Изобретение относится к оргтехнике, а точнее к вспомогательным материалам, применяемым при маркировке, и может быть использовано для нанесения краски, например, на маркировочные штемпели.
Известна штемпельная подушка для многоцветной почти, содержащая корпус с размещенными в нем блоками носителя краски из пористого материала, причем блоки носителя красок соединены между собой, например, клеем и по границам блоков выполнен разделительный желобок (SU 3009440 A, кл. B 41 K 1/54, 02.07.96).
Недостатком указанного устройства является высокая вероятность смешивания красок вдоль границ блоков при печати, что приведет к искажению оттиска.
Наиболее близким к заявляемому техническому решению по своей сущности и достигаемому техническому результату является штемпельная подушка, содержащая кювету с помещенным в нее блоками двухслойного носителя краски, в котором верхний слой низкопористый, и нижний слой высокопористый, и блоки заполнены разными красками (US 5531829 A, кл. B 05 C 1/00, 02.07.96).
Недостатком указанного технического решения, выбранного в качестве прототипа, является необходимость точной установки штемпеля на определенных участках штемпельной подушки, что создает неудобство в работе. Кроме того, существует вероятность смешивания красок на границах блоков.
Целью изобретения является обеспечение равномерного дозированного переноса краски на рабочую поверхность штемпеля и повышение качества печатных оттисков.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявляемого изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом объекте, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявляемого изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных технических решений с целью выявления признаков, совпадающих с отличительными от прототипа заявляемого изобретения, результаты которого показывают, что заявляемое изобретение не следует явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявляемого изобретения преобразований на достижение технического результата.
Сущность заявляемого технического решения заключается в том, что предложенная штемпельная подушка для многоцветной печати содержит совмещенные между собой отдельные блоки двухслойного носителя краски, в котором верхний слой низкопористый, а нижний высокопористый, при этом отдельные блоки носителя краски дополнительно содержат общую непроницаемую для краски подложку, торцы каждого блока двухслойного носителя краски оплавлены на всю высоту высокопористого нижнего слоя, а отдельные блоки носителя краски отделены друг от друга двойной канавкой, прорезанной на всю толщину носителя краски до подложки, причем высокопористый нижний слой носителя краски выполнен из тканого или нетканого термопластичного материала.
Способ изготовления штемпельной подушки для многоцветной печати путем формирования отдельных блоков двухслойного носителя краски и заполнения их краской, отличающийся тем, что до формирования совмещают носитель краски высокопористым нижним слоем с непроницаемой для краски подложкой и далее формируют из него отдельные блоки прорезанием лучом лазера двойной канавки на всю толщину двухслойного носителя краски до подложки по заданным контурам блоков с последующим заполнением их краской разного цвета.
В качестве носителя краски используют двухслойный композиционный материал, в котором верхний слой является низкопористым, обычно 20-45% с размерами пор от 10 до 80 мкм, а нижний слой высокопористым, обычно 40-85% и более с размерами пор примерно на порядок выше, чем у верхнего слоя.
Следует отметить, что указанные параметры и их соотношения у слоев носителя краски могут выходить за описанные рамки, поскольку эти соотношения и сами параметры не являются определяющими для носителя краски, а показывают различие в функциональном назначении каждого слоя носителя краски; высокопористый нижний слой является резервуаром для краски, низкопористый верхний слой является полупроницаемым барьером, ограничивающим свободное вытекание краски из нижнего высокопористого слоя.
При этом верхний слой носителя краски может быть выполнен из тканого или нетканого материала, термопластичного или термореактивного. Например, материалом верхнего слоя может быть шелковая, хлопчатобумажная, полиэфирная или т.п. ткань, нетканый материал на основе полипропиленовых волокон, тонкий фетр и т.д.
Нижний слой носителя краски выполнен из термопластичного тканого или нетканого материала на основе, например, полиуретана, полиэтилена, полиэфира (полиэтилентерефталат) и т.н. термопластов, как чистых полимеров, так и сополимеров и смесей полимеров, таких как, например, сополимер этилена с пропиленом, вспененные полиуретан, полибутадиен, натуральный каучук и т.п. Совершенно очевидно также, что поры в вышеуказанных слоях носителя краски не могут быть одинакового размера даже в одном слое, и размеры пор могут разниться на порядок. Очевидно также и то, что толщина верхнего низкопористого слоя носителя краски намного меньше таковой у нижнего слоя, что объясняется различием функций каждого слоя.
