Изобретение относится к одномодовым волоконно-оптическим волноводам с управляемой дисперсией и к способу изготовления таких волноводов.
Применение в телекоммуникационных сетях мощных лазеров, оптических усилителей, многоканальных линий связи и более высоких скоростей передачи данных привело к исследованию конструкций волоконно-оптических волноводов, которые могут уменьшить деградацию сигнала из-за нелинейных эффектов в волноводе.
Особый интерес представляют такие конструкции волноводов, которые могут по существу подавить четырехволновое смешение. При конструировании волоконно-оптических волноводов возникает дилемма: минимизация четырехволнового смешение при сохранении в то же время характеристик, необходимых для систем, имеющих большие расстояния между регенераторами. То есть для того, чтобы по существу подавить четырехволновое смешение, волоконно-оптический волновод не должен работать вблизи нуля его полной дисперсии, поскольку четырехволновое смешение происходит, когда дисперсия мала, например меньше, чем 0,5 пс/нм/км. С другой стороны, форма сигналов с длиной волны, отличной от той, которая соответствует нулевой дисперсии, ухудшается из-за наличия полной дисперсии.
Одним из способов решения этой проблемы является конструкция системы, в которой используются волоконно-оптические волноводы, одни отрезки которых имеют положительную полную дисперсию, а другие - отрицательную. Если усредненная по длине дисперсия для всех сегментов кабеля близка к нулю, то расстояние между регенераторами может быть большим. Однако по существу сигнал никогда не проходит через такой отрезок волновода, где дисперсия близка к нулю, следовательно, четырехволновое смешение предотвращается.
Сложность такой конструкции заключается в том, что кабели связи между регенераторами должны быть подобраны так, чтобы обеспечить требуемую усредненную по длине дисперсию. Обеспечение идентичности дисперсии кабеля от его изготовления на заводе до установки является дополнительной задачей и источником ошибок. Кроме того, необходимость обеспечения не только требуемой дисперсии, но и требуемой длины кабеля, имеющего данную дисперсию, увеличивает трудность изготовления и стоимость системы. При необходимости замены кабелей возникают дополнительные проблемы.
Настоящее изобретение решает эти проблемы тем, что каждый отдельный волновод сам содержит систему управления дисперсией. В каждый волоконно-оптический волновод конструктивно заложена заранее заданная величина усредненной по длине полной дисперсии, т. е. произведение полных дисперсий. Таким образом, все соединенные в кабель волоконно-оптические волноводы имеют по существу одинаковое значение произведения дисперсий, и нет необходимости применять специальный ряд кабелей для какой-либо конкретной части системы.
При этом потери мощности из-за четырехволнового смешения по существу отсутствуют или снижаются до заранее заданного уровня, в то время как дисперсия линии связи является заранее заданной величиной, например, по существу равной нулю.
Обозначения
- "Дисперсия" обозначает уширение импульса и выражается в пс/нм/км.
- "Произведение дисперсии" обозначает произведение дисперсии на длину и выражается в пс/нм.
- "Фазовое рассогласование" обозначает разность фаз между взаимодействующими волнами различных центральных длин волн, которые могут взаимодействовать посредством четырехволнового смешения.
- "Период" - это длина волоконно-оптического волновода, в пределах которой содержится участок с положительной дисперсией, участок с отрицательной дисперсией и переходный участок, внутри которого дисперсия меняется от положительного до отрицательного значения.
- "Длина колебания" - это либо участок с положительной дисперсией, либо участок с отрицательной дисперсией, входящие в период. Если знак длины колебания не указан, положительная и отрицательная длины колебаний берутся равными.
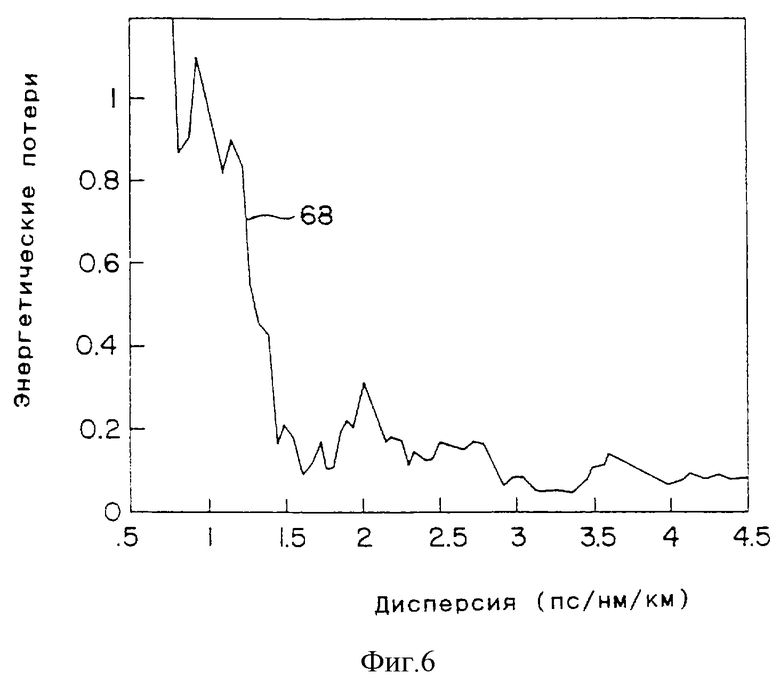
Фазовое рассогласование пропорционально произведению дисперсии. Аналогично, накопленное фазовое рассогласование пропорционально сумме произведений дисперсии. Таким образом, общий принцип, определяющий потери мощности (эквивалентные энергетические потери), который иллюстрируется на Фиг. 6 и 7, заключается в том, что потери мощности меняются при изменении накопленного фазового рассогласования между сигналами. С возрастанием фазового рассогласования потери мощности увеличиваются.
Следовательно, лучше всего Фиг. 6 и 7 могут быть поняты, если рассматривать их как иллюстрацию связи между фазовым рассогласованием, с одной стороны, и полной дисперсией и длиной колебания, с другой стороны. Иными словами, Фиг. 6 и 7 показывают зависимость потерь мощности от фазового рассогласования, где фазовое рассогласование выражено через отдельные измеряемые характеристики волоконно-оптического волновода, то есть полную дисперсию и длину колебания.
"Разделение сигналов" выражается как разность частот соседних мультиплексированных сигналов в волоконно-оптическом волноводе. Например, для систем, представленных в этом описании, разделение сигналов составляет 200 ГГц.
Настоящее изобретение удовлетворяет требованиям, предъявляемым к длине волоконно-оптического волновода, и в то же время обеспечивает поддержание произведения полной дисперсии, равной заранее заданному значению, удовлетворяя требованиям системы связи. Каждый волоконно-оптический волновод взаимозаменяем с любым другим волоконно-оптическим волноводом, предназначенным для этой системы связи. Таким образом, чтобы удовлетворить требованиям линий связи, нет необходимости специально подбирать длину кабеля и его полную дисперсию.
Одним из аспектов изобретения является одномодовый волоконно-оптический волновод, имеющий жилу (сердцевину), окруженную оболочкой. Жила характеризуется профилем распределения показателя преломления, который характеризуется показателем преломления в каждой точке вдоль радиуса жилы. Чтобы свет распространялся вдоль жилы, профиль распределения должен быть таким, чтобы по меньшей мере в его части показатель преломления жилы превышал показатель преломления оболочки. Для большинства применений оболочка имеет по существу неизменный показатель преломления, хотя имеются некоторые предпочтительные конструкции, в которых показатель преломления непостоянен.
В этом аспекте согласно изобретению волоконно-оптический кабель выполнен так, что вдоль его длины дисперсия меняется в некотором диапазоне положительных и отрицательных значений. Произведение дисперсии, соответствующее длине l и выраженное в пс/нм, равно D пс/нм/км•1 км. Положительная величина пс/нм компенсирует равную отрицательную величину пс/нм. Обычно дисперсия, соответствующая длине li, изменяется от точки к точке вдоль li. То есть дисперсия Di лежит внутри заранее заданного диапазона дисперсий, но может изменяться от точки к точке вдоль li. Чтобы выразить вклад li в произведение дисперсии в пс/нм, li разбивают на сегменты dli, внутри которых соответствующая дисперсия по существу постоянна. Тогда сумма произведений dli•Di характеризует вклад в произведение дисперсии, соответствующий длине li. Отметим, что в пределе, при котором dli стремится к нулю, сумма произведений dli•Di просто стремится к интегралу от dli•Di по длине li. Если вдоль всего участка li дисперсия по существу постоянна, то сумма произведений просто равна li•Di.
Полную дисперсию волоконно-оптического волновода задают, управляя дисперсией Di каждого элемента dli так, чтобы сумма произведений Di•dli была равна заранее заданной величине, соответствующей конкретной системе.
Поскольку эта система волноводов наиболее эффективна в мультиплексированных системах, в одном из вариантов выполнения изобретения управляют суммой произведений так, чтобы она равнялась заранее заданной величине в диапазоне длин волн, в котором происходит уплотнение сигналов.
Для высокоскоростных систем, в которых расстояния между регенераторами велики, предпочтительно может быть выбран диапазон длин волн от 1525 нм до 1565 нм, который представляет собой окно малого затухания. В этом случае в предпочтительном варианте выполнения изобретения сумма произведений стремится к нулю в этом диапазоне длин волн.
Значения Di устанавливают не меньше 0,5 пс/нм/км, чтобы избежать четырехволнового смешения, и не более приблизительно 20 пс/нм/км, чтобы не потребовались слишком большие отклонения параметров волоконно-оптического волновода.
Также длина, на которой сохраняется данная полная дисперсия, обычно превышает приблизительно 0,1 км. Этот нижний предел уменьшает потери мощности (см. Фиг. 7) и упрощает процесс изготовления.
Период одномодового волновода с управляемой дисперсией определяется как сумма длины первого участка, полная дисперсия которого лежит в пределах первого диапазона, длины второго участка, полная дисперсия которого лежит в пределах второго диапазона, причем в первом и втором диапазонах дисперсия имеет противоположный знак, и длины участка, на котором величина дисперсии меняется от первого до второго диапазона. Эти три участка не обязательно располагают рядом друг с другом, так как управляют суммой произведений D•dl по всей длине волоконно-оптического кабеля. Однако, чтобы облегчить процесс управления, эти три участка обычно расположены следующим образом: первый участок, за которым после переходного участка следует второй участок. Чтобы избежать четырехволнового смешения и любых связанных с этим потерь энергии на переходном участке, предпочтительно, чтобы та часть переходного участка, которая имеет соответствующую полную дисперсию меньше, чем приблизительно 0,5 пс/нм/км, была как можно короче, предпочтительно менее 500 м на переходную часть и предпочтительно составляла не более чем 10% от периода.
Изменить дисперсию на участке волновода можно многими способами, включающими изменение геометрии волновода, показателя преломления волновода, профиля распределения показателя преломления волновода или структуры волновода. В одном из вариантов выполнения изобретения заголовка жилы, выполненная одним из известных способов, может быть обработана так, чтобы жила имела участки уменьшенного диаметра. Это утоньшение может быть выполнено любым из нескольких способов, например нагревом и растягиванием одного или нескольких участков заготовки или удалением кольцеобразных областей заготовки механической обработкой, например шлифованием и полированием, химической обработкой, например травлением кислотой и полированием, или бомбардировкой частицами высоких энергий, например лазерной абляцией. Полученную жилу затем покрывают оболочкой любым из нескольких способов, включающих дисперсионное осаждение или использование трубок-оболочек, чтобы сформировать заготовку для вытягивания или заготовку, имеющую однородную, по существу цилиндрическую внешнюю поверхность.
В способе, аналогичном описанному выше, заготовка жилы обрабатывается так, чтобы она имела участки увеличенного диаметра. Заготовку жилы можно нагреть, и участки заготовки с противоположных сторон нагретой области могут быть сжаты в направлении нагретой области, чтобы вызвать утолщение или вспучивание нагретого участка. Полученную в результате жилу покрывают оболочкой с формированием заготовки для вытягивания.
При вытягивании заготовки для вытягивания в волокно постоянного диаметра радиус жилы волновода уменьшится в соответствии с уменьшением радиуса заготовки жилы. Уменьшения диаметра приблизительно от 5% до 25% достаточно, чтобы добиться желаемого изменения дисперсии от положительной к отрицательной. Уменьшение на 25% может понадобиться только в случаях, когда абсолютная величина полной дисперсии составляет примерно 20 пс/нм/км. Для большей части применений достаточно изменения дисперсии на 5-10%. Как и раньше, управляемой величиной является сумма произведений Di•dli и Dj•dlj, где Di - полная дисперсия, соответствующая уменьшенному радиусу ri, которая лежит в пределах первого диапазона значений, а Dj - полная дисперсия, соответствующая уменьшенному радиусу rj, которая лежит в пределах второго диапазона значений. В рабочем диапазоне длин волн Di и Dj имеют разные алгебраические знаки.
Изменения диаметра жилы могут быть также получены путем уменьшения диаметров участков слитка или заготовки для вытягивания, имеющей по существу одинаковый диаметр жилы, а затем вытягивания этой заготовки с получением волоконно-оптического волновода одинакового диаметра. При этом жила волновода будет иметь сегменты уменьшенного диаметра, соответствующие тем сегментам заготовки для вытягивания, у которых диаметр не был уменьшен.
В другом варианте выполнения изобретения показатель преломления волоконно-оптической жилы меняется вдоль волновода. Показатель преломления можно изменить облучением оптического волокна электромагнитным излучением или бомбардировкой волновода субатомными частицами, например электронами, альфа-частицами или нейтронами. Каждая частица характеризуется соответствующей волной де Бройля. Поэтому можно описать бомбардировку частицами как воздействие излучением с длиной волны, соответствующей дебройлевской. Предпочтительно для формирования изменения показателя преломления жилы использовать облучение ультрафиолетовым светом. Учитывая свойства материала для полимерного покрытия, используемого для защиты волоконно-оптического волновода, ультрафиолетовым облучением воздействуют после того, как волокно прошло горячую зону печи, но до нанесения полимерного покрытия. Даже такое малое изменение показателя преломления как 5•10-6 может ограничить четырехволновое смешение. Предпочтительно, чтобы изменение показателя преломления превышало 1,0•10-3.
