Изобретение относится к области ремонта бурового и нефтегазопромыслового оборудования и может быть использовано при восстановлении скважинных штанговых насосов, применяемых при эксплуатации нефтяных скважин.
Известен способ ремонта изделий нефтегазопромыслового оборудования, включающий отрезку непригодного к эксплуатации резьбового соединения и приварку новой заготовки (Авт. св. СССР N 1229302, МПК E 21 В 17/00, B 23 P 6/00).
Недостатками данного способа являются невысокая эффективность и ограничение использования.
В некотором числе случаев задача может быть решена с помощью метода селективной сборки. Поскольку для одного и того же номинального диаметра насоса существует несколько посадочных групп, есть возможность из нескольких плунжеров одного номинального диаметра, но разных групп, подобрать плунжер с большим наружным диаметром и тем самым компенсировать увеличение зазора от износа цилиндра (Нефтепромысловое оборудование. Справочник, Под ред. Е.И. Бухаленко, 2 изд. М. "Недра", 1990, стр. 69-70).
Однако данный способ можно использовать, если износ внутренней поверхности цилиндра сравнительно невелик и распределен достаточно равномерно по окружности, а также по высоте. На практике, особенно при эксплуатации искривленных (наклонно направленных) скважин, износ цилиндра неравномерен, а профиль внутреннего канала цилиндра приобретает форму, близкую к овальной. Кроме того, износ неравномерен и по высоте цилиндра - интенсивней изнашивается его верхняя часть. В таких случаях установка нового плунжера с круглым поперечным сечением не может обеспечить регламентируемый зазор.
Наиболее близким к заявляемому способу по совокупности существенных признаков является способ ремонта штангового насоса, включающий отвинчивание узлов, соединенных с корпусом насоса, извлечение плунжера, замену изношенных узлов, в том числе плунжера и втулок цилиндра, на новые и сборку насоса (С. А. Махмудов, Монтаж, эксплуатация и ремонт скважинных штанговых насосных установок., М. "Недра", 1987, стр. 178-180).
Недостаток этого способа состоит в ограниченности сферы его применения. Способ пригоден для ремонта насосов с составным (втулочным) цилиндром. Насосы с цельным безвтулочным цилиндром при износе последнего могут быть восстановлены лишь в отдельных случаях. Это объясняется тем, что в штанговых насосах уплотнение между плунжером и цилиндром достигается за счет высокой точности их рабочих поверхностей и регламентируемых зазоров. При большой длине безвтулочных цилиндров (до 5-8 м) обработать внутреннюю поверхность цилиндра с достижением требуемой точности в условиях нефтедобывающего предприятия практически невозможно.
Задачей настоящего изобретения является повышение технологичности способа и увеличение срока службы штанговых насосов с цельным безвтулочным цилиндром.
Эта задача решается за счет того, что при ремонте насосов, включающем разборку насоса, извлечение и замену плунжера, сборку насоса, в отличие от прототипа верхняя наиболее изношенная часть цилиндра отрезается, на оставшейся части нарезается соединительная резьба, а в качестве нового плунжера используется укороченный плунжер с эксцентричными самоцентрирующимися шайбами, насаженными на резиновую втулку переменного диаметра. При этом длину оставшейся части цилиндра выбирают из условия применения со станками-качалками, имеющими небольшую длину хода, начинающуюся от 0,6 м.
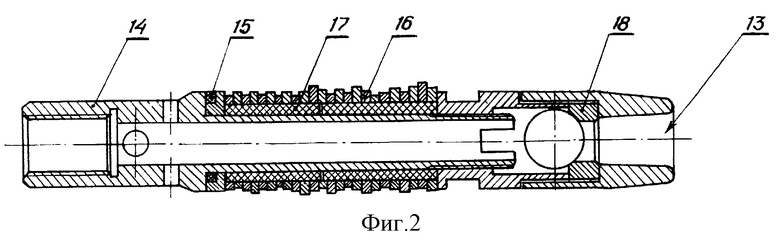
Скважинный штанговый насос представлен на фиг. 1; на фиг. 2 - плунжер скважинного штангового насоса.
Скважинный штанговый насос (фиг. 1) состоит из штока 1, направляющей штока 2, шпинделя 3, пружины замка 4 с контргайкой 5, которые через переходник 6 соединены с удлинительной муфтой 7, состоящей из двух частей, между которыми помещен цилиндр насоса 8, клапанного узла, связанного с удлинительной муфтой 7.
Клапанный узел содержит закрытый корпус клапана 9, седло клапана 10 с держателем седла 11, шарик клапана 12.
В цилиндре насоса 8 с возможностью перемещения установлен плунжер 13 (фиг. 2), состоящий из корпуса с переходником 14, резинового кольца 15 и уплотнения, представляющего собой эксцентричные самоцентрирующиеся шайбы 16, насаженные на резиновую втулку переменного диаметра 17, плунжер 13 снабжен напорным клапаном 18.
Пример конкретного выполнения способа.
При эксплуатации скважинного штангового насоса интенсивно изнашивается верхняя часть цилиндра 8, что приводит к большим утечкам в плунжерной паре и в конечном итоге срыву подачи. Кроме того, при "нулевом" зазоре плунжерной пары происходит заклинивание плунжера 13 в цилиндре насоса 8.
Скважинный штанговый насос извлекается из скважины, узлы насоса развинчиваются, удаление заклиненного плунжера 13 осуществляется с использованием силового гидроцилиндра по известной технологии.
Изношенная часть цилиндра насоса 8 отрезается и на оставшейся части цилиндра 8 нарезается соответствующая соединительная резьба для соединения его с муфтой удлинительной 7, длину данной части выбирают из условия применения в скважинных насосных установках со станками-качалками, имеющими длину хода, начинающуюся от 0,6 м.