В качестве материала подложки используют преимущественно полимерные пленки из термопластичных полимеров, например из полиэтилена, полипропилена, лавсана, и др. , способных достаточно надежно и без усложнения технологического процесса совмещаться с нижним слоем носителя краски.
Однако возможны варианты выполнения заявляемой штемпельной подушки, в которых в качестве материала подножки используют, например, картон, пропитанный веществами, препятствующими проникновению краски, и многие другие материалы.
Двухслойный носитель краски получают соединением или совмещением полотен низкопористого и высокопористого материала склеиванием, сваркой или какими-либо другими известными приемами.
Изготавливают заявляемую штемпельную подушку следующим образом.
Двухслойный носитель краски, в котором верхний слой низкопористый, а нижний высокопористый, соединяют последним с подложкой склеиванием, сваркой или другим известным техническим приемом, и затем в полученной таким образом заготовке формируют отдельные блоки прорезанием лучом лазера двойной канавки на всю толщину двухслойного носителя краски до подложки по заданным контурам с последующим заполнением сформированных таким образом отдельных блоков носителя краски красками разного цвета. При этом в качестве источника лазерного излучения используют известные, выпускаемые серийно лазеры, например TROTEC-25ER.
В свою очередь нижний высокопористый слой носителя краски (а в случае использования верхнего низкопористого слоя из термопластичного материала также и верхний слой) оплавляется на всю высоту по линии разреза лазерным лучом, таким образом формируя "кювету" - подложку и оплавленные торцы носителя краски, непроницаемые для краски.
Следует отметить, что при прорезании двойной канавки между отдельными блоками носителя краски образуется или, точнее, формируется узкий барьер из двухслойного носителя краски, у которого также оплавлены боковые поверхности и как раз указанный барьер не позволяет краскам смешиваться при маркировке.
Заявляемая штемпельная подушка и способ ее изготовления поясняются чертежами и схемами.
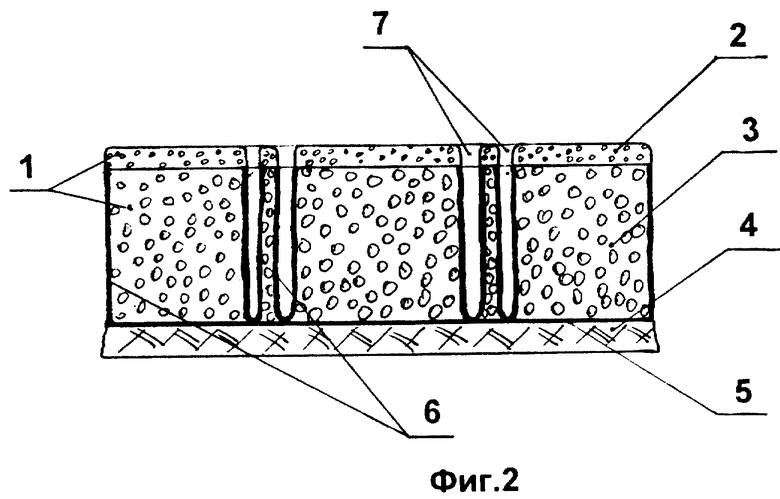
На фиг. 1 и 2 представлено устройство заявляемой штемпельной подушки.
