Изобретение относится к устройствам отображения информации, в частности к жидкокристаллическим дисплеям, и может быть использовано в средствах индикаторной техники различного назначения, а также в оптических модуляторах, матричных системах световой модуляции и т.п.
Известен жидкокристаллический дисплей, выполненный в виде плоской кюветы, образуемой из двух параллельных стеклянных пластин, на внутренних поверхностях которых нанесены электроды из оптически прозрачного электропроводящего материала, например из двуокиси олова. Поверхность пластин с электродами подвергают специальной обработке, которая обеспечивает заданную однородную ориентацию молекул жидкого кристалла (ЖК) у поверхности пластин и в объеме пленки ЖК. При гомогенной ориентации большие оси молекул ЖК у поверхности пластин расположены параллельно направлениям ориентации, которые обычно выбирают взаимоперпендикулярными. После сборки кюветы ее заполняют ЖК, который образует слой толщиной 1-20 мкм, являющийся активной средой и изменяющий свои оптические свойства (угол вращения плоскости поляризации) под действием электрического напряжения. Изменение оптических свойств регистрируется в скрещенных поляризаторах, которые обычно наклеиваются на внешних поверхностях кюветы. Используемые при этом поляризаторы, обладая низкой механической прочностью, требуют специальных мер по защите от механических повреждений, которые усложняют и удорожают ЖК устройство (1). Одним из способов защиты поляризаторов от механических повреждений является размещение их внутри жидкокристаллического дисплея (2).
Недостатки известных устройств, связанные с низкой термо- и светостойкостью, с низкой контрастностью и другими техническими характеристиками дисплеев, определяемыми материалом поляризаторов, устраняют подбором специальных материалов. Однако во всех известных жидкокристаллических дисплеях на операции сборки, при склеивании пластин, получается большой процент брака, независимо от используемых материалов и технологий. При формировании клеевого шва по периферии пластин дисплея, независимо от того, выполнены эти пластины из стекла, пластика или другого подходящего материала, возможно неравномерное распределение склеивающего состава. Избыток склеивающего состава может привести к образованию затеков на рабочую область дисплея, недостаток - к негерметично сформированному соединительному шву и утечке ЖК. Кроме того, неравномерность по толщине клеящего средства, без использования ограничителей расстояния между пластинами, может вызвать нарушение плоскопараллельности пластин, что также недопустимо и ведет к снижению выхода годных. Использование для формирования соединительного шва различных склеивающих материалов и разнообразных технологий склейки не приводит к кардинальному решению этой проблемы.
Известны пути решения данной проблемы, когда для соединения пластин используют специальные термопластичные склеивающие материалы, в том числе и с ограничивающими вставками (3). Однако и эти соединительные элементы не лишены указанных недостатков. Поскольку операция склеивания пластин осуществляется после формирования всей внутренней структуры дисплея, а оценка качества клеевого шва может быть лишь после заполнения дисплея ЖК, т.е. уже после завершения всего процесса изготовления дисплея, усовершенствование ее, и следовательно, усовершенствование самого соединительного шва, становится критичным при производстве ЖК дисплеев.
Техническим результатом заявленного изобретения является улучшение эксплутационных характеристик ЖК дисплеев, повышение технологичности процесса производства, а также повышение экономичности и производительности, за счет увеличения выхода годных изделий, возможности повторного использования пластин со сформированными функциональными элементами. Появляется возможность восстановления или замены дефектных дорогостоящих элементов структуры, обнаруженных после сборки дисплея.
Основным техническим результатом изобретения является то, что соединение пластин осуществляется уже готовыми крепежными элементами, которые сформированы на пластинах заранее и поэтому не деформируются в процессе сборки, и, следовательно, не меняют своего положения на пластине, не сдвигаются и не прерываются, и не оказывают агрессивного воздействия на элементы дисплея в процессе склейки. Кроме того, техническим результатом изобретения является и то, что крепежные элементы являются одновременно и ограничителями заданной толщины слоя жидкого кристалла, которая определяется еще до сборки дисплея, что отличает его от известных аналогов. Даже при использовании соединительных элементов из термопластичного материала с ограничивающими вставками невозможно точно определить толщину слоя термопластичного материала под и над ограничителем. Данное изобретение обеспечивает возможность осуществлять сборку дисплеев на потоке, например, с использованием перекрещивающихся конвейерных пластиковых лент. Особое значение имеет то, что для соединительных элементов могут быть использованы различные материалы, которые в отличие от многих склеивающих и термопластичных материалов не являются агрессивными для функциональных элементов дисплея и не меняют своих свойств даже при значительных повышениях температуры.
