со С


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1706829A1 |
| Способ восстановления зубчатых колес | 1988 |
|
SU1579616A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕСТЕРЕН | 1996 |
|
RU2110387C1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| Способ восстановления зубчатых колес | 1985 |
|
SU1407649A1 |
| Способ восстановления крупномодульных зубчатых колес | 1986 |
|
SU1391788A2 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| Способ восстановления зубчатых венцов колес | 1985 |
|
SU1449302A1 |
| БРОНИРОВАННАЯ РЕМОНТНО-ЭВАКУАЦИОННАЯ МАШИНА | 2005 |
|
RU2313758C2 |
Использование; восстановление деталей типа вал-шестерня и их сопряжений. Сущность изобретения: осуществляют пластическую раздачу зубчатого венца вал-ше- стерни до диаметра, превышающего максимальный износ на величину припуска под мехобработку. При мехобработке корректируют угол профиля зуба до величины Gp (0,725 - 0,9)OH. где а - номинальное значение угла профиля зуба. Шейки и выступы обрабатывают до диаметра Dp DH + +(0,03-0,2)m, где DH - номинальное значение диаметра- восстанавливаемой поверхности; m - модуль зацепления. 3 ил.
Изобретение относится к ремонту изношенных деталей машин и может быть использовано для восстановления деталей, производство которых носит преимущественно крупносерийный характер, например, деталей типа вал, вал-шестерня и их сопряжений, в частности для восстановления вал-шестерен и корпусов шестеренных гидронасосов.
Известны способы ремонта шестеренных гидронасосов,
Один из названных известных способов осуществляется согласно технологическому процессу, применяемому на Кировоградском ремонтно-механическом заводе.
Согласно названной технологии изношенные корпуса ремонтируют способом по становки дополнительных деталей (гильзование). Эта же технология предусматривает вместо ремонта изношенных изготовление новых корпусов с ремонтными размерами.
Изготовление и постановка гильзы в изношенный корпус, как и изготовление корпуса с ремонтными размерами является трудоемким, металлоемким и дорогостоящим производством, отрицательно влияющим на экономические показатели ремонтного предприятия.
Кроме того, постановка гильзы отрицательно сказывается на таких физико-механических характеристиках корпуса, как прочность и теплопроводность его стенок, что приводит к разрушению корпуса при номинальных давлениях в гидросистеме, перегреву гидронасоса, оплавлению и схватыванию сопряженных поверхностей и, в конечном счете, к резкому снижению ресурса, т.е. постановка гильзы отрицательно влияет не только на экономическую эффективность, но и на качество ремонта.
Известен способ ремонта шестеренных гидронасосов, согласно которому изношенные корпуса растачивают до диаметра,
ю о 1
го
вышающего диаметр зубчатого венца, а расточку под цапфы (шейки) вал-шестерен выполняют с эксцентриситетом в сторону всасывания. Применение эксцентричной расточки не только усложняет и удорожает ремонт, но и уменьшает количество вершин зубьев, контактирующих с поверхностью расточек корпуса, что отрицательно сказывается на основных показателях ремонтного гидронасоса: его подаче и ресурсе, т.е.. ухудшает качественный показатель ремонта и экономическую эффективность.
Ремонт вал-шестерен осуществляют шлифовкой изношенных поверхностей до уменьшения ремонтных размеров, применительно к которым впоследствии растачивают ремонтные корпуса. Однако, известные способы не решают проблемы .восстановления профилей зубьев, что является их существенным недостатком. Изношенные профили зубьев не обеспечивают плотного контакта между сцепляющимися зубьями, что отрицательно влияет на качество ремонта. Названное отрицательное влияние обнаруживается в снижении подачи и ресурса, вызванных утечками масла через зазоры, повышенным трением и перегревом гидронасоса. Кроме того, шлифовка вал-шестерни до уменьшенного ремонтного размера не только уменьшает рабочий объем зубчатого венца, что является основной причиной снижения подачи, но и нарушает цементационный слой на рабочих поверхностях, а это, в свою очередь, снижает ресурс гидронасоса, т.е. шлифование вал-шестерен до уменьшенных ремонтных размеров отрицательно сказывается на качестве ремонта.
