Изобретение относится к области электротехники, а именно электросталеплавильному и электросварочному оборудованию, позволяет снизить непроизводительные потери, весогабаритные показатели и себестоимость печных и сварочных трансформаторов.
Известны печные и сварочные трансформаторы с обдувом для снижения теплонапряженности обмоток (см., например, Н.В. Окороков. Дуговые сталеплавильные печи. Издательство "Металлургия", Москва, 1971 год, стр. 17-19, л. 1). Но для электропривода вентиляторов обдува известных трансформаторов необходим дополнительный расход электроэнергии от постороннего источника. КПД таких трансформаторов не превышает 50%.
Известно также, что для работы печных и сварочных трансформаторов необходима так называемая "падающая" вольт-амперная характеристика (ВАХ), поскольку для первоначального возбуждения дуги необходимо напряжение в несколько раз больше, чем для осуществления процесса поддержания дуги, т.е. собственно плавки металла. Это достигается применением дросселей, добавочных сопротивлений, магнитных систем с повышенным рассеянием магнитного потока и т.д., что в 2-3 раза завышает требуемую для плавки и электросварки мощность (см., например, Титов О.И. Справочник электросварщика ручной сварки. Новосибирское книжное издательство, 1939 год, л. 2).
Существует также принцип формирования "падающей" ВАХ способом управления углом отсечки синусоидального напряжения (см., например, В.Баранов Маломощный электросварочный аппарат, Радио N 7, 1996, л. 3).
По принципу действия это регулируемый выпрямитель, требующий сложной элементной базы, поэтому для более мощных трансформаторов неприемлем.
Прототипом может быть принят печной трансформатор, содержащий корпус с системой охлаждения, первичную обмотку высокого напряжения, магнитопровод стрежневого типа или броневого типа, вторичную обмотку низкого напряжения, а также сопутствующее оборудование: разъединитель, высоковольтный выключатель, дроссель, высоковольтный выключатель для шунтирования дросселя, шины низкого напряжения, приборы контроля и систем у регулирования электрической мощности (л-1, стр. 17-19).
Прототипу свойственны следующие недостатки:
низкий КПД, сложность, металлоемкость, высокая себестоимость и неудовлетворительные эксплуатационные показатели.
Техническая задача - снижение металлоемкости и стоимости сталеплавильного и сварочного оборудования, повышение КПД и улучшение их эксплуатационных показателей.
Это достигается:
- отказом от сложных систем регулирования электрической мощности со стороны обмотки высокого напряжения (первичной обмотки);
- разделением вторичной обмотки каждой фазы на две части, подключаемые к одному электроду через запирающую диодную развязку по току, из которых одна рассчитана на полную электрическую мощность и низкое напряжение поддержания горения дуги, а другая, являющаяся продолжением первой и дающая вместе с ней напряжение зажигания дуги во всех реальных режимах, выполнена минимальной мощности;
- применением магнитопровода с минимальным магнитным рассеянием, например, в виде тора и отказом от применения дросселей;
- последовательным соединением обмотки первоначального возбуждения дуги с обмоткой электродвигателя обдува (ЭДО) трансформатора и в пределе отказом и от применения добавочного сопротивления для выравнивания напряжения двух частей вторичной обмотки и получения "падающей" ВАХ.
Сущность изобретения заключается в использовании нового принципа получения "падающей" ВАХ. Регулирование крутизны "падения" ВАХ для стабилизации горения дуги в этом случае происходит автоматически за счет противо-ЭДС электродвигателя обдува по мере его разгона с вентиляторной нагрузкой с одновременным выполнением функции снижения теплонапряженности обмоток.
Проведенный патентный поиск показал отсутствие печных и сварочных трансформаторов с предлагаемой совокупностью признаков.
Таким образом, в данном случае известные элементы объединены новыми связями, придают печным и сварочным трансформаторам новые свойства, проявившиеся в положительных эффектах, вследствие чего решение может быть признано имеющим изобретательский уровень.
