Изобретение относится к области получения огнеупорных безобжиговых изделий на основе КВС, в основном для применения и металлургической промышленности в качестве сталеразливочного припаса.
Известен способ получения огнеупоров, и частности керамобетона, шликерным литьем (1), включающий заливку текучей смеси, состоящей из заполнителя и вяжущей суспензии, в пористую форму с последующей сушкой. Способ обладает низкой производительностью, кроме того, произведенные данным способом изделия не отличаются необходимой прочностью.
Известен также способ получения изделий из материала на основе КВС с приложением вибрации путем виброукладки или вибролитья (1). Способ включает приготовление смеси вяжущей суспензии с заполнителем, загрузку ее в форму, виброформование и сушку. Смешение вяжущей суспензии с заполнителем производится путем введения заполнителя в вяжущую суспензию до получения необходимой концентрации.
Недостатком известного способа является низкая производительность и недостаточная термостойкость из-за появления при вибролитье раковин в готовом изделии.
Наиболее близким по технической сущности и достигаемому результату является способ, описанный в патенте "Керамобетонная смесь и способ получения строительных изделий из нее" (2). В известном способе применяется керамобетонная смесь, при получении которой существенное значение имеют условия смешивания компонентов: смешивание осуществляют путем постепенного добавления вяжущей суспензии в заполнитель (песок с определенным фракционным составом) до получения заданного соотношения. При этом объемное содержание твердой фазы (Cv) в смеси постепенно снижается. Смешивание прекращают до наступления явления дилатансии, т.е. при оптимальном соотношении компонентов. Приготовленную смесь подвергают виброформованию с виброускорением 10-80 м/с, временем воздействия 2-30 с и воздействуют пригрузом, обеспечивающим удельное статическое давление 0,025-0,25 кг/см2.
Описанный способ обеспечивает высокую производительность при изготовлении безобжиговых изделий как огнеупорного, так и строительного назначения. Причем для последних данный способ обеспечивает необходимые водо- и морозостойкость. Однако при использовании такого способа для изготовления огнеупорных изделий, применяемых в металлургической промышленности, невозможно достичь необходимого качества изделий, в частности шлакостойкости и ударной прочности, из-за недостаточной плотности и повышенной открытой пористости внутреннего и внешнего слоев. Это ведет к высокой степени пропитки поверхностных слоев изделий агрессивными компонентами шлака.
Задача, решаемая с помощью предлагаемого способа, заключается в повышении качества изделий, применяемых в металлургической промышленности в качестве сталеразливочного припаса, например стопорных трубок, путем повышения их шлакостойкости и прочности.
Изделия, используемые как сталеразливочный припас, должны выполнять ряд функций. Внешний (рабочий) слой, работающий в условиях контакта с металлом и расплавом шлака, при температурах 1500-1700oC должен обладать достаточной огнеупорностью и быть химически устойчив к воздействию агрессивных компонентов шлака. Средний слой (теплоизоляционный) выполняет теплозащитную функцию, предохраняя от перегрева металлические части агрегатов и специальных приспособлений (кожуха, каркасы газоподводящие трубы и т.д.).
Огнеупорные изделия (стопорные трубки), которыми футеруют металлическую трубу для продувки готовой стали аргоном в процессе ее внепечной обработки, помимо вышеуказанных функций, должны еще иметь повышенную прочность внутреннего слоя. Из-за неплотной посадки изделий на трубу во время монтажа, между внутренним слоем стопорной трубки и стенками трубы появляется зазор. В период службы, когда идет продувка стали аргоном, наблюдается биение и механическое разрушение изделий из-за их недостаточной прочности.
