Изобретение относится к способу изготовления парциальных электрически проводящих контактных соединений между двумя проводящими структурами и, в частности, между двумя проводящими структурами, из которых по меньшей мере одна нанесена на стабилизирующую подложку.
Под проводящей структурой понимается любой вид проводящей структуры, т. е. принципиально любой электрически проводящий элемент, как например электрические контакты модулей приборов для поверхностного монтажа или интегральных схем. В частности, понятие охватывает проводящие структуры, выполненные на металлических слоях или пленках и прежде всего выполненные из проводящих пленок схемы. Проводящие пленки могут иметь, например, толщину в 12 - 200 мкм или более.
Проводящие структуры могут для механического усиления и изоляции наноситься на подложку напылением, наклеиванием или другим известным образом или интегрироваться в подложку. Такие системы в последующем называются проводящими комбинированными системами. В качестве подложки пригодны среди прочего пластмассы и, в частности, термопластичные пластмассы, например полиимиды, сложные полиэфиры, полиолефины, галогенизированные полиолефины, при необходимости усиленные полиэпоксиды и смешанные или привитые сополимеры этих полимеров. Для улучшения защиты от коррозии проводящие структуры могут быть дополнительно поверхностно обработаны или облагорожены.
Часто соединяют несколько проводящих пленок и по меньшей мере одну подложку в многослойную структуру, которую можно применять в качестве карточки с встроенным микропроцессором (удостоверение, чековая карточка и т.д.).
Но как раз в таких многослойных структурах с двумя или более проводящими структурами, из которых по меньшей мере одна структура находится на термопластичной подложке, возникают проблемы при изготовлении проводящих соединений между проводящими структурами. Термические способы создают трудности тем, что под действием тепла термопластичная подложка по меньшей мере в области непосредственного воздействия тепла плавится. Таким образом, глобальное воздействие тепла (в печи и т.д.) использовать нельзя. Предпочтительными являются способы локального нагрева и кратковременного управления (например, способы с применением инфракрасного излучения, лазерного излучения, способ с применением горячего воздуха с тонкими соплами, термокомпрессионный способ, резистивный способ, способ с зазором между паяльными скобами). Особенно большие трудности возникают тогда, когда нанесенную на термопластичную подложку проводящую структуру необходимо проводяще соединить с большей и/или более толстой проводящей комбинированной системой. Это могут быть, например, проводящие комбинированные структуры с несущими пленками для модулей приборов для поверхностного монтажа или для выводной рамки с по меньшей мере одним модулем интегральных схем. В таком случае несущие пленки обычно являются относительно толстыми и плоскостными. Если тепловую энергию для создания проводящего соединения подводить со стороны термопластичной подложки, то она должна пройти через подложку и приводит к ее плавлению. Если тепловую энергию подводят с другой стороны, то есть, например, через подложку выводной рамки, то значительная часть подводимой энергии отводится через выводную рамку, которая состоит из хорошо проводящего тепло металла. Это с одной стороны повышает потребность в энергии, необходимой для создания проводящего соединения, с другой стороны, отвод тепла приводит к нагреву подложки в области вокруг соединительных элементов. В частности, при применении термопластичной подложки она в большинстве случаев плавится так сильно, что многослойная структура вследствие деформации или разрушения становится непригодной.
Поэтому термические способы изготовления проводящих соединений применимы очень ограниченно или вообще не применимы. Если до настоящего времени вообще применялись термические способы, как например способы сварки, пайки, ультразвуковые, термокомпрессионные, термоультразвуковые или лазерные способы для соединения проводящих структур в многослойных структурах, которые содержат по меньшей мере одну термопластичную подложку, то только с различными ограничениями. Либо проводили трудоемкое переструктурирование и изменение размеров мест контактирования или заменяли термопластическую подложку другим и более дорогим материалом. Другая возможность состояла в том, чтобы уменьшить подводимую температуру с целью предотвращения разрушения термопластичного материала. Однако это приводило к уменьшению прочности создаваемых соединений.
В EP-A-0450470 раскрыт наиболее близкий способ изготовления электрически проводящих соединений между двумя проводящими структурами, каждая из которых соединена с подложкой из термопластичной пластмассы. Проводящие комбинированные системы имеют в области мест контактирования проводящих структур отверстия. Для выполнения электрически проводящего соединения проводящие комбинированные системы нагревают, например, в нагревательном прессе. Этот способ имеет известные недостатки.
