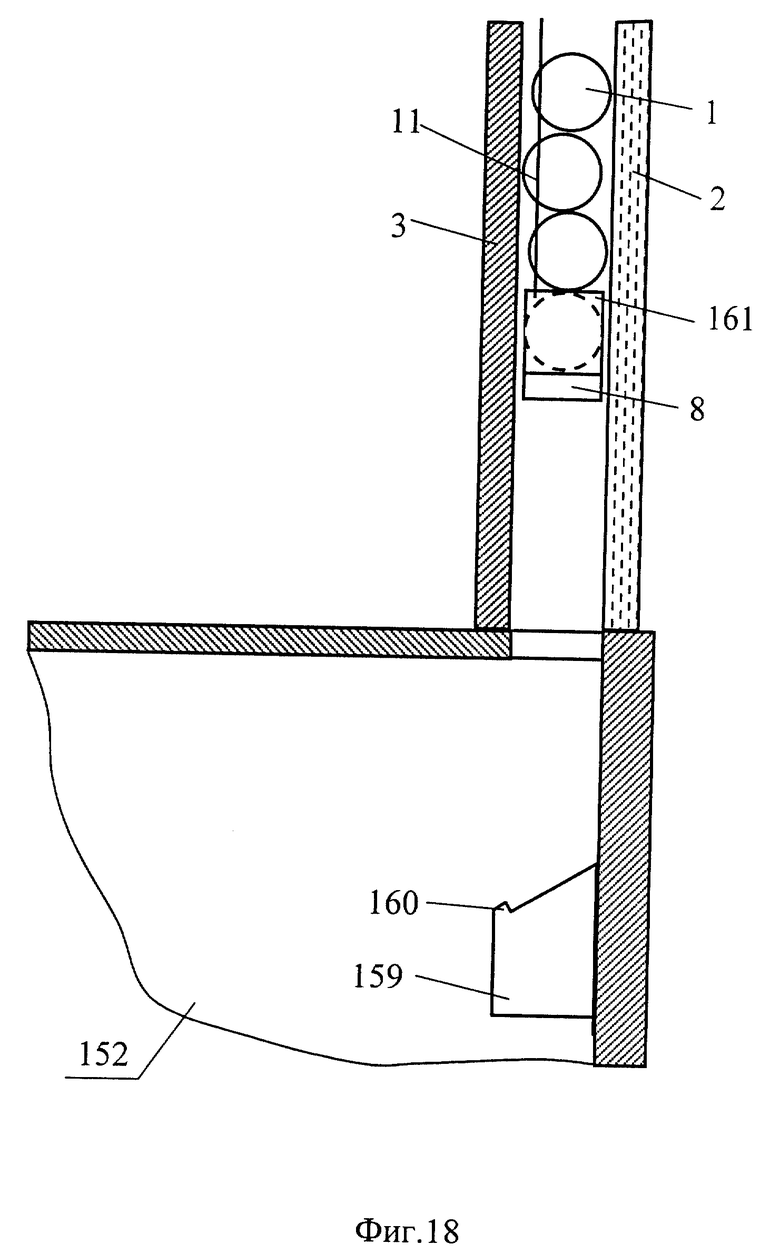
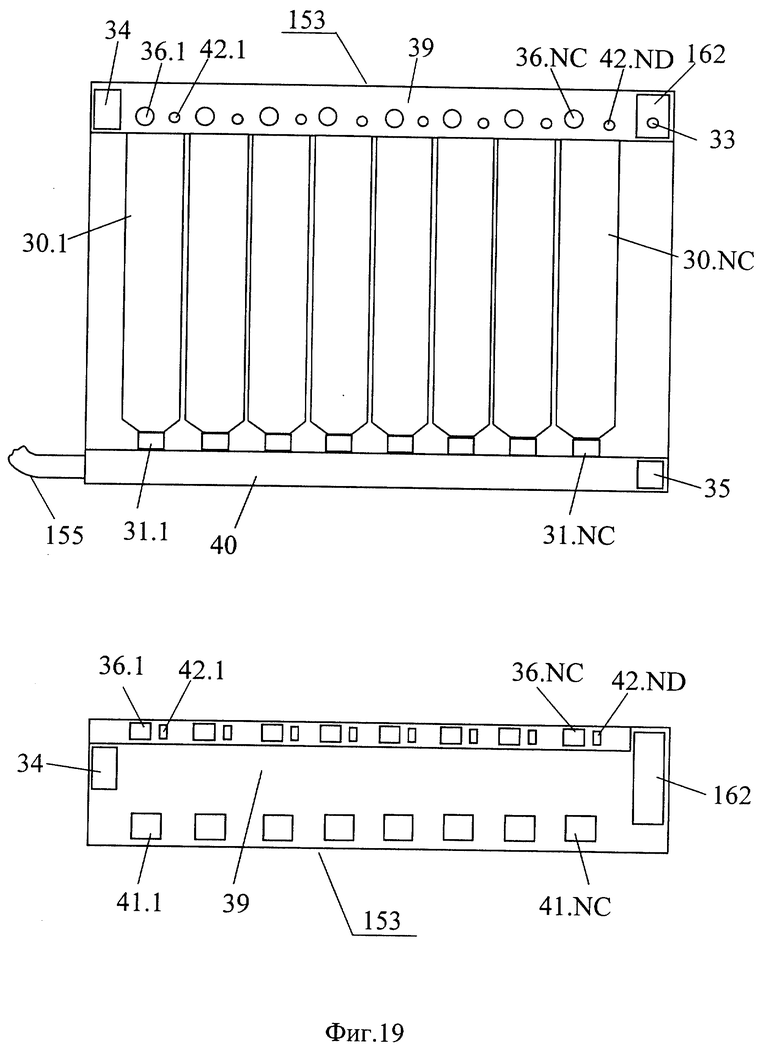
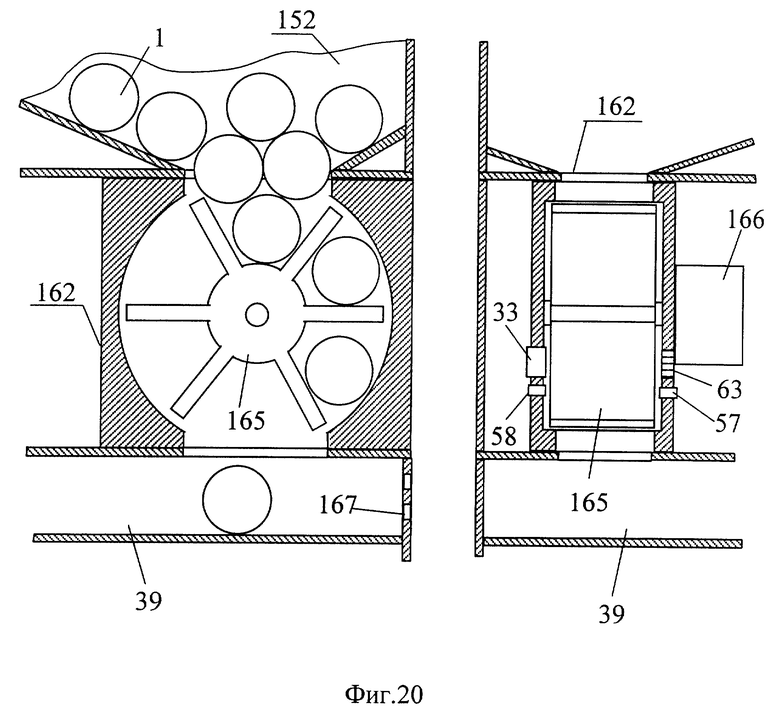
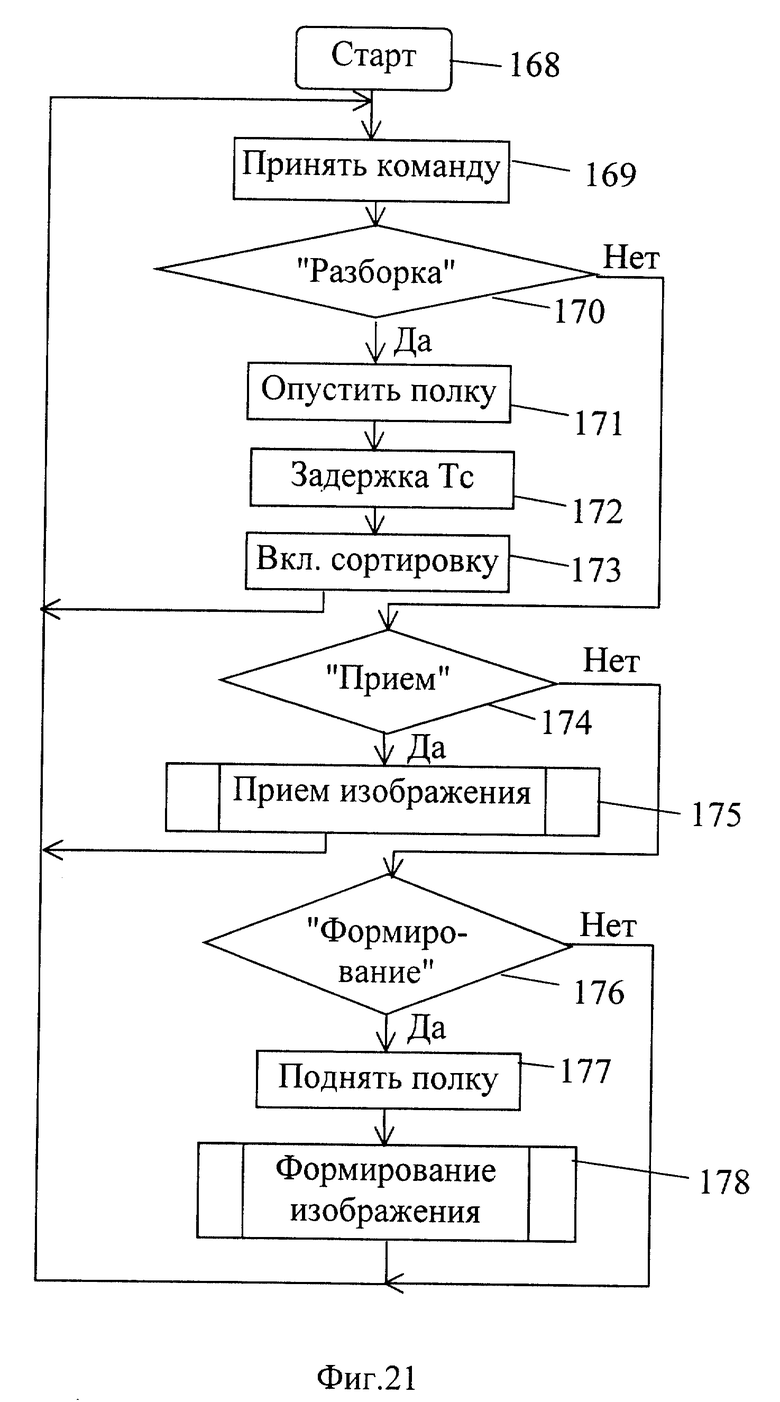
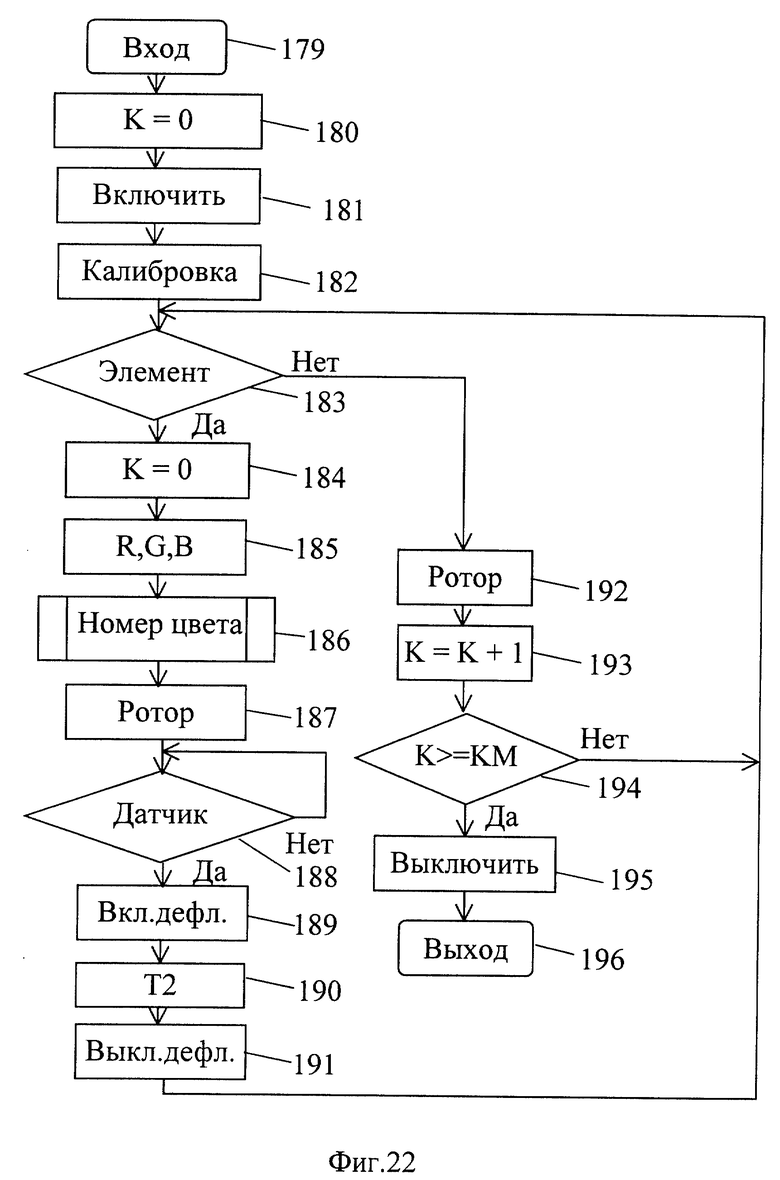
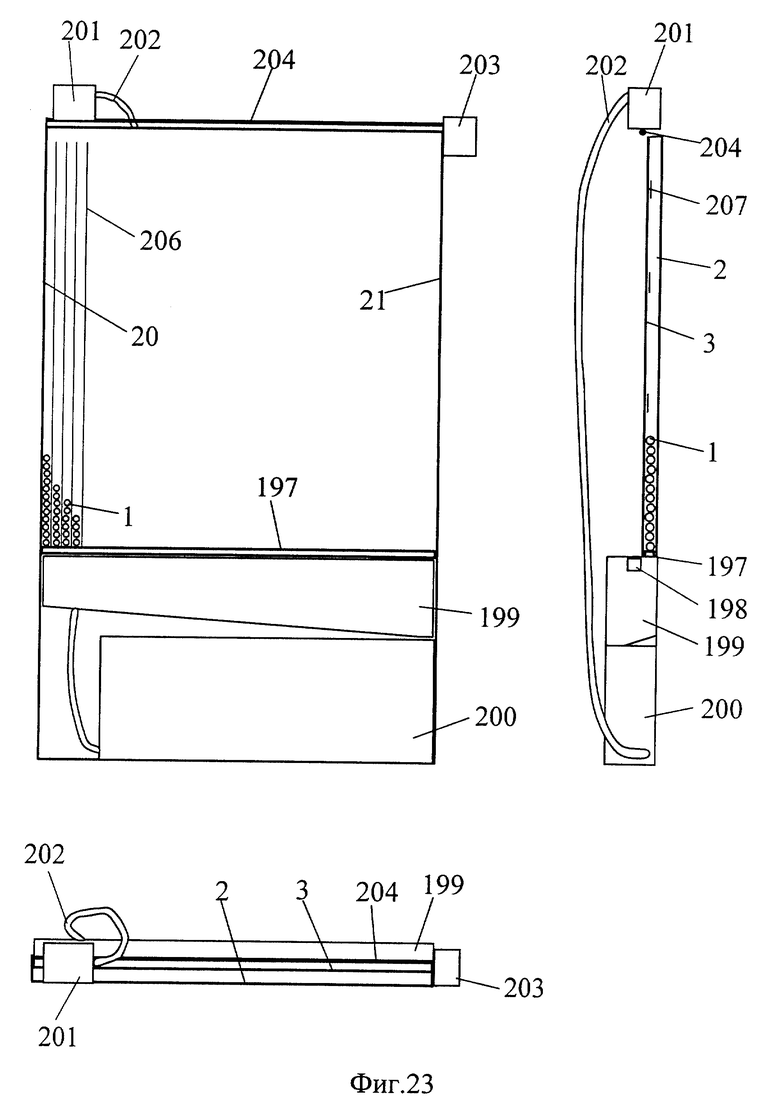
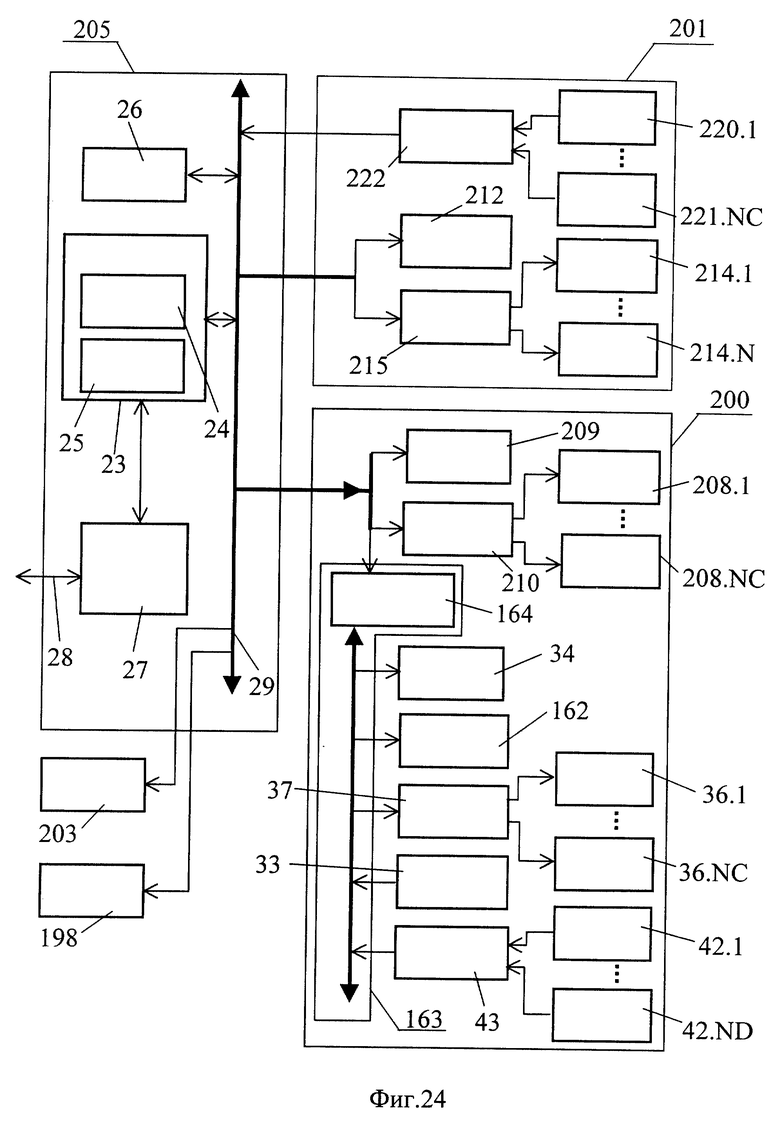
