Изобретение относится к области приборостроения и электротехники и может быть использовано при изготовлении роторов высокоскоростных электрических машин.
Известен способ изготовления ротора для электрических машин, заключающийся в выполнении монолитного вала с последующим закреплением на наружной поверхности вала магнитной системы [1].
Недостатком приведенного способа является пониженная технологичность, а также повышенные радиальные габариты получаемых роторов, приводящие к увеличению момента инерции изделия.
Известен способ изготовления ротора электрической машины, включающий изготовление полого вала с выходным концом и установку в полости вала постоянного магнита [2].
Недостатком данного способа является его пониженная технологичность и повышенная масса ротора.
Наиболее близким техническим решением (прототипом) к предлагаемому изобретению является способ изготовления ротора электрической машины, включающий изготовление полого вала с выходным концом и первого колпачка с хвостовиком, сочленяемого с валом, а также вмонтирование в полость вала постоянного магнита в виде стержня, изготавливаемого из намагничиваемого порошка путем его прессования [3].
Недостатками данного технического решения являются:
1) пониженная технологичность, обусловленная наличием дополнительных трудоемких операций (сверление и расточка глубокой полости вала под магнит);
2) повышенный расход дорогостоящего материала (при изготовлении вала, порядка 40-50% металла "уходит" в стружку, т.к. вал изготавливается из цельного монолитного куска, пруткового материала);
3) пониженный крутящий момент, передаваемый валом (т.к. основная нагрузка при вращении ротора воспринимается тонкостенной оболочкой вала).
С помощью предлагаемого технического решения достигается новый технический результат, заключающийся в повышении технологичности изготовления ротора, уменьшении расхода материала, а также в увеличении передаваемого крутящего момента.
В соответствии с предлагаемым изобретением технический результат достигается тем, что в способе изготовления ротора электрической машины, включающем изготовление полого вала с выходным концом и первого колпачка с хвостовиком, сочленяемого с валом, а также вмонтирование в полость вала постоянного магнита в виде стержня, изготавливаемого из немагничиваемого порошка путем его прессования, полый вал с выходным концом изготавливают в виде тонкостенной втулки и второго колпачка с пальцем, с последующим их сочленением.
Кроме того, вмонтирование постоянного магнита в полость вала осуществляют путем прессования и намагничивания порошка внутри тонкостенной втулки, после производят сочленение первого колпачка с хвостовиком и второго колпачка с пальцем с противоположными торцами тонкостенной втулки.