Задачей изобретения является создание способа, с помощью которого можно электрически соединять друг с другом две или более проводящих структур с помощью, в частности, термического или использующего термический нагрев способа простым и экономичным образом и возможно стабильнее. Этот способ должен в значительной мере предотвращать повреждение подложки, на которой находятся одна или обе проводящие структуры. Кроме того, способ должен обеспечивать возможно меньший расход энергии.
Решение поставленных задач достигается с помощью способа согласно пункту 1 формулы изобретения. Другие варианты выполнения следуют из зависимых пунктов формулы изобретения.
Таким образом, изобретение относится к способу изготовления по меньшей мере одного электрически проводящего соединения между двумя или более проводящими структурами, из которых по меньшей мере одна соединена с подложкой в проводящую комбинированную систему. При этом по меньшей мере одна подложка состоит из термопластичной пластмассы. В по меньшей мере одной проводящей комбинированной системе в области мест контактирования предусмотрены отверстия в проводящей структуре. Способ отличается тем, что через отверстия к собственно месту соединения непосредственно и целенаправленно подводят тепловую энергию. Отверстия обеспечивают непосредственный доступ к собственно месту соединения и позволяют там целенаправленно выполнить соединение.
Соединение посредством подвода тепловой энергии можно проводить, например, с помощью теплового излучения, сварки, пайки, термокомпрессии, с помощью ультразвука, с помощью лазерного или термоультразвукового способов. Предпочтительными способами сварки являются точечная сварка, сварка с зазором. В предпочтительном варианте выполнения в отверстиях может быть размещена электрически проводящая масса. Электрически проводящая масса может быть, например, проводящей пастой, проводящим клеем, паяльной пастой или паяльной пленкой. К месту соединения подводят, предпочтительно, дополнительно тепловую энергию, при этом принципиально можно применять один из указанных выше способов. Способ необходимо выбирать в соответствии с выбором несущей пленки, добавки и подлежащих соединению элементов и в зависимости от применяемых материалов должен быть ограничен минимальной длительностью воздействия. Рекомендуется последующее или происходящее в процессе охлаждение термопластичной подложки.
На основании обеспечиваемого отверстиями в проводящей комбинированной системе непосредственного доступа к местам соединения возможно изготовление соединений между двумя проводящими системами простым образом. Проблемы, присущие уровню техники при применении термических или использующих тепловой нагрев способов, в значительной степени предотвращаются с помощью настоящего изобретения. Так например, тепловую энергию не надо больше проводить насквозь через подложку, а можно подводить непосредственно и целенаправленно к месту соединения. Это экономит, с одной стороны, энергию и предотвращает, с другой стороны, в значительной мере неконтролируемое расплавление подложки. Согласно изобретению можно без проблем применять подложки с более низкой температурой плавления. Например, можно свободно применять дешевые термопластичные подложки (из ПВХ, ПЭ, ПЭТФ, полиэтилена низкой плотности, полипропилена, АБС-пластика или т.п.), которые с точки зрения устранения отходов или вторичного использования отходов являются предпочтительными.
Наиболее предпочтительным является использование изобретения в тех случаях, когда необходимо изготовить проводящие соединения для относительно толстых проводящих комбинированных систем, например для пленок вводных рамок. Так как согласно изобретению тепловую энергию целенаправленно подводят к месту соединения, то можно в значительной степени избежать нагрева металлической вводной рамки и практически не наблюдается отвода тепла в подложку и ее плавление.