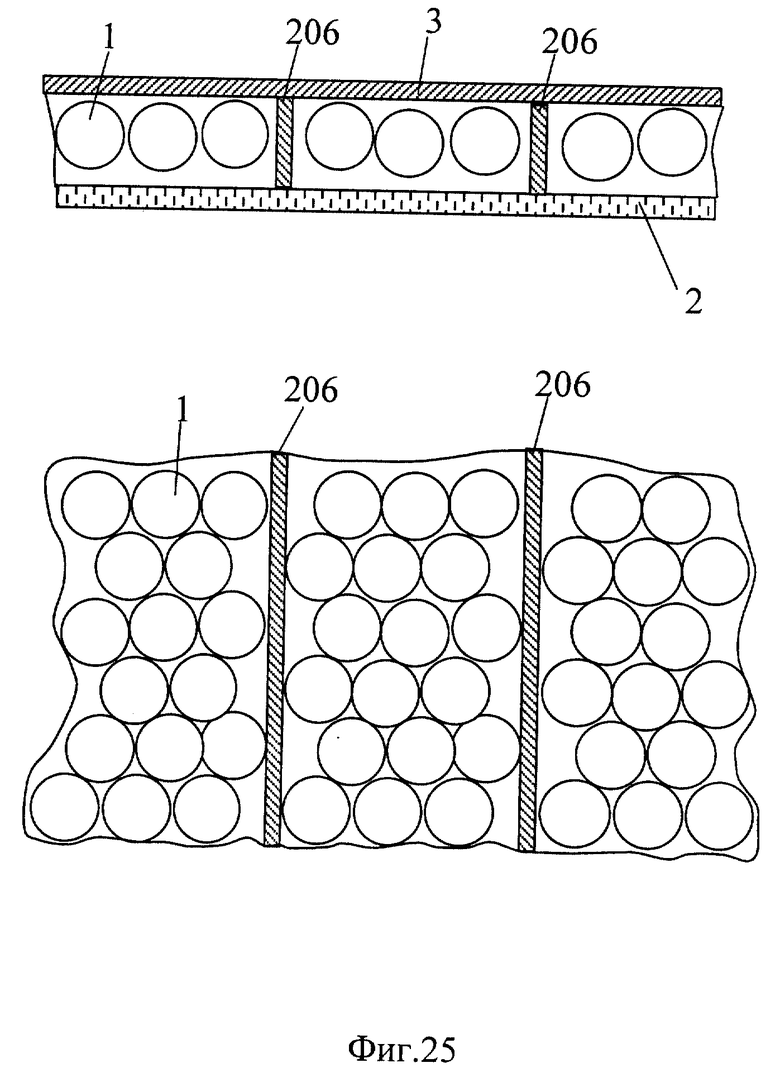
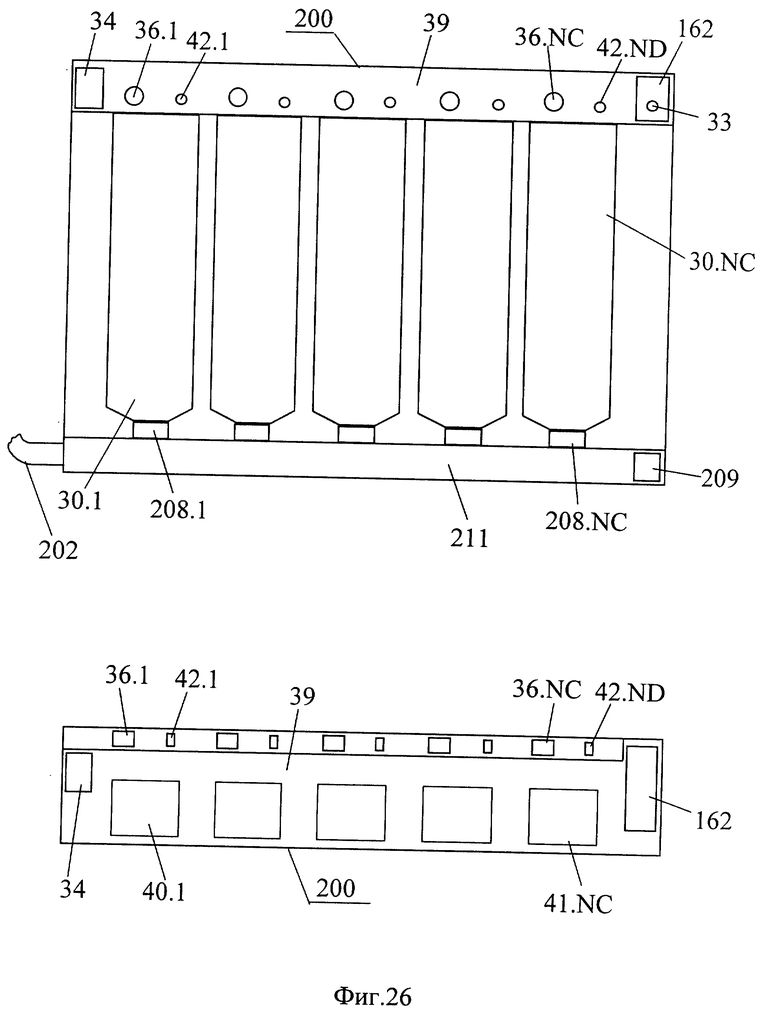
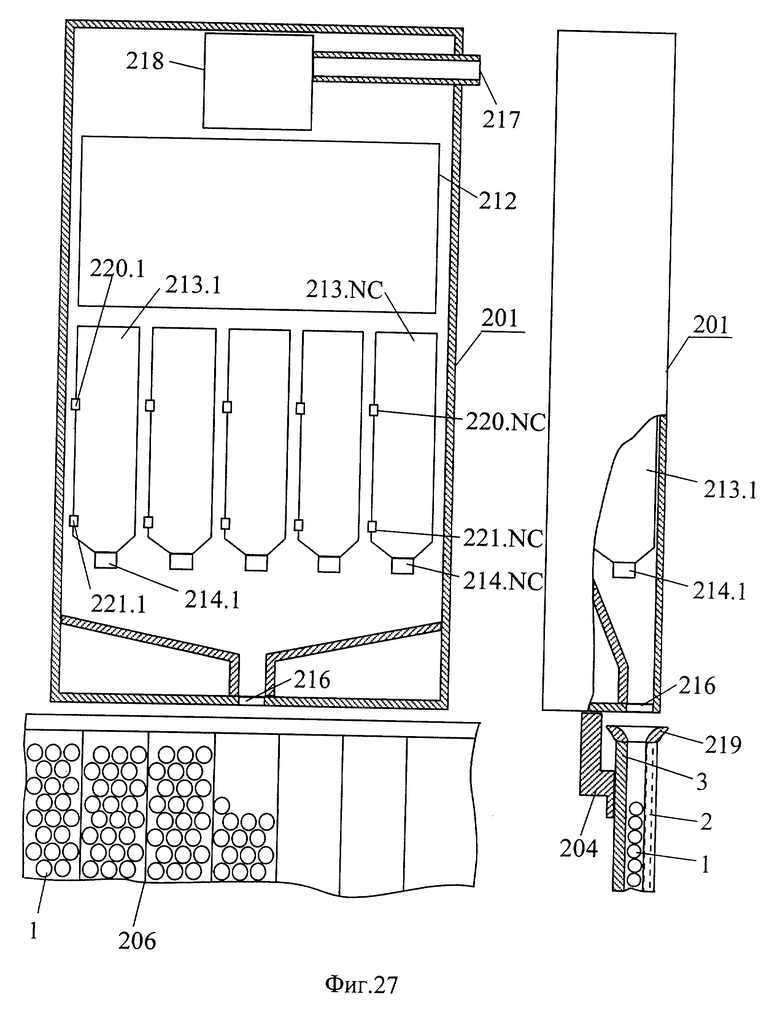
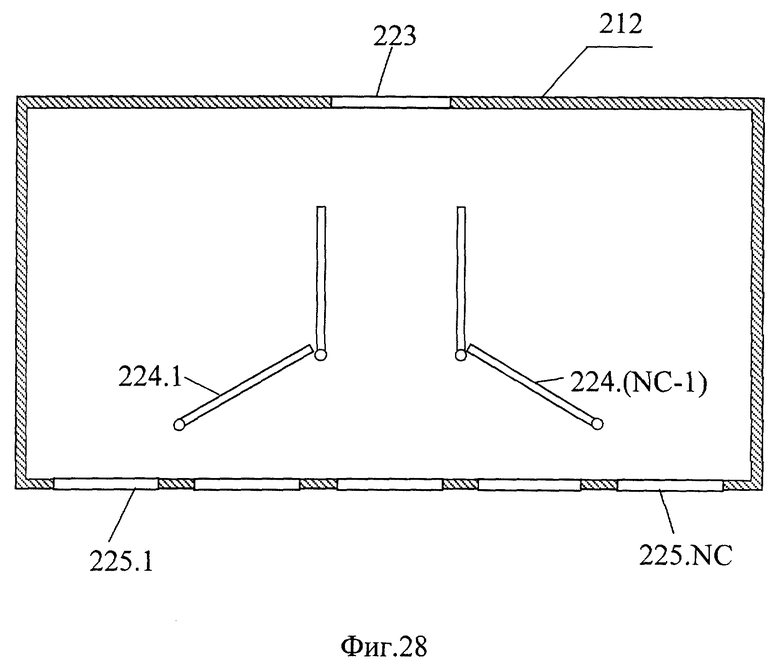
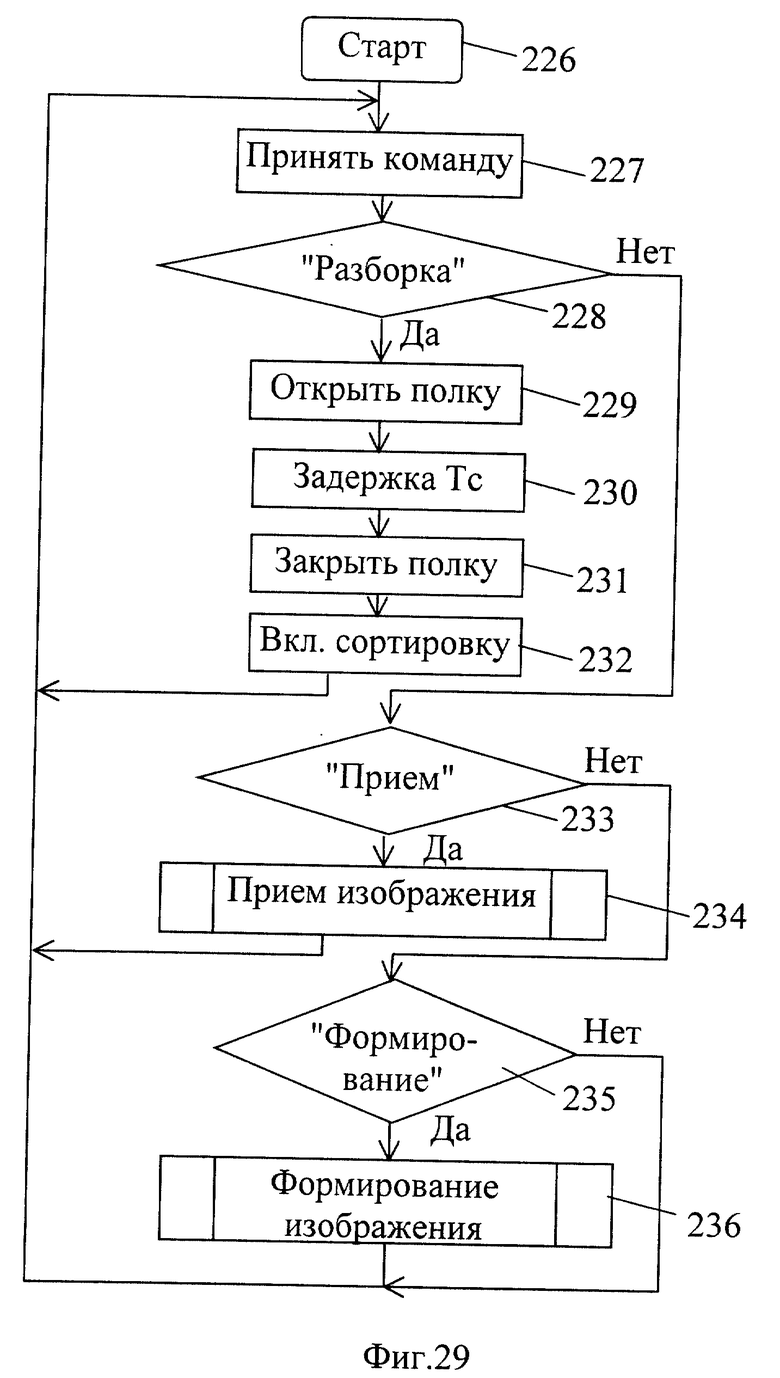
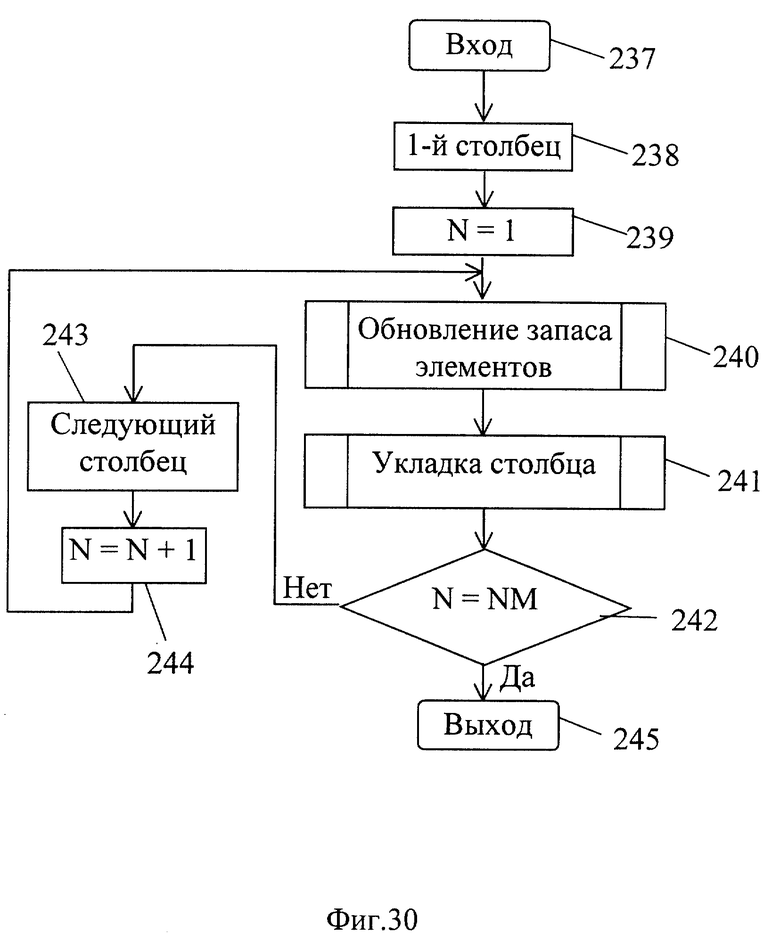