Способ изготовления ротора электрической машины поясняется с помощью фиг. 1 - 7.
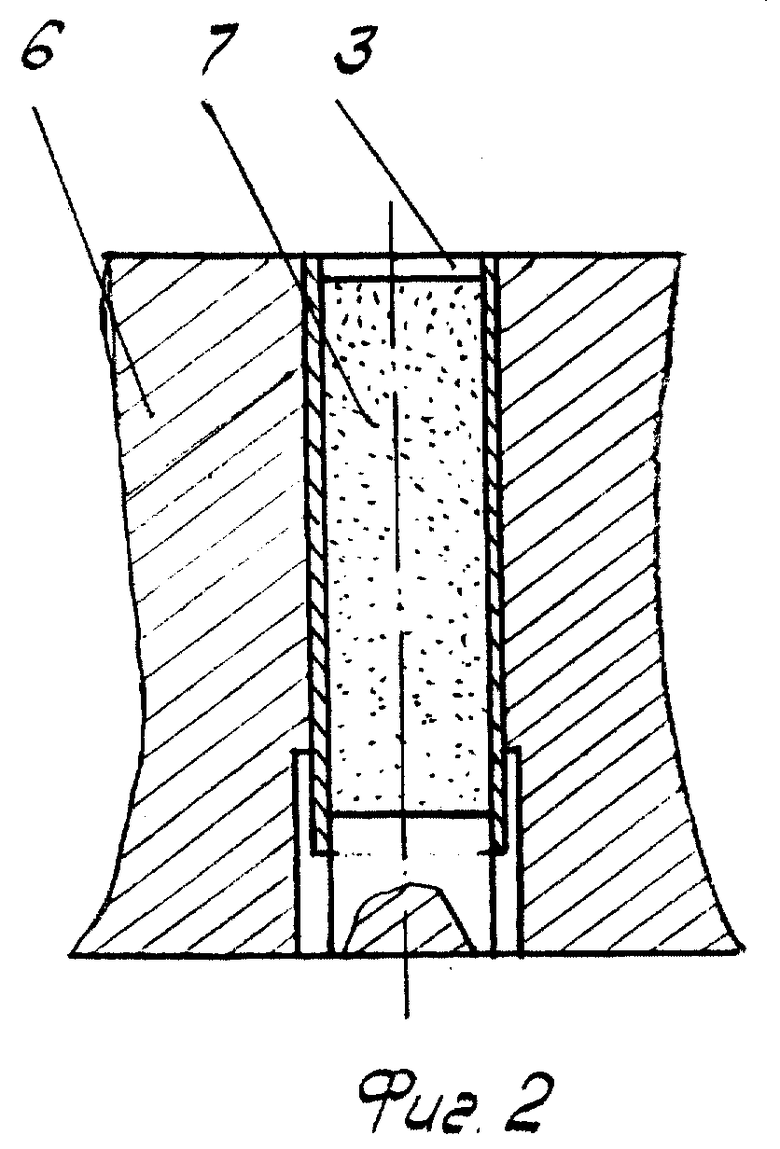
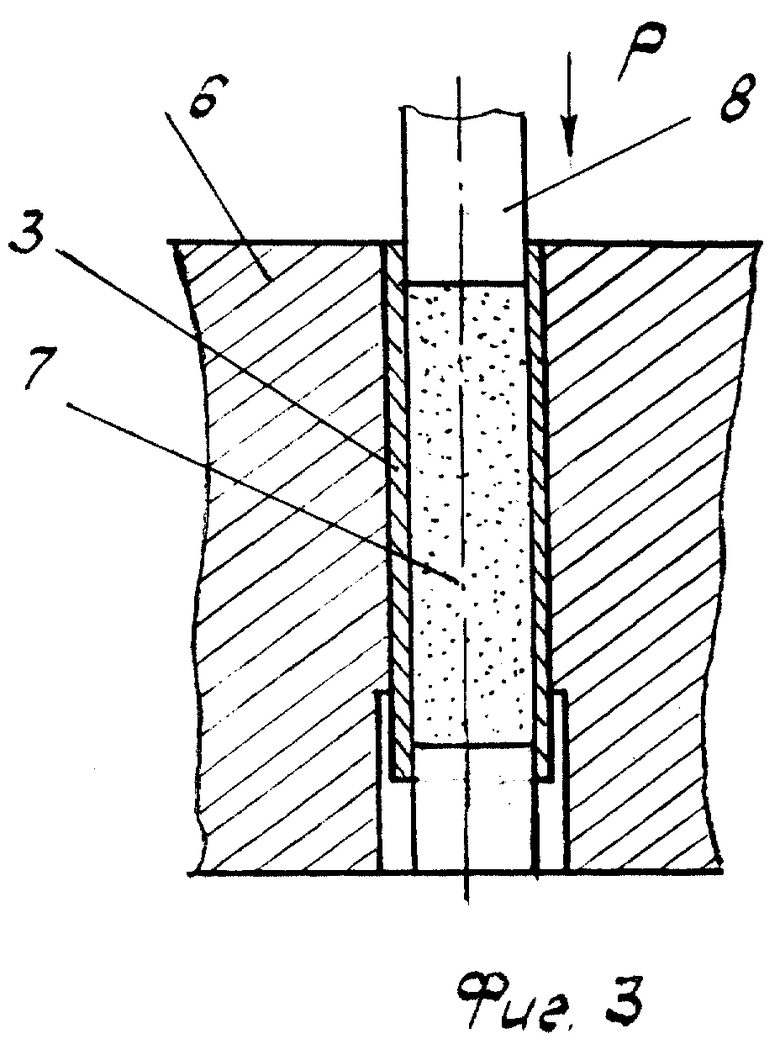
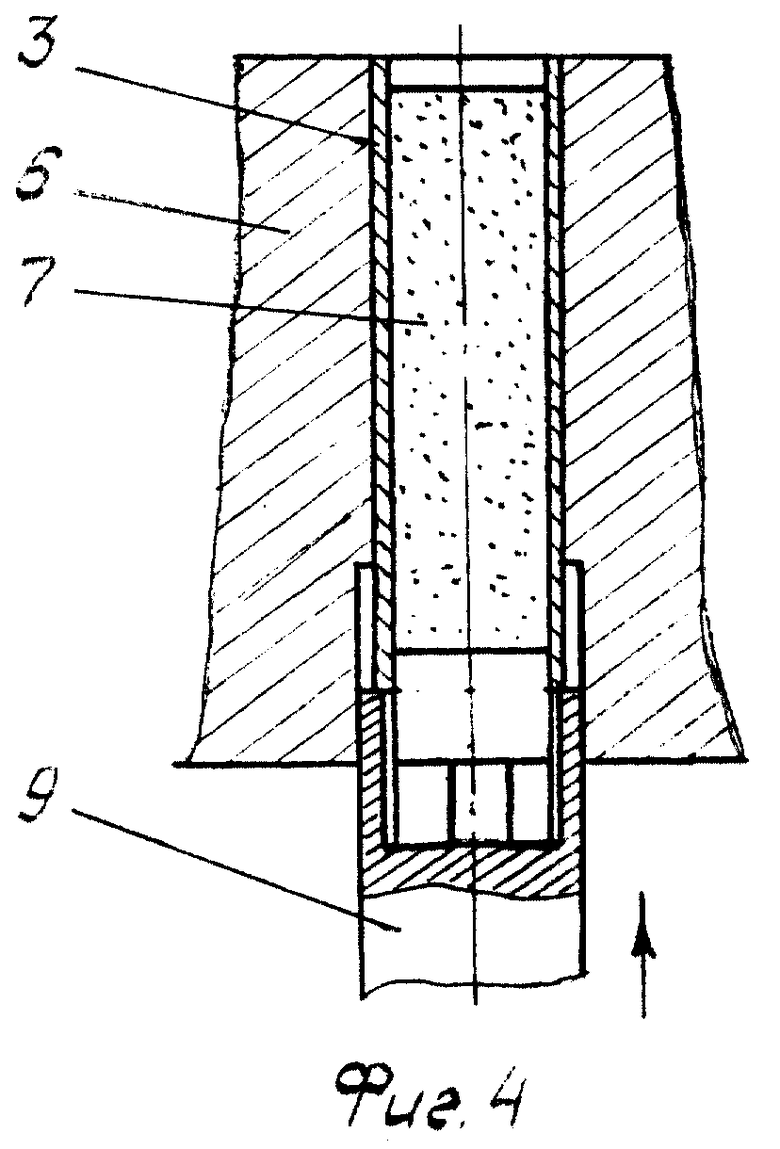
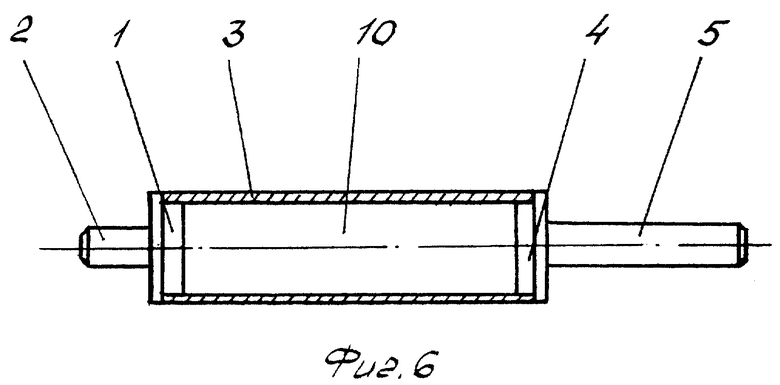
Для получения ротора изготавливают колпачок 1 с хвостовиком 2, тонкостенную втулку 3 (отрезок ГОСТированной трубы из высоколегированной нержавеющей стали, например, марки 12Х18Н10Т) и колпачок 4 с пальцем 5 (см. фиг. 1). Затем втулку 3 помещают в пресс-форму 6 (см. фиг. 2), заполняют ее среднюю часть намагничивающимся порошковым составом 7 (например, на самариево-кобальтовой основе) и осуществляют его прессование (см. фиг. 3) с помощью пуансона 8 под давлением P (величину давления прессования P выбирают в зависимости от длины изготавливаемого магнита, его диаметра, размера частиц порошка, термического режима прессования и т.п.). После осуществления прессования получают тело магнита в виде стержня, размещенного и жестко сидящего внутри средней части втулки. Затем (см. фиг. 4) с помощью выталкивателя 9 втулку 3 с полученным намагничивающимся стержнем из пресс-формы 6 извлекают (при использовании разъемной пресс-формы, извлечение втулки осуществляют путем разъема пресс-формы).