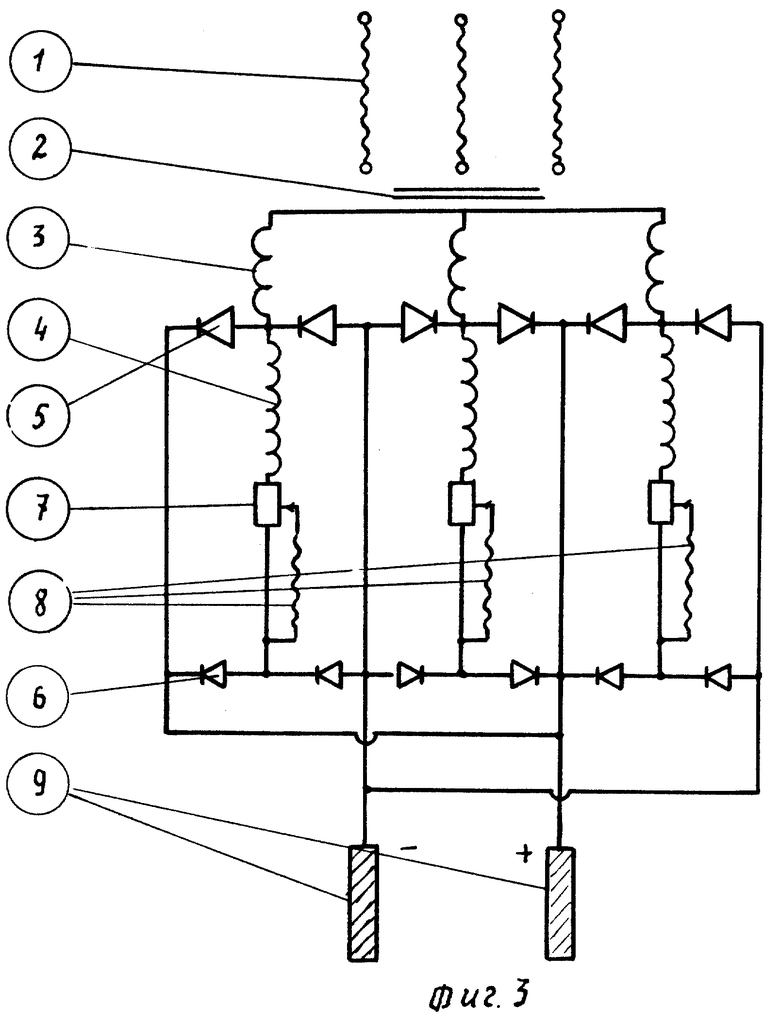
Сущность изобретения поясняется чертежом, где на фиг. 1 показана принципиальная схема однофазного сварочного трансформатора с электродвигателем обдува переменного тока; на фиг. 2 показан вариант трансформатора с облегченной вторичной обмоткой, ее полупериодном разделении тока в нулевой точке (со знаком -) и электродвигателем обдува постоянного тока; на фиг. 3 показан трехфазный вариант схемы печного или сварочного трансформатора с условными обозначениями:
1 - первичная обмотка трансформатора;
2 - магнитопровод;
3 - часть вторичной обмотки-обмотка поддержания дуги;
4 - часть вторичной обмотки-обмотка первоначального возбуждения дуги;
5 - двухполупериодная схема выпрямления тока горения дуги;
6 - двухполупериодная схема выпрямления тока возбуждения дуги;
7 - регулируемое добавочное сопротивление;
8 - электродвигатель обдува (ЭДО);
9 - электроды;
10 - свариваемая деталь.
Как видно из фиг. 1 устройство обмоток 1, 3, 4 и схемы их соединения выполнены аналогично указанному в л-4, но вместо добавочного регулируемого сопротивления 7 последовательно обмотке первоначального возбуждения дуги включена обмотка электродвигателя обдува 8.
В общем случае для снижения расчетной мощности электродвигателя обдува 8 возможно полное или частичное шунтирование его обмоток сопротивлением 7, как показано на фиг. 2 и 3.
При этом обмотка электродвигателя обдува 8 может быть выполнена в варианте коллекторной машины постоянного (фиг. 2) или переменного тока, а такие бесконтактной машины переменного однофазного (фиг. 1) или трехфазного (фиг. 3) тока.
В зависимости от этого последовательно обмотке первоначального возбуждения дуги 4 электродвигатель обдува 8 включается до (для переменного тока) или после (для постоянного тока) схемы выпрямления тока возбуждения дуги 6.
Для мощных печных трансформаторов может быть применен не один, а несколько включенных параллельно друг другу электродвигателей обдува 8.
Все схемы выполнены таким образом, что при отсутствии дуги тока в частях 3, 4 вторичной обмотки трансформатора и электродвигателя обдува 8 нет, а к электродам 9 подходит полное напряжение зажигания дуги во всех реальных режимах работы трансформатора, равное сумме напряжений двух частей 3 и 4 вторичной обмотки.
Это возможно благодаря применению запирающей диодной развязки по току, состоящей из схем двухполупериодного выпрямления тока первоначального возбуждения дуги 6 и двухполупериодного выпрямления тока поддержания горения дуги 5.
При зажигании дуги через обмотку возбуждения дуги 4 и обмотку электродвигателя обдува 8 протекает ток, прямо пропорциональный приложенному суммарному напряжению вторичной обмотки 3, 4 и обратно пропорциональный сумме внутренних сопротивлений вторичной обмотки 3, 4, обмоток электродвигателя обдува 8 и переходному сопротивлению в дуге.
