Изобретение относится к устройствам контроля и может быть использовано для обнаружения мелких металлических тел и частиц в продуктах, материалах и изделиях с низкой электрической проводимостью, в частности, в продукции пищевой и фармацевтической промышленности.
Известен металлообнаружитель [1], содержащий датчик в виде катушки индуктивности, включенный в колебательный контур автогенератора гармонических колебаний. Выходной сигнал автогенератора поступает через буферный усилитель на детектор, а далее выпрямленный сигнал через два параллельно включенных фильтра с резко отличными постоянными времени поступает на два входа компаратора. Выход компаратора подключен к исполнительному устройству и устройству сигнализации.
Основными недостатками указанного металлообнаружителя являются высокая интенсивность ложных срабатываний в условиях повышенной шумовой интенсивности и, как следствие, низкая чувствительность металлообнаружителя.
Известно устройство [2], являющееся наиболее близким по технической сущности и достигаемому результату к изобретению. Оно содержит датчик в виде катушки индуктивности, включенный в колебательный контур автогенератора гармонических колебаний, работающего в режиме, близком к критическому, который поддерживается с помощью отрицательной обратной связи по амплитуде генерируемых колебаний. В контур петли обратной связи включен фильтр, в результате чего отрицательная обратная связь действует лишь при медленных изменениях амплитуды колебаний, а на быстрые изменения, вызываемые прохождением металлического объекта через зону чувствительности датчика, не реагирует. Выходной сигнал автогенератора поступает через буферный усилитель на детектор, а далее продетектированный сигнал через два параллельно включенных фильтра с резко отличными постоянными времени поступает на два входа дифференциального усилителя, выполненного на операционном усилителе. Его выход подключается к входу дискриминатора и нормализатора импульсов, сигнал с которого подается на вход схемы задержки и на один из входов схемы совпадений. На второй вход схемы совпадений сигнал подается с выхода схемы задержки. Выход схемы совпадений соединяется с входом схемы формирования выходных сигналов, которая управляет исполнительным устройством и устройством сигнализации. Высокая чувствительность в данном устройстве достигается путем выделения полезного сигнала посредством механизма временной селекции. Это достигается за счет того, что датчик выполняется из двух секций, пространственно разнесенных на определенное расстояние друг от друга. Таким образом, металлическая частица, проходя через зоны чувствительности секций датчика, будет вызывать появление в тракте полезного сигнала двух импульсов, отстоящих друг от друга на время, определяемое скоростью движения контролируемых объектов и расстоянием между зонами чувствительности датчика. Когда первый импульс попадает на вход схемы задержки, время задержки которой тоже рассчитывается, исходя из скорости движения объектов и расстояния между зонами чувствительности датчика, то на выходе схемы задержки, а следовательно, на одном из входов схемы совпадений, он появляется одновременно с импульсом, вызванным прохождением металлической частицей зоны чувствительности второй секции датчика. Таким образом, резко снижается вероятность ложных срабатываний устройства, что позволяет повысить его чувствительность, опуская порог срабатывания амплитудного дискриминатора на уровень с более высокой шумовой интенсивностью.
Основными недостатками этого металлообнаружителя являются сложность перенастройки с одной скорости движения объектов на другую и недостаточная чувствительность при медленных скоростях движения последних.
Технической задачей изобретения является автоматизация перенастройки металлообнаружителя при изменениях скорости движения контролируемых объектов, а также повышение чувствительности системы.