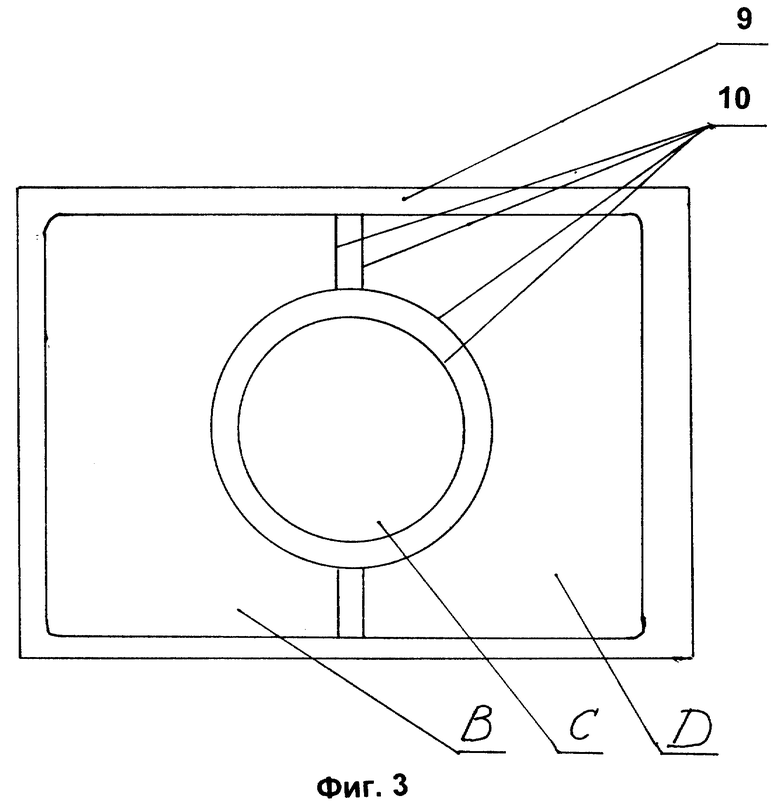
На фиг. 3 представлена схема разметки при изготовлении трехкрасочной штемпельной подушки.
Заявляемая подушка (фиг. 1 и 2) содержит двухслойный носитель краски 1, в котором верхний слой 2 низкопориcтый, а нижний слой 3 высокопористый, соединенный с подложкой 4. Торцы 6 высокопористого нижнего слоя оплавлены на всю высоту до подложки 4, и блоки носителя краски B, C и D отделены друг от друга двойной канавкой 7 и барьером 8.
Работает заявляемая штемпельная подушка следующим образом.
При надавливании штемпелем на подушку со стороны низкопористого верхнего слоя 2 краска (не показана), содержащаяся в блоках носителя 1, поступает из высокопористого слоя 3 в низкопористый слой 2 и проступает сквозь него на его наружной поверхности. Указанная поверхность является красящей и соответственно проступившая краска переходит на штемпель и с него на маркируемую поверхность.
Пример изготовления заявляемой штемпельной подушки.
Используемые материалы и параметры процесса.
Двухслойный носитель краски:
Материал верхнего слоя - Suede, J.Y. Company (Корея), толщина 1,0 мм,
пористость 35-40%.
Материал нижнего слоя - Foam. Polyimide, Davies Co. (Англия)
Толщина 5 мм,
пористость 80-85%.
Подложка:
Материал FOAM/CUSHION, Davies Co. (Англия)
Толщина 1,2 мм.
Клей - "Момент-1", ТУ 2385-011-04831040-95.
Используемый лазер - TROTEC-25ER, скорость прорезания канавки 1,8 см/с.
Штемпельную подушку изготавливают следующим образом.
На подложку 4 наносят слой клея 5 и накладывают на нее высокопористым слоем 3 двухслойный носитель краски 1. Затем полученную таким образом (фиг. 3) заготовку 9 размечают двойным контуром 10 на участки B, C и D и прорезают лучом лазера двойную канавку на всю толщину носителя краски до подложки. При этом разметку и формирование отдельных блоков носителя краски лазерным лучом осуществляют следующим образом.
Создают программу построения макета раскроя листа носителя краски и далее вводят программу в память лазерного гравера. Помещают в рабочей зоне гравера лист носителя краски, запускают гравер и прорезают двойные канавки, таким образом формируя отдельные блоки носителя краски, а самую штемпельную подушку формируют резкой лазерным лучом по наружному контуру. В готовой подушке заполняют краской каждый отдельный блок носителя.