Изменение показателя преломления приводит к изменению полной дисперсии, что позволяет управлять суммой произведений Di•dli и Dj•dlj. Di - это полная дисперсия, соответствующая первому диапазону показателя преломления. Dj - полная дисперсия, соответствующая второму диапазону показателя преломления. Di и Dj имеют разные алгебраические знаки.
Любой из большого числа профилей изменения показателя преломления обеспечивает требуемую гибкость волновода в отношении подстройки дисперсии, изменяя тем самым полную дисперсию. Подробно это описано в патенте США 4715679 и в заявках на патент США 08/323795, 08/287262 и 08/378780.
Конкретный набор профилей изменения показателя преломления, который обеспечивает создание волновода согласно изобретению, включает центральную часть области сердцевины, имеющую некий показатель преломления, и по меньшей мере одну кольцевую часть, окружающую центральную часть и имеющую другой профиль изменения показателя преломления. Оптические волокна, имеющие такой тип профиля изменения показателя преломления, называются волокнами с сегментированной жилой. Центральная часть может иметь альфа-профиль, то есть такой профиль изменения показателя преломления, который описывается уравнением n(r) = no[1-Δ(r/a)α], где n - показатель преломления, nо - максимальный показатель преломления, r - переменный радиус, а - радиус жилы оптического волокна, Δ- относительный показатель преломления и α - положительное число. Δ определяется как (n1 2-n2 2)/2n1 2, где n1 - максимальный показатель преломления в области жилы, a n2 - показатель преломления в области слоя стеклянной оболочки.
В еще одном варианте выполнения изобретения профиль изменения показателя преломления включает по существу постоянную центральную область, имеющую показатель преломления по существу одинаковый с показателем преломления стеклянного покрытия, и соседнюю кольцеобразную область, имеющую изменяющийся в виде скругленной ступеньки показатель преломления. Для простоты и облегчения изготовления предпочтительно, чтобы профиль изменения показателя преломления имел постоянную центральную область и одну кольцеобразную окружающую область со ступенчато изменяющимся показателем преломления. В предпочтительном варианте выполнения изобретения этот простой профиль изменения показателя преломления имеет максимальный относительный показатель преломления Δ примерно 1%, а отношение a1/а - приблизительно 0,5, где а1 и а определены на Фиг. 4.
Другим аспектом изобретения является одномодовый оптический волновод, имеющий несколько участков li, которые состоят из сегментов dli, в пределах которых соответствующие дисперсии Di по существу постоянны, причем нули дисперсии Di лежат в первом диапазоне длин волн. Оставшиеся участки lj, которые вместе с li и переходными участками составляют полную длину волоконно-оптического волновода, состоят из сегментов dlj, в пределах которых соответствующие дисперсии Dj по существу постоянны, причем нули дисперсии Dj лежат во втором диапазоне длин волн, который не перекрывается с первым диапазоном длин волн. Термин не перекрывается означает, что диапазоны не имеют общих значений. Длины участков и дисперсии выбирают таким образом, чтобы алгебраическая сумма произведений dli•Di и Dj•dlj имели заранее заданные величины в заранее заданном диапазоне длин волн.
Для волоконно-оптических волноводов со сдвигом дисперсии предпочтительный заранее заданный рабочий диапазон длин волн системы составляет от 1525 нм до 1565 нм. Первый диапазон для нулей дисперсии составляет приблизительно от 1565 нм до 1680 нм, более предпочтительно от 1570 нм до 1680 нм, а второй диапазон - приблизительно от 1480 нм до 1535 нм. В такой системе сигналы связи по существу всегда проходят в волоконно-оптическом волноводе с ненулевой дисперсией, например с полной дисперсией не меньше, чем приблизительно 0,5 пс/нм/км, поэтому по существу предотвращается четырехволновое смешение. Однако полная дисперсия системы может быть по существу сделана нулевой, так что деградация из-за полной дисперсии, то есть дисперсия из-за материала плюс волновода, будет небольшой или вообще будет отсутствовать.