Известны и другие способы ремонта шестеренных гидронасосов. Однако, известным способам ремонта, содержащим известные совокупности признаков, присуще общее свойство, обнаруживающееся в ухудшении основных паспортных показателей гидронасосов, а именно - в снижении подачи и ресурса.
Известен способ ремонта деталей типа вал-шестерня, в частности вал-шестерня гидронасоса.
Сущность этого способа заключается в том, что в изношенной вал-шестерне выполняют осевое ступенчатое отверстие, затем вал-шестерню нагревают, помещают в матрицу и через названное отверстие продавливают деформирующий инструмент, который пластически раздает вал-шестерню до получения изношенными поверхностями припуска под чистовую механическую обработку. Данный способ ремонта позволяет восстановить конструктивные размеры вал-шестерен до минимальных размеров.
Зубья, согласно способу, обрабатывают зуборезным инструментом, идентичным то5 му, каким нарезались зубья данной шестерни при ее изготовлении.
Вал-шестерни, восстановленные согласно данному способу, будучи собраны с качественными ремонтными корпусами
0 придают отремонтированному гидронасосу характеристики нового насоса.
Указанный способ ремонта деталей (вал-шестерен гидронасоса) принят за прототип, как наиболее близкий по своей техни5 ческой сущности.
Однако эффективность этого способа в конечном счете зависит от состояния комплектующих корпусных деталей, так как он не предусматривает решения проблемы вос0 становления корпусов, поэтому восстановленные таким образом вал-шестерни собирают с корпусами, выполненными по традиционной, ремонтной технологии, что отрицательно сказывается на конечном ре5 зультате, т.е. на качестве ремонта гидронасосов.
Так как согласно названному способу конструктивные элементы вал-шестерни восстанавливают до номинальных разме0 ров, включая ширину зубчатого венца, то обработку профилей зубьев при их восстановлении осуществляют зуборезным инструментом, идентичным тому, который применялся при заводском изготовлении
5 данной шестерни, что вызывает необходимость формирования припуска на зубьях, а это, в свою очередь, требует изготовления матрицы, рабочий объем которой копирует названные профили с учетом зазора для об0 разования припуска. Изготовление таких матриц представляет технологическую трудность, особенно для ремонтных предприятий, что также снижает эффективность способа.
5 Цель изобретения - повышение качества ремонта путем упрощения способа и увеличения удельной подачи ремонтного гидронасоса.
Поставленная цель достигается тем, что
0 в способе ремонта шестеренных гидронасосов, включающем пластическую раздачу изношенных вал-шестерен, механическую и термическую обработку их поверхностей до ремонтных размеров, а также расточку кор5 пусных деталей применительно к ремонтным размерам вал-шестерен, согласно изобретению, пластическую раздачу зубчатого венца вал-шестерни осуществляют до диаметра, превышающего максимальный
износ колодцев корпуса на величину д , где
6- припуск на механическую обработку, механической обработкой профильных поверхностей корректируют угол профиля зуба до величины Ор (0,725-0,9)а, , где номинальное значение угла профиля восстанавливаемого зуба с сохранением номинальных значений модуля, межосевого расстояния передачи, бокового и радиального зазоров в зацеплении, а затем выступы и шейки обрабатывают до диаметра Dp DH + (0,03-0,2) m, где DH - номинальное значение диаметра восстанавливаемой поверхности, m - модуль зацепления, а изношенные корпуса растачивают применительно к ремонтным размерам вал-шестерен, равным Dp.
Изношенными поверхностями корпуса считают поверхности деталей, сопряженные с поверхностями вал-шестерен.
