Изобретение относится к уплотнительной технике и может быть использовано в различных отраслях машиностроения для герметизации кольцевых зазоров в гидравлических и пневматических устройствах.
Известна уплотнительная манжета, состоящая из асбестовых волокон и эластичного связующего. Способ изготовления такой манжеты заключается в пропитке асбестовых волокон вулканизующимся или полимеризующимся эластичным связующим с последующим формованием и спеканием в пресс-форме [1].
Однако эти манжеты имеют низкую прочность и низкое качество уплотнительных усов, определяющих герметизирующую способность уплотнения.
Наиболее близким к изобретению по технической сущности и достигаемому результату является уплотнительная манжета, состоящая из тканого материала и эластичного связующего (резины) [2].
Однако известные резинотканевые манжеты не обладают самосмазывающей способностью и имеют большой коэффициент трения в паре со сталью, особенно в условиях работы без смазки, присущих пневматическим устройствам, что приводит к повышенному износу и снижению ресурса работы.
Известен способ изготовления резинотканевой манжеты, включающий раскрой прорезиненной ткани полотняного плетения на ленты, приготовления заготовки с последующим ее формованием и вулканизацией в пресс-форме по технологическим режимам, присущим эластичному связующему.
Согласно ОСТ 380587-75 уплотнения резинотканевые диаметром более 500 мм для гидравлических устройств изготавливают путем вулканизации в пресс-форме резинотканевых профильных полос, которые затем разрезают на отрезки, длина которых соответствует диаметру штока или цилиндра.
Изготовление уплотнительных манжет по известному способу сопровождается большой вероятностью образования складок ткани на манжетах, нарушением целостности тканевых слоев, наличием стыков, что приводит к снижению качества уплотнительных усов, определяющих герметизирующую способность уплотнения.
Основной причиной указанных недостатков является то, что используемые для изготовления манжет тканые материалы являются практически нерастяжимыми.
Целью изобретения является повышение надежности и долговечности манжеты.
Поставленная цель достигается тем, что в манжете в качестве волокнистого материала взят трикотажный материал, выполненный из крученой комбинированной пряжи, содержащей комплексную политетрафторэтиленовую нить линейной плотности 30-50 текс в сочетании с хлопчатобумажной, углеродной, стеклянной или синтетической комплексной нитью с линейной плотностью 30-50 текс и имеющей от 1 до 6 сложений.
Трикотажный материал, идущий на формирование внешнего слоя манжеты, дополнительно содержит твердые смазки, например графит, в количестве 4-10 мас.%.
Способ изготовления такой манжеты заключается в том, что заготовку для получения манжеты изготавливают из трикотажного материала, выполненного в виде бесшовной трубчатой заготовки путем сворачивания ее на оправке в кольцо, площадь поперечного сечения которого на 5-15% больше площади поперечного сечения манжеты с последующим формованием и спеканием в пресс-форме по технологическим режимам, присущим эластичному связующему.
Конец бесшовной трубчатой заготовки, который идет на образование внешнего слоя манжеты, пропитывают эластичным связующим, содержащим твердые смазки, например графит, дисульфид молибдена и др.
Выбранное экспериментально соотношение и состав пряжи, используемой для изготовления трикотажного материала, оптимальным образом обеспечивает наилучшие эксплуатационные свойства уплотнительной манжеты. Присутствие политетрафторэтиленовых нитей позволяет получить низкий коэффициент трения, а присутствие углеродных, стеклянных или синтетических нитей, например аримидных комплексных нитей, позволяет обеспечить высокую прочность, износостойкость и устойчивость к выдавливанию, что повышает надежность и долговечность манжеты и расширяет эксплуатационные возможности.
Изменение линейной плотности нитей в сторону увеличения или увеличение числа сложений приводит к получению более грубой структуры трикотажного материала, что ведет к снижению герметизирующей способности уплотнительной манжеты. Уменьшение линейной плотности нитей приводит к усложнению изготовления манжеты.
Изменение соотношения политетрафторэтиленовых нитей к хлопчатобумажным, углеродным, стеклянным или синтетическим нитям в сторону увеличения содержания политетрафторэтиленовых нитей приводит к снижению адгезии между эластичным связующим и пряжей, а уменьшение количества политетрафторэтиленовых нитей приводит к росту коэффициента трения.
Введение во внешний слой манжеты твердых смазок позволяет дополнительно снизить коэффициент трения и придать уплотнительной манжете самосмазывающиеся свойства, что позволяет использовать манжеты в пневматических устройствах в условиях работы без смазки.