Решение указанных задач достигается тем, что датчик выполняется в виде последовательно расположенных на пути прохождения объекта контроля двух оптопар и двух катушек индуктивности, причем таким образом, чтобы контролируемые объекты сначала проходили через рабочие зоны оптопар, представляющих собой пары свето- и фотодиодов, перекрывая, таким образом, поток излучения, а затем проходили через зоны чувствительности двух катушек индуктивности. Две катушки индуктивности датчика соединены встречно и включены в колебательный контур автогенератора гармонических колебаний, работающего в режиме, близком к критическому и имеющему отрицательную обратную связь по амплитуде генерируемых колебаний, в контур которой включены фильтр схемы автоматической регулировки усиления, детектор схемы автоматической регулировки усиления и электронная схема автоматической регулировки усиления. Выход автогенератора, через интегрирующие фильтры с резко отличными постоянными времени, подключен к входам дифференциального усилителя, выход которого подключен к компаратору, а выход компаратора к одному из входов микроЭВМ. МикроЭВМ генерирует также на выходе импульсы высокой частоты, которые подаются на светодиоды оптопар. Сигналы, снятые с фотодиодов, подаются на детекторы, а с них на входы микроЭВМ. Также выходы микроЭВМ соединяются с входами исполнительного устройства и устройства сигнализации. Данное техническое решение позволяет: во-первых - измерять скорость движения каждого контролируемого объекта, т.к. при известном расстоянии между оптопарами измеряется время между моментами, когда контролируемые объекты перекрывают световые потоки сначала первого, а затем второго светодиодов; а во-вторых - снизить вероятность ложных срабатываний системы, поскольку схема временной селекции данного устройства отрабатывает тройные совпадения (три импульса - первый от прохождения объекта через рабочую зону второй оптопары, второй - от прохождения металлической частицы через зону чувствительности первой катушки индуктивности, третий - от прохождения последней через зону чувствительности второй катушки индуктивности), в отличие от прототипа [1], где системой отрабатываются двойные совпадения. Это позволяет существенно снизить порог срабатывания компаратора, опуская его на уровень более высокой шумовой интенсивности без боязни увеличения вероятности ложных срабатываний. Иными словами, данное обстоятельство позволяет повысить чувствительность металлообнаружителя.
На чертеже представлена структурная схема устройства.
Данное устройство содержит датчик 18, выполненный в виде последовательно расположенных на пути прохождения объекта контроля двух оптопар 12-13 и 12'-13' и двух катушек индуктивности 1, соединенных последовательно и встречно и включенных в колебательный контур автогенератора гармонических колебаний 2, работающего в режиме, близком к критическому, который поддерживается с помощью отрицательной обратной связи по амплитуде генерируемых колебаний, в контур которой включены детектор 3 схемы автоматической регулировки усиления, фильтр 4 схемы автоматической регулировки усиления и электронная схема 5 автоматической регулировки усиления. Выход автогенератора 2 соединен через буферный усилитель 6 с детектором 7. Выход детектора 7, через два параллельно включенных фильтра 8 и 9 с резко отличными постоянными времени, соединен с двумя входами дифференциального усилителя 10. Выход дифференциального усилителя 10 соединен с входом компаратора 11, а выход последнего соединен с входом С микроЭВМ 15. Выход D микроЭВМ 15 соединен со светодиодами 12 и 12', а фотодиоды 13 и 13' через детекторы 14 и 14' соединены с входами A и В микроЭВМ 15. Выходы E и F микроЭВМ 15 соединены со входами исполнительного устройства 16 и устройства сигнализации 17 соответственно.
Устройство работает следующим образом. Оптопары 12-13 и 12'-13' расположены на пути следования контролируемых объектов перед двумя секциями катушек индуктивности, на фиксированном расстоянии друг от друга и на фиксированном расстоянии от первой катушки. Пока канал между светодиодами 12 и 12' и фотодиодами 13 и 13' не перекрывается контролируемым объектом, снимаемый с фотодиодов 13 и 13' высокочастотный сигнал детектируется детекторами 14 и 14' и постоянный выходной сигнал поддерживает напряжение на входах A и В микроЭВМ 15 на одном уровне. При перекрытии контролируемым объектом светового потока, сигнал на выходе детектора 14 или 14' изменяется, фиксируя, таким образом, прохождение объекта. В случае если объект содержит металлическое включение, то его прохождение через рабочие зоны двух катушек индуктивности приведет к возникновению на выходе компаратора 11 двух импульсов, отстоящих друг от друга на время, определяемое скоростью движения объектов и расстоянием между катушками. Также скоростью движения объектов и расстоянием между оптопарой 12'-13' и первой катушкой индуктивности будет определяться время между перепадом напряжения на входе В микроЭВМ 15 и первым импульсом на входе С микроЭВМ 15. В случае тройного совпадения импульсов микроЭВМ 15 подает управляющие воздействия на исполнительное устройство 16 и устройство сигнализации 17. В случае если контролируемый объект не содержит металлического включения, то его прохождение через рабочие зоны катушек индуктивности не приведет к изменению добротности последних, а следовательно, не приведет и к появлению на входе С микроЭВМ 15 двух импульсов. В этом случае микроЭВМ 15 не выдаст управляющих воздействий на исполнительное устройство 16 и устройство сигнализации 17.