Благодаря такому осуществлению способа ремонта, т.е. пластической раздаче зубчатого венца вал-шестерни без деформации тела зубьев до диаметра, превышающего максимальный износ колодцев корпуса на величину б , где д - припуск на механическую обработку, упрощается конструкция прессовой оснастки, так как отпадает необходимость в изготовлении матрицы, рабочая полость которой выполнена с профильной поверхностью, т.е. раздача с объемным деформированием зубьев заменяется простой раздачей зубчатого венца, при которой зубья не деформируются, а только смещаются в радиальных направлениях; повышается стойкость деформирующего инструмента, следовательно и надежность устройства, так как раздача без объемной деформации зубьев требует меньших усилий и выполняется с меньшей нагрузкой на деформирующий ин-; струмент, что в совокупности с заменой объемной деформации зубчатого венца на радиальное смещение зубьев и упрощением конструкции прессовой оснастки повышает экономическую эффективность предлагаемого способа; получаем возможность увеличить диаметральную раздачу зубчатого венца за счет более рационального использования металла, который .ранее расходовался на формирование припуска по профилям зубьев, а это, в сочетании с коррекцией профиля зуба путем механической обработки профильных поверхностей до придания названному углу ремонтного значения ар (0,725-0,9) OH, , где Он - номинальное значение угла профиля восстанавливаемого зуба, позволяет получить увеличенный ремонтный размер диаметра выступов зубчатого венца до величины Dp
DH + (0,03-0,2)m, где DH - номинальное значение диаметра, m - модуль зацепления, с сохранением номинальных значений модуля, межосевого расстояния передачи, бокового и радиального зазоров в зацеплении, что увеличивает удельный рабочий объем качающего узла, т.е. увеличивает удельную подачу ремонтного гидронасоса (т.е. подачу,
находящуюся на один миллиметр ширины шестерни), что позволяет достичь номинальной подачи (подачи нового гидронасоса) меньшей шириной зубчатого венца, благодаря чему отпадает необходимость
восстанавливать ширину шестерни, что также существенно упрощает способ и повышает качество ремонта.
Восстановленные таким образом вал- шестерни собирают с поступившими в ремонт корпусами, предварительно расточив их поверхности, сопряженные с вал-шестернями, до размера Dp. Названная расточка до размера Dp не представляет технологической трудности, так как приращение к номинальному диаметру, равное (0,03-0,2)лп, позволяет выбрать такой диаметр расточки, который гарантирует достаточную величину припуска для исправления изношенной поверхности с сохранением физико-механических свойств материала корпуса, приобретенных им при заводском изготовлении. При этом отпадает необходимость в дорогостоящем и неэффективном ремонте корпуса путем постановки дополнительной
детали (гильзы) или изготовления нового корпуса с ремонтными размерами.
Уменьшение ширины зубчатого венца компенсируется увеличением высоты ремонтной подшипниковой втулки, которая
также восстанавливается путем перераспределения металла пластической деформацией на все изношенные поверхности и последующей механической обработкой, при этом цилиндрические поверхности втулок или поверхности вкладышей, сопряженные с цилиндрическими поверхностями шеек вал-шестерен, выполняют соосными с поверхностью расточки корпуса в зоне зубчатого венца.