Изобретение поясняется ниже с помощью чертежей, на которых схематично изображено:
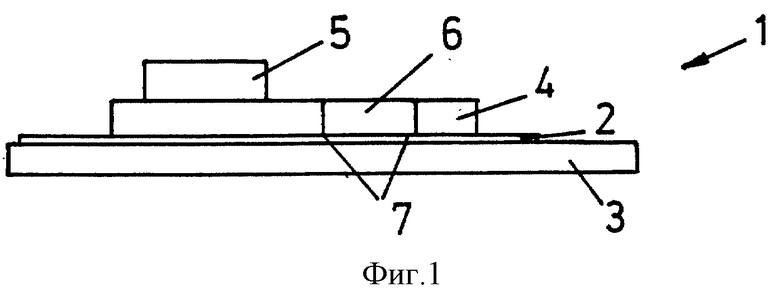
фиг. 1 - поперечный разрез конструкции многослойной системы, к которой можно применять способ согласно изобретению;
фиг. 2 - многослойная система по фиг. 1 с выполненными соединениями;
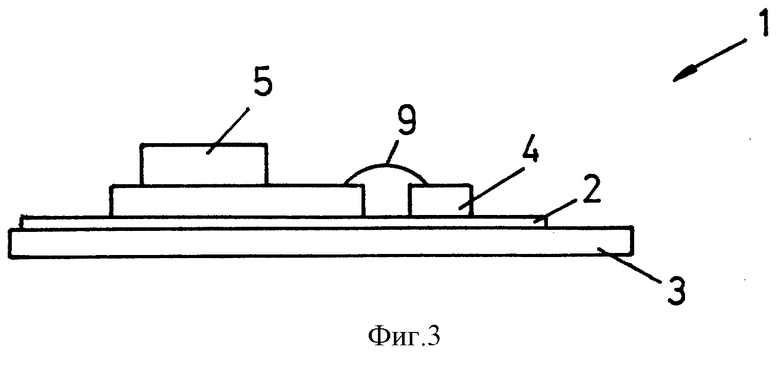
фиг. 3 - многослойная система по фиг. 1 с другой возможностью выполнения соединений;
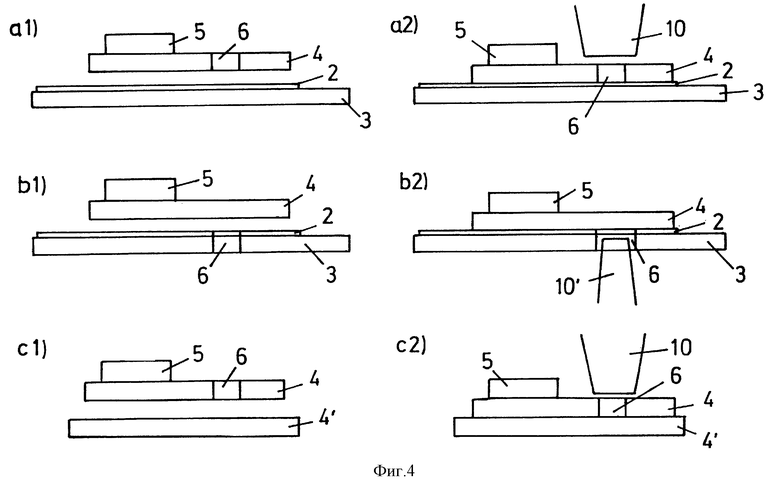
фиг. 4 - поперечный разрез различных многослойных систем, слева в виде отдельных компонентов, справа - в соединении с схематично показанной возможной техникой соединения;
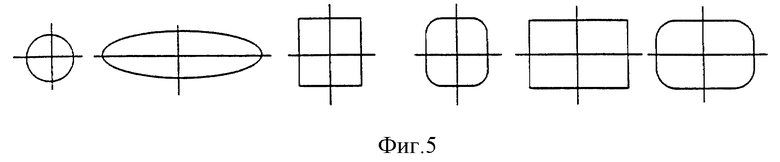
фиг. 5 - вид сверху на возможные формы отверстий согласно изобретению в проводящих комбинированных системах.
На фиг. 1 схематично показана возможная многослойная система, к которой может быть применен способ согласно изобретению. Многослойная система 1 состоит в показанном случае из двух проводящих комбинированных систем, а именно с одной стороны из проводящей структуры 2, которая расположена на подложке 3, и с другой стороны из так называемой пленки 4 выводной рамки, в которую интегрирована металлическая выводная рамка (не изображена). На пленке 4 выводной рамки расположен модуль 5 интегральной схемы или прибора для поверхностного монтажа.
Такое расположение приведено в качестве примера. Принципиально изобретение пригодно для соединения всех проводящих структур, из которых по меньшей мере одна скомбинирована с подложкой в проводящую комбинированную систему.
Согласно изобретению по меньшей мере одна из присутствующих в многослойной системе проводящих комбинированных систем снабжена отверстиями. Отверстия находятся в области мест контактирования проводящей системы в проводящей комбинированной системе. На фиг. 1 показано отверстие, обозначенное позицией 6. Отверстие обеспечивает прямой доступ к месту соединения. При подводе тепловой энергии для изготовления соединения происходит образование соединения сперва в области обозначенных позицией 7 мест.
Величина отверстий составляет, целесообразно, 0,3 - 1,5 мм по диаметру при толщине подложки от 50 до 1000 мкм и более. Отверстия зависят от способа, применяемых материалов и их размеров, а также от выбора техники соединения (пайка, сварка, склеивание и т.д.).
На фиг. 2 показана многослойная структура по фиг. 1 с термически выполненными соединениями. Позицией 8 обозначены возникшие за счет подвода тепловой энергии места расплава.