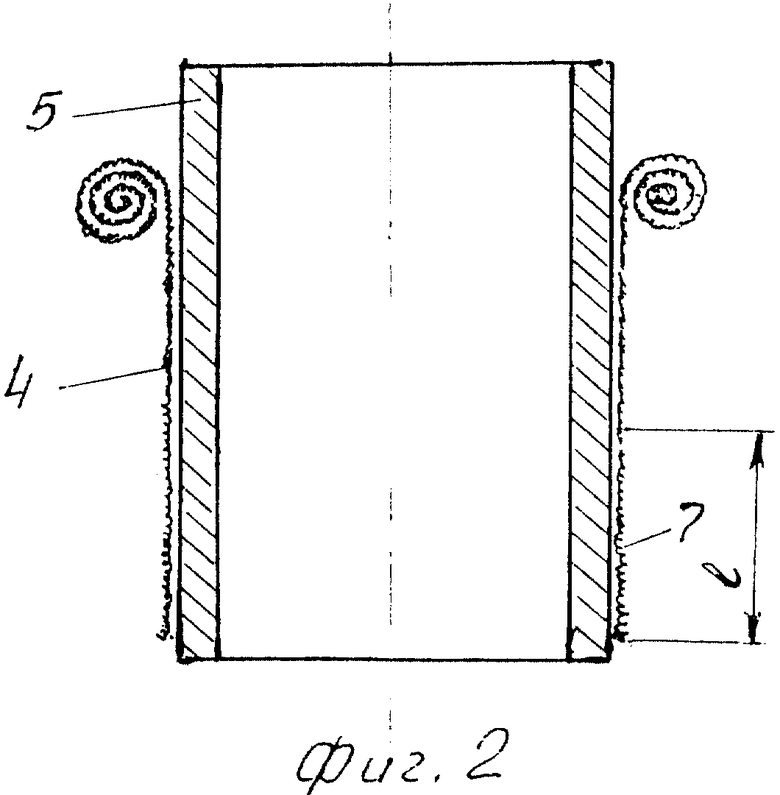
Поперечное сечение V-образной уплотнительной манжеты представлено на фиг. 1; фиг. 2 и фиг. 3 иллюстрируют способ изготовления манжеты.
Манжета 1 содержит армирующий трикотажный материал 2 и эластичное связующее 3, например резину. Указанная уплотнительная манжета может быть изготовлена по способу, изложенному ниже.
Способ изготовления предусматривает использование трикотажного материала в виде бесшовной трубчатой заготовки 4, пропитанной (промазанной) эластичным связующим, сворачивания заготовки 4 на оправке 5 в осевом направлении в кольцо 6, площадь поперечного сечения которого на 5-15% больше площади поперечного сечения изготавливаемой манжеты 1, укладки полученного кольца в пресс-форму с последующим прессованием и спеканием по технологическим режимам, присущим связующему материалу.
При этом конец бесшовной трубчатой заготовки 7 длиной l = πd, образующий внешний слой манжеты, пропитывают эластичным связующим, содержащим твердые смазки, например графит, дисульфид молибдена и др.
Предложенный способ изготовления, предусматривающий использование трикотажного материала в виде бесшовной трубчатой заготовки, позволяет исключить в теле манжеты наличие стыков, складок, разрывов слоев, что исключает возможность появления концентраторов напряжений на отдельных участках манжеты и обеспечивает высокие прочностные свойства благодаря высоким деформационным характеристикам трикотажного материала. Это позволяет повысить надежность и долговечность герметизации.
Кроме того, использование трикотажного материала в виде трубчатой заготовки позволяет располагать во внешнем слое манжеты пряжу, ориентированную по отношению к движению уплотняемой детали оптимальным образом, обеспечивающим наибольшую износостойкость манжеты.
Предложенная уплотнительная манжета и способ ее изготовления позволяет повысить надежность и долговечность герметизации, расширить диапазон применения манжеты за счет снижения трения, повышения износостойкости, устойчивости к выдавливанию и придания самосмазывающей способности.
Источники информации
1. Патент Франции N 2103961, кл. F 02 F 11/60, 1972.