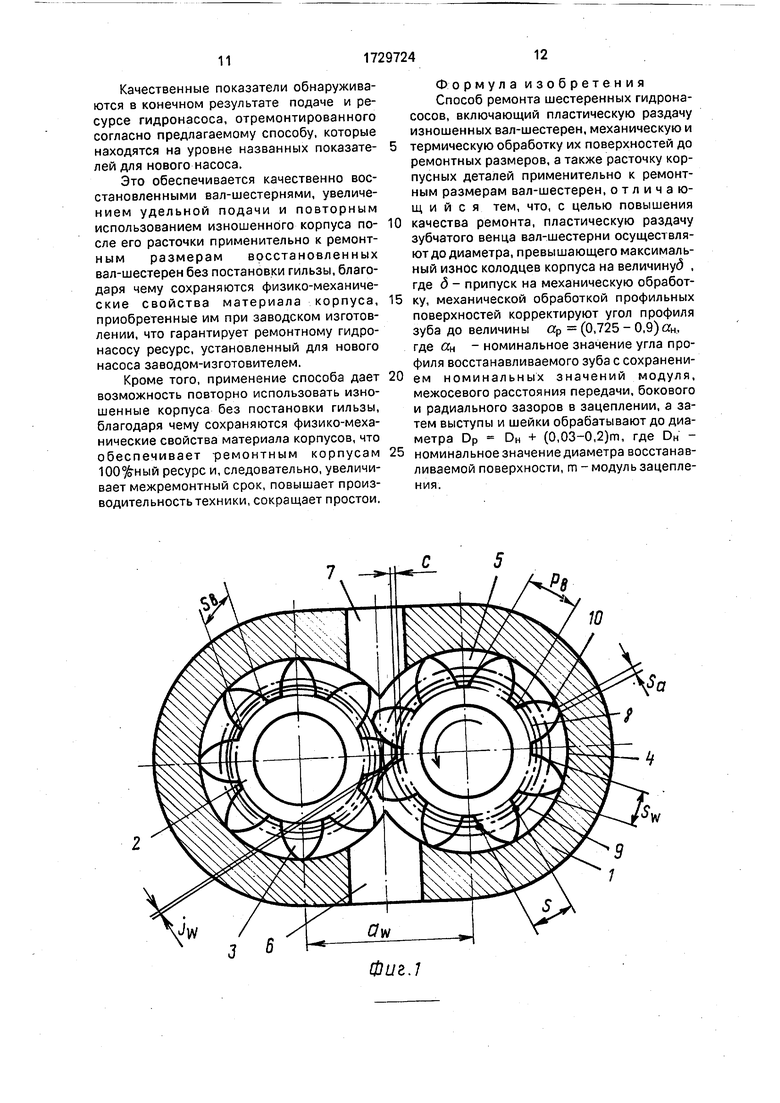
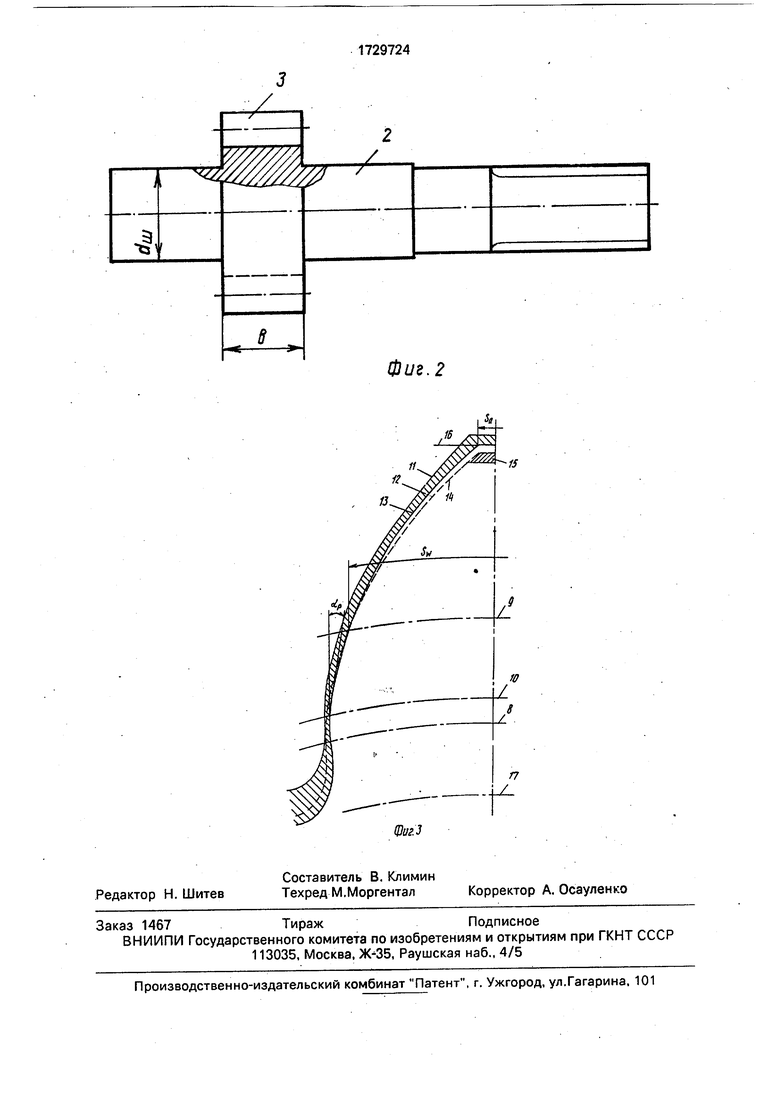
На фиг.1 представлен шестеренный гидронасос, разрез; на фиг.2 - вал-шестерня гидронасоса; на фиг.З - расположение припуска при коррекции профиля зуба для ремонтного значения Ор.