Еще одним аспектом изобретения является способ изготовления волоконно-оптического волновода с управляемой дисперсией. Изготавливают заготовку жилы, имеющую по меньшей мере один участок меньшего диаметра по отношению к остальной части заготовки жилы. Наносят оболочку, чтобы получить заготовку для вытягивания. Затем заготовку для вытягивания вытягивают в волоконно-оптический волновод, имеющий по существу постоянный внешний диаметр. Для сохранения номинальных параметров волоконно-оптический волновод не должен иметь пустот. Жила такого волновода будет иметь участок уменьшенного диаметра, соответствующий участку заготовки уменьшенного диаметра. Число, протяженность продольных участков уменьшенного диаметра и их глубину выбирают так, чтобы сумма произведений полных дисперсий на длины участков была равна заранее заданной величине в заранее заданном диапазоне длин волн. Как описано выше, если полная дисперсия на некотором участке изменяется, то этот участок делают состоящим из нескольких сегментов, имеющих соответствующую по существу постоянную дисперсию и характерное произведение полной дисперсии на длину участка на каждом из сегментов.
Альтернативным способом формирования изменений диаметра является уменьшение диаметра по меньшей мере одного участка заготовки для вытягивания, в которой жила имеет по существу постоянный размер радиуса.
Вытягивание волновода постоянного диаметра опять же приведет к формированию отклонений диаметра жилы. В этом случае диаметр жилы волновода будет меньше в тех соответствующих участках заготовки, диаметр которых не был уменьшен.
Уменьшение диаметра как заготовки жилы, так и заготовки для вытягивания может быть осуществлено с использованием любых способов, известных специалистам в данной области. Они включают последовательное применение шлифования и полирования, травления и полирования или нагрева и растягивания.
Альтернативно, изменения диаметра заготовки жилы могут быть сформированы нагреванием ее участков и сдавливанием этих участков с противоположных концов в сторону нагретой области с образованием вздутия.
Как указано выше, предпочтительно, чтобы длина участков уменьшенного диаметра превышала 0,1 км. Уменьшение диаметра предпочтительно должно составлять от 5% до 25% исходного диаметра жилы. Как указано выше, обычно достаточно уменьшения в диапазоне от 5% до 10%.
В варианте способа, который облегчает изготовление, участки уменьшенного диаметра равномерно распределены вдоль жилы или заготовки для вытягивания, образуя в волноводе пары уменьшенных и неуменьшенных участков волоконно-оптического волновода, которые связаны переходными участками, в которых диаметр изменяется от уменьшенного до неуменьшенного размера и наоборот. Если весь волновод образован из таких участков, то полную дисперсию легко можно сделать нулевой.
Можно сделать полную дисперсию и отличной от нулевой. В этом случае волоконно-оптический волновод формируют из нескольких пар участков, дисперсии которых взаимно компенсируются, и дополнительного участка, выполненного так, что он имеет заранее заданную величину произведения дисперсии на длину.
Еще одним аспектом изобретения является способ управления дисперсией на участке волоконно-оптического волновода, в котором увеличивают показатель преломления по меньшей мере на одном участке за счет ультрафиолетового облучения так, что имеется различие в полной дисперсии между облученным и необлученными участками. Процесс облучения предпочтительно проводится после вытягивания, но до нанесения покрытия на волновод. Как отмечено выше, предпочтительно, чтобы разность показателей преломления превышала приблизительно 1•10-3%.