2. ГОСТ 22704-77. Уплотнения шевронные резинотканевые для гидравлических устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕВОЕ УПЛОТНЕНИЕ | 2000 |
|
RU2170377C1 |
| КОМПЛЕКТ ПОЛЕТНОГО КОСТЮМА ДЛЯ КОСМОНАВТА | 2007 |
|
RU2338446C1 |
| КОМПЛЕКТ ПОЛЕТНОГО КОСТЮМА ДЛЯ КОСМОНАВТА | 2007 |
|
RU2334657C1 |
| ТРИКОТАЖНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2513680C2 |
| НОСКИ ДЛЯ КОСМОНАВТА | 2007 |
|
RU2338448C1 |
| ПОЛЕТНОЕ НАТЕЛЬНОЕ БЕЛЬЕ ДЛЯ КОСМОНАВТА | 2007 |
|
RU2338444C1 |
| ПОЛЕТНОЕ ТЕПЛОЕ НАТЕЛЬНОЕ БЕЛЬЕ ДЛЯ КОСМОНАВТА | 2007 |
|
RU2338445C1 |
| КОСТЮМ ДЛЯ РАБОТЫ В НЕВЕСОМОСТИ | 2007 |
|
RU2338447C1 |
| СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2496931C1 |
| ДВУХСЛОЙНОЕ ОСНОВОВЯЗАНОЕ ЭЛАСТИЧНОЕ ТРИКОТАЖНОЕ ПОЛОТНО | 2005 |
|
RU2289643C1 |

Изобретение предназначено для герметизации кольцевого зазора в подвижных соединениях с возвратно-поступательным движением. Манжета состоит из пропитанного эластичным связующим трикотажного материала, выполненного из крученой комбинированной пряжи, содержащей комплексную политетрафторэтиленовую нить линейной плотности 30-50 текс в сочетании с хлопчатобумажной, углеродной, стеклянной или синтетической комплексной нитью с линейной плотностью 30-50 текс и имеющей 1 - 6 сложений. Внешний слой манжеты дополнительно содержит твердые смазки, например графит, в количестве 4-10 мас.%. Манжету изготавливают путем приготовления заготовки из трикотажного материала, выполненного в виде бесшовной трубчатой заготовки сворачиванием ее на оправке в кольцо, площадь поперечного сечения которого на 25-45% больше площади поперечного сечения манжеты, с последующим формованием и спеканием в пресс-форме по технологическим режимам, присущим эластичному связующему. Часть трубчатой заготовки, идущая на образование внешнего слоя манжеты, содержит твердые смазки. Изобретение повышает надежность уплотнения. 1 з. п. ф-лы, 3 ил.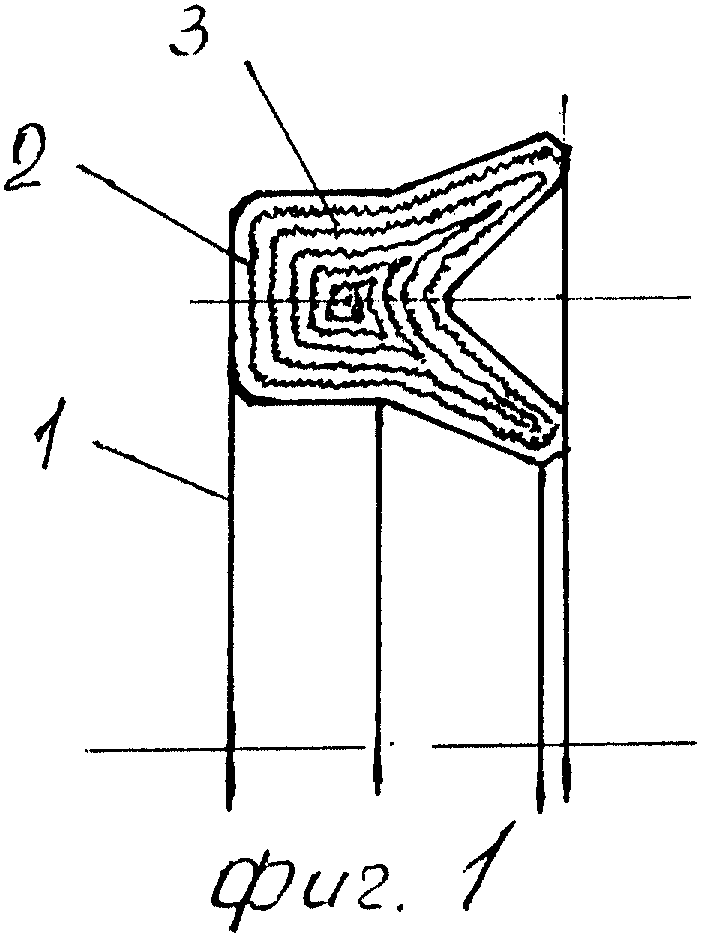
| Вагонетка для эстакадных двухрельсовых железных дорог | 1928 |
|
SU22704A1 |
| Уплотнительный модуль для возвратно-поступательных штоков | 1988 |
|
SU1597490A1 |
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 0 |
|
SU367301A1 |
| DE 3218520 C1, 29.09.1983 | |||
| US 5601294 A, 11.02.1997. | |||