Задача решается следующим образом. Для изготовления изделий, обладающих вышеописанными свойствами, смесь готовят по известному из прототипа способу, т.е.:
приготовление вяжущей суспензии, ее стабилизация перемешиванием, смешение с заполнителем алюмосиликатного состава и виброформование, при этом в заполнитель с определенным фракционным составом постепенно добавляют вяжущую суспензию до получения оптимальной концентрации компонентов, а виброформование ведут с виброускорением 10 - 80 м/с, удельным статическим давлением пригруза 0,025 - 0,25 кг/см2 в течение 2-30 с. Новым в заявляемом способе является то, что в конце виброформования применяют дополнительный прижим с удельным статическим давлением 4 - 10 кг/см2.
Сущность способа заключается в следующем.
Для изготовления керамобетонных изделий используют концентрированные вяжущие суспензии (КВС). Такие суспензии имеют особые тиксотропно-дилатантные свойства. В интервале напряжений сдвига (0,01-0,1 кг/см2) КВС характеризуется минимальной вязкостью, а керамобетонные смеси на их основе обладают хорошими подвижностью и формовочными свойствами. Поэтому при получении керамобетонных изделий методом виброформования с пригрузом уплотнение формовочной смеси ведут обычно при удельном статическом давлении пригруза 0,1-0,2 кг/см2. Превышение оптимального статического давления приводит к тому, что в результате эффекта дилатансии практически в начальный момент формируется тонкая и прочная поверхностная корка, препятствующая дальнейшему уплотнению смеси. Как результат основная часть объема изделия является рыхлой и крайне неоднородной, а само изделие имеет низкую механическую прочность. В ходе экспериментов было установлено, что если основной процесс виброформования стопорных трубок из керамобетонных смесей вести по приведенным в прототипе оптимальным режимам, а в конце формования создавать статический прижим, обеспечивающий давление 4-10 кг/см2, то возникающий эффект дилатансии уже играет положительную роль. У изделий формируется трехслойная структура, максимально отвечающая вышеприведенным требованиям эксплуатации стопорных трубок.
Описание способа поясняется примером конкретного применения. При этом приводится фиг.1, на которой изображен фрагмент металлической трубки, футерованной изделием из огнеупорной керамобетонной смеси, где в разрезе показаны три слоя, составляющие структуру изделия: 1-й (внешний) - рабочий слой, 2-й (средний) - теплоизоляционный и 3-й (внутренний), имеющий повышенную плотность.
Предлагаемый способ применяют для изготовления безобжиговых алюмосиликатных стопорных трубок, используемых в качестве огнеупорного футеровочного материала при продувке стали аргоном. Рабочая температура в ковше - в интервале 1615-1685oC.
Формовочную смесь получали известным способом, путем смешивания алюмосиликатного заполнителя и вяжущей суспензии. Суспензию приготавливали в шаровой мельнице путем мокрого помола и стабилизировали в течение 4 ч. Заполнитель приготавливали из огнеупорного лома алюмосиликатного состава (содержание Al2O3 - 72% и SiO2 - 26%) путем дробления на конусных, щековых и валковых дробилках. После измельчения заполнитель подвергали рассеву на грохоте, для выделения необходимых фракций. Формовочную смесь готовили в бетоносмесителе гравитационного действия. В смеситель засыпали зернистый заполнитель и тонкомолотую силикат-глыбу и перемешивали в течение 2-3 мин. Затем в смеситель с заполнителем вводили суспензию. Время приготовления формовочной смеси в бетоносмесителе составляло 3-4 мин. После окончания перемешивания формовочную смесь засыпали в форму, закрепленную на вибростоле, устанавливали пригруз и включали вибратор. Общее время вибропрессования составляло 45 с.
Вибропрессование при экспериментах производилось при следующих режимах.
Основной процесс виброформования полученной смеси производили с постоянной (как и в прототипе) величиной виброускорения, равной 35 м/с, постоянным давлением пригруза 0,1 кг/см2 (так же по прототипу) в течение 30 с (как указано в прототипе).