Эффективный способ облучения для уменьшения потерь мощности из-за четырехволнового смешения заключается в том, что на оптическое волокно подают по меньшей мере один импульс ультрафиолетового света с потоком энергии приблизительно 100 мДж/см2 в течение приблизительно 10-20 нс, имеющий площадь пятна засветки приблизительно 1 см2. При этом формируется изменение показателя преломления, достаточное для уменьшения потерь мощности из-за четырехволнового смешения.
Изобретение поясняется со ссылками на прилагаемые чертежи, где
на Фиг. 1 иллюстрируется изменение полной дисперсии вдоль волоконно-оптического волновода,
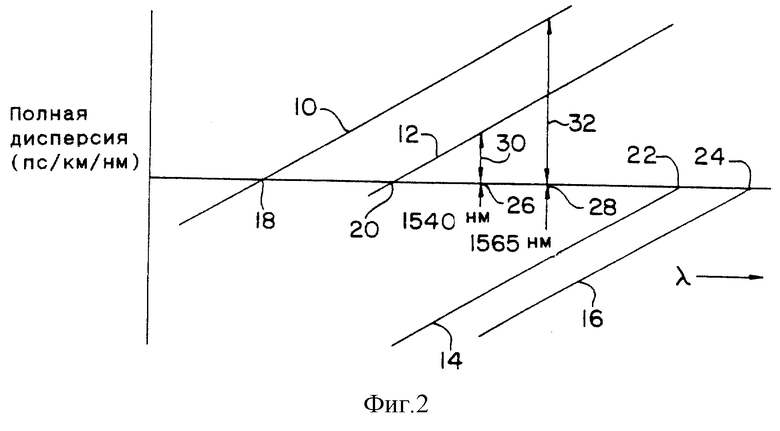
на Фиг. 2 показано, как можно менять нулевую дисперсию волоконно-оптического волновода, чтобы получить дисперсию, лежащую в заранее заданном диапазоне для заранее заданного окна пропускания волновода,
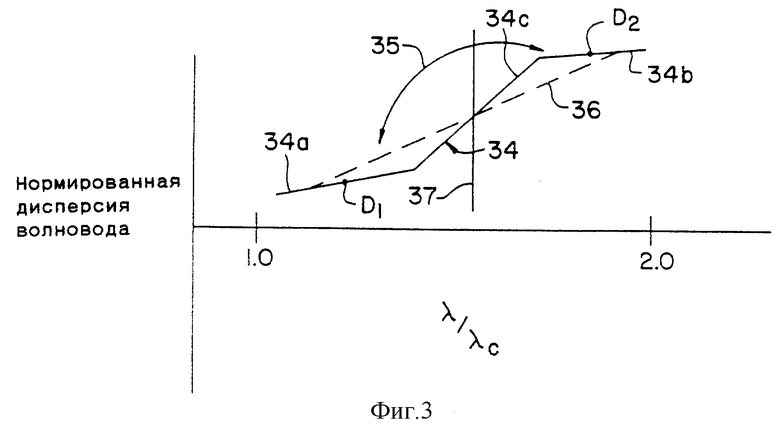
на Фиг. 3 иллюстрируется волоконно-оптический волновод, имеющий двухмодовую дисперсию в заранее заданном диапазоне длин волн,
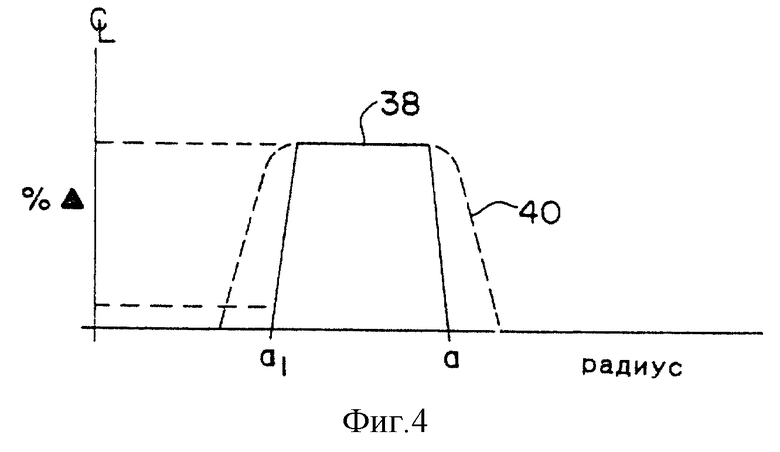
на Фиг. 4 изображен график относительного показателя преломления дельта в зависимости от радиуса для простой конструкции, апроксимирующей двухмодовую дисперсию волновода,
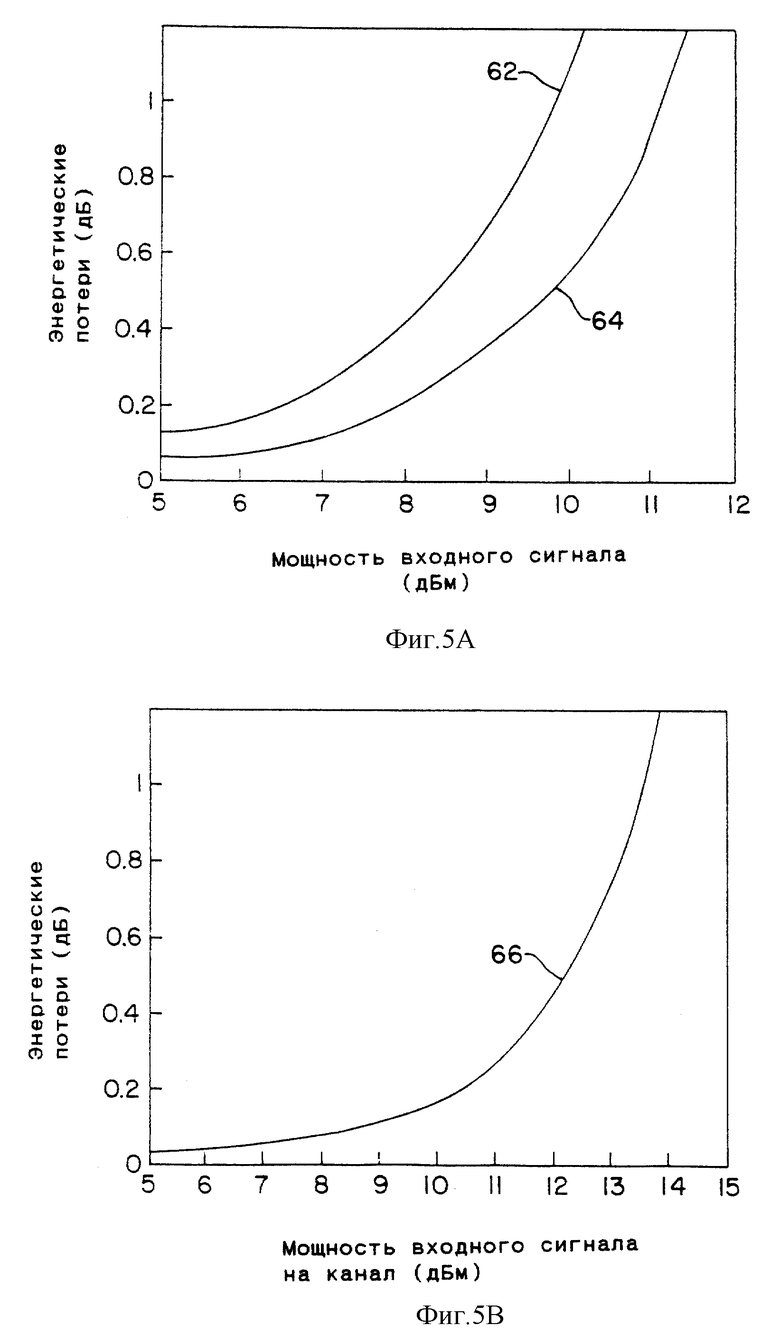
на Фиг. 5А изображен график, иллюстрирующий зависимость потери мощности от мощности входного сигнала для системы, содержащей участки волновода, имеющие малую полную дисперсию,
на Фиг. 5В изображен график, иллюстрирующий зависимость потери мощности от мощности входного сигнала для системы, содержащей участки волновода, имеющие большую полную дисперсию,
на Фиг. 6 изображена зависимость полной дисперсии от потерь мощности,
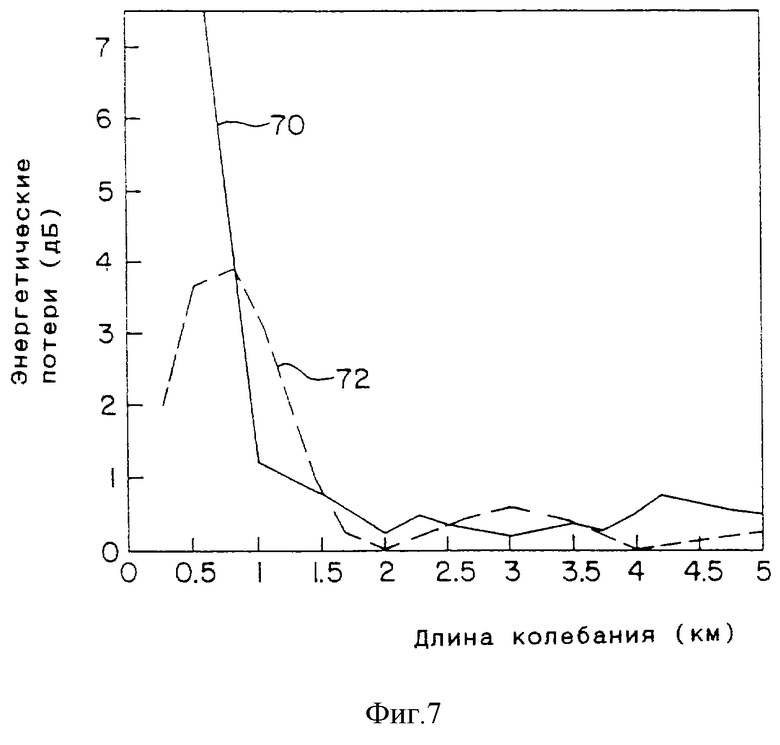
на Фиг. 7 изображена зависимость длины периода изменения полной дисперсии от потерь мощности,
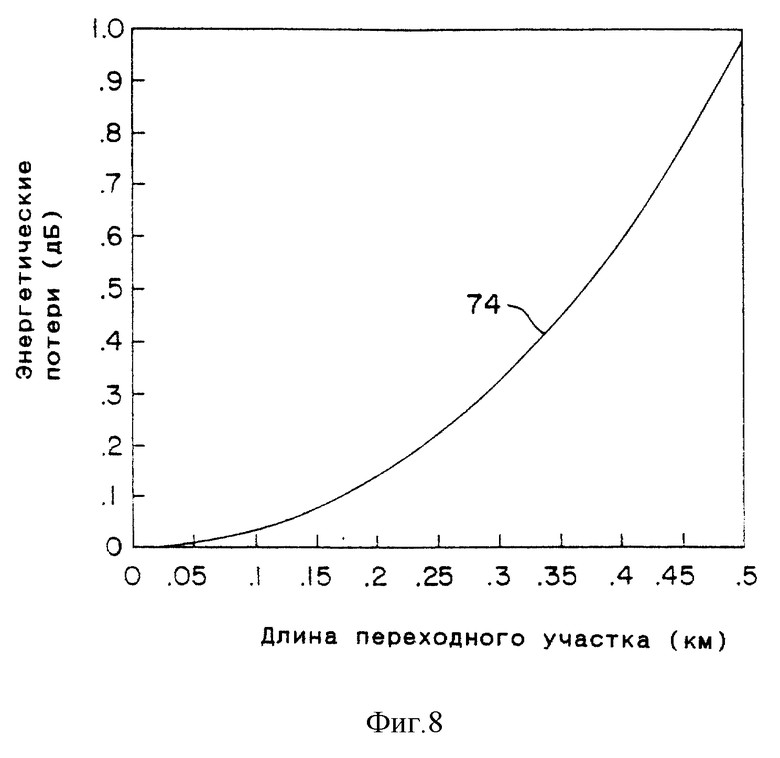
на Фиг. 8 изображена зависимость длины переходного участка от потерь мощности,
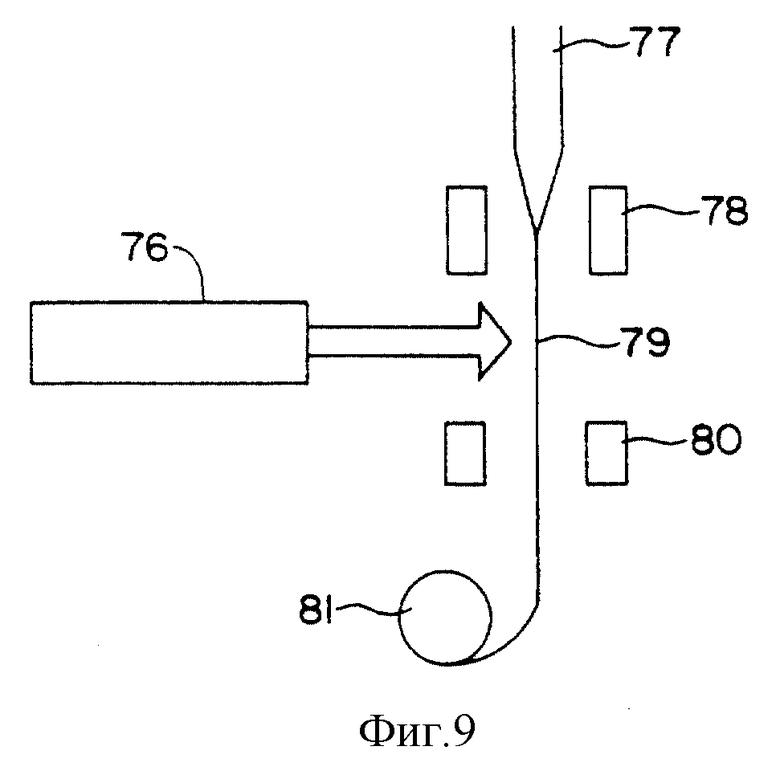
на Фиг. 9 схематично изображено устройство для вытягивания оптического волокна и его облучения до нанесения покрытия,
на Фиг. 10А иллюстрируется продольное сечение заготовки жилы, имеющей участки с уменьшенным диаметром,
на Фиг. 10В иллюстрируется нанесение частиц стекла оболочки на заготовку жилы,
на Фиг. 10С иллюстрируется волнообразный характер поверхности, который может иметь место на заготовке для вытягивания в результате изменений диаметра заготовки жилы,
на Фиг. 10D иллюстрируется продольный разрез участка жилы, показанный на Фиг. 10А, со слоем оболочки, имеющим цилиндрическую внешнюю поверхность,
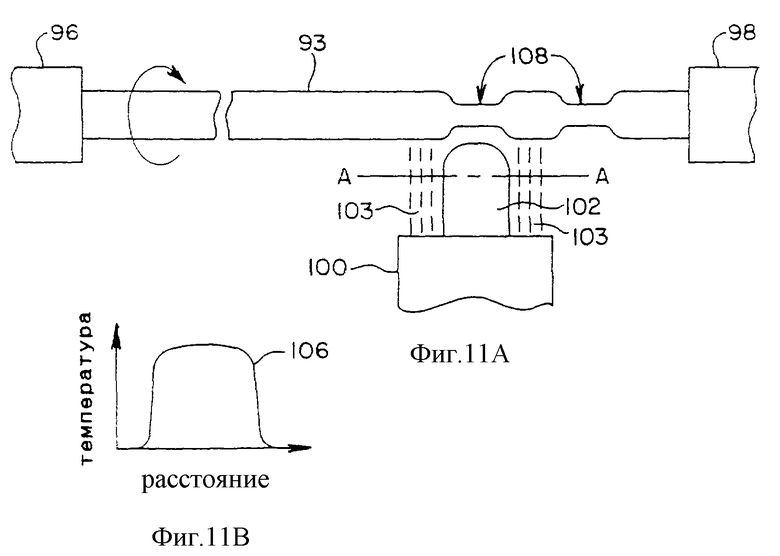
на Фиг. 11А иллюстрируется способ периодического уменьшения диаметра участков заготовки жилы,
на Фиг. 11В показан температурный профиль пламени горелки, изображенной на Фиг. 11А,
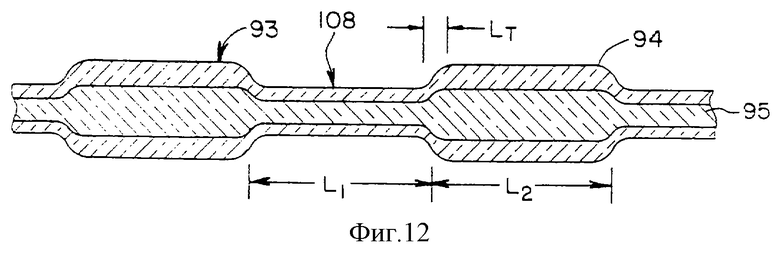
на Фиг. 12 изображено в увеличенном масштабе сечение жилы, показанное на Фиг. 11А,
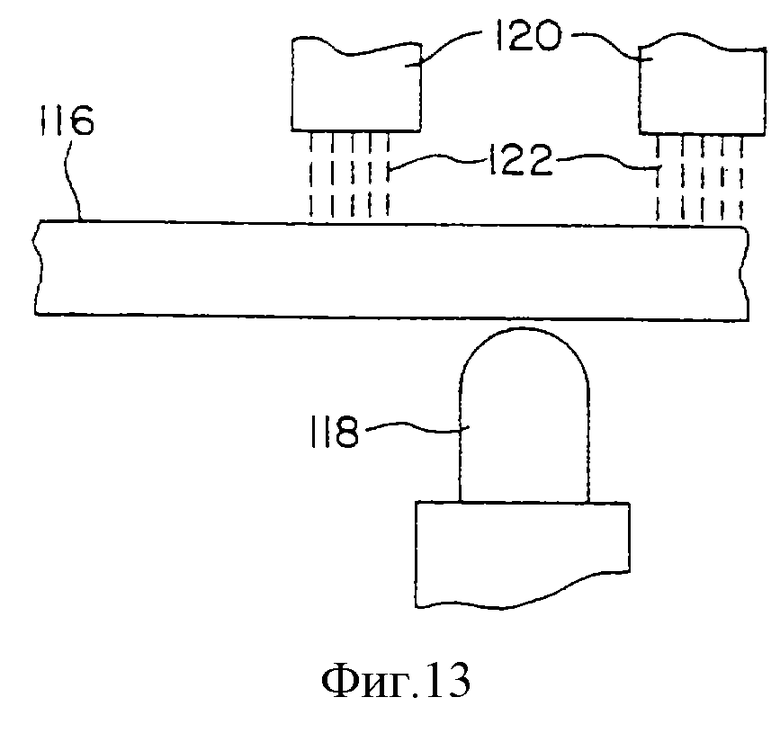
на Фиг. 13 иллюстрируется охлаждение участков заготовки жилы, соседних по отношению к участкам, которые нагревают и растягивают,
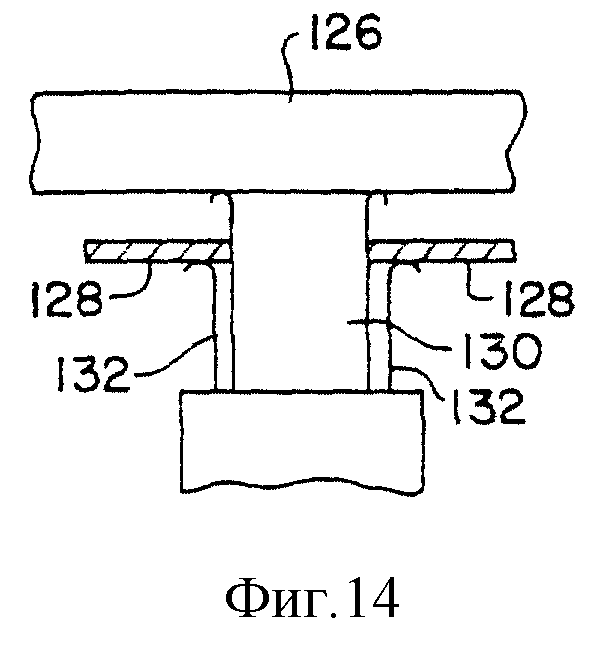
на Фиг. 14 иллюстрируется устройство для ограничения пламени горелки для воздействия на узкие участки заготовки жилы,
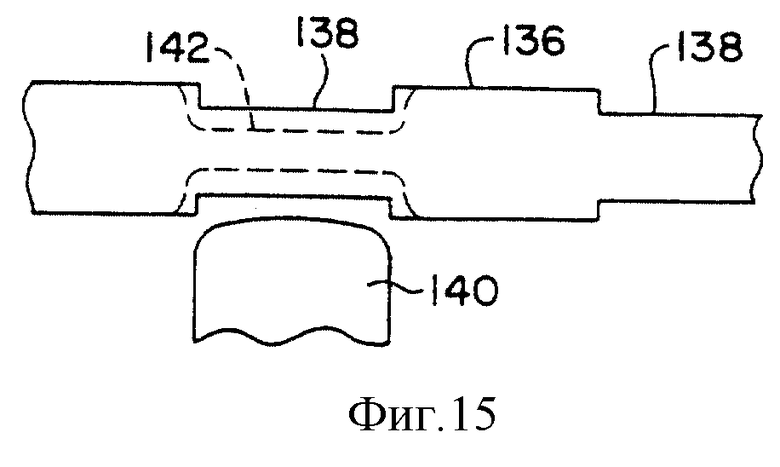
на Фиг. 15 показан нагрев области паза на заготовке жилы,
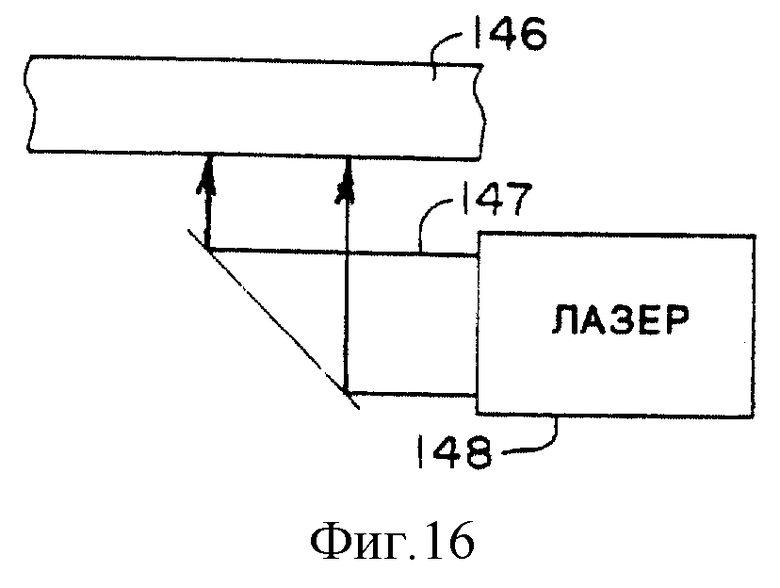
на Фиг. 16 показан нагрев заготовки жилы лазерным лучом,
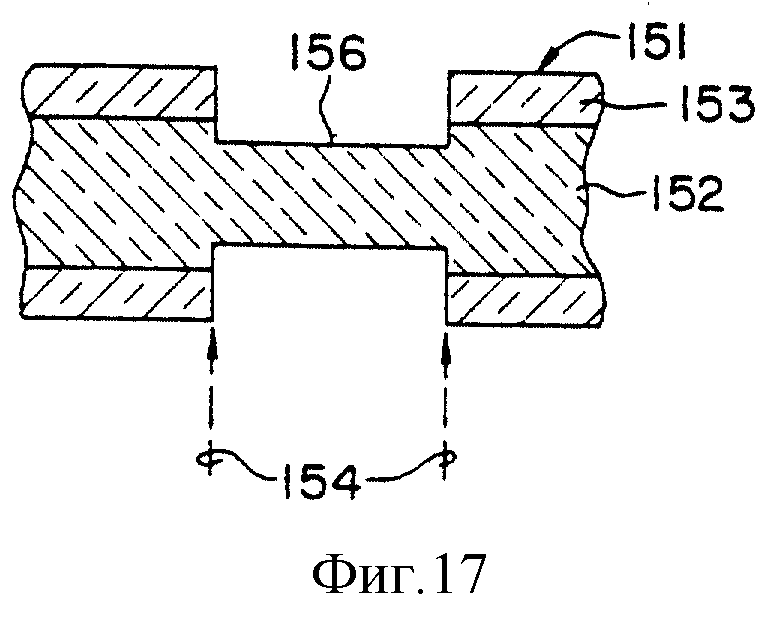
на Фиг. 17 показано, что для обработки пазов в заготовке жилы может быть использован лазерный луч,
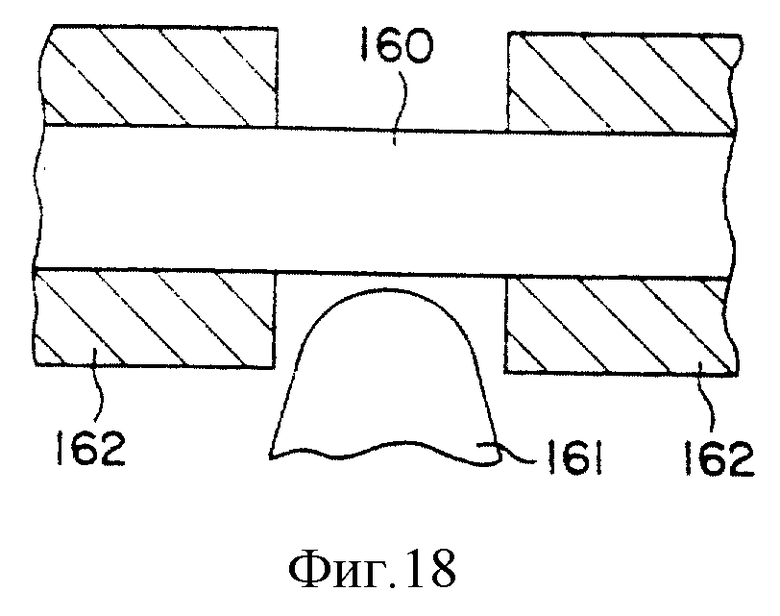
на Фиг. 18 иллюстрируется использование теплопроводящих втулок,
на Фиг. 19 иллюстрируется, что заготовка жилы может быть нагрета с образованием периодически расположенных вздутий различного диаметра,
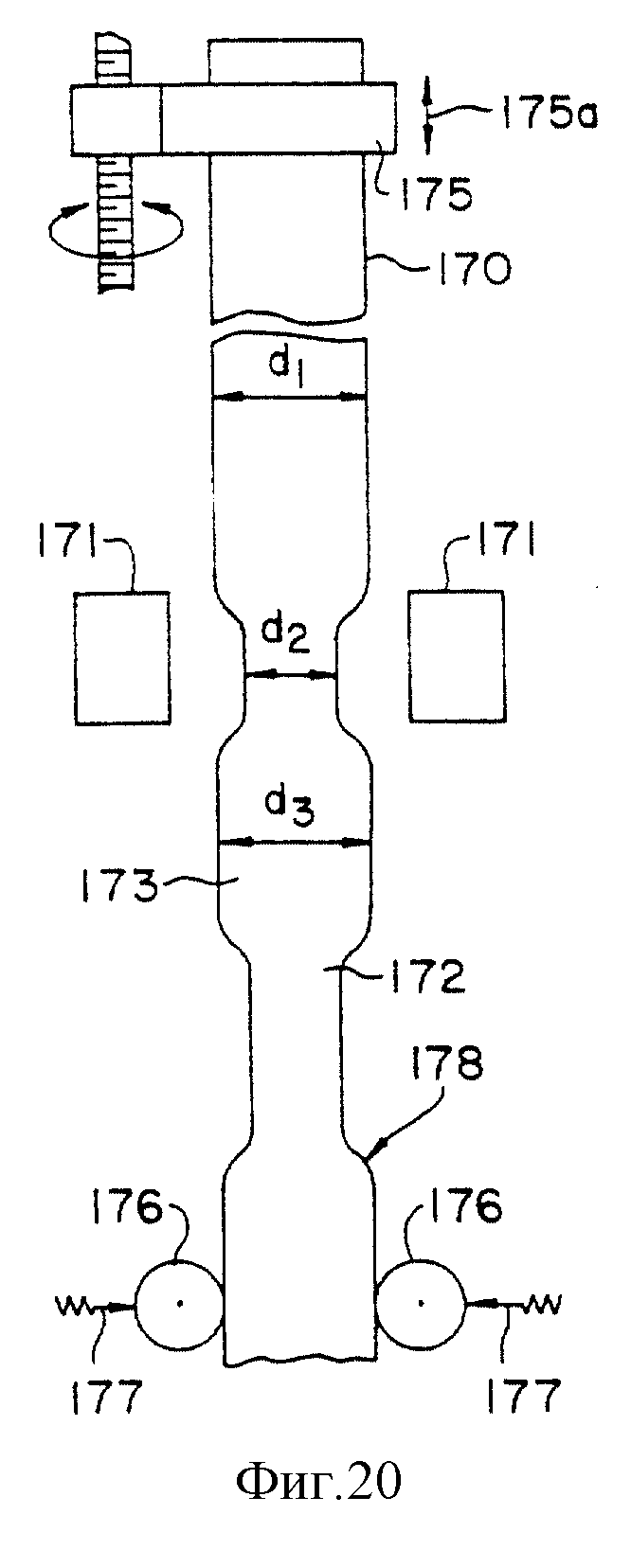