Установку укороченного плунжера 13 с уплотнением, представляющим собой самоцентрирующиеся эксцентричные шайбы 16, насаженные на резиновую втулку переменного диаметра 17, и окончательную сборку скважинного штангового насоса производят по известной технологии.
При использовании изобретения создается технический результат, заключающийся в следующем. Ранее насосы с безвтулочным цилиндром при износе последнего (зазор между плунжером и цилиндром превышает допустимое значение), как правило, выбраковывались. Предлагаемый способ позволяет существенно продлить срок службы скважинных штанговых насосов за счет их восстановления и повторного использования. Использование плунжера с уплотнением, представляющим собой самоцентрирующиеся эксцентричные шайбы, насаженные на резиновую втулку переменного диаметра, позволяет обеспечить необходимое уплотнение между плунжером и цилиндром насоса в случае неравномерного по окружности износа цилиндра. За счет отрезания верхней наиболее изношенной части создается возможность повторного использования насосов с неравномерным по высоте цилиндра износом, а также возникает возможность из одного насоса длиной до 0,6 м изготавливать два укороченных (размером 2500 - 3000 мм) для станков-качалок короткого хода с минимальными затратами.
Используемая литература:
1. Авт. св. СССР N 1229302, МПК E 21 В 17/00, В 23 P 6/00. "Способ ремонта изделий нефтепромыслового оборудования с резьбовыми соединениями".
2. Нефтепромысловое оборудование. Справочник под редакцией Е.И. Бухаленко, 2 изд., М., "Недра", 1990, стр. 69 - 70.
3. С.А. Махмудов. Монтаж, эксплуатация и ремонт скважинных штанговых насосных установок., М. "Недра", 1987, стр. 178 - 180. ПРОТОТИП.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОТЛОЖЕНИЯ ПАРАФИНА ПРИ ДОБЫЧЕ НЕФТИ ИЗ СКВАЖИНЫ | 1994 |
|
RU2083804C1 |
| ГИДРОПРИВОД ШТАНГОВОГО ГЛУБИННОГО НАСОСА | 1996 |
|
RU2105199C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЗАБОЯ СКВАЖИНЫ | 1994 |
|
RU2083805C1 |
| НАГНЕТАТЕЛЬНЫЙ КЛАПАННЫЙ УЗЕЛ СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1999 |
|
RU2156888C1 |
| СКВАЖИННАЯ ШТАНГОВАЯ НАСОСНАЯ УСТАНОВКА | 1996 |
|
RU2125184C1 |
| ПЕРЕПУСКНАЯ МУФТА | 1995 |
|
RU2105125C1 |
| УНИВЕРСАЛЬНЫЕ ПЕРЕДВИЖНЫЕ СТЕЛЛАЖИ ДЛЯ НАКОПЛЕНИЯ И ВЫДАЧИ СКВАЖИННЫХ ТРУБ И НАСОСНЫХ ШТАНГ | 2000 |
|
RU2178507C2 |
| ПЕРЕДВИЖНЫЕ СТЕЛЛАЖИ ДЛЯ НАКОПЛЕНИЯ И ВЫДАЧИ СКВАЖИННЫХ ТРУБ И НАСОСНЫХ ШТАНГ | 1995 |
|
RU2091561C1 |
| СОЕДИНЕНИЕ УСТЬЕВОГО ШТОКА С КОЛОННОЙ НАСОСНЫХ ШТАНГ | 1999 |
|
RU2168602C1 |
| СИСТЕМА КОМПЛЕКСНОЙ ПОДГОТОВКИ ВЫСОКОСЕРНИСТОЙ ПРОДУКЦИИ СКВАЖИН | 2000 |
|
RU2175740C1 |
Изобретение предназначено для ремонта бурового и нефтепромыслового оборудования при восстановлении скважинных штанговых насосов, применяемых при эксплуатации нефтяных скважин. Способ ремонта скважинного штангового насоса, используемого для добычи нефти, включает развинчивание узлов насоса, извлечение плунжера, установку нового плунжера, сборку насоса. Верхнюю, наиболее изношенную часть цилиндра отрезают. На оставшейся части нарезают соединительную резьбу. Длину данной части выбирают из условия применения в насосной установке со станками-качалками, имеющими длину хода, начинающуюся от 0,6 м. В качестве нового плунжера используют укороченный плунжер с уплотнением, представляющим собой самоцентрирующиеся эксцентричные шайбы, насаженные на резиновую втулку переменного диаметра. Повышается технологичность способа и увеличивается срок службы скважинных штанговых насосов с цельным безвтулочным цилиндром. 2 ил.
Способ ремонта скважинного штангового насоса, включающий развинчивание узлов насоса, извлечение плунжера, установку нового плунжера, сборку насоса, отличающийся тем, что верхнюю, наиболее изношенную часть цилиндра отрезают, на оставшейся части цилиндра нарезают соединительную резьбу, длину этой части выбирают из условия применения в насосной установке со станками-качалками, имеющими длину хода, начинающуюся от 0,6 м, а в качестве нового плунжера используют укороченный плунжер с уплотнением, представляющим собой самоцентрирующиеся эксцентричные шайбы, насаженные на резиновую втулку переменного диаметра.
| С.А.МАХМУДОВ | |||
| Монтаж, эксплуатация и ремонт скважинных штанговых насосных установок | |||
| - М.: Недра, 1987, с.178 - 180 | |||
| Способ ремонта изделий нефтепромыслового оборудования с резьбовыми соединениями | 1983 |
|
SU1229302A1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
| US 4598455 A, 08.07.1986. | |||