Указанный технический результат изобретения достигается тем, что в ЖК дисплее, содержащем две параллельные пластины с электродами и поляризаторами, соединенные по периферии с образованием полости, заполненной жидким кристаллом, соединение пластин выполнено разъемным.
Для образования разъемного соединения на внутренних поверхностях пластин по их периферии навстречу друг другу сформированы крепежные средства, обеспечивающие фиксацию пластин между собой и герметизацию ЖК. Крепежные средства могут быть выполнены в виде, по крайней мере, одного сплошного соединительного шва, для образования которого на одной из пластин сформировано углубление, а на другой - выступ с формой и размерами, обеспечивающими проникновение в указанное углубление и возможность фиксации в нем. Выступ может иметь в поперечном сечении форму "гарпун" или "ласточкин хвост". Крепежные средства могут быть выполнены в виде, по крайней мере, одного сплошного соединительного шва, для образования которого на обеих пластинах сформированы выступы с формой и размерами, обеспечивающими возможность взаимной фиксации. В другом варианте исполнения крепежные средства образуют соединение в виде "липучки". Также, крепежные средства могут быть выполнены в виде дискретных крепежных приспособлений, расположенных на внутренних поверхностях по периферии пластин, по крайней мере, в два ряда. При этом между рядами крепежных приспособлений необходимо расположить уплотнительную прокладку.
В другом варианте исполнения крепежные средства могут быть выполнены в виде соосных углублений, сформированных на противоположных внутренних поверхностях пластин, причем форма и размер углублений выполнены из расчета возможности соединения пластин вставляемым в указанные углубления упругим прокладочным шнуром и/или лентой, с соответствующей формой и размерами.
Пластины дисплея могут быть выполнены из стекла, или пластика, например, лавсана, или другого, предназначенного для их изготовления материала, причем обе пластины могут быть выполнены как из одного, так и из разных материалов. На внутренних поверхностях, по крайней мере, одной из пластин может быть сформирована ориентирующая текстура. Текстуры двух пластин могут быть ориентированы либо взаимно параллельно, либо под углом друг к другу. При этом амплитуда, период и скважность элементов текстуры могут быть выбраны в соответствии с размером дисплея из расчета обеспечения ориентации молекул поляризатора, как при наличии ориентирующего слоя, так и без него, и/или обеспечения равномерного распределения слоя ЖК по объему полости, для обеспечения необходимой толщины слоя ЖК. На внутренней поверхности, по крайней мере, одной из пластин, могут быть выполнены ограничители толщины - спейсеры, которые размещены по периферии пластин, в этом случае функцию спейсеров могут выполнять крепежные средства. Также на внутренней поверхности, по крайней мере, одной из пластин, могут быть выполнены ограничители толщины - спейсеры, которые распределены по площади пластины, в этом случае они могут иметь форму как единичных точечных элементов, которые также могут являться дополнительными крепежными средствами, например в форме кнопок, так и форму сетки, или фрагментов линейного размера, или расположенной по объему полости фигурной текстуры. Для обеспечения дополнительной фиксации и предотвращения "расстегивания" крепежных средств, пластины дополнительно могут быть скреплены внешними соединительными элементами, например винтами или скобками. Для введения жидкого кристалла в дисплей может быть использовано окно в слое разъемного соединения и/или окно в одной из пластин дисплея, которое после заполнения дисплея жидким кристаллом герметизировано.