На фиг. 3 показана многослойная система по фиг. 1, в которой соединения выполнены с помощью электрически проводящей массы, например припоя или проводящей пасты. Введенная в отверстие проводящая масса обозначена позицией 9.
Отверстия 6 можно изготовить самым различным образом. Они могут быть, например, выштампованы, продавлены, прорезаны или пропилены, профрезерованы, проплавлены, протравлены, напечатаны или созданы другим образом. Форма и размеры отверстий зависят от соответствующей конструкции проводящей комбинированной системы и ее планируемого использования. Из-за простоты изготовления предпочтительными являются отверстия с круглым поперечным сечением. Однако принципиально отверстия могут иметь любую форму поперечного сечения, например квадратную, прямоугольную, многоугольную, овальную и т.д. Продолговатые формы могут быть предпочтительными для выполнения плоскостных соединений. Углы отверстий могут быть округлены. На фиг. 5 показаны примеры форм поперечного сечения отверстий.
На фиг. 4 схематично показаны некоторые другие многослойные структуры, которые могут быть соединены с помощью способа согласно изобретению. На левой стороне показаны не соединенные отдельные компоненты, в то время как на правой стороне показаны соответствующие многослойные структуры с иллюстрацией изготовления соединения.
Показанная на фиг. 4a система соответствует системе согласно фиг. 1 - 3. На фиг. 4a2) позицией 10 обозначено средство для подвода тепловой энергии. Это может быть, например, ультразвуковой и/или термокомпрессионный электрод или любое другое средство, с помощью которого возможно подводить тепловую энергию указанным образом.
Преимущества способа по отношению к предшествующему уровню техники состоит в том, что энергию можно подводить целенаправленно и ограниченно по месту желаемого соединения. При этом тепловая энергия не должна проходить через подложку, а также нет опасности того, что большее количество энергии будет отведено через вводную рамку в пленку 4 выводной рамки и пленка начнет плавиться. Поэтому согласно изобретению можно использовать чувствительные к температуре материалы подложки, например термопласты, без опасности их повреждения во время изготовления проводящего соединения.
На фиг. 4b показана альтернативная возможность соединения пленки 4 вводной рамки с проводящей комбинированной системой из несущей пленки 3 и проводящей структуры 2. Вместо отверстия в пленке выводной рамки выполнено отверстие в нижней из обеих проводящих комбинированных систем, т.е. в несущей пленке 3 и проводящей структуре 2. В многослойной системе с двумя или более проводящими комбинированными системами отверстием снабжают, предпочтительно, наиболее толстую проводящую комбинированную систему. Позицией 10' обозначено средство для подвода тепловой энергии, например, средство для подвода лазерного или инфракрасного излучения.
На фиг. 4c показана многослойная система, в которой соединяются друг с другом две пленки 4 и 4' вводных рамок. Отверстие 6 находится в верхней проводящей комбинированной системе.
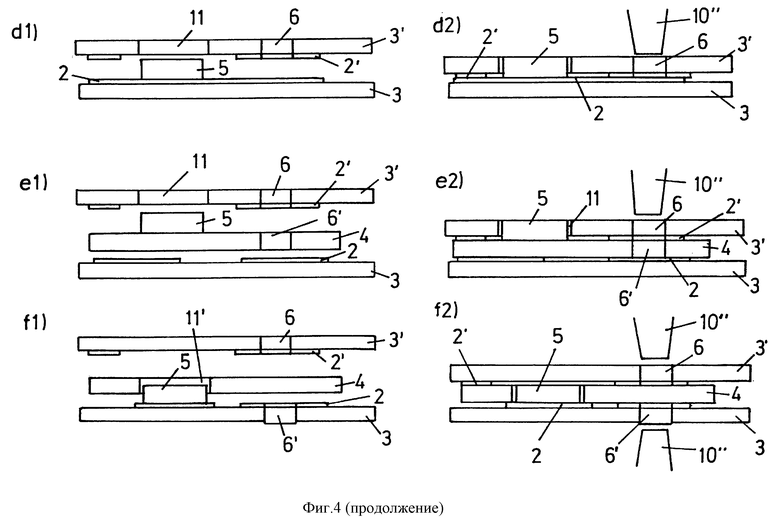
На фиг. 4d показана многослойная система из двух проводящих комбинированных систем, каждая из которых состоит из проводящей структуры 2, соответственно 2' и подложки 3, соответственно 3'. На нижней из обеих проводящих комбинированных систем расположен модуль интегральной схемы или прибора для поверхностного монтажа. Верхняя проводящая комбинированная система 2', 3' наряду с отверстием 6 имеет сквозное отверстие 11 для модуля интегральной схемы или прибора для поверхностного монтажа.