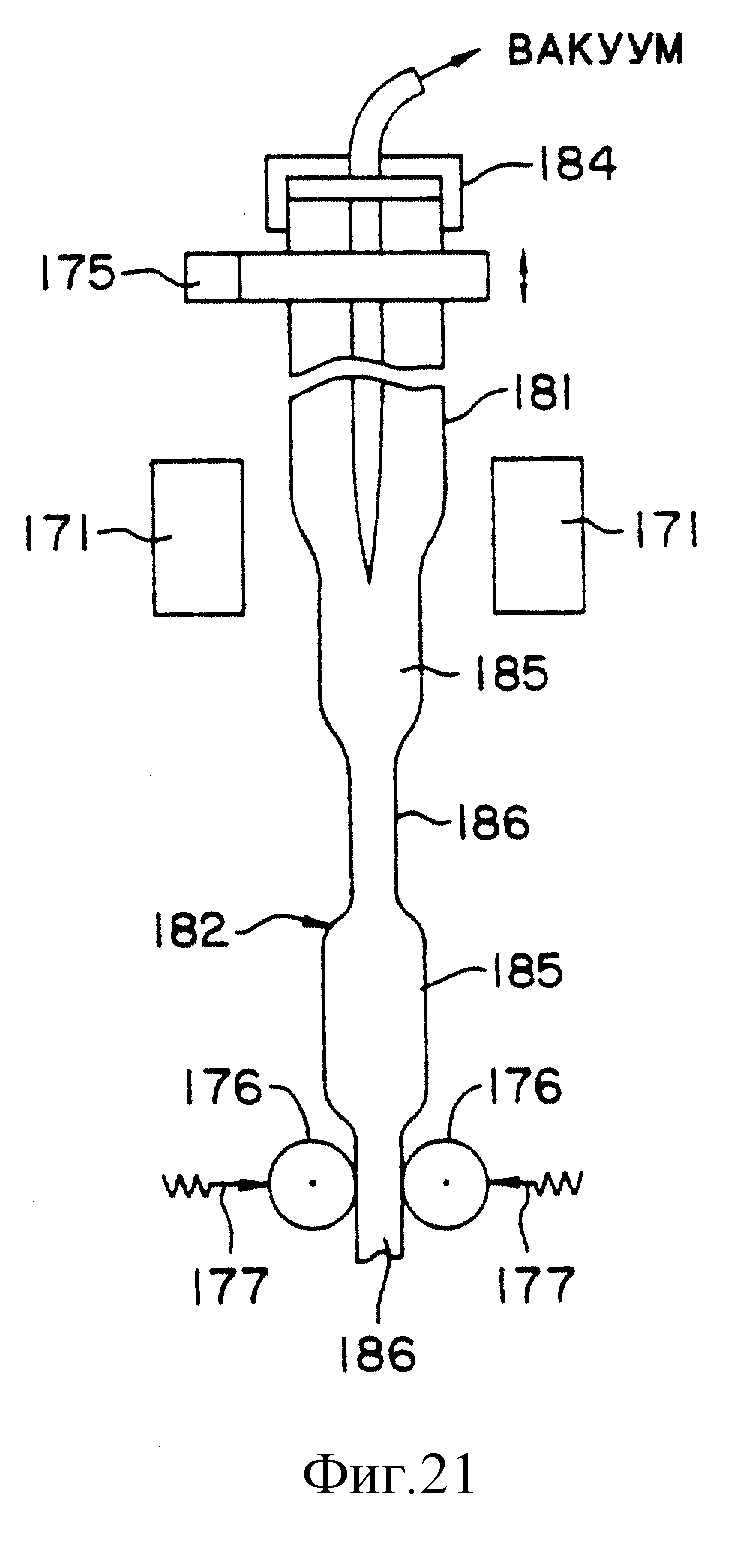
на Фиг. 20-21 иллюстрируются способы вытягивания заготовки жилы с образованием периодически расположенных областей различного диаметра,
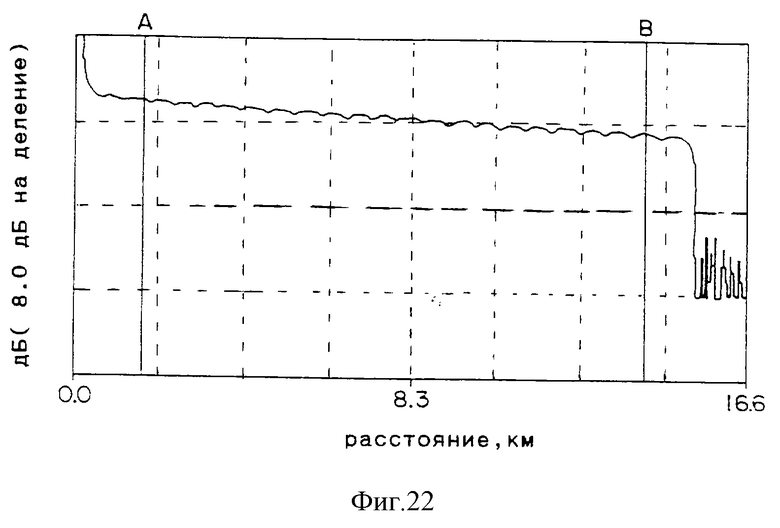
на Фиг. 22 представлен график зависимости коэффициента отражения для оптического волокна с управляемой дисперсией, измеренного методом с временным разделением, на котором видны периодические провалы, указывающие на флуктуации диаметра жилы оптического волокна,
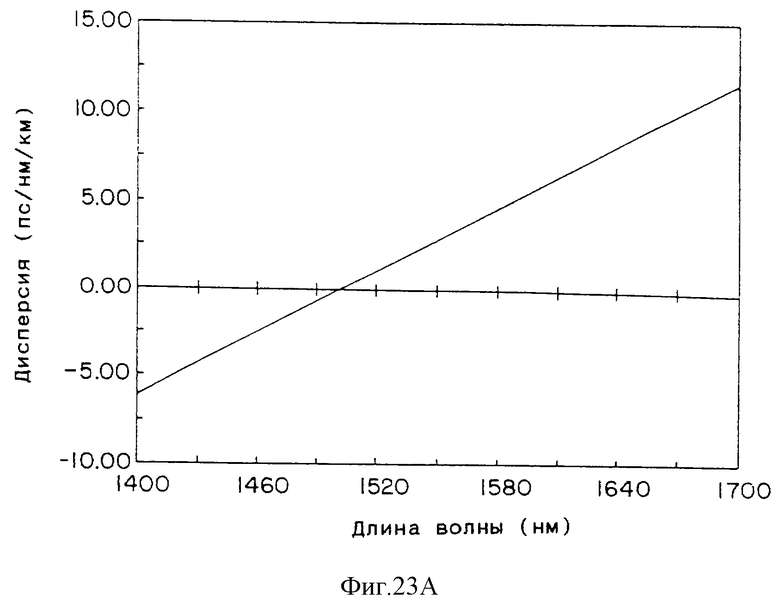
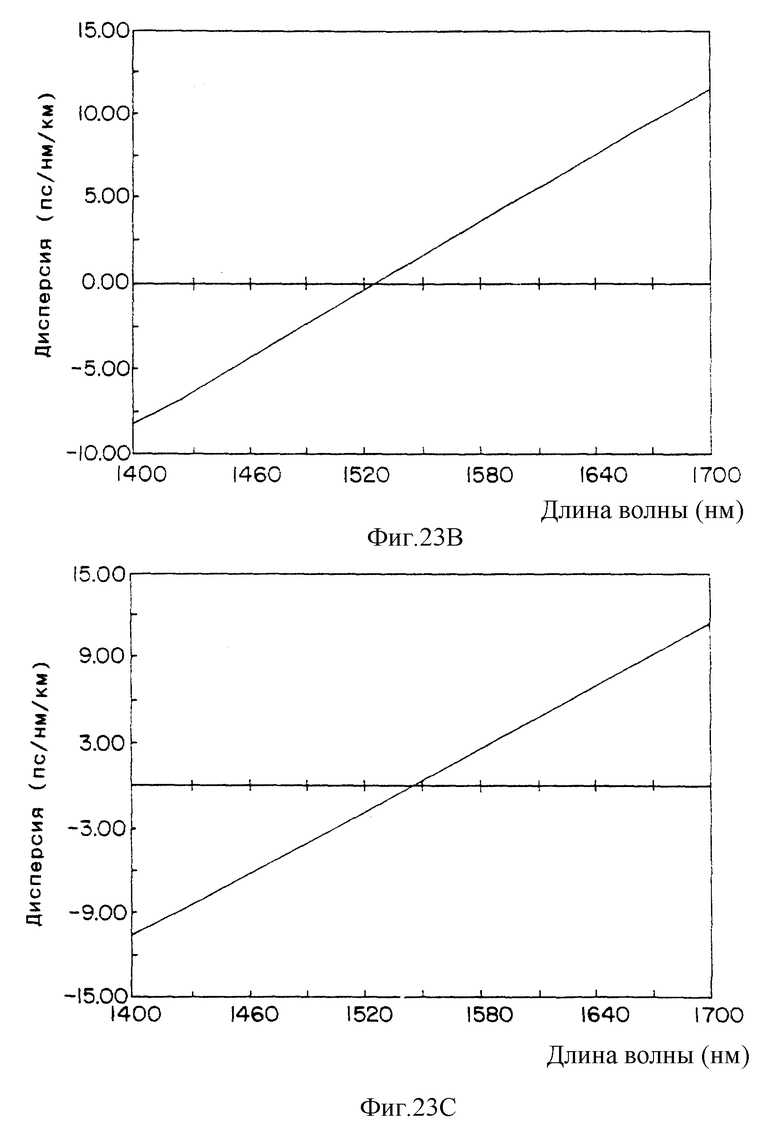
на Фиг. 23А-23С показаны графики зависимости дисперсии от длины волны для оптических волокон, имеющих различные диаметры жилы,
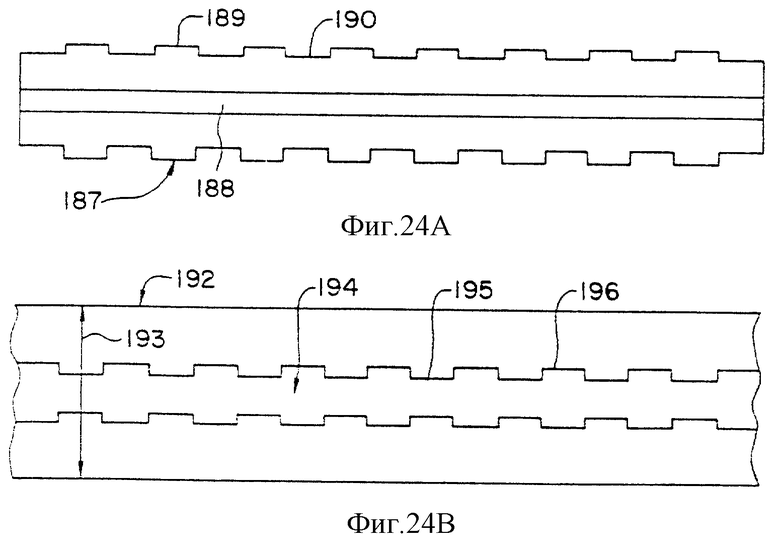
на Фиг. 24А показано продольное сечение заготовки для вытягивания, имеющей продольные участки уменьшенного диаметра,
на Фиг. 24В показано продольное сечение волновода по существу с постоянным внешним диаметром, который получен вытягиванием заготовки для вытягивания, изображенной на Фиг. 24А,
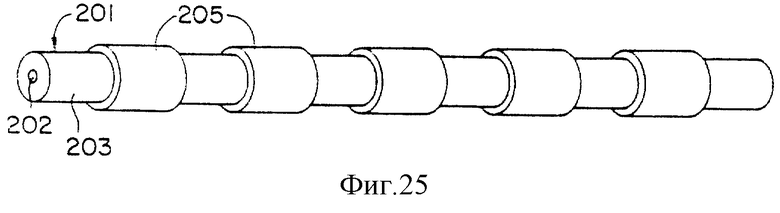
на Фиг. 25 иллюстрируется способ добавления втулок к заготовке для вытягивания для формирования продольных участков различного диаметра,
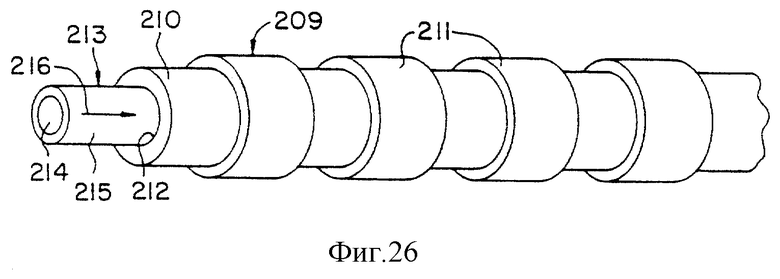
на Фиг. 26 иллюстрируется способ помещения заготовки жилы внутрь образующей оболочку трубки, имеющей втулки, для формирования заготовки для вытягивания, имеющей продольные участки различного диаметра,
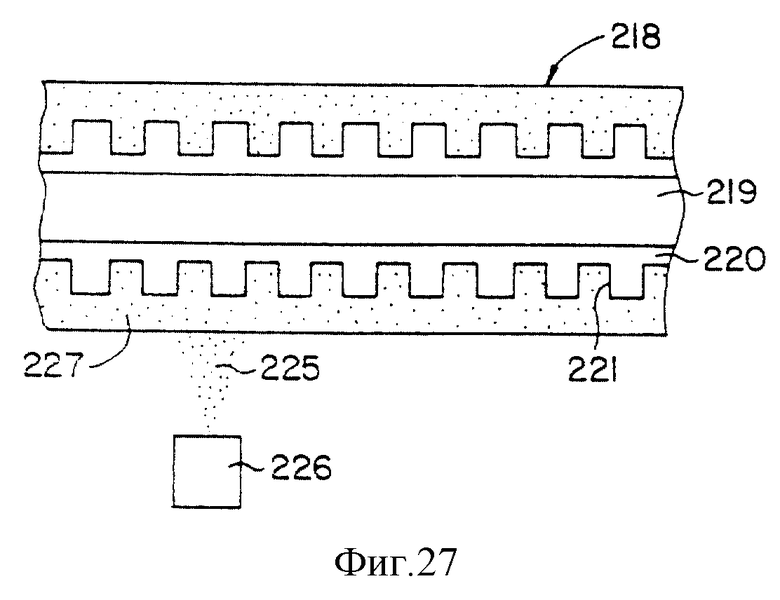
на Фиг. 27-29 иллюстрируется другой способ формирования заготовки для вытягивания переменного диаметра, из которой вытягиванием может быть получено оптическое волокно с переменным диаметром и управляемой дисперсией,
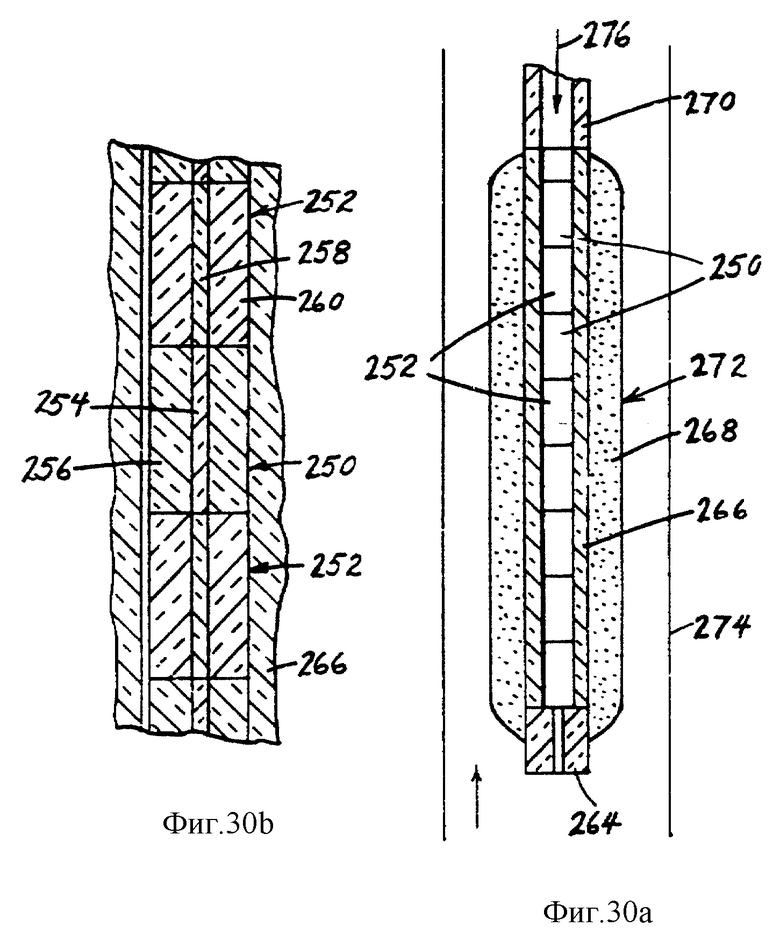
на Фиг. 30А и 30В иллюстрируется способ формирования заготовки для вытягивания, имеющей очень короткие переходные области.
Настоящее изобретение посвящено созданию одномодового волоконно-оптического волновода, у которого произведением дисперсии, выраженным в пс/нм, управляют на всей длине волновода. Таким образом, в системах мультиплексирования с частотным разделением потерь мощности из-за четырехволнового смешения можно в значительной степени избежать, а полную дисперсию системы можно сделать равной заранее заданной величине. Для многих систем передачи на большие расстояния, систем с большим расстоянием между регенераторами, высокоскоростных и мультиплексных систем желаемое заранее заданное значение полной дисперсии по существу равно нулю.
Если задавать дисперсию в каждом волокне, то нет необходимости подбирать совокупность волноводов, которые в результате их соединения для формирования линии связи создают по существу нулевую дисперсию. То есть благодаря тому, что полная дисперсия задается в каждом отдельном волоконно-оптическом волноводе, кабели, образующие систему, по существу обладают одинаковыми свойствами и поэтому взаимозаменяемы.
На Фиг. 1 графически изображена полная дисперсия, выраженная в пс/нм/км, в зависимости от длины волновода. Видно, что полная дисперсия изменяется между положительными значениями 2 и отрицательными значениями 4. В то время как на Фиг. 1 показано множество участков, имеющих отрицательную дисперсию, и множество участков, имеющих положительную дисперсию, требуются только один участок с отрицательной дисперсией и один с положительной. Разброс полной величины дисперсии, обозначенный 6, иллюстрирует тот факт, что полная дисперсия изменяется с длиной волны проходящего света. Горизонтальные линии в разбросе 6 представляют полную дисперсию для конкретной длины волны света. Обычно длина 8 волновода, характеризующаяся конкретной полной дисперсией, приблизительно равна 0,1 км. По существу не существует верхнего предела для длины 8, за исключением случая, когда такое ограничение вызвано требованием, чтобы сумма произведений длина • соответствующая полная дисперсия была равна заранее заданной величине.