Этот ток обеспечит ионизацию межэлектродной среды и токопроводящий канал плазмы, включающий непосредственно часть 3 вторичной обмотки, которая поддерживает горение дуги и плавку металла.
По мере разгона электродвигателя обдува 8 в соответствии со свойством саморегулирования электрических машин приложенное к электродвигателю 8 напряжение будет уменьшаться за счет противо-ЭДС, автоматически обеспечивая "падение" ВАХ и стабилизацию горения дуги при наличии магнитопровода 2 с минимальным магнитным рассеянием, например, в виде тора.
Механическая энергия электродвигателя 8 передается вентилятору, который интенсивно охлаждает рабочие обмотки трансформатора без дополнительного расхода электроэнергии.
Это позволяет значительно снизить теплонапряженность обмоток, допустить большую плотность тока, а значит и меньший их вес и габариты при максимальном КПД трансформатора, т.к. внутреннее сопротивление его вторичной обмотки и магнитный поток рассеяния всегда меньше по сравнению с сопротивлением и потоком рассеяния известных трансформаторов.

Изобретение относится к электросварочному или электросталеплавильному оборудованию и может найти применение в различных отраслях металлургической промышленности и машиностроения. Трансформатор с обдувом содержит первичную обмотку (1), магнитопровод (2), вторичную обмотку. Вторичная обмотка состоит из обмотки (4) первоначального возбуждения дуги и обмотки поддержания дуги (3). Система охлаждения выполнена в виде электродвигателя обдува (8). Одна (6) из двух двухполупериодных схем выпрямления соединена с обмоткой (4) первоначального возбуждения дуги, а вторая (5) - соответственно с обмоткой (3) поддержания горения дуги. Обмотка электродвигателя обдува (8) последовательно подключена к обмотке (4) первоначального возбуждения дуги до или после соответствующей двухполупериодной схемы выпрямления. Такая конструкция трансформатора позволяет снизить непроизводительные потери энергии, весогабаритные показатели и себестоимость печных и сварочных трансформаторов. 3 ил.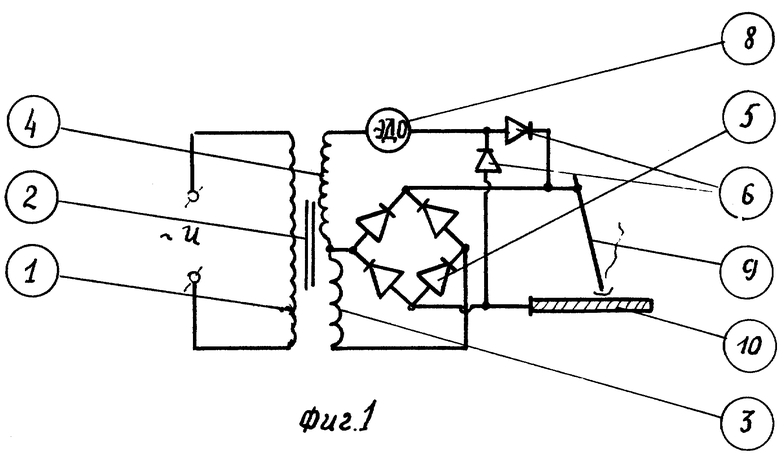
Трансформатор с обдувом для дуговой плавильной печи или электросварки, содержащий первичную обмотку, магнитопровод, вторичную обмотку, состоящую из обмотки первоначального возбуждения дуги и обмотки поддержания дуги, и систему охлаждения, выполненную в виде электродвигателя обдува, отличающийся тем, что в него введены две двухполупериодные схемы выпрямления, одна из которых соединена с обмоткой первоначального возбуждения дуги, а вторая - соответственно с обмоткой поддержания горения дуги, при этом обмотка электродвигателя обдува последовательно подключена к обмотке первоначального возбуждения дуги до или после соответствующей двухполупериодной схемы выпрямления.
| ОКОРОКОВ Н.В | |||
| Дуговые сталеплавильные печи | |||
| - М.: Металлургия, 1971, с.17-19 | |||
| ВЫСОКОЧАСТОТНЫЙ ТРАНСФОРМАТОР | 1996 |
|
RU2125310C1 |
| БРОНЕВОЙ МАГНИТОПРОВОД | 1992 |
|
RU2106711C1 |
| ЭЛЕКТРОСВАРОЧНЫЙ АППАРАТ | 1997 |
|
RU2115520C1 |
| RU 2060123 C1, 20.05.1996. | |||