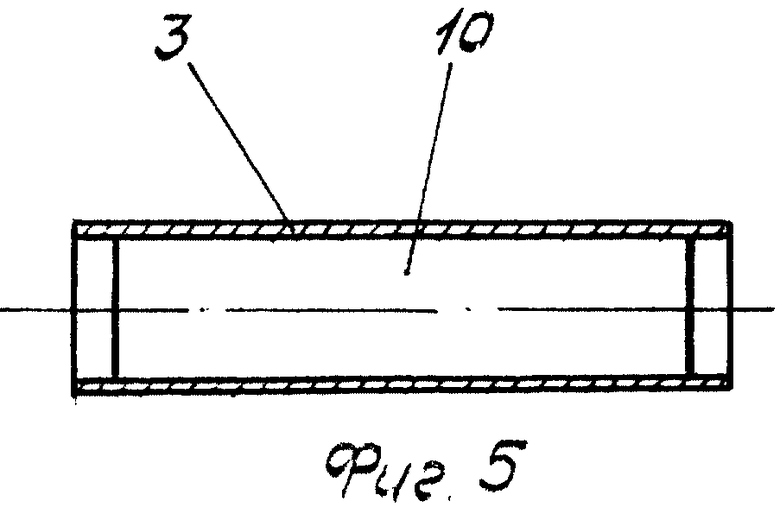
Полученную втулку 3 с вмонтированным в нее стержнем подвергают воздействию поперечного магнитного поля (в графических материалах условно не показано), чем осуществляют намагничивание ее стержня, получая магнит 10, намагниченный в радиальном напряжении (см. фиг. 5).
После намагничивания стрежня осуществляют сочленение (см. фиг. 6) колпачка 1 с хвостовиком 2 и колпачка 4 с пальцем 5 с противоположными торцами втулки 3 (например, путем их запрессовки в свободные от магнита концы втулки).
При необходимости получения высокой степени соосности наружных поверхностей втулки 3, хвостовика 2 и пальца 5 последние могут быть изготовлены с припуском и совместно обработаны в центрах до номинальных размеров - диаметры d,D,d1 (см. фиг. 7).
Следует отметить, что при отсутствии на производстве технологий и оборудования для осуществления порошковой металлургии и намагничивания магнитов, для магнитной системы ротора можно использовать готовые прессованные магнитные стержни на самариево-кобальтовой основе, отшлифованные по наружному диаметру под размер втулки (средней части ротора), поставляемые по кооперации со специализированных предприятий.
Из вышеприведенного следует, что предложенное техническое решение имеет преимущества по сравнению с известным, а именно:
1) повышается технологичность изготовления ротора, т.к. отпадает необходимость в трудоемких операциях, таких как сверление и расточка глубокого глухого отверстия (за счет изготовления средней части ротора из готовой ГОСТированной трубы);
2) уменьшается расход дорогостоящего металла за счет уменьшения его отходов;
3) увеличивается передаваемый крутящий момент ротора, т.к. тонкостенная втулка и магнит образуют монолитную систему (за счет врезания частиц порошка во внутреннюю стенку втулки при прессовании и, кроме того, не требуется шлифование наружной поверхности магнита, при котором снимается его наиболее упрочненный наружный слой).
Следовательно, при использовании предложенного решения достигается новый положительный технический результат, заключающийся в повышении технологичности изготовления изделия, уменьшении расхода материала, а также в увеличении передаваемого ротором крутящего момента.