В структуре согласно фиг. 4e между двумя проводящими комбинированными системами, которые в основном соответствуют системам по фиг. 4d, расположена пленка 4 вводной рамки с установленным на ней модулем 5 интегральной схемы или прибора для поверхностного монтажа. В этом случае отверстие 6, 6' проходит насквозь через верхнюю проводящую комбинированную систему 2', 3' и пленку 4 вводной рамки.
Другая возможность показана на фиг. 4f. Здесь модуль 5 интегральной схемы или прибора для поверхностного монтажа расположен, с одной стороны, на нижней проводящей комбинированной системе и в пленке 4 вводной рамки предусмотрено соответствующее отверстие 11'. Отверстия 6, 6' находятся в верхней и в нижней проводящей комбинированной системе. Для изготовления соединения тепловую энергию подводят с обеих сторон структуры (10'').
Расположение отверстий 6, 6' зависит от положения мест соединения в многослойной системе. Соединение между проводящими структурами вместо тепловой энергии можно производить также с помощью проводящих масс.
Проводящие комбинированные системы согласно изобретению и изготавливаемые согласно изобретению многослойные системы можно получать простым и экономичным образом. Изготовленные согласно изобретению соединения между отдельными слоями являются стабильными. Несмотря на это для их выполнения требуется лишь незначительное количество энергии. Так как энергию соединения можно целенаправленно подводить через отверстия к месту соединения, то предотвращается в значительной степени плавление подложки вне области соединения. Можно применять термопластичные подложки. Кроме того, выполнение согласно изобретению проводящих комбинированных систем позволяет проводить оптический контроль изготовленного соединения. Кроме того, сквозные отверстия могут служить как при изготовлении так и в готовой многослойной системе в качестве оптического вспомогательного средства для размещения и центрирования.
Изобретение относится к способу изготовления по меньшей мере одного электрически проводящего соединения между двумя или более проводящими структурами 2, 4, из которых по меньшей мере одна проводящая структура соединена с подложкой 3 в проводящую комбинированную систему. По меньшей мере одна проводящая комбинированная система в области мест контактирования проводящих структур имеет отверстия 6, в области которых создают соединение путем подвода тепловой энергии или введения электрически проводящей массы. Изобретение позволяет изготавливать электрически проводящие соединения между несколькими проводящими структурами простым и экономичным образом и предотвращает повреждение даже чувствительных к температуре термопластичных подложек. Техническим результатом является предотвращение повреждения подложки, на которой находится одна или обе проводящие структуры, а также обеспечение по возможности меньшего расхода энергии. 5 з.п. ф-лы, 5 ил.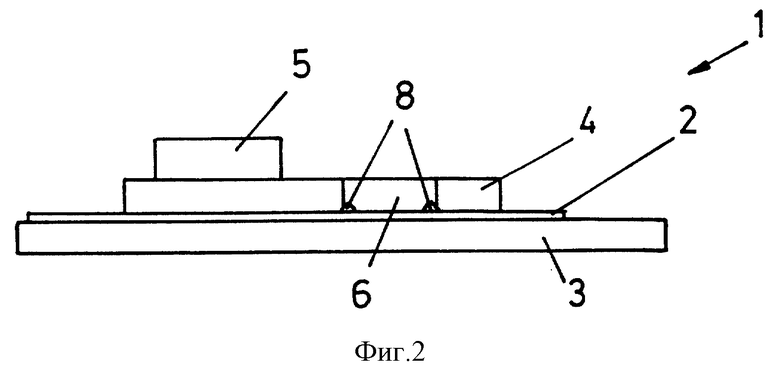
| RU 2004015 C1, 30.11.1993 | |||
| Способ очистки диеновых углеводородов от примесей ацетиленовых соединений | 1973 |
|
SU450470A1 |
| СПОСОБ ПОДГОТОВКИ ЗОЛЫ-УНОСА ОТ СЖИГАНИЯ УГЛЕЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В ПРОИЗВОДСТВЕ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2138339C1 |
| МОДУЛЬ ДЛЯ ДВУСТОРОННЕГО МОНТАЖА КОМПОНЕНТОВ НА ПЛАТЕ | 1991 |
|
RU2033710C1 |
| US 5046238 A, 10.09.1991 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО И ВЫСОКОМОДУЛЬНОГО УГЛЕРОДНОГО ВОЛОКНА | 2007 |
|
RU2343235C1 |