Шестеренный гидронасос, например, НШ 32 У-2 (фиг.1) состоит из следующих основных деталей: корпуса 1, вал-шестерен 2, несущих зубчатые венцы 3 (фиг.1 и 2), крышки, уплотнений и крепежных болтов (не показаны).
Корпус 1 и сопряженные с ним вал-шестерни 2 (фиг.1) содержат ряд конструктивных элементов, от расположения и состояния которых зависит работоспособность гидронасоса.
Для корпуса: удаленные друг от друга на величину межосевого расстояния aw и ограниченные поверхностью 4 колодцы 5, всасывающий канал 6 и нагнетательный канал 7 (фиг.1).
Для вал-шестерен и зацепления в целом: сопряженная с поверхностью 4 вершина зуба, толщиной Sa, шаг зубьев Рв по основной окружности 8, основная толщина зуба Зь, начальная окружность 9, начальная толщина зуба Sw, делительная окружность 10, делительная толщина зуба S, радиальный зазор С, боковой зазор jw (фиг.1) и ширина зубчатого венца b (фиг.2).
На фиг.1 стрелкой показано направле- ние вращения ведущей вал-шестерни.
Каждый из элементов несет свою функциональную нагрузку и работоспособность гидронасоса является совокупным результатом их взаимодействия.
На фиг.З для наглядности в масштабе 20:1 на примере зуба со значением модуля m 5 мм, принадлежащего вал-шестерне названного гидронасоса НШ 32 У-2, изображено расположение следующих конструк- тивных элементов: основная окружность 8 радиуса гь, начальная окружность 9 радиуса rw, делительная окружность 10 радиуса г, профиль 11 зуба после раздачи, припуск 12 намеханическуюобработку,
скорректированный профиль 13, профиль 14 зуба до раздачи, зона 15 износа вершины зуба, окружность 16 выступов зубьев восстановленной вал-шестерни радиуса га, толщина зуба на поверхности вершин Sa и окружность 17 впадин восстановленной вал-шестерни радиуса rf.
Взятый для примера гидронасос (фиг.1) теряет работоспособность, когда суммарный износ поверхностей вершин зубьев ра и поверхности колодца 4 достигает величины, близкой 0,3 мм, и поступает в ремонт, где его моют, разбирают и детали дефекту- ют. Затем подготовленную к раздаче вал- шестерню помещают в матрицу, рабочий объем которой выполнен в виде цилиндрических ступеней, копирующих цилиндрические ступени вал-шестерни с учетом зазора для формирования припуска, и раздают деформирующим инструментом, при этом ме- таллом шеек заполняют свободный объем соответствующих ступеней, а зубчатый венец раздают без деформации тела зубьев путем их радиального смещения до беззазорного контакта поверхностей всех вершин с фиксирующей поверхностью рабочего объема матрицы,, после чего механической обработкой профильных поверхностей (фиг.З) корректируют угол профиля зуба до придания ему ремонтного значения «р (0,725 - 0,9) Он, гдеОн - номинальное значение угла профиля восстанавливаемого зуба в градусах. В рассматриваемом примере ар 0,725 20° 14,5°, т.е. номинальный угол профиля. огн 20 корректируют до значения ctp 14,5, при этом сохраняют номинальные значения m 5 мм, межосевого расстояния мм, бокового зазора j 0,08 m 0,4 мм и радиального зазора С 0,05т 0,25 мм. Затем вал-шестерня проходит термическую и механическую обработки с приданием ее кон- струкТивным элементам ремонтного размера Dp DH + (0,03-0,2)m, где DH - номинальное значение размера восстанавливаемой поверхности, m - модуль зацепления. Применительно к диаметру шеек вал-шестерни 2 (фиг.2) Dp dui DH + 0,14m 26 + 0,14 x 5 26,7 мм, а применительно к диаметру вершин зубьев Dp DH + 0,14m 55+ 0,14x5 55,7 мм.