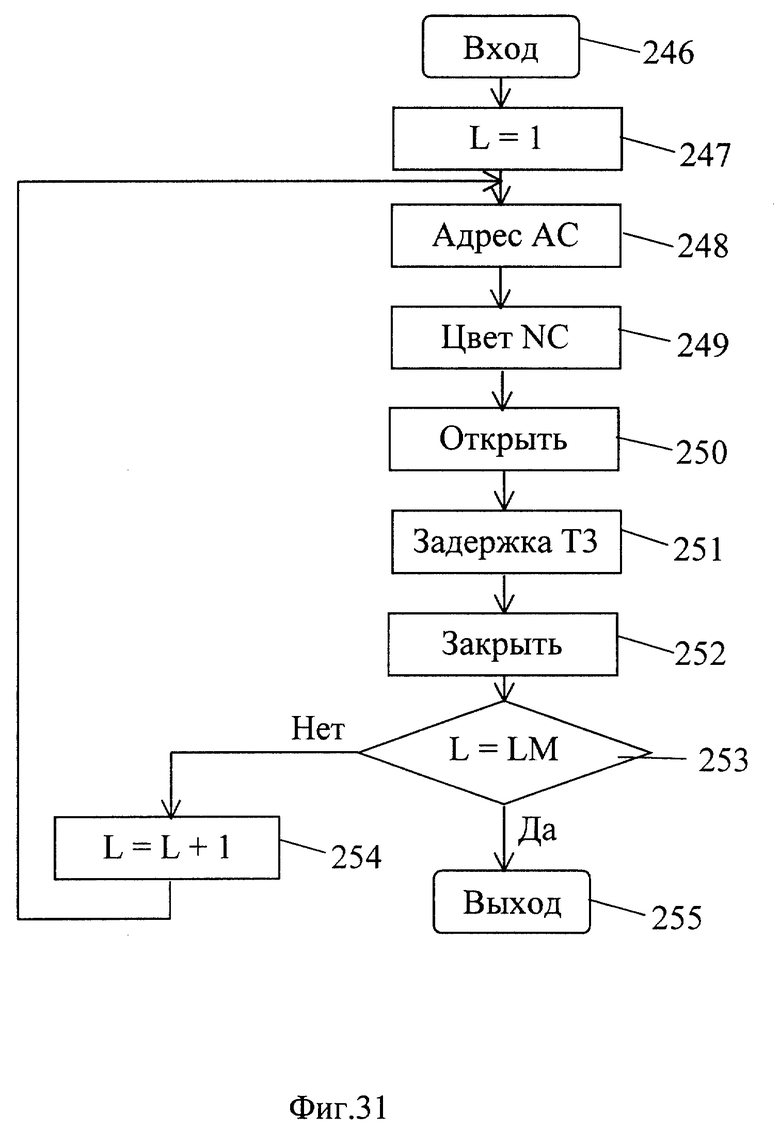
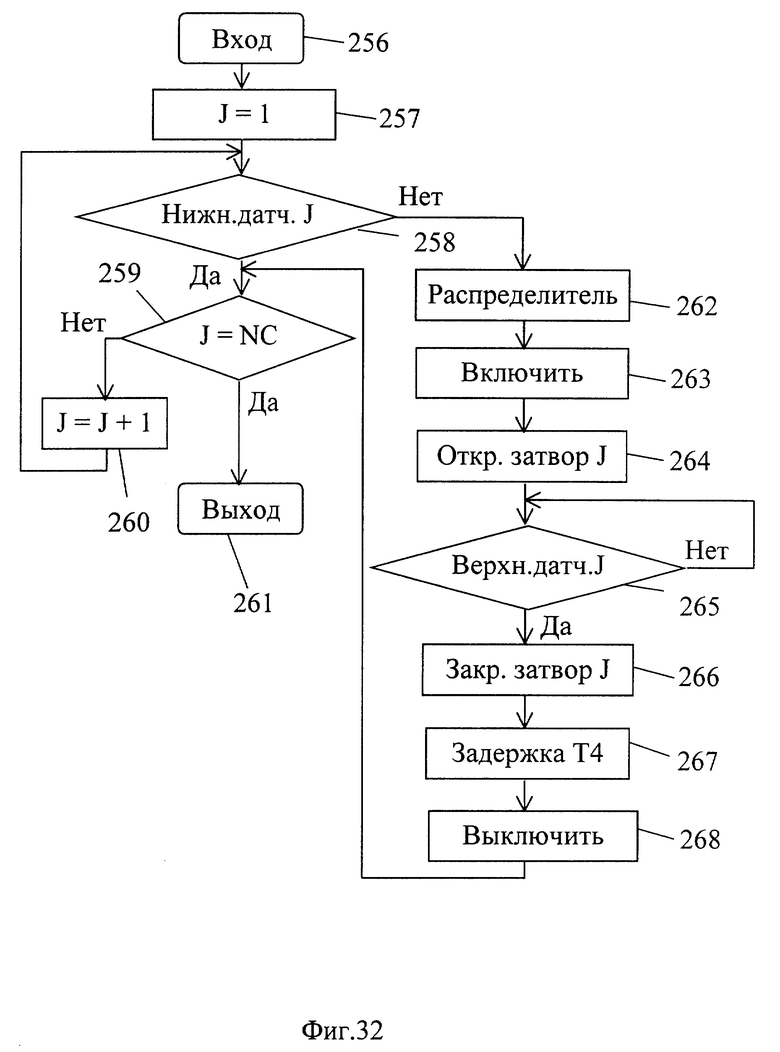
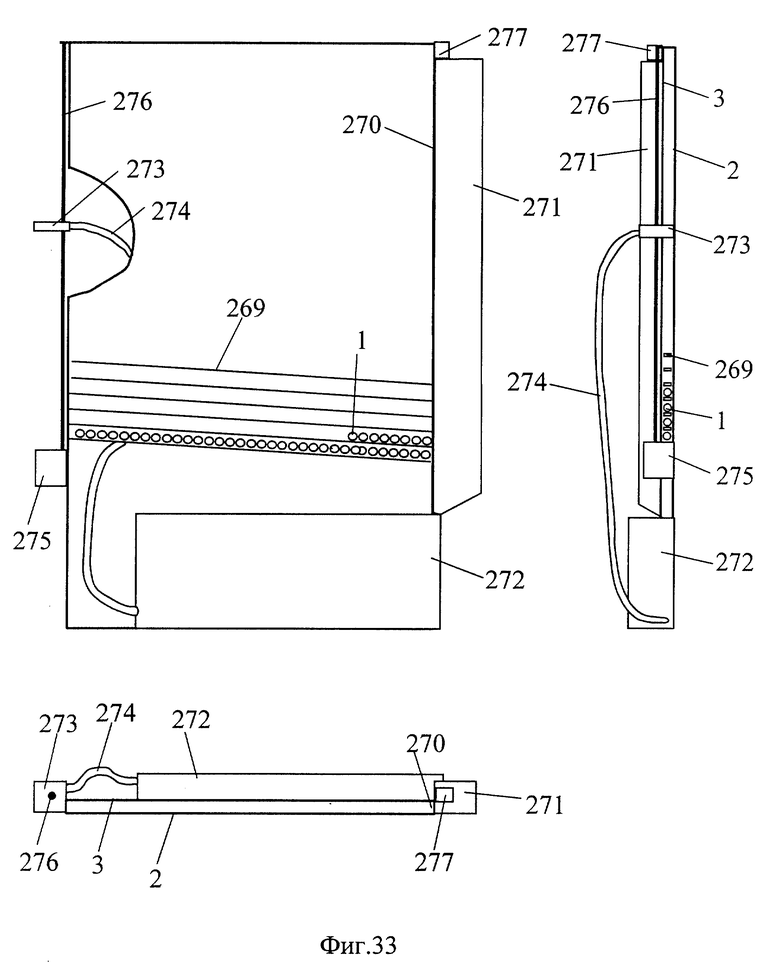
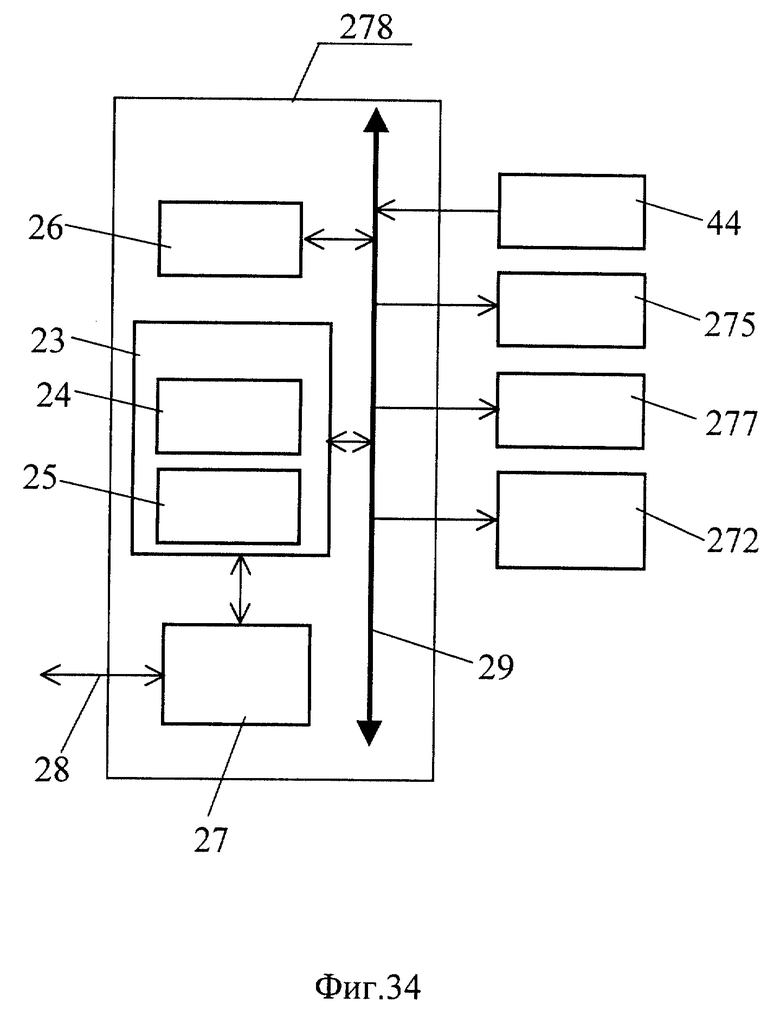
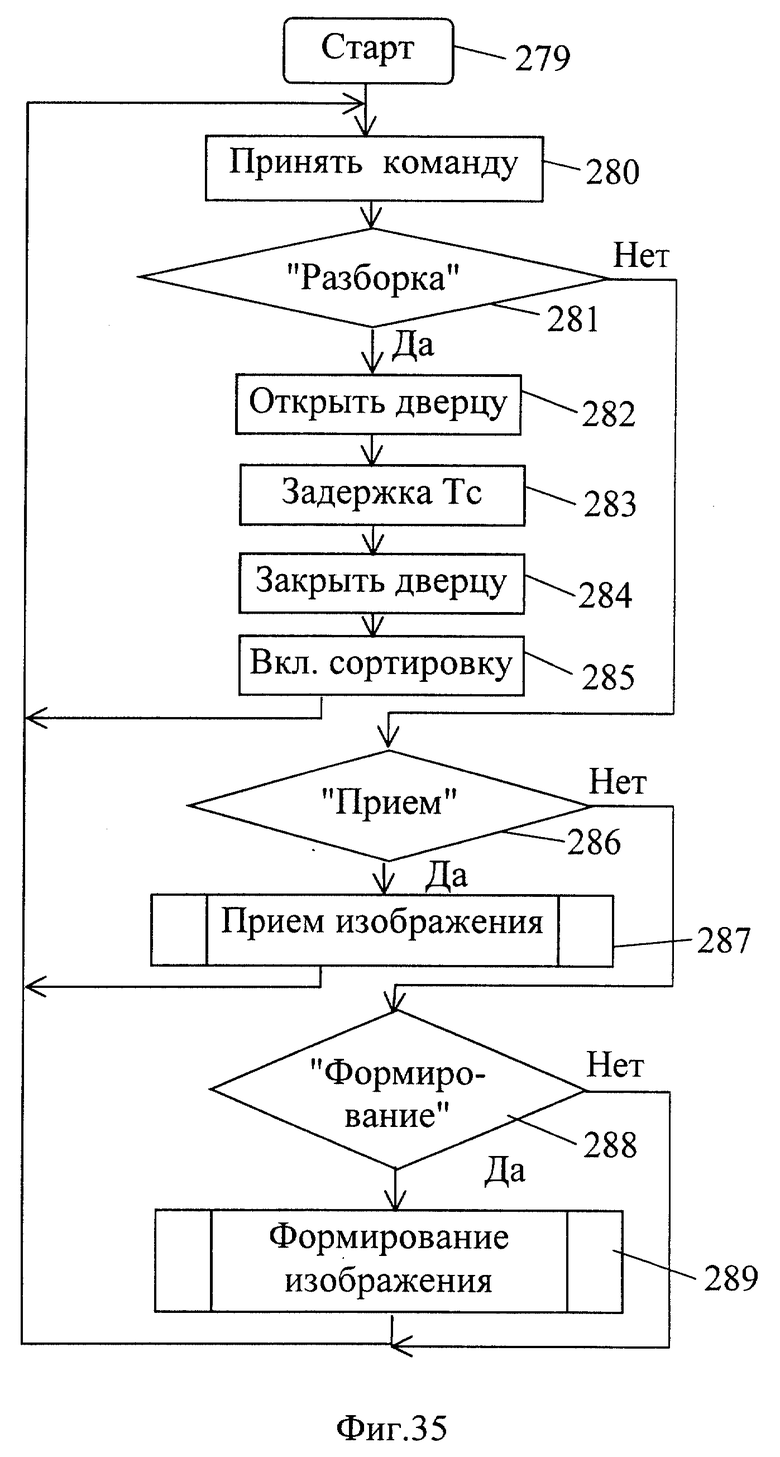
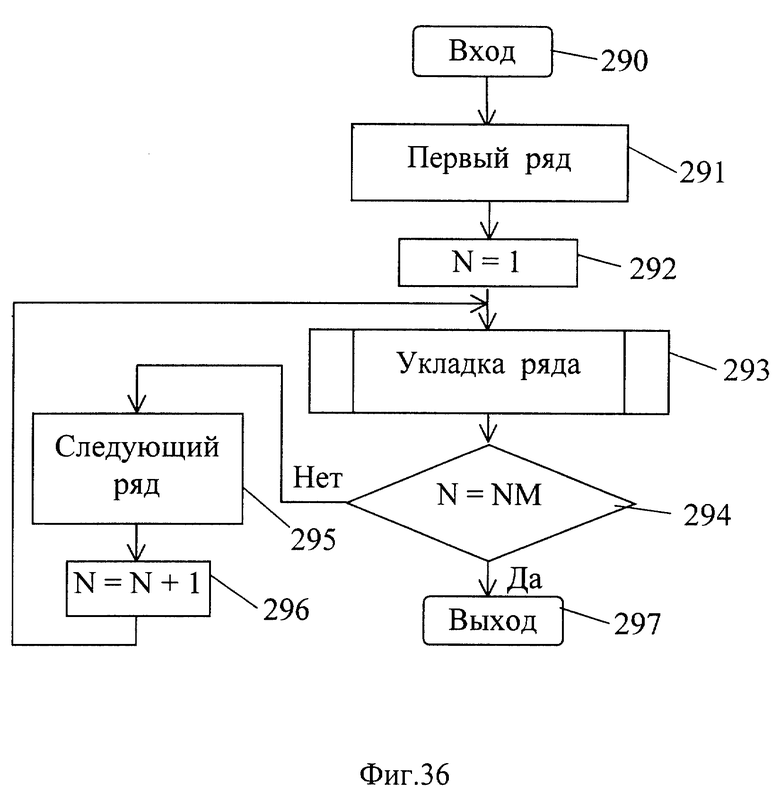
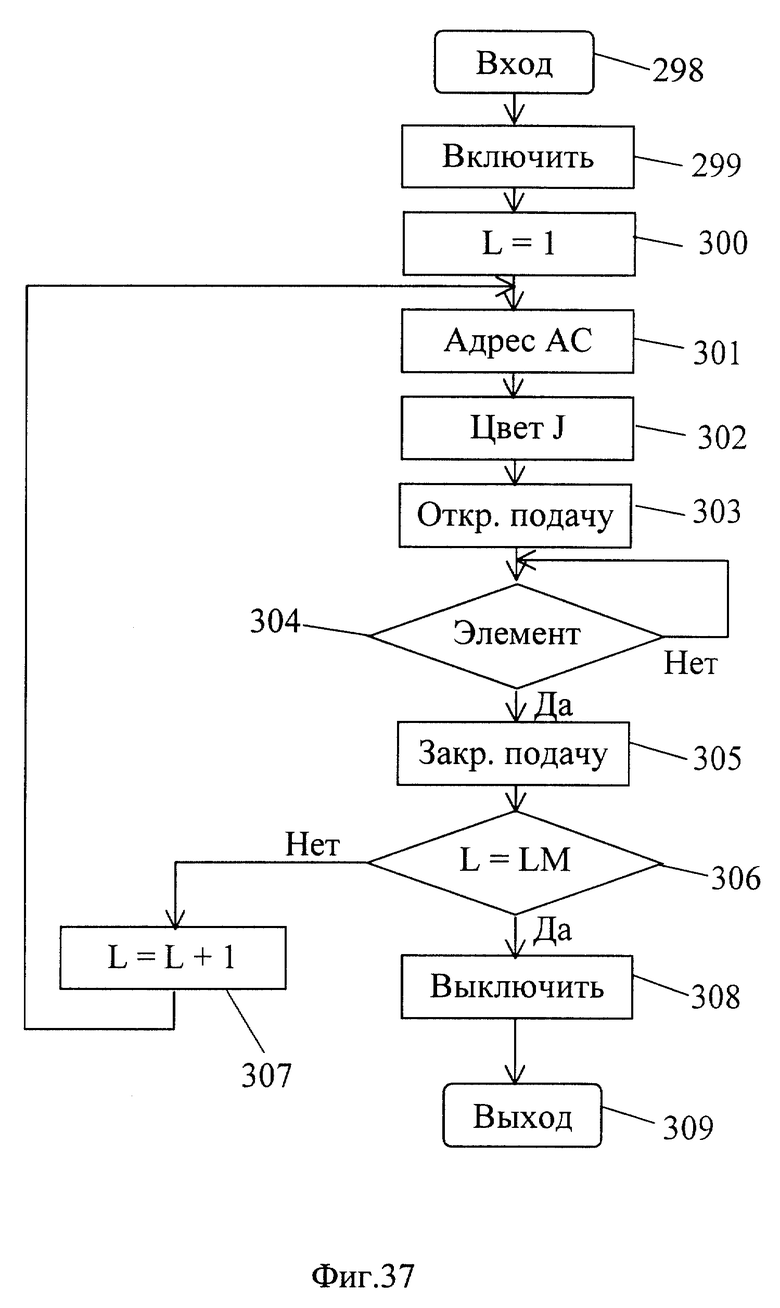