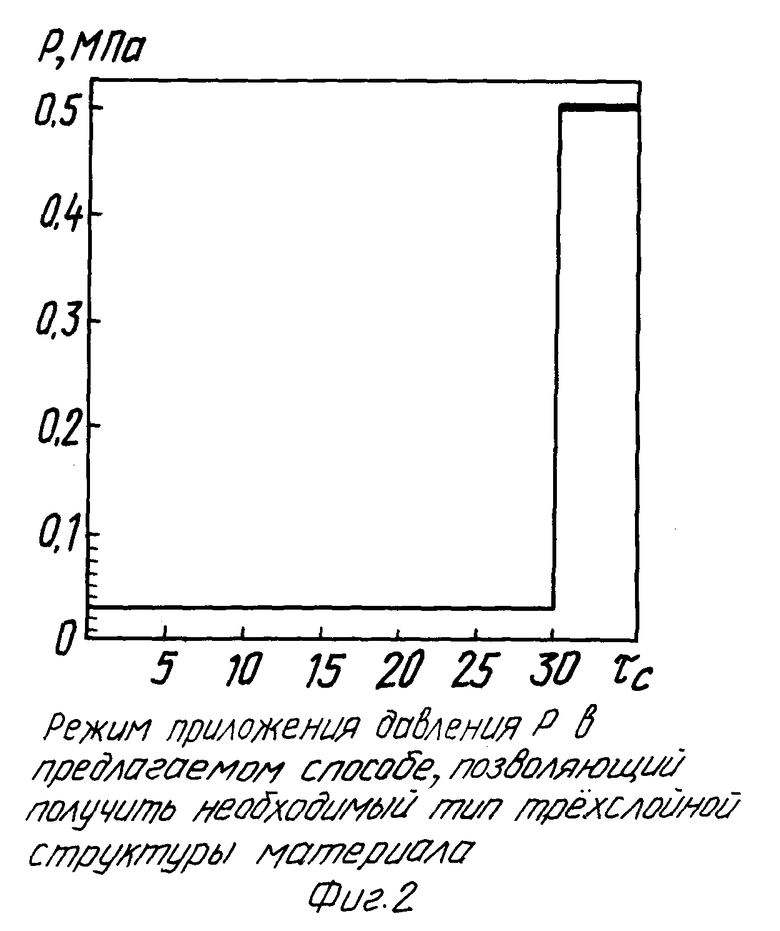
В конце же виброформования создавали различное по величине дополнительное давление пригруза (прижим) от 1 до 20 кг/см2. Режим приложения давления представлен на фиг. 2.
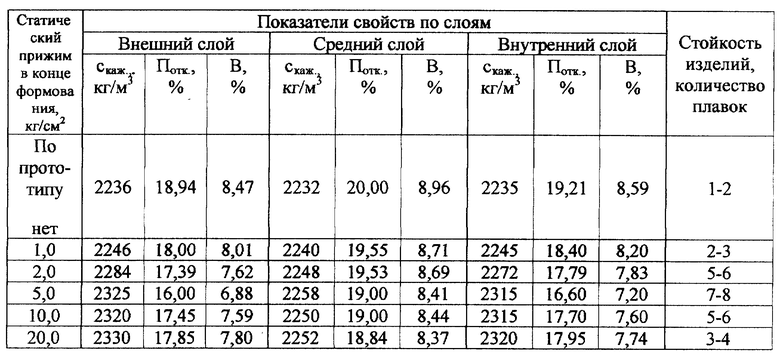
Результаты экспериментов приведены в таблице.
В таблице приведены результаты определений показателей свойств образцов по слоям и стойкость стопорных трубок в реальных условиях эксплуатации (среднее значение для 10 комплектов изделий).
Как видно из данных таблицы, при статическом давлении прижима в конце формования менее 4 кг/см2 внутренний и внешний слои изделия имеют недостаточную плотность и повышенную открытую пористость, близкие к прототипу. Это обуславливает высокую степень пропитки поверхностных слоев изделия агрессивными компонентами шлака и как следствие низкую стойкость стопорных трубок (2-3 плавки).