Как видно из описания, приведенных схем, пояснительных чертежей и примеров конкретного изготовления, заявляемая штемпельная подушка обеспечивает высокое качество печати, а предлагаемая технология ее изготовления обеспечивает высокую производительность и качество по сравнению с известными.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТЕМПЕЛЬНАЯ ПОДУШКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2172260C2 |
| НАБОР ТИПОГРАФСКИЙ ПОРТАТИВНЫЙ ДЛЯ КАНЦЕЛЯРСКИХ РАБОТ | 1999 |
|
RU2153420C1 |
| КЛИШЕ ДЛЯ ШТЕМПЕЛЕВАНИЯ | 1999 |
|
RU2152312C1 |
| ОСНАСТКА РУЧНАЯ ДЛЯ ПЕЧАТЕЙ И ШТАМПОВ | 2001 |
|
RU2238852C2 |
| ПОДЛОЖКА ШТЕМПЕЛЬНАЯ ДЛЯ МОНТАЖА СМЕННЫХ ПЕЧАТАЮЩИХ ЗНАКОВ | 1999 |
|
RU2152313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО ЛИСТОВОГО МИКРОПОРИСТОГО МАТЕРИАЛА ДЛЯ ШТЕМПЕЛЬНЫХ ПОДУШЕК | 2005 |
|
RU2283324C1 |
| РУЧНОЙ ШТЕМПЕЛЬ | 1998 |
|
RU2128584C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ИСТОЧНИКА ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2439752C1 |
| ШТЕМПЕЛЬ И ОТНОСЯЩАЯСЯ К НЕМУ ШТЕМПЕЛЬНАЯ ПОДУШКА | 2012 |
|
RU2562044C2 |
| ШТЕМПЕЛЬНОЕ УСТРОЙСТВО | 2001 |
|
RU2186690C1 |
Изобретение относится к оргтехнике, а точнее к вспомогательным средствам в производстве печатных работ, и может быть использовано для нанесения краски на штемпель при маркировке различных объектов. Штемпельная подушка для многоцветной печати содержит совмещенные между собой на общей не проницаемой для краски подложке блоки двухслойного носителя краски, в котором верхний слой низкопористый, а нижний высокопористый, при этом торцы каждого блока носителя краски оплавлены на всю высоту высокопористого нижнего слоя, а отдельные блоки носителя краски отделены друг от друга двойной канавкой, прорезанной на всю толщину носителя краски до подложки, и высокопористый нижний слой носителя краски выполнен из тканого или нетканого термопластичного материала. Способ изготовления штемпельной подушки для многоцветной печати заключается в том, что совмещают двухслойный носитель краски с не проницаемой для краски подложкой и далее формируют отдельные блоки прорезанием лучом лазера двойной канавки на всю толщину двухслойного носителя краски до подложки по заданным контурам блоков с последующим заполнением блоков красками. Штемпельная подушка позволяет повысить качество оттисков. 2 с.п.ф-лы, 3 ил.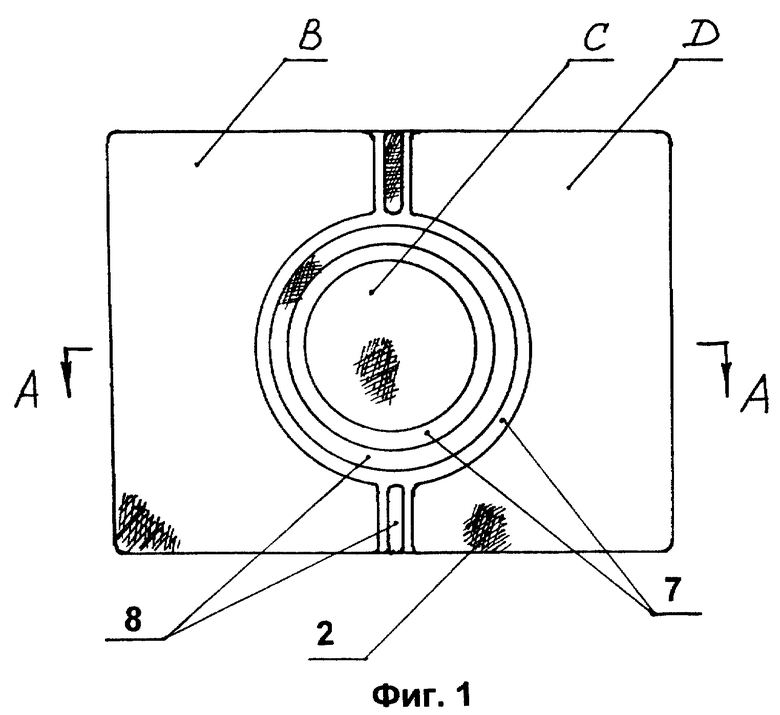
| US 5531829 A, 02.07.96 | |||
| US 3009440 A, 21.11.61 | |||
| US 5136968 A, 11.09.92 | |||
| ШТЕМПЕЛЬНАЯ ПОДУШКА | 1992 |
|
RU2105674C1 |