Изобретения относятся к автоматике и радиоэлектронике и могут быть использованы при проектировании информационных табло и рекламных щитов. Техническим результатом является расширение функциональных возможностей путем обеспечения автоматизации формирования и разборки изображения. В способе формирования изображений сборочные элементы последовательно перемещают в промежуток между двумя поверхностями и укладывают в нем рядами, в процессе разборки изображения сборочные элементы извлекают из указанного промежутка, а в одном из вариантов устройство для формирования изображений снабжено блоком сортировки и хранения, транспортером сборки и транспортером разборки с приводом транспортеров, блоком управления и полкой с приводом, расположенной в промежутке между первой и второй стенками, по меньшей мере одна из которых выполнена прозрачной. 8 с. и 29 з.п. ф-лы, 37 ил.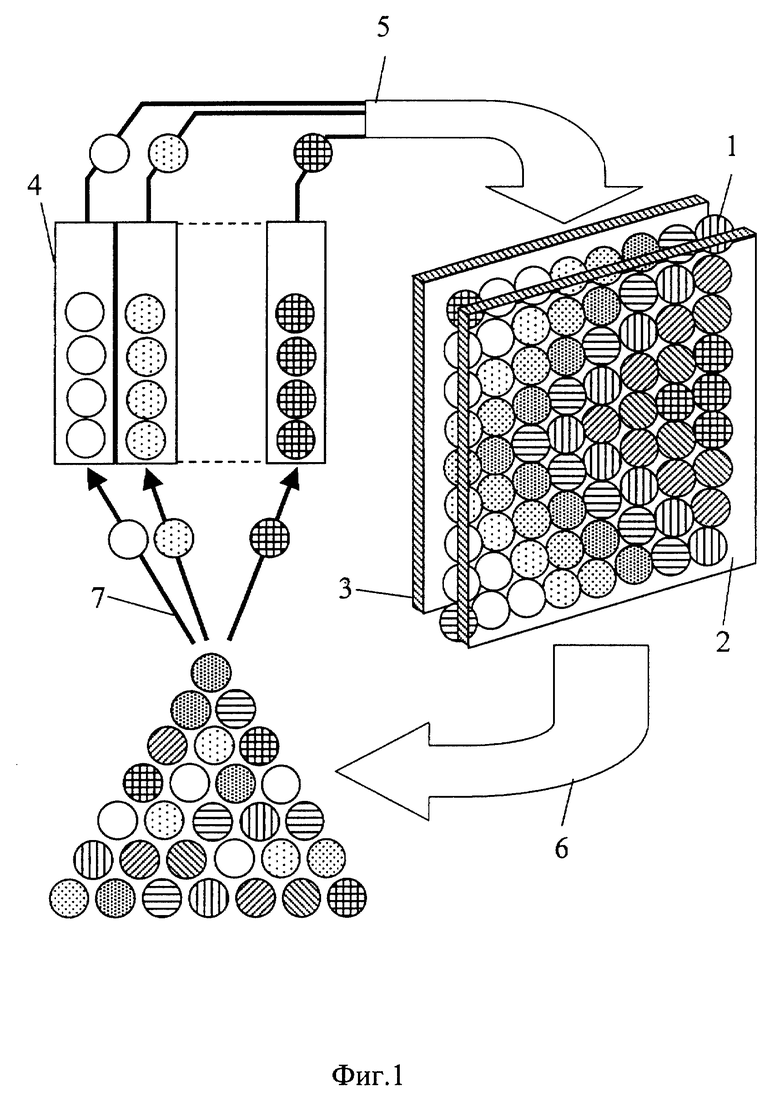
| US 4214390 A, 29.07.1980 | |||
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ В СИСТЕМАХ С ПЕРЕМЕЩАЮЩИМИСЯ ОТНОСИТЕЛЬНО ДРУГ ДРУГА ОБЪЕКТАМИ | 1996 |
|
RU2115174C1 |
| US 4505061 A, 19.03.1985 | |||
| GB 1514599 A, 14.06.1978 | |||
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СРЕДСТВАМИ ВОСПРОИЗВЕДЕНИЯ ИНФОРМАЦИИ | 1994 |
|
RU2114464C1 |
| RU 94044681 A1, 10.10.1996 | |||
| Установка для электроконтактногоНАгРЕВА пРуТКОВ | 1979 |
|
SU846575A1 |