График полной дисперсии в зависимости от длины волны показан на Фиг. 2 и иллюстрирует конструктивные особенности одномодового волоконно-оптического волновода с управляемой дисперсией. Линии 10, 12, 14 и 16 представляют полную дисперсию для четырех разных волоконно-оптических волноводов. Как показано на чертеже, в узком диапазоне длин волн, рассмотренном для каждого волновода, дисперсия может быть апроксимирована прямой линией. Диапазон между 26 и 28 представляет собой тот диапазон длин волн, где должно быть произведено мультиплексирование. Любой участок волновода, который имеет длину волны, соответствующую нулевой дисперсии в диапазоне от 18 до 20, может быть скомбинирован с участком волновода, который имеет длину волны, соответствующую нулевой дисперсии в диапазоне от 22 до 24, с образованием волновода, имеющего заранее заданную полную дисперсию в рабочем окне 26-28.
Пример, основанный на Фиг. 2
Пусть рабочее окно составляет от 1540 до 1565 нм. Предположим, что наклон дисперсии в одномодовом волоконно-оптическом волноводе равен приблизительно 0,08 пс/нм2/км. Пусть линия 30 соответствует 0,5 пс/нм/км, а линия 32 - 4 пс/нм/км. Наложим условия, чтобы полная дисперсия в рабочем окне была приблизительно от 0,5 до 4 пс/нм/км.
Простая линейная апроксимация в этом случае дает диапазон длин волн, соответствующий диапазону 18-20 нулевой дисперсии, от 1515 до 1534 нм. Аналогичные вычисления дают для диапазона 22-24 нулевой дисперсии диапазон длин волн от 1570 до 1590 нм. Алгебраическое сложение полной дисперсии участков волоконно-оптического волновода, имеющих полную дисперсию, равную нулю, в пределах рассмотренных диапазонов, дает, что полная дисперсия лежит между 0,5 и 4 пс/нм/км.
Как описано выше, средства для сдвига длины волны, соответствующей нулевой дисперсии, включают изменение относительного радиуса или % Δ вдоль заготовки жилы или заготовки для вытягивания.
Модельные расчеты показали, что возможны кривые двухмодовой дисперсии волновода, такие как 34 на Фиг. 3. Кривая 34 соответствует профилю распределения показателя преломления, показанному на Фиг. 4 сплошной линией. Конструкция оптических волокон, в которых проявляется двухмодовая дисперсия, описаны в заявке на патент США 08/287262. Кривая 34 содержит относительно плоские участки 34а и 34b и относительно крутой переходный участок 34с. Линия 35 на Фиг. 3 означает, что участком 34а с малой длиной волны λo и участком 34b с большой длиной волны λo можно эффективно управлять и в то же время они далеко разнесены. Место пересечения линией 37 кривой 36 или кривой 34 представляет среднее между высокой и низкой дисперсиями волновода. Как это проиллюстрировано в примере, основанном на Фиг. 2, в волоконно-оптических волноводах, имеющих двухмодовую дисперсию волновода, как показано на Фиг. 3, для формирования относительно больших изменений длины волны, соответствующей нулевой дисперсии, необходимы только небольшие изменения длины волны отсечки или пропорционального этой величине радиуса жилы. Кроме того, волокна, которые имеют дисперсионные характеристики, представленные кривой 34, имеют следующее преимущество. В волокнах с управляемой дисперсией, которые имеют чередующиеся участки с большим и меньшим диаметром жилы, процесс изготовления может быть сведен к формированию небольших отклонений диаметра от конструктивно заложенного диаметра. Для иллюстрации этого утверждения предположим, что рабочими точками для участков волокна с разными диаметрами являются D1 и D2 на Фиг. 3. Если D1 и D2 расположены вдоль относительно плоских участков двухмодовой кривой, то небольшие флуктуации диаметра жилы или длины волны отсечки около D1 и D2 не изменят значительно λo для участков с малым диаметром жилы и λo для участков с большим диаметром жилы.
Идеальным профилем может считаться профиль, представленный кривой 38 на Фиг. 4, где внутренний и внешний радиусы кольца жилы обозначены а и a1 соответственно. Однако использование некоторых методов изготовления может сопровождаться диффузией легирующей примеси, что в результате приведет к размытию идеального профиля, как это показано кривой 40. Внутренний радиус кольца жилы, соответствующий профилю 40, меньше, чем a1, а внешний - больше, чем а. Это сделает кривую дисперсии волновода менее крутой, как показано пунктирной линией 36 на Фиг. 3.
Для упрощения процесса изготовления можно выбрать профиль, характеризуемый дисперсией волновода, обозначенной кривой 36 на Фиг. 3. Следует взвесить издержки и выигрыш. Конкретное использование в системе телекоммуникации продиктует, действительно ли необходим более сложный профиль. Однако для лучшего управления произведением полной дисперсии предпочтителен волоконно-оптический волновод, имеющий резкую переходную область, разделяющую области волновода с разной дисперсией. Тогда требуемый сдвиг между двумя соседними областями с нулевой дисперсией для профилей, имеющих двухмодовую дисперсию волновода, может быть осуществлен с меньшими изменениями радиуса, такими как 5%-10%. Таким образом, управление сменой знака дисперсии упрощается. Кроме того, расстояние, в котором полная дисперсия проходящего по волноводу света не превышает 0,5 пс/нм/км, сводится к минимуму.
Конструкция волокна с управляемой дисперсией сильно зависит от систем телекоммуникации, как видно на Фиг. 5А и 5В, где показана зависимость потерь мощности от мощности входного сигнала для 120-километровой линии связи, имеющей 8 каналов при частотном разделении каналов 200 ГГц. В этом случае потери мощности прежде всего связаны с четырехволновым смешением. На Фиг. 5А кривая 62 резко возрастает до значения примерно 1 дБ для мощности входного сигнала приблизительно 10 дБ. Для мощности входного сигнала 10 дБ потери составляют приблизительно 0,6 дБ (кривая 64). Для обеих кривых величина полной дисперсии близка к 0,5 пс/нм/км. Однако для более крутой кривой 62 участок для полной дисперсии данного знака составляет 10 км. Длина соответствующего участка дисперсии для кривой 64 равна 60 км. Дополнительные потери возникают из-за дополнительных переходов через участок с нулевой дисперсией в случае более короткого, 10-километрового, участка. Иными словами, для 10-километрового участка фазовое разделение сигналов, которое пропорционально длине колебания, не достаточно велико, чтобы по существу предотвратить четырехволновое смешение.
Однако величина полной дисперсии также оказывает воздействие на фазовое разделение и, таким образом, на потери мощности. На Фиг. 5В кривая 66 показывает потери мощности для системы, идентичной изображенной на Фиг. 5А, за исключением того, что длина участка короче, приблизительно 1 км, а величина полной дисперсии составляет 1,5 пс/нм/км. Воздействуя на полную дисперсию так, чтобы колебания от положительного к отрицательному были шире, можно получить значительное снижение потерь мощности: от 0,6 дБ до менее чем 0,2 дБ. Разность потерь приблизительно 0,4дБ/120 км достаточно велика, чтобы работающую линию сделать неработающей, особенно для длинных, 500 км и более, линий без регенерации.
Фиг. 6 интерпретируется аналогично тому, как это сделано для Фиг. 5А и 5В. Кривая 68 показывает зависимость потерь мощности от величины полной дисперсии. Длина участка волновода выбрана равной 1 км, так как наименьшая длина обычных кабелей широкого применения составляет около 2 км. Опять имеется 8 каналов, имеющих частотное разделение 200 ГГц, полная длина составляет 120 км, а мощность входного сигнала 10 дБ. Опять потери мощности резко возрастают, когда величина полной дисперсии падает ниже 1,5 пс/нм/км.
Разработанная система показана с другой точки зрения на Фиг. 7. В этом случае величина дисперсии зафиксирована и составляет 1,5 пс/нм/км. Кривая 70 представляет зависимость потерь от длины участка для системы, имеющей 8 каналов, частотное разделение 200 ГГц, а мощность входного сигнала 10 дБ. Длина выбрана равной шестидесяти участкам с определенной дисперсией, а длину участка можно было изменять. Потери снижались, когда длина участка превышала 2 км. Но при относительно большой величине полной дисперсии увеличением длины участка свыше 2 км можно добиться не многого. Отметим, что потери из-за четырехволнового смешения обычно меньше, когда число каналов уменьшается до 4, как иллюстрируется кривой 72. Последний эффект является прямым следствием зависимости фазового разделения от характеристик волокна, как отмечено в разделе "Обозначения".
Другим конструктивным параметром является резкость переходного участка, на котором полная дисперсия меняет знак. Здесь также на фазовое разделение сигналов влияет длина переходного участка. Таким образом, пологий переход заставит сигнал проходить участок волновода с нулевой полной дисперсией, что увеличивает потери мощности из-за четырехволнового смешения.
Пример, основанный на Фиг. 8
В этом случае мощность входного сигнала опять составляет 10 дБ. Используются 4 канала, имеющие разделение частот 200 ГГц. Величина полной дисперсии составляет 1,5 пс/нм/км, а длина колебания полной дисперсии взята равной 2 км. График потерь мощности от длины переходного участка, представленный кривой 74, показывает, что предпочтительны более короткие переходные участки. Кроме того, с точки зрения других конструктивных соображений и стоимости число переходов должно быть минимально. Так как некоторые системы допускают потери мощности в 1 дБ, то, как видно из Фиг. 8, наиболее подходящей длиной переходного участка является 500 м.
Методика изготовления оптических волокон
Период оптического волокна может быть выбран от десятков метров до сотен метров так, чтобы при любой разумной длине линии связи средняя дисперсия была малой при длинах волн, соответствующих рабочему окну.
Если переходные участки между областями с более высокой и более низкой дисперсиями слишком велики, то дисперсия в центральной части переходного участка близка к нулевой в пределах некоторой конечной длины волокна. Это приведет к некоторым потерям энергии из-за четырехволнового смешения. Чем длиннее переходная область, тем больше потери мощности. Поэтому переходные области должны быть по существу резкими, чтобы потери мощности в волноводе не приводили к полным энергетическим потерям системы, превышающим допустимую величину. Более того, обработка не должна вносить избыточные потери энергии, не связанные с четырехволновым смешением. Кроме того, обработка должна быть простой и по существу гибкой, чтобы ее можно было использовать для разных конструкций волокон и материалов.
Методика согласно изобретению включает: (а) изменение показателя преломления жилы в процессе вытягивания, (b) изготовление заготовки для вытягивания, имеющей переменный диаметр жилы и постоянный диаметр оболочки или по существу постоянный диаметр оболочки, и (с) изготовление заготовки для вытягивания, имеющей постоянный диаметр жилы и переменный диаметр оболочки. Кроме того, может использоваться комбинация этих методов.
(а) Изменение показателя преломления жилы в процессе вытягивания
Устройство для вытягивания волокна схематично показано на Фиг. 9. Как известно, заготовку 77 для вытягивания нагревают в печи 78 и вытягивают в волоконно-оптический волновод 79. Волновод получает защитное покрытие в устройстве 80 нанесения покрытия и наматывается на приемную катушку 81. Новым добавлением к этому устройству является мощный хорошо сфокусированный источник 76 ультрафиолетового излучения, направленный на волоконно-оптический волновод после его вытягивания, но до нанесения покрытия. Известно, что ультрафиолетовый свет увеличивает показатель преломления в легированной области волновода. Таким образом, воздействие ультрафиолетового света сводится к увеличению показателя преломления в области жилы. Источник ультрафиолетового света периодически включают и выключают, чтобы вызвать изменение показателя преломления вдоль волоконно-оптического волновода. Изменения должны быть настолько большими, чтобы вызвать изменения полной дисперсии, достаточные для уменьшения потерь мощности из-за четырехволнового смешения. Было обнаружено, что для достижения благоприятного эффекта достаточно по меньшей одного импульса длительностью 10-20 нс, с потоком энергии приблизительно 100 мДж/см2. Прекрасным источником мощного хорошо сфокусированного лазерного излучения является эксимерный лазер с длиной волны излучения 248 нм.
(b) Изменение диаметра заготовки жилы с последующим нанесением оболочки
Заготовка жилы - это такая заготовка, которая после нанесения на нее оболочки может быть вытянута в оптическое волокно. Экономичный метод формирования высококачественных заготовок жилы включает следующие операции: (а) формируют заготовку из пористого стекла осаждением частиц стекла, (b) уплотняют пористую заготовку с формированием уплотненной заготовки, (с) закрывают аксиальное отверстие в уплотненной заготовке, если таковое имеется, и (d) при необходимости растягивают заготовку перед нанесением оболочки (операцию закрытия отверстия предпочтительно проводят во время растягивания). См. патент США 4486212, который включен в данное изобретение в качестве ссылки. Как описано в патенте США 4486212, заготовка жилы может содержать центральную область стекла жилы, окруженную тонким слоем стекла оболочки. Альтернативно заготовка жилы может целиком состоять из стекла жилы, как показано на фиг. 10А.
На Фиг. 10А показана стеклянная заготовка 82 жилы с диаметром 83. Через определенные расстояния вдоль заготовки жилы диаметр уменьшается, как показано стрелками 84. Длина уменьшенной области показана линией 85. Чтобы достичь желаемого изменения диаметра жилы, диаметр 84 может быть уменьшен относительно диаметра 83 от 5% до 25%. Длину 85 подбирают таким образом, чтобы в конечном оптическом волокне получить желаемый участок уменьшенного диаметра жилы. Диаметр заготовки жилы может быть уменьшен любым из способов, известных специалистам в данной области, включая шлифование, травление, лазерную абляцию, нагрев и растягивание. Для того чтобы сделать границу между заготовкой жилы и слоем оболочки однородней и чище, после шлифования и травления может быть выполнена операция полирования.
Если области с уменьшенным диаметром формируют механической обработкой или травлением, то предпочтительно, чтобы жила имела ступенчатый профиль показателя преломления. Удаляемая часть имеет такой же показатель преломления, как остающаяся часть.