Существенными отличительными признаками предлагаемого устройства является выполнение датчика в виде последовательно расположенных на пути прохождения объекта контроля двух оптопар и двух катушек индуктивности. Причем датчик выполняется таким образом, чтобы контролируемые объекты сначала проходили через рабочие зоны оптопар, представляющих собой пары свето- и фотодиодов, перекрывая, таким образом, поток излучения, а затем проходили через зоны чувствительности двух катушек индуктивности. Данное техническое решение позволяет: во-первых - измерять скорость движения каждого контролируемого объекта, т.к. при известном расстоянии между оптопарами измеряется время между моментами, когда контролируемые объекты перекрывают световые потоки сначала первого, а затем второго светодиодов; а во-вторых - снизить вероятность ложных срабатываний системы, поскольку схема временной селекции данного устройства отрабатывает тройные совпадения (три импульса - первый от прохождения объекта через рабочую зону второй оптопары, второй - от прохождения металлической частицы через зону чувствительности первой секции катушки индуктивности, третий - от прохождения последней через зону чувствительности второй секции катушки индуктивности), в отличие от прототипа [1], где системой отрабатываются двойные совпадения. Это позволяет существенно снизить порог срабатывания компаратора, опуская его на уровень более высокой шумовой интенсивности без боязни увеличения вероятности ложных срабатываний. Иными словами данное обстоятельство позволяет повысить чувствительность металлообнаружителя.
Данные отличительные признаки являются новыми, поскольку отсутствуют у аналогов, и существенными, поскольку позволяют автоматизировать перенастройку металлообнаружителя при изменениях скорости движения объектов и повысить чувствительность системы.
Источники информации
1. Тенев Л. Устройство для обнаружения движущихся металлических предметов. - Радио, 1987, N 5, с.61.
2. Патент РФ N 2098848 на изобретение "Металлообнаружитель", опубл. 10.12.97, Бюл. N 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛООБНАРУЖИТЕЛЬ | 1994 |
|
RU2098848C1 |
| МЕТАЛЛООБНАРУЖИТЕЛЬ | 2000 |
|
RU2190866C2 |
| УДАРНО-АКУСТИЧЕСКИЙ ДЕФЕКТОСКОП | 1998 |
|
RU2167419C2 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ ФИЗИЧЕСКОЙ ВЕЛИЧИНЫ | 1999 |
|
RU2162592C2 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ТЕЛ В СЛАБОПРОВОДЯЩИХ СРЕДАХ | 2000 |
|
RU2193189C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ДЛЯ КРУГЛОГОДИЧНОГО НАБЛЮДЕНИЯ ЗА ЖИЗНЕДЕЯТЕЛЬНОСТЬЮ ПЧЕЛИНЫХ СЕМЕЙ | 1999 |
|
RU2198507C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ДЛЯ КРУГЛОГОДИЧНОГО НАБЛЮДЕНИЯ ЗА ЖИЗНЕДЕЯТЕЛЬНОСТЬЮ ПЧЕЛИНЫХ СЕМЕЙ | 1999 |
|
RU2159034C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ФИЗИЧЕСКОЙ ВЕЛИЧИНЫ | 1999 |
|
RU2162205C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ | 2001 |
|
RU2200306C2 |