Увеличенная раздача вал-шестерни достигается за счет повышения пластичности материала благодаря нагреву до 110- 1150°С индукционными токами.
Поступившие в ремонт изношенные корпуса растачивают применительно к ремонтным размерам вал-шестерни, равным Dp.
Затем из восстановленных описанным способом деталей собирают гидронасос.
Ниже приводится теоретическое обоснование некоторых конструктивных параметров ремонтного гидронасоса, от которых непосредственно зависит его работоспособность.
Одним из таких параметров является толщина зуба на поверхности вершин Sa (фиг.1, 3). Функциональная нагрузка конструктивного элемента Sa заключается в создании уплотняющего эффекта между поверхностями вершин зубьев и поверхностью колодца корпуса. Численное значение названной величины Sa для нового гидронасоса должно быть не менее 0,2т. В нашем примере Sa 0,2т 0,2 х 5 1 мм.
Математическая величина Sa описывается формулой с
Sa ra (-/+ 2 inv GW - 2 inv Оа ) мм ,
MW
(1)
где га - радиус окружности вершин зубьев,
мм;
rw радиус начальной окружности;
Sw - окружная начальная толщина зуба, мм;
inv GW - инволюта угла зацепления (рад)
inv Oa - инволюта угла в точке на повер- хноети вершин (рад).
Для новой шестерни численные значения приведенных величин равны: Га - 27,5 мм; inv ON 0,0760976 рад; invOa 0 249847 рад; «w 8,636 мм; rw 22,5 мм. Последние величины (Sw и rw) для новой и ремонтной шестерни имеют одинаковые численные значения (фиг.З). Подставляя в формулу (1) вместо условных обозначений их численные значения, получим, что Sa 1 мм, т.е. 0,2 х т.
Ремонтная шестерня, отремонтированная согласно предлагаемому способу, отличается от новой ремонтными значениями: га 27,85 мм,, inv Ow -0,0574418 рад, Inv Oa 0,2319852 рад. Подставляя в формулу (1) численные значения всех величин, получим, что За 1 мм, т.е. 0,2х х т. Это подтверждает правильность .выбранных ремонтных значений угла профиля зуба и диаметра окружности вершин зубьев.
Ширина зубчатого венца b (фиг.2) определяется как частное от деления номинальной подачи гидронасоса Q л/мИн на его действительную удельную подачу дх
гм3 х- ,. (с учетом объемного КПД и 0,92)
ММ 00
и частоту вращения шестерен.
Названная удельная подача подсчиты- вается по формуле
А-З
СМ
g.-A-k) ЖТб й
где k-приведенный коэффициент, учитывающий степень перекрытия зубьев в зацеп- лении;
Рв я m cos а, мм - основной шаг.
Для нового насоса k 1,005808 и Рв л- S-cos 20° 14,761 мм.
Подставляя в формулу (2) вместо услов- ных обозначений их численное значение для новых и ремонтных шестерен, получим, что удельная подача для нового насоса g 1,3395787 см3/об, мм.
Для ремонтного насоса k 1,0471918, Рв гг5со8 14,5 15,208 мм и соответственно удельная подача g 1,4404465 см3/мм об. Сравнивая значения удельной подачи ремонтного и нового насосов, находят, что приращение д (1,4404465 х 100) : : 1,3395787 107,53%, т.е. отремонтированный согласно предлагаемому способу гидронасос дает увеличение удельной подачи на 7,53%.