Заготовку 82 жилы на Фиг. 10В вращают (стрелка 82а) и перемещают вдоль продольной оси относительно форсунки 86, которая направляет на заготовку поток 87 частиц стекла оболочки с формированием слоя 88 частиц стекла оболочки. Полученную покрытую оболочкой заготовку вставляют в уплотняющую печь, где покрытие 88 высыхает и спекается с формированием заготовки для вытягивания, имеющей слой плотной стеклянной оболочки. Если длина 85 пазов в заготовке жилы составляет по меньшей мере несколько миллиметров, то частицы 87 оболочки заполнят области уменьшенного диаметра. Поэтому внешняя поверхность заготовки жилы будет слегка неравномерной. Изменения диаметра заготовки для вытягивания будут малыми, поскольку малы изменения диаметра жилы.
Мелкодисперсионная оболочка 88 покрытой заготовки жилы или заготовка из отвержденного стекла может быть сделана гладкой обычным способом с формированием заготовки для вытягивания цилиндрической формы. Поскольку заготовка жилы является хрупкой, операцию изменения диаметра предпочтительно проводить с затвердевшей заготовкой. На Фиг. 10С показано, что затвердевшая заготовка 89 имеет изменения диаметра. Величина этих изменений преувеличена для большей наглядности. Заготовку 89 можно вращать вокруг продольной оси, и области с большим радиусом могут быть удалены механической обработкой, травлением и т. п. , чтобы в результате области 90 имели такой же диаметр, как и остальная заготовка. Как показано на Фиг. 10D, в результате заготовка для вытягивания имеет по существу постоянный внешний диаметр 91. Модифицированная заготовка 82 жилы показана заключенной в материал 92 оболочки.
Способ нанесения оболочки с получением заготовки для вытягивания может быть легко модифицирован специалистами в данной области. Например, скорость прохождения форсунки 86 относительно заготовки 82 жилы можно изменять в соответствии с конкретным участком заготовки жилы, которая обрабатывается потоком 87. Когда форсунка наносит частицы на часть заготовки жилы с меньшим диаметром, то скорость движения меньше, чем тогда, когда форсунка наносит частицы на часть заготовки жилы с большим диаметром. Покрытие частицами стекла оболочки в области широкой и узкой заготовки жилы может происходить так, что диаметр заготовки для вытягивания после затвердевания частиц будет по существу постоянным.
Когда вытягивают заготовку, изображенную на Фиг. 10D, в волоконно-оптический волновод постоянного диаметра, то области с уменьшенным диаметром заготовки жилы превращаются в области волокна с уменьшенным диаметром жилы. Если заготовка для вытягивания имеет области большего диаметра, например, как показанные на Фиг. 10С, то жила волокна на участке, вытянутом из области заготовки с большего диаметром, будет иметь диаметр меньше желаемого. Если области большего диаметра на заготовке для вытягивания не удалены, как описано выше, то уменьшение диаметра жилы в этих областях готового волокна следует учитывать при разработке волокна с управляемой дисперсией.
Как показано на Фиг. 11А и 12, заготовку 93 жилы произвольной конструкции устанавливают в токарный станок 96, 98 (горизонтально или вертикально) или другое подходящее устройство и нагревают в очень узком пламени 102 горелки 100. Тепло от горелки предпочтительно аксиально локализовано не более чем на несколько миллиметров вдоль заготовки жилы. Температура и мощность горелки должны быть достаточны для того, чтобы в локальной области размягчить стекло заготовки жилы. Как показано на Фиг. 12, заготовка 93 жилы содержит участок 95 жилы, окруженный слоем 94 стекла оболочки. Если, чтобы работать в окне, соответствующем длинам волн 1500-1600 нм, основу волокна составляет диоксид кремния, то заготовка 93 жилы должна быть такой, чтобы обеспечить формирование волокна со смещенной дисперсией, причем в этом диапазоне дисперсия должна быть нулевой. После того как стекло достигнет точки размягчения, заготовку жилы растягивают с уменьшением диаметра нагретой области. Таким образом формируют участки 108 уменьшенного диаметра. Предпочтительно осуществлять операцию растягивания, когда пламя направлено на растягиваемый участок. При горизонтальном закреплении в токарном станке вращение заготовки жилы препятствует ее деформации во время операции растягивания. Операции нагрева и растягивания осуществляют на заготовке жилы вдоль ее длины через требуемые промежутки. Предпочтительно растягивание проводят так, чтобы длины L1 и L2, соответствующие разным диаметрам заготовки жилы, приблизительно были равны. Затем горелку быстро перемещают к следующему участку, который необходимо размягчить и растянуть.
На Фиг. 11А приведен один тип горелки, которая осуществляет нагрев в очень узкой области, что обеспечивает резкий переход между участками заготовки жилы с разными диаметрами. В торце горелки 100 имеется совокупность расположенных по окружности отверстий для подачи горючего газа, с помощью которых формируется пламя, и совокупность расположенных по внешней окружности отверстий для экранирующего газа, которые создают поток охлаждающего газа цилиндрической формы. Внешний поток 103 ограничивает и фокусирует пламя 102 и в то же время обеспечивает конвекционное охлаждение заготовки жилы вне зоны локализованного нагрева. Пламя в зоне нагрева должно иметь как можно более равномерное распределение температуры с как можно более резким градиентом температуры на границе горячей зоны. Это обеспечивает относительно короткую длину Lт перехода. Температурный профиль на Фиг. 11В является предпочтительным распределением температуры в области А-А пламени 102.
Для этой цели могут быть использованы горелки других типов и их комбинации. Например, фокусирующая горелка, описанная в патенте США 3565345, имеет наклонные отверстия сопла, которые направляют потоки горючего газа в общую точку. Кольцевая горелка, создающая пламя, ограниченное внешним сфокусированным потоком экранирующего газа, может располагаться вокруг заготовки жилы и одновременно нагревать всю кольцевую область заготовки. Может быть использована ленточная горелка, имеющая отверстия для горючего газа, расположенные в один или несколько рядов и предпочтительно содержащая отверстия для экранирующего газа, расположенные рядами, причем ряды отверстий для горючего газа расположены перпендикулярно продольной оси заготовки жилы.
Пример, основанный на Фиг. 11А и 12
Заготовка 93 жилы, имеющая диаметр оболочки приблизительно 7 мм, а диаметр жилы 5 мм, уменьшена до диаметра приблизительно 6,5 мм через определенные промежутки вдоль заготовки жилы. Длина L1 (Фиг. 12) выбрана равной 2 мм. Заготовку жилы покрыли оболочкой, как показано на Фиг. 10В, и дали затвердеть с образованием заготовки для вытягивания с конечным диаметром приблизительно 50 мм.
Когда из заготовки для вытягивания вытянули волновод с внешним диаметром приблизительно 125 мкм, то, если считать, что масса сегмента в 2 мм сохранилась, а изменение радиуса жилы составило приблизительно 14%, участок длиной L1 увеличился до 320 м. В этом примере предполагается, что профиль распределения показателя преломления в жиле соответствует описанному в патенте США 4715679 и заявках на патент США 08/323795, 08/287262 и 08/378780, причем диаметр жилы составляет приблизительно 16 мкм, что обеспечивает одномодовое распространение.
Если диаметр заготовки для вытягивания приблизительно равен 100 мм, то для такой же заготовки жилы при тех же условиях вытягивания длина 85 достигнет 1280 м, а изменения радиуса жилы останутся такими же.
На Фиг. 13 показано, что дополнительной локализации области нагрева можно добиться за счет направления внешних сфокусированных охлаждающих струй 122 воздуха, азота, гелия и т. п. от источников 120 на область заготовки жилы, расположенную рядом с областью, нагреваемой горелкой 118. Под "внешними охлаждающими струями" понимаются струи, которые формируются не в торце горелки, а с помощью других источников. Эти струи могут исходить из отверстий, расположенных на пластине, расположенной на торце трубы, подводящей охлаждающий газ. Источники 120 могут быть расположены, как показано, под углом 180o относительно горелки или под углом 90o или иметь другую подходящую ориентацию по отношению к горелке, при которой струи не мешают нагреву заготовки жилы.
Другой способ формирования резкого температурного профиля пламени иллюстрируется на Фиг. 14. Экраны или щиты 128 отклоняют части 132 пламени и позволяют нагревать заготовку 126 жилы только центральной частью 130 пламени. Щиты могут состоять из охлаждаемых металлических, керамических или графитовых пластин. Чтобы уменьшить массу заготовки жилы в пределах пазов, периодические пазы 138 первоначально сформированы в заготовке 136 жилы (Фиг. 15) травлением, шлифованием, лазерной абляцией и т. п. Пламя нагревает области этих пазов быстрее и легче, чем соседние области большего диаметра. Когда область паза нагрета и растянута с образованием участка 142 меньшего диаметра, формируется относительно резкая переходная область.
На Фиг. 16 иллюстрируется использование лазера 148, например СО2-лазера, достаточной мощности для формирования луча 147 для такого локального нагрева и размягчения заготовки 146 жилы, что ее можно растянуть, как описано выше.
Мощность и длительность луча 154 (Фиг. 17) лазера должны быть достаточны для абляции материала заготовки с формированием областей 156 меньшего диаметра. Примерами подходящих для этой цели лазеров являются СO2- и эксимерный лазеры. Поскольку области, сформированные в результате лазерной абляции, являются относительно гладкими и поскольку лазерный луч способен прорезать и оболочку 153 заготовки жилы, и область жилы 152, то для формирования областей разного диаметра не требуется дополнительных операций.
На Фиг. 18 иллюстрируется использование теплопроводящих щитов 162, которые предпочтительно имеют на поверхности или внутри средства для подведения охлаждающего агента. Щиты 162 локализуют область заготовки 160 жилы, которую нагревают до такой степени, чтобы осуществить ее растягивание. В результате заготовка жилы после растягивания имеет относительно резкую область изменения диаметра.
В варианте выполнения изобретения на Фиг. 19 заготовку 165 жилы помещают в токарный станок с горелкой, как описано выше. Отдельные области нагревают пламенем 167 горелки. Вместо растягивания заготовки противоположные концы нагреваемого участка сжимают в сторону нагреваемой области, увеличивая диаметр нагретой области с образованием выпуклостей 166 с резкими краями.
Жилу переменного диаметра можно получить в печи для вытягивания волокон (Фиг. 20), которая содержит резистивный нагреватель 171. Устройство 175 для подачи заготовки и приводимые в действие мотором колеса 176 вводят в горячую зону, создаваемую нагревателем 171, ту часть заготовки 170 жилы, которую нужно растянуть. После того как стекло размягчится достаточно для растягивания, колеса 176 и/или устройство 175 для подачи заготовки вытягивают обработанный участок заготовки из зоны нагрева, формируя тем самым область 172 малого диаметра. Затем устройства 175 и 176 перемещают заготовку жилы через горячую зону, созданную нагревателем 171, до следующего участка, который необходимо растянуть. Такое растягивание заготовки жилы повторяют на отдельных участках вдоль ее длины так, что нерастянутые участки 174 большого диаметра оказываются расположенными между участками 172 малого диаметра. Разные способы вытягивания стержней переменного диаметра описаны в патенте США 4704151, который включен в данное описание в качестве ссылки. Например, для того чтобы колеса 176 были в надежном контакте с заготовкой 178 переменного диаметра, они могут быть прижаты пружинами, как указано стрелками 177.
Как отмечено, можно увеличивать, а не уменьшать диаметр заготовки жилы в нагретой области (Фиг. 20), просто заставив колеса 176 и устройство 175 для подачи заготовки подавать заготовку в сторону нагретой области.
На Фиг. 21, где элементы печи, общие с показанными на Фиг. 20, обозначены одинаковыми позициями, заготовку 182 жилы переменного диаметра вытягивают из отвержденной заготовки 181 в печи для вытягивания, которая содержит устройство 175 для подачи заготовки, нагреватель 171 и колеса 176. Затвердевшая заготовка 181 жилы аналогична описанным в патенте США 4486212 и имеет аксиальную полость. Заготовку 181 подают в горячую зону с постоянной скоростью с помощью устройства 175 для подачи заготовки. Аксиальную полость убирают путем присоединения к торцу заготовки вакуумного зажима, соединенного с источником вакуума. Колеса протягивают заготовку с первой скоростью вытягивания, формируя участки 185 большого диаметра, и с большей скоростью - для формирования участков 186 малого диаметра. Так как при формировании участков заготовки 182 жилы как большого, так и малого диаметра диаметр заготовки 181 уменьшается, то откачиваемая полость затягивается.
Для улучшения управления процессом и уменьшения длины Lт переходных областей некоторые из описанных способов могут быть использованы в комбинации с другими описанными выше способами.
После того как заготовку жилы вытянули или сжали, используя любой из описанных выше способов, ее можно покрыть оболочкой с помощью известных процедур. Если диаметр заготовки жилы и вес наносимой оболочки подобраны должным образом, то в процессе затвердевания можно сформировать заготовку для вытягивания по существу цилиндрической формы.
Пример, основанный на способе, представленном на Фиг. 11А и 12.
Заготовку сформировали нанесением частиц стекла согласно способу, аналогичному изложенному в патенте США 4486212. Заготовка была растянута с формированием заготовки для вытягивания с внешним диаметром 7 мм и диаметром жилы 4,55 мм. Профиль распределения показателя преломления жилы соответствовал стандартному волокну со смещенной дисперсией и был аналогичен описанному в заявке на патент США 08/323795. Этот профиль включает центральную область SiO2, легированного GeO2 (причем содержание GeO2 по существу линейно уменьшается с ростом радиуса), окруженную слоем по существу чистой SiO2, который в свою очередь окружен слоем SiO2, легированной GeO2. Максимальная концентрация GeO2 (в центре жилы) составляла приблизительно 20% по весу. Оболочка была сформирована из чистой двуокиси кремния. Диаметр участков заготовки жилы был уменьшен согласно способам, изложенным в связи с описанием Фиг. 11А. Нагревателем служила горелка, известная как паяльная лампа типа 3А с соплом 1 мм, изготавливаемая фирмой Veriflo Corporation в Ричмонде, Калифорния. Топливом служили водород и кислород. Часть заготовки жилы не растягивали, чтобы из нее могло получиться эталонное волокно с постоянным диаметром жилы. Полученную заготовку жилы покрыли оболочкой из частиц двуокиси кремния. Покрытие из частиц стекла оболочки было отверждено, и из него вытянули отдельные волокна, из эталонного участка и участков, имевших переменный диаметр.