Если статическое давление прижима в конце формования превышает 10 кг/см2, то, несмотря на достаточно высокие значения кажущейся плотности материала во внешнем и внутреннем слое изделия одновременно происходит увеличение открытой пористости и водопоглощения. При визуальном осмотре продукции после завершения процесса виброформования обнаружены тонкие кольцевые трещины по высоте изделий. Это является характерным признаком перепрессовки и объясняет возрастание открытой пористости поверхностных слоев. Как результат идет интенсивное разрушение изделия проникающим расплавом шлака и соответственно существенное снижение стойкости огнеприпаса.
Таким образом, оптимальными значениями статического давления пригруза в конце виброформования (т.е. прижима) являются значения 4 - 10 кг/см2.
Из результатов экспериментов следует, что наилучшими качествами обладают изделия, изготовленные предлагаемым способом, при следующих оптимальных режимах: виброформование следует проводить с величиной виброускорения, равной 10 - 80 м/с, удельным статическим давлением 0,025-0,25 кг/см2 в течение 2 - 30 с, прилагая в конце виброформования дополнительное давление пригруза (прижим), равное 4 - 10 кг/см2.
Изделия после виброформования направляются в сушильную камеру и сушатся известным способом. Время полной сушки не менее 12 ч. После окончания сушки изделия остывают и удаляются из камеры. Далее, после контроля качества изделия направляются на склад готовой продукции.
Изделия, полученные заявленным способом, обладают повышенной стойкостью и выдерживают наибольшее количество плавок (до 8) без разрушения и с сохранением своих свойств.
Источники информации
1. Пивинский Ю.Е. Керамические вяжущие и керамобетоны. - М.: Металлургия, 1990, С. 20-21, 162-178.
2. Патент РФ N 2062770 приор. 3.03.1992 г. Мкл. C 04 В 35/14 "Керамобетонная смесь и способ получения строительных изделий из нее". /прототип/.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ, ПРИМЕНЯЕМЫХ В МЕТАЛЛУРГИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2001 |
|
RU2203247C1 |
| СПОСОБ ПОЛУЧЕНИЯ БОЛЬШЕМЕРНЫХ БЕЗОБЖИГОВЫХ ОГНЕУПОРНЫХ КЕРАМОБЕТОННЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ДЛЯ МЕТАЛЛУРГИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2007 |
|
RU2364580C2 |
| КЕРАМОБЕТОННАЯ СМЕСЬ И СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ НЕЕ | 1992 |
|
RU2062770C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО БЕТОНА | 2001 |
|
RU2190581C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУХОЙ ОГНЕУПОРНОЙ КЕРАМОБЕТОННОЙ МАССЫ ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ, ПРЕИМУЩЕСТВЕННО, В ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2005 |
|