Паспортная величина подачи взятого для примера гидронасоса НШ32У-2 Q 56 л/мин при числе оборотов ведущей шестерни п 1920 об/мин.
Ширина зубчатого венца b устанавливается в зависимости от необходимой величины подачи Q и действительной удельной подачи g и рассчитывается по формуле
О Ю3
мм. n -g
Названная расчетная ширина зубчатого венца новой шестерни равна
56 Ю3 „«0.... b 1920-1,3395787 Заводом установлено значение b 22 мм. На момент выбраковки после ремонтов по традиционной технологии величина b 21,4-21,5 мм.
Вал-шестерня, восстановленная согласно предлагаемому способу благодаря увели- чению удельной подачи, обеспечивает ремонтному гидронасосу номинальную подачу при ширине зубчатого венца, равной
сс , л лЗ
Ь 1920 1,4404465 203 ММ
Сравнивая величину Ь 21,4-21,5 мм на момент выбраковки.вал-шестерни с необходимым значением этой величины (20,3 мм) для вал-шестерни, восстановленной предлагаемым способом, видим что выбракованная вал-шестерня имеет достаточный запас по припуску для исправления торцов зубчатого венца.
Проведенный сравнительный анализ функциональных возможностей новой и ремонтной вал-шестерни показывает, что применение предлагаемого способа дает реальную возможность увеличить удельную подачу ремонтного гидронасоса, что позволяет ремонтному гидронасосу обеспечить номинальную подачу меньшей шириной зубчатого венца, в связи с чем отпадает необходимость восстановления названной ширины, что позволяет существенно упростить прессовую оснастку, а это окажет положительное влияние на конечный результат, т.е. повысит качество ремонтного гидронасоса..
Уменьшение ширины зубчатого венца компенсируется увеличением высоты ремонтной подшипниковой втулки, которая также восстанавливается путем перераспределения металла пластической деформацией.
Применение ремонтного зуборезного инструмента обосновано, так как ремонтное производство шестеренных гидронасосов по своей массовости равносильно основному производству.
Качественные показатели обнаруживаются в конечном результате подаче и ресурсе гидронасоса, отремонтированного согласно предлагаемому способу, которые находятся на уровне названных показате- лей для нового насоса.
Это обеспечивается качественно восстановленными вал-шестернями, увеличением удельной подачи и повторным использованием изношенного корпуса по- еле его расточки применительно к ремонтным размерам восстановленных вал-шестерен без постановки гильзы, благодаря чему сохраняются физико-механические свойства материала корпуса, приобретенные им при заводском изготовлении, что гарантирует ремонтному гидронасосу ресурс, установленный для нового насоса заводом-изготовителем.
Кроме того, применение способа дает возможность повторно использовать изношенные корпуса без постановки гильзы, благодаря чему сохраняются физико-механические свойства материала корпусов, что обеспечивает -ремонтным корпусам ресурс и, следовательно, увеличивает межремонтный срок, повышает производительность техники, сокращает простои.
Формула изобретения Способ ремонта шестеренных гидронасосов, включающий пластическую раздачу изношенных вал-шестерен, механическую и термическую обработку их поверхностей до ремонтных размеров, а также расточку корпусных деталей применительно к ремонтным размерам вал-шестерен, отличающийся тем, что, с целью повышения качества ремонта, пластическую раздачу зубчатого венца вал-шестерни осуществляют до диаметра, превышающего максимальный износ колодцев корпуса на величину , где 6 - припуск на механическую обработку, механической обработкой профильных поверхностей корректируют угол профиля зуба до величины ар - (0,725 - 0,9)огн, где а - номинальное значение угла профиля восстанавливаемого зуба с сохранением номинальных значений модуля, межосевого расстояния передачи, бокового и радиального зазоров в зацеплении, а затем выступы и шейки обрабатывают до диаметра Dp DH + (0,03-0,2)m, где DH - номинальное значение диаметра восстанавливаемой поверхности, m - модуль зацепления.
Фиг.1
Фиг.2
| Авторское свидетельство СССР № 1106099, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