Дисплей может быть отражательного типа. При этом электроды и одна из его пластин должны быть выполнены из оптически прозрачного материала, а на второй пластине размещен диффузно отражающий слой, который может образовывать систему электродов данной пластины. Причем между диффузно отражающим слоем и жидким кристаллом или между жидким кристаллом и слоем поляризатора может быть расположен двулучепреломляющий слой. По крайней мере на одной из пластин может быть размещен изолирующий подстой.
Дисплей может быть пропускающего типа с пластинами и функциональными элементами из оптически прозрачного материала.
Для сборки дисплея с пластиковыми пластинами, могут быть использованы пластиковые ленты со сформированными заранее и/или в процессе их перемещения электродами, слоями дисплея и крепежными средствами. Пластиковые ленты перемещаются во взаимно перпендикулярных направлениях и скрепляются совмещением соответствующих крепежных средств воздействием давления, после чего разделяются на отдельные дисплеи.
Изобретение проиллюстрировано чертежами, где на фиг. 1 схематично изображено расположение соединительного шва по периферии пластин дисплея.
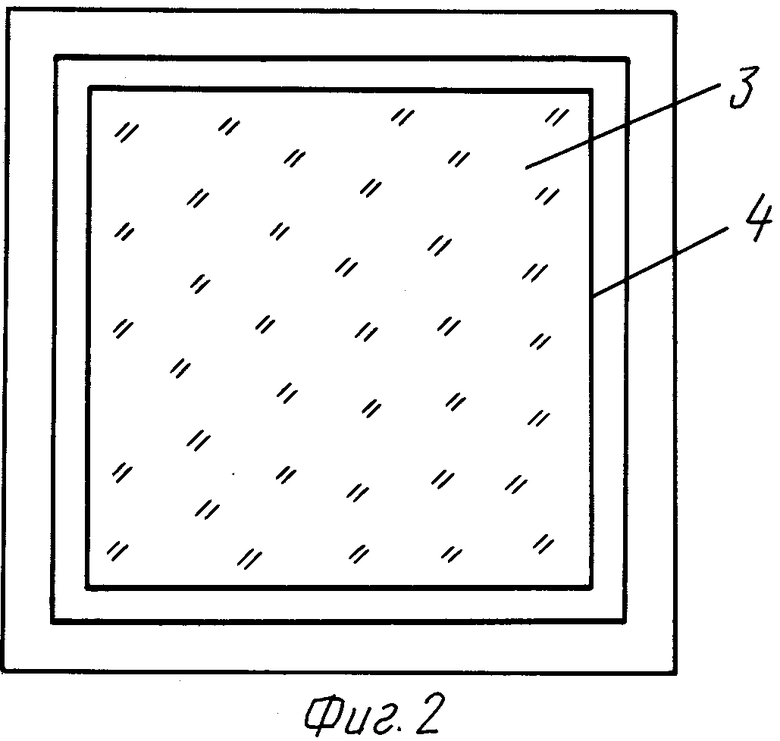
На фиг. 2 изображен вариант изготовления крепежных средств в виде двух соединительных швов.
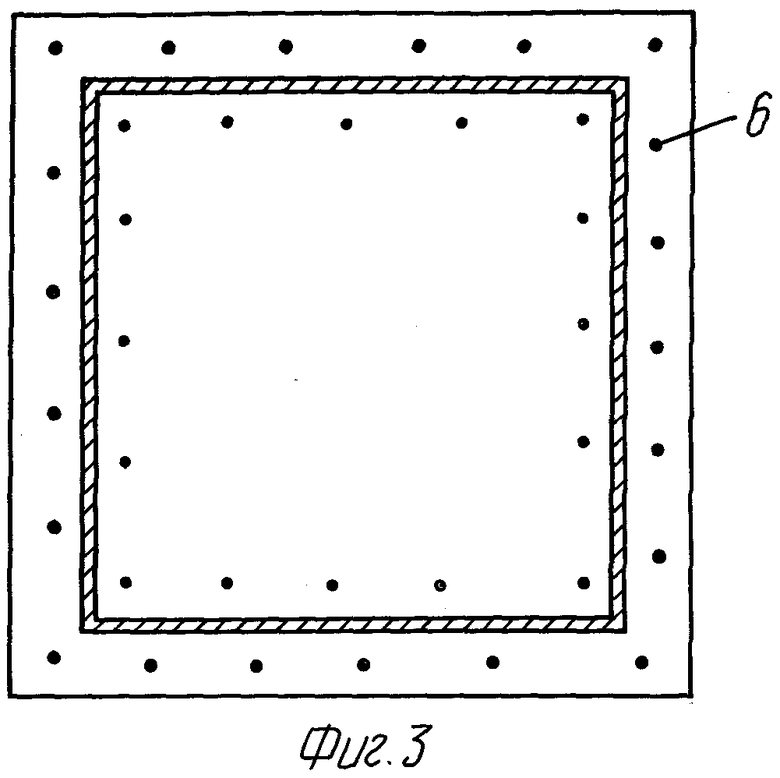
На фиг. 3 представлен ЖК, дисплей в котором соединительный шов выполнен в виде двух рядов дискретных соединительных приспособлений с герметизирующей прокладкой между рядами.