В настоящее время на предприятии по материалам заявки изготовлен опытный образец ротора, который при испытаниях подтвердил достижение вышеуказанного технического результата.
Источники информации
1. Авт. св. N 468336, МКИ H 02 K 21/12, СССР, 1975 г.
2. Патент РФ N (а.c. N 5050666/07 от 03.07.92 г., положительное решение от 28.10.93 г.), МПК H 02 K 21/12.
3. Патент РФ N (а.c. N 97112972/09 от 28.07.97 г., положительное решение от 20.01.99 г.), МПК H 02 K 21/14, H 02 K 21/12, H 02 K 15/03, H 02 K 15/14 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ЭЛЕКТРИЧЕСКАЯ И СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА К НЕЙ | 1997 |
|
RU2140702C1 |
| ВОЛНОВОЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2005 |
|
RU2289186C2 |
| ВЕНТИЛЬНЫЙ ДВИГАТЕЛЬ | 1992 |
|
RU2067349C1 |
| ДАТЧИК ЧАСТОТЫ ВРАЩЕНИЯ | 1997 |
|
RU2136003C1 |
| ВОЛНОВОЙ ЭЛЕКТРОДВИГАТЕЛЬ С ВНУТРЕННИМ СТАТОРОМ | 2005 |
|
RU2292107C2 |
| ЭЛЕКТРОДВИГАТЕЛЬ | 2004 |
|
RU2273943C1 |
| ПОГРУЖНАЯ БЕСШТАНГОВАЯ НАСОСНАЯ УСТАНОВКА | 2018 |
|
RU2695163C1 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| МНОГОПОЛЮСНЫЙ РОТОР ВЕНТИЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ (ВАРИАНТЫ) | 2007 |
|
RU2369953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1999 |
|
RU2155430C1 |

Изобретение относится к области приборостроения и электротехники и может быть использовано при изготовлении роторов высокоскоростных электрических машин. Технический результат заключается в повышении технологичности производства, уменьшении расхода материала и увеличении передаваемого ротором крутящего момента. Технический результат достигается путем изготовления полого вала с выходным концом и первого колпачка с хвостовиком, сочленяемого с валом, а также вмонтирования в полость вала постоянного магнита в виде стержня, изготавливаемого из намагничиваемого порошка путем его прессования. Полый вал с выходным концом изготавливают в виде тонкостенной втулки и второго колпачка с пальцем, с последующим их сочленением. 1 з.п. ф-лы, 7 ил.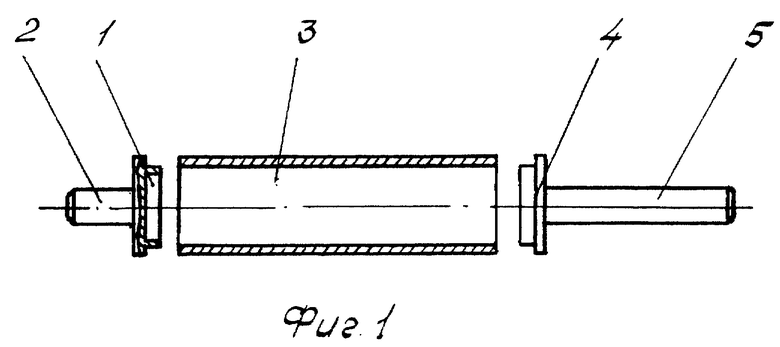
| ВЕНТИЛЬНЫЙ ДВИГАТЕЛЬ | 1992 |
|
RU2067349C1 |
| МАШИНА ЭЛЕКТРИЧЕСКАЯ И СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА К НЕЙ | 1997 |
|
RU2140702C1 |
| RU 94040203 A1, 27.08.1996 | |||
| US 4591749 A, 27.05.1986 | |||
| ЭРКЕР ЗДАНИЯ | 1992 |
|
RU2015266C1 |
| КОНВЕЙЕРНЫЙ ПРИЕМНИК БАЗОВОЙ СТАНЦИИ СОТОВОЙ ЯЧЕЙКИ ДЛЯ УПЛОТНЕНННЫХ СИГНАЛОВ С РАСШИРЕННЫМ СПЕКТРОМ | 1996 |
|
RU2154913C2 |