| ЭЛЕКТРОННЫЕ ЦИФРОВЫЕ ВЕСЫ | 1999 |
|
RU2162209C1 |
Изобретение относится к устройствам контроля и может быть использовано для обнаружения мелких металлических тел и частиц в продуктах, материалах и изделиях с низкой электрической проводимостью, в частности в продукции пищевой и фармацевтической промышленности. Сущность изобретения: автоматизация процесса контроля заключается в автоматическом определении скорости движения контролируемых объектов за счет измерения времени между импульсами, получаемыми при прохождении контролируемого объекта через рабочие зоны двух оптопар, разнесенных на определенное расстояние друг от друга. Технический результат: повышение устойчивости и чувствительности металлообнаружителя за счет использования временной селекции трех последовательных импульсов, получаемых при прохождении контролируемого объекта рабочей зоны второй оптопары и прохождении контролируемого объекта с металлической частицей через зону чувствительности первичного вихретокового преобразователя, отстоящего от второй оптопары на определенном расстоянии, состоящего из двух последовательно включенных полуобмоток, разнесенных на определенное расстояние друг от друга. 1 ил.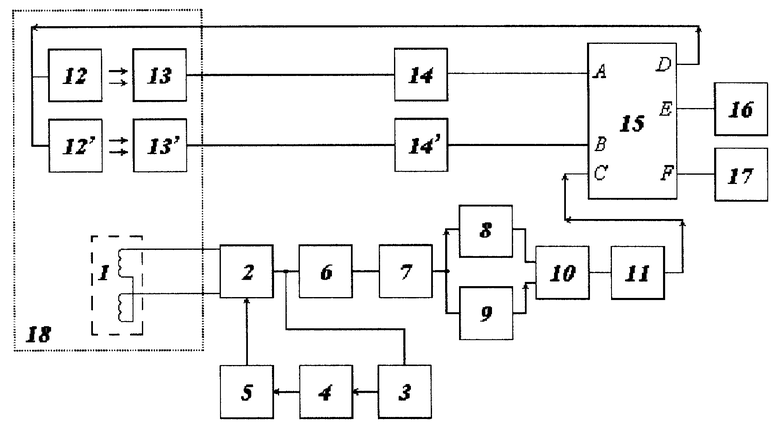
Металлообнаружитель, содержащий датчик в виде двух последовательно расположенных и встречно соединенных катушек индуктивности, включенных в колебательный контур автогенератора гармонических колебаний, имеющего отрицательную обратную связь по амплитуде генерируемых колебаний, в контур которой включены детектор схемы автоматической регулировки усиления, фильтр схемы автоматической регулировки усиления и электронная схема автоматической регулировки усиления, выход автогенератора через буферный усилитель соединен с детектором, выход детектора через два параллельно включенных интегрирующих фильтра с резко отличными постоянными времени соединен с двумя входами дифференциального усилителя, выход которого подключен к компаратору, исполнительное устройство и устройство сигнализации, отличающийся тем, что датчик дополнительно содержит две оптопары, последовательно расположенные на пути прохождения объекта контроля перед катушками индуктивности на фиксированном расстоянии друг от друга и от первой катушки индуктивности, а в схему металлообнаружителя дополнительно включены два детектора и микроЭВМ, причем два входа микроЭВМ соединены с выходами детекторов, входы которых соединены с фотодиодами оптопар, а третий вход микроЭВМ соединен с выходом компаратора, три выхода микроЭВМ соединены соответственно со светодиодами оптопар, исполнительным устройством и с устройством сигнализации.
| МЕТАЛЛООБНАРУЖИТЕЛЬ | 1994 |
|
RU2098848C1 |
| Датчик металлообнаружителя контрольнопропускного пункта | 1976 |
|
SU641377A1 |
| DE 4017780 А1, 05.12.1991 | |||
| DE 4424058 C1, 19.10.1995 | |||
| Автоматическое устройство для устранения коротких замыканий в селеновых элементах | 1950 |
|
SU91034A2 |