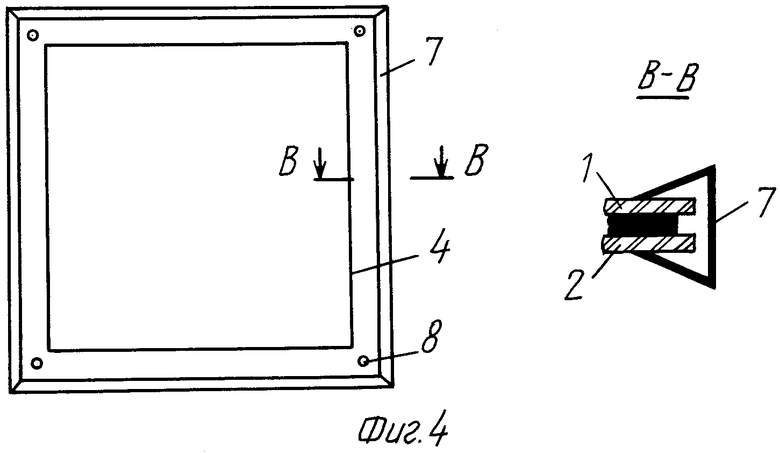
На фиг. 4 представлен ЖК дисплей с дополнительным внешним креплением.
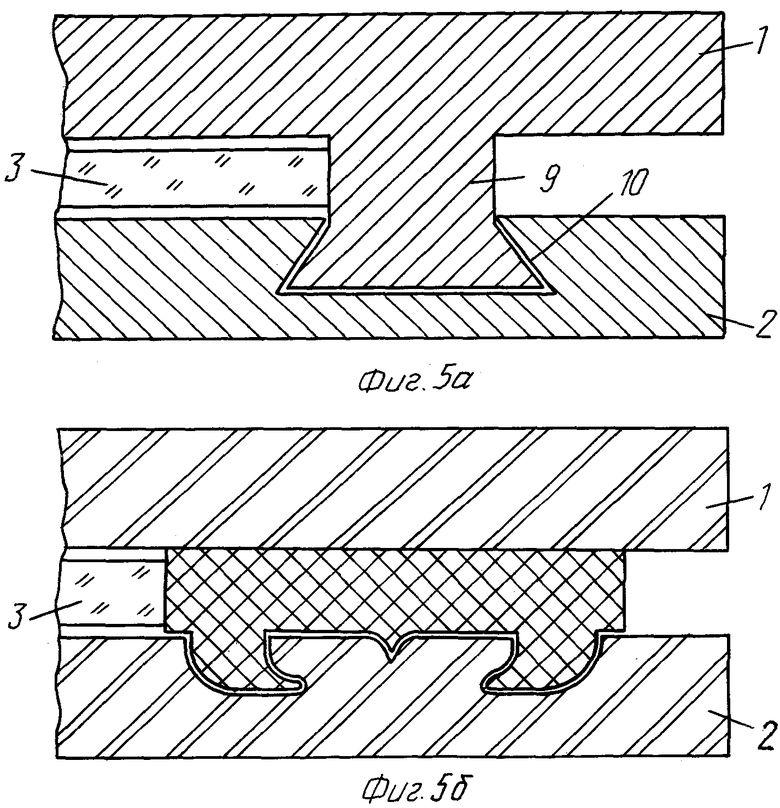
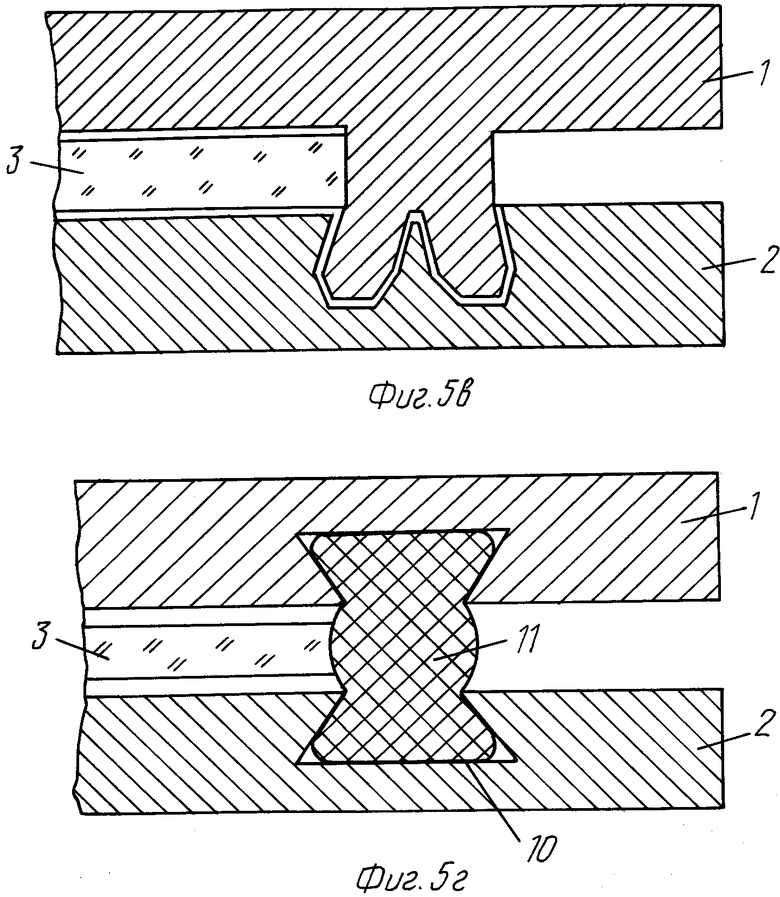