RU2303582C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ, ПРЕИМУЩЕСТВЕННО, В ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2005 |
|
RU2303583C2 |
| СМЕШАННОЕ КЕРАМИЧЕСКОЕ ВЯЖУЩЕЕ | 1997 |
|
RU2127235C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2382013C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНОЙ КЕРАМОБЕТОННОЙ МАССЫ | 2011 |
|
RU2483045C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВЫХ ОГНЕУПОРОВ | 2010 |
|
RU2433104C1 |
Способ относится к области получения огнеупорных безобжиговых изделий на основе КВС, в основном для применения в металлургической промышленности в качестве сталеразливочного припаса. Способ включает приготовление вяжущей суспензии, ее стабилизацию перемешиванием, смешение с заполнителем путем подачи вяжущей суспензии в заполнитель до получения заданного соотношения, виброформование изделий и их сушку. Виброформование изделий производят с ускорением вибрации 10-80 м/с, удельным статическим давлением 0,025 - 0,25 кг/см в течение 2-30 с. Новым в способе является то, что в конце виброформования производят дополнительный прижим с удельным статическим давлением пригруза 4-10 кг/см2. При применении дополнительного прижима в конце виброформования у изделий формируется трехслойная структура, максимально отвечающая требованиям эксплуатации изделий, используемых в качестве сталеразливочного припаса. 1 табл., 2 ил.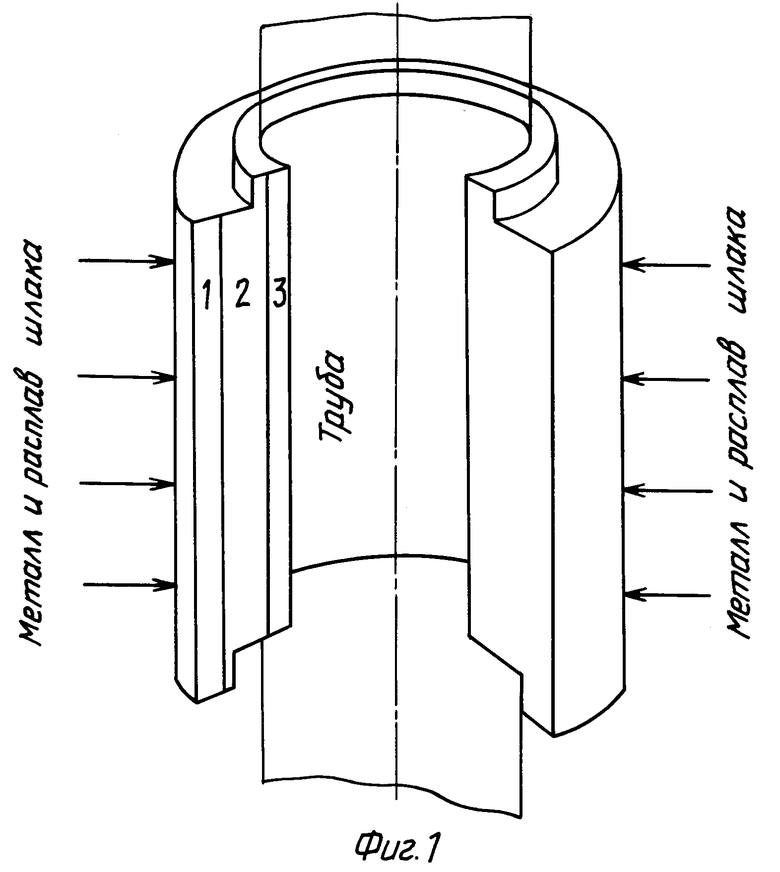
Способ получения безобжиговых огнеупорных изделий, преимущественно для металлургической промышленности, включающий приготовление вяжущей суспензии на основе КВС, ее стабилизацию перемешиванием, смешение с заполнителем путем подачи вяжущей суспензии в заполнитель до получения заданного соотношения, виброформование изделий с ускорением вибрации 10-80 м/с, удельным статическим давлением пригруза 0,025-0,25 кг/см2 в течение 2-30 с и их сушку, отличающийся тем, что в конце виброформования производят дополнительный прижим с удельным статическим давлением пригруза 4-10 кг/см2.
| КЕРАМОБЕТОННАЯ СМЕСЬ И СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ НЕЕ | 1992 |
|
RU2062770C1 |
| ПИВИНСКИЙ Ю.Е | |||
| и др | |||
| Материалы на основе высококонцентрированных керамических вяжущих суспензий | |||
| Изучение и сопоставительная оценка способов формования кремнеземистых керамобетонов | |||
| Огнеупоры и техническая керамика, 1997, № 10, с.6-11 | |||
| RU 95118616 A1, 20.11.1997 | |||
| RU 94044462 А1, 27.06.1996 | |||
| СПОСОБ ОБРАБОТКИ ФАНЕРЫ АНТИПИРЕНОМ | 2013 |
|
RU2542247C2 |
| US 3754952 А1, 28.08.1973 | |||
| ПИВИНСКИЙ Ю.Е | |||
| Изучение вибрационного формования керамобетонов | |||
| Формовочные системы и основные закономерности процесса | |||
| Огнеупоры, 1993, № 6, с.8-14. | |||