На фиг. 5 представлены различные поперечные сечения по А-А соединительного шва согласно изобретению.
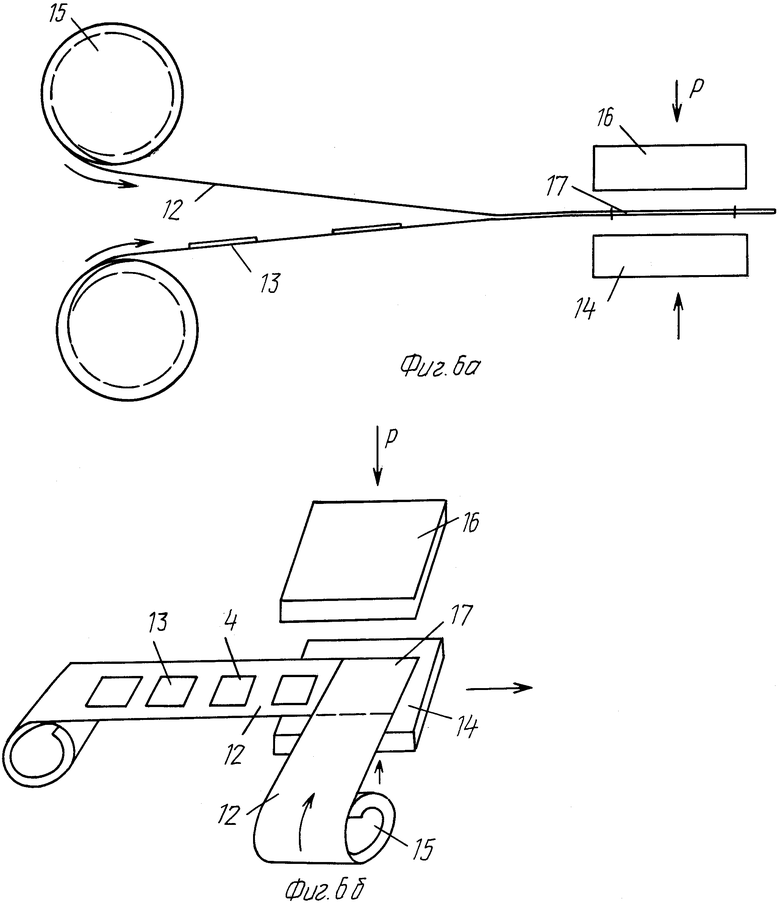
На фиг. 6 схематично изображен возможный вариант конвейерного способа изготовления пластикового дисплея.
Примеры выполнения разъемного соединения пластин ЖК дисплея согласно изобретению могут быть детально описаны со ссылкой на позиции фигур, изображенных на чертежах.
Как показано на фиг. 1, ЖК дисплей образован двумя пластинами 1 и 2, которые могут быть изготовлены из стекла, пластика, например, лавсана или другого используемого для их изготовления материала, причем пластины могут быть выполнены как из одинаковых, так и из различных материалов. Для введения жидкого кристалла 3 в полость между пластинами и крепежными средствами, образующими соединительный шов 4, используется специально сформированное окно, которое может быть выполнено как в соединительном шве, так и в периферийной части рабочей области пластины.
В рабочей области дисплея на пластинах размещены функциональные элементы, которые могут быть выполнены по известным рекомендуемым конструктивным и технологическим приемам. На пластинах обычно формируют электроды из оптически прозрачного материала, ориентирующие слои, изолирующий подслой, слои поляризатора, при необходимости формируют двулучепреломляющий слой. При изготовлении дисплеев отражательного типа формируют диффузно отражающий слой. Либо до, либо в процессе, либо после формирования функциональных элементов дисплея на пластинах дисплея формируют крепежные средства определенной конфигурации. Обычно крепежные средства могут быть изготовлены из того же самого материала, что и пластины дисплея. Так, в одной из пластин может быть выполнено углубление. Для формирования углубления можно использовать, в зависимости от размеров и материалов, известные технологические приемы, от механических, до методов фотолитографии с использованием жидкостного или плазменного травления, или методов лазерной обработки. Аналогично, выступы сплошные или дискретные на поверхности пластин могут быть изготовлены как креплением уже сформированных элементов, например, сваркой, так и формовкой непосредственно на пластине. При необходимости малых размеров крепежных элементов могут быть также использованы методы фотолитографии, напыления, ионно-плазменной или лазерной технологий. Основное требование к крепежным средствам - они должны обеспечивать надежное герметичное соединение пластин со сформированными функциональными элементами и ограничивать ЖК. Это достигается подбором соответствующей формы и материала, из которого они изготовлены.
На фиг. 2 представлен вариант изготовления крепежных средств в виде двух соединительных швов 4. Данный вариант используется для более надежного крепления пластин. При этом в случае нарушения контакта в одном из швов второй шов будет дублировать герметичное крепление.
Интересный вариант изготовления ЖК дисплея представлен на фиг. 3, где показаны крепежные средства, выполненные в виде дискретных элементов 6, например "кнопок", как минимум в два ряда. Между рядами дискретных крепежных элементов прокладывается герметизирующая лента. В данном случае окно 5 для заполнения дисплея жидким кристаллом целесообразно выполнять непосредственно в пластине.
При изготовлении дисплеев увеличенных размеров целесообразно использовать дополнительные крепежные средства, выполненные в виде наружных фиксаторов. На фиг. 4 представлены возможные варианты дополнительных фиксирующих элементов. Это может быть выполненная по наружному борту дисплея скоба 7 или винты 8.
На фиг. 5 представлены различные по форме крепежные средства. На фиг. 5а представлены крепежные средства, в поперечном сечении имеющие форму "гарпун". Для их формирования на одной из пластин выполняют выступы 9, а на другой, напротив выступов, углубления 10. Форма и размер крепежных элементов выбираются из условия взаимной их фиксации. На фиг. 5б представлен видоизмененный вариант данного соединения. На фиг. 5в представлен крепежный элемент, имеющий в поперечном сечении форму "ласточкин хвост". На фиг. 5г представлен крепежный элемент, для формирования которого на двух противоположных поверхностях пластин выполняют углубление 10. Размер и форма углублений выбраны из расчета обеспечения взаимной фиксации пластин промежуточным упругим эластичным шнуром 11, который вставляется в эти углубления в процессе прижатия пластин друг к другу. Данный вариант крепления пластин используется обычно при наличии спейсерных элементов.
На фиг. 6 схематично представлен конвейерный способ изготовления ЖК пластикового дисплея согласно изобретению. Пластиковые ленты 12 со сформированными структурами элементов 13 и крепежными средствами, образующими соединительный шов 4, подаются параллельно друг к другу на рабочий стол-пресс 14. Ленты могут подаваться непосредственно из рулонной заготовки 15 или могут в процессе перемещения обрабатываться. Как функциональные элементы дисплея, так и крепежные элементы могут быть сформированы на ленте в процессе ее перемещения. При размещении участка ленты на рабочем столе и противоположного участка другой ленты на верхней плате 16 их прижимают друг к другу, контролируя совмещение крепежных средств. При совмещении рабочего стола и верхней платы пресса одновременно с соединением пластин может быть осуществлено отделение сформированной дисплейной заготовки 17, путем вырубки соответствующих участков лент. Заготовки укладываются в стопку, расположенную по ходу продвижения одной из лент.
Одной из последних операций сборки ЖК дисплея является операция заполнения полости жидким кристаллом. Как уже было сказано, для введения жидкого кристалла в дисплей используют окно в соединительном шве и/или в пластине дисплея, обычно в периферийной части рабочей области. После заполнения полости ЖК окно герметизируют специально используемым для этой цели материалом по известной технологии.
Сборку ЖК дисплеев предлагаемой конструкции можно продемонстрировать на следующем примере.
Пластиковые пластины с электродами, ориентирующим слоем или поляризатором, слоем красителя и другими функциональными слоями и сформированными по периметру крепежными средствами отмывают, сушат, натирают под определенным углом для задания определенной молекулярной ориентации ЖК, если это необходимо, и наносят спейсеры для задания необходимой толщины зазора между пластинами. После этого пластины накладывают друг на друга таким образом, чтобы части устройства сцепления, расположенные на разных пластинах, были совмещены друг с другом. Например, если устройство сцепления имеет форму "ласточкиного хвоста", то фигурный паз на одной пластине должен быть совмещен с фигурным выступом на другой пластине. Обе пластины соединяются путем прикладывания к двум пластинам прижимающего усилия с одного края ячейки, достаточного для введения выступа в паз, и перемещая усилие до другого края ячейки. Это усилие можно создать, пропуская совмещенные пластины между двумя валиками с эластичной поверхностью определенной твердости. При соединении пластин дисплеев, которые не чувствительны к температурным воздействиям, может быть осуществлен нагрев крепежных средств одной из пластин. Создание градиента температуры при защелкивании повысит эффективность крепления за счет более плотного взаимного проникновения крепежных средств после остывания. Для обеспечения более надежной герметичности соединения предварительно, перед совмещением пластин в паз можно ввести жидкий герметик, который затем может отверждаться химически, термически или под действием света УФ, ИК или видимого диапазона, причем, это отверждение можно провести после проведения тестирования ячейки на дефектность элементов. Заполнение ячейки жидким кристаллом осуществляется через заливочное отверстие в стенке ячейки или в соединительном шве, которое затем герметизируется.
После этого, если ячейка не имеет внутренних поляризаторов, то они наклеиваются или наносятся с необходимой ориентацией на внешние стороны ячейки.
Если в ячейке обнаружены устранимые дефекты, пластины ячейки разъединяются и отмываются от жидкого кристалла. После этого производится восстановление дефектных участков и ячейка собирается заново.
Метод сборки ячейки для других конфигураций соединения принципиально не отличается. Он также применим и при непрерывном способе изготовления ЖК дисплеев, когда передняя и задняя стенки дисплея формируются на непрерывной полимерной ленте. При сборке обе ленты прикатываются двумя валиками таким образом, чтобы фигурные выступы одной ленты попадали в соответствующие фигурные пазы другой ленты.
Все описанные варианты ЖК дисплеев по данному изобретению не исчерпывают возможных реализаций заявленных назначений. При этом принцип работы дисплея не изменяется. Использование разъемного соединения пластин ЖК дисплеев наглядно проиллюстрировано на фигурах и в тексте описания. Из сказанного следует, что изобретением реализовано заявленное назначение с обеспечением указанного в тексте технического результата.
Источники информации
1. Л.К.Вистинь. ЖВХО, 1983, том XXVII, вып. 2, с. 141-148.
2. US 3941901, 1976.
3. EP 0503834, 1996.
Изобретение относится к устройствам отображения информации. Жидкокристаллический дисплей содержит две параллельные пластины с электродами и поляризаторами, которые соединены по периферии с образованием полости, заполненной жидким кристаллом, причем соединение пластин выполнено разъемным. Соединение пластин осуществляется уже готовыми крепежными элементами, которые сформированы на пластинах заранее и поэтому не деформируются в процессе сборки и, следовательно, не меняют своего положения на пластине, не сдвигаются, не прерываются и не оказывают агрессивного воздействия на элементы дисплея. Техническим результатом изобретения является улучшение эксплуатационных характеристик. 17 з.п. ф-лы, 6 ил.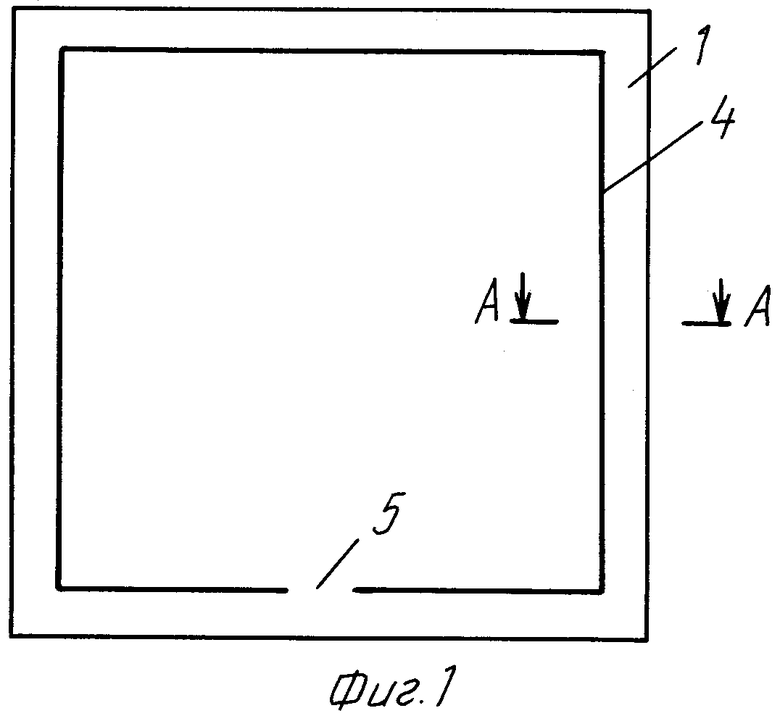
| Эластичный огнеупорный материал | 1974 |
|
SU503834A1 |
| КАМЕННО-ЗЕМЛЯНАЯ ПЛОТИНА | 0 |
|
SU407993A1 |
| ЖИДКОКРИСТАЛЛИЧЕСКИЙ ЭКРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2017186C1 |
| RU 2055384 C1, 27.02.1996. | |||