График зависимости коэффициента отражения оптического волокна с управляемой дисперсией, измеренной методом с временным разделением, на котором видны периодические провалы, указывающие на флуктуации диаметра, показан на Фиг. 22. Кривая показывает однородные участки с довольно резкими переходными областями. Длина периода равна приблизительно 600 м. Волокно, вытянутое из эталонного участка заготовки для вытягивания, имеет внешний диаметр 125 мкм и длину 2,0 км. Как показано на Фиг. 23(А), эталонное волокно демонстрирует нулевую дисперсию на длине волны 1500 нм.
Волокно с управляемой дисперсией, вытянутое из заготовки, подвергнутой растягиванию при нагреве, с внешним диаметром 130 мкм и длиной 3,6 км имеет нулевую дисперсию на длине волны 1525 мкм, как показано на Фиг. 23(В). Волокно с управляемой дисперсией, вытянутое из заготовки, подвергнутой растягиванию при нагреве, с внешним диаметром 120 мкм и длиной 4,0 км имеет нулевую дисперсию на длине волны 1544,5 мкм, как показано на Фиг. 23(С). Таким образом, волокно с управляемой дисперсией, вытянутое из заготовки, подвергнутой растягиванию при нагреве, с внешним диаметром 125 мкм будет иметь нулевую дисперсию на длине волны 1535 мкм. Это показывает, что среднее смещение длины волны, соответствующей нулевой дисперсии, составляет приблизительно 35 нм (для волокна с внешним диаметром 125 мкм) по сравнению с эталонным волокном. Можно сделать вывод, что длина волны, соответствующая дисперсии, изменяется между 1500 нм и 1570 нм, давая в среднем 1535 нм. Аналогичные изменения наблюдались и для длины волны, соответствующей отсечке. Эти результаты свидетельствуют, что изготовлены волокна с управляемой дисперсией, имеющие в диапазоне длин волн от 1500 нм до 1600 нм высокие и низкие значения λo.
Данные по обратному отражению показывают, что даже при изменениях диаметра волокна обратное отражение лишь слегка превышает обратное отражение для волокна с постоянным диаметром жилы.
(с) Формирование заготовки для вытягивания, имеющей переменный диаметр оболочки
Альтернативный способ создания изменений радиуса жилы иллюстрируется на Фиг. 24А и 24В. В этом случае диаметр заготовки 187 уменьшают через определенные промежутки вдоль ее длины путем шлифования, лазерной обработки, травления и т. п. В результате заготовка для вытягивания имеет участки 189 с относительно большим диаметром и участки 190 с заранее заданным меньшим диаметром. Отметим, что жила 188 имеет постоянный диаметр. При последующем вытягивании заготовки 187 для вытягивания в волокно 192, имеющее постоянный диаметр 193, изменения внешнего диаметра заготовки для вытягивания трансформируются в изменения жилы 194 волокна. Как отмечено при описании Фиг. 10А и 10В, зная длины и диаметры жилы и оболочки на толстых и тонких участках, можно рассчитать параметры полученного в результате волокна, приняв во внимание сохранение массы соответствующего сегмента заготовки для вытягивания. Как показано на Фиг. 24В, волокно 192 содержит участки li с уменьшенным диаметром жилы, соответствующие участкам заготовки для вытягивания с большим диаметром, оставшееся волокно 192 содержит участки lj большего диаметра жилы. Участки с уменьшенным диаметром жилы состоят из сегментов dli, имеющих соответствующее произведение полной дисперсии dli•Di, а участки с большим диаметром жилы состоят из сегментов dlj, имеющих соответствующее произведение полной дисперсии dlj•Dj. Алгебраическая сумма произведений dli•Di и dlj•Dj равна заранее заданной величине в заранее заданном диапазоне R длин волн.
В варианте выполнения изобретения, показанном на Фиг. 25, заготовка 201 для вытягивания содержит жилу 202 постоянного диаметра, окруженную оболочкой 203 постоянного диаметра. Диаметр жилы достаточен для того, чтобы сформировать секцию волокна, имеющую заданную длину волны, соответствующую нулевой дисперсии. На заготовку 201 для вытягивания через определенные промежутки вдоль ее длины наплавляют втулки 205 из стекла оболочки с формированием модифицированной заготовки для вытягивания, из которой вытягиванием может быть получено волокно с управляемой дисперсией. Как показано на Фиг. 24В, в результате оптическое волокно будет иметь постоянный наружный диаметр, а диаметр жилы будет меняться в соответствии с периодичностью расположения втулок. Жила волокна, вытянутого из участка заготовки, окруженного втулкой, будет иметь меньший диаметр, чем вытянутого из участка без втулки. Дисперсия участка с меньшим диаметром из волокна с управляемой дисперсией будет иметь длину волны, соответствующую нулевой дисперсии, отличную от данной.
Согласно способу, представленному на Фиг. 26, имеется втулка 209 из стекла оболочки, имеющая периодическую структуру, которая содержит участки 210 малого диаметра и участки 211 большого диаметра, а также отверстие 212, расположенное по центру вдоль продольной оси. Втулка 209 может быть изготовлена, например, механической обработкой стеклянной трубки цилиндрической формы или наплавлением стеклянных втулок на трубку цилиндрической формы. Заготовку 213 жилы, предпочтительно содержащую область 214 жилы и тонкий слой 215 оболочки, формируют любым подходящим способом. Как показано стрелкой 216, заготовку 213 жилы вставляют в отверстие 212. Как описано выше, полученную в результате заготовку для вытягивания вытягивают в оптическое волокно с постоянным внешним диаметром, диаметр жилы которого меняется в соответствии с периодическим расположением втулок 211.
Способы, иллюстрируемые на Фиг. 25 и 26, разделяют процесс изготовления заготовки жилы и процесс формирования периодической структуры на заготовке для вытягивания. Процесс изготовления волокна со смещенной дисперсией, описанный в патенте США 4715679 и в заявках на патент США 08/323795, 08/287262 и 08/378780, включает операцию регулировки на основе измерений заготовки жилы. Сужение заготовки жилы или ее травление могут осложнить процесс регулировки. За счет использования независимо изготовленных втулок процесс изготовления заготовок для вытягивания будет лишь минимально влиять на процесс регулировки для заготовки жилы.
Способы, иллюстрируемые на Фиг. 25 и 26, обеспечивают создание очень резких переходов между двумя участками с разной дисперсией; как указано выше, это является желаемым свойством волокна с управляемой дисперсией.
На Фиг. 27-29 показано изготовление заготовки 218 жилы, имеющей область 219 жилы и оболочку 220. Посредством шлифования, лазерной обработки и т. п. на поверхности заготовки формируют кольцеобразные пазы. Согласно этому способу паз 221 не должен заходить внутрь области жилы. Форсункой 226 направляют поток 225 частиц стекла оболочки на заготовку 218 с образованием слоя 227 пористого стекла.
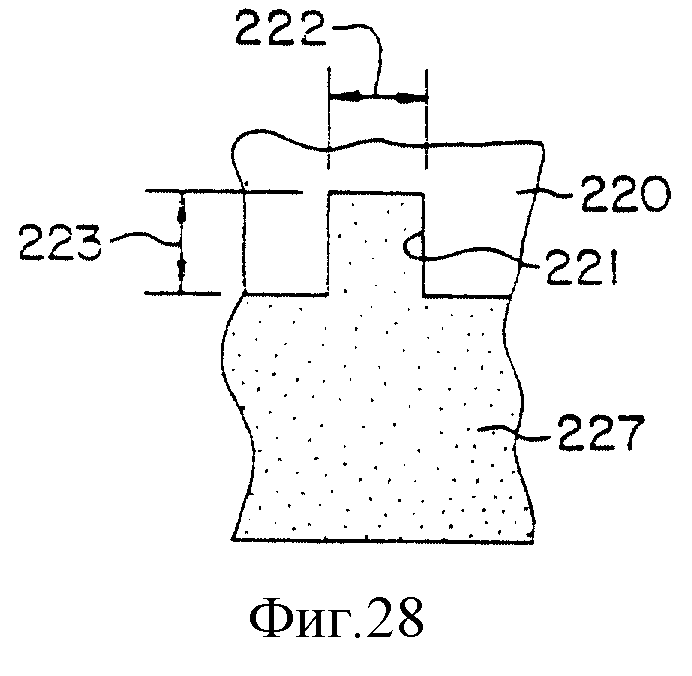
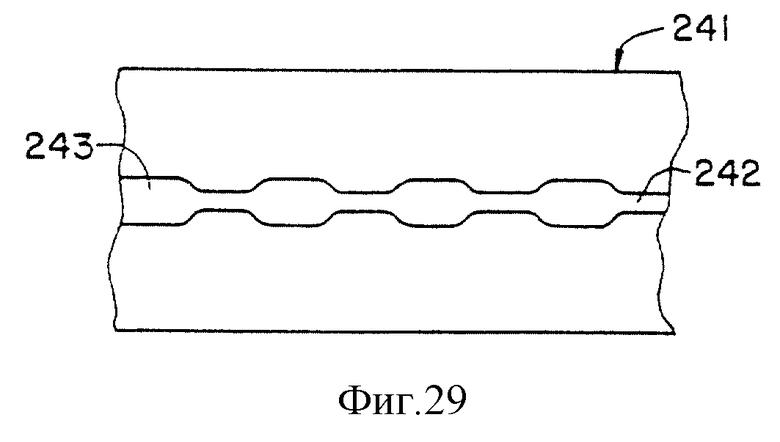
Увеличенное изображение единичного паза представлено на Фиг. 28. Максимальная длина 222 области 221 составляет приблизительно от 1 до 2 мм. Параметры потока 225, падающего на поверхность, имеющую такой узкий кольцеобразный паз, таковы, что паз заполняется частицами стекла с малой плотностью. Плотность точек на Фиг. 28 соответствует плотности осажденных частиц стекла. С увеличением глубины паза плотность покрытия уменьшается. На плотность покрытия влияет также состав частиц стекла. Частицы мягкого стекла формируют более плотное покрытие. Таким образом, частицы чистой двуокиси кремния, которая является очень вязким стеклом, формируют покрытие с очень малой плотностью в пазу 221. На самом деле в пределах паза 221 в зависимости от условий осаждения можно сформировать даже полости. После того как слой 227 будет сформирован до толщины, достаточной для изготовления оболочки для одномодового оптического волокна, заготовку отверждают (сушка и агломерация). Эту операцию обычно проводят в атмосфере гелия с малым процентом хлора для обезвоживания частиц стекла. Перед процессом агломерации (спекания) заготовку можно выдержать в чистом гелии для дегазации всех полостей при последующей операции температурной агломерации. После агломерации заготовка для вытягивания имеет участки уменьшенного диаметра, где частицы стекла наносились поверх пазов. Когда заготовку для вытягивания вытягивают в одномодовое волокно 241, на жиле образуются участки 242 меньшего диаметра и участки 243 большего диаметра, которые соответствуют тем областям заготовки для вытягивания, где были пазы.
Способ, позволяющий получить очень короткие переходные участки, иллюстрируется на Фиг. 30А и 30В. Две разных заготовки жилы выполнены согласно способу, который описан в патенте США 4486212. Обе заготовки жилы имеют такой тип профиля распределения показателя преломления, который обеспечивает создание волокон со смещенной дисперсией. Первая заготовка для вытягивания такова, что если ее покрыть оболочкой и осуществить вытягивание одномодового волокна с внешним диаметром 125 мкм, оно будет иметь нулевую дисперсию на длине волны 1620 нм. Вторая заготовка такова, что если из нее сформировать аналогичное одномодовое волокно с внешним диаметром 125 мкм, то оно будет иметь нулевую дисперсию на длине волны 1570 нм. Обе заготовки жилы растянуты так, что их диаметр немного меньше 7,5 мм. Первую растянутую заготовку разрезают на таблетки 250, а вторую заготовку разрезают на таблетки 252 предпочтительно той же длины, что и таблетки 250. Таблетки делают просто, надрезая и обламывая заготовки.
К одному концу трубки 266 из двуокиси кремния, имеющей внутренний диаметр 7,5 мм и внешний диаметр 9 мм, приваривают короткий отрезок 264 капиллярной трубки. Трубка 266 имеет оболочку из частиц двуокиси кремния, нанесенную способом, иллюстрируемым на Фиг. 10В с формированием пористого покрытия 268 из двуокиси кремния. Слой 268 имеет внешний диаметр, достаточный для того, чтобы в результате после отверждения заготовку можно было вытянуть в одномодовое волокно с внешним диаметром 125 мкм. В трубку 266 поочередно вставляют таблетки 250 и 252. К концу трубки 266, противоположному трубке 264, приваривают трубку 270. Трубка 270 является частью шарового шарнирного соединения газоподающей системы, описанной в патенте США 5180410.
Весь скомпонованный таким образом узел 272 помещают в печь для затвердевания. При вращении системы 272 со скоростью 1 об/мин она опускается в муфельную печь 274 для затвердевания со скоростью 5 мм/мин. Газовую смесь, содержащую 50 sccm хлора и 40 slpm гелия пропускают через муфельную печь в направлении вверх. Хлор (стрелка 276) движется вниз, обтекая таблетки 250 и 252, и выходит через трубку 264. Достаточно потока хлора 0,3 slpm вдоль осевой линии. Максимальная температура в печи для затвердевания составляет приблизительно 1450oС. При движении узла 272 вниз в печь он подвергается воздействию температуры, достаточно высокой для того, чтобы поступающий в центральной части хлор химически очистил расположенные рядом поверхности таблеток 250 и 252, а также трубки 266. Узел 272 движется дальше вглубь муфельной печи, трубка 264 заплавляется и перекрывает поток хлора в центральной части. После этого переключают клапан, который подключает трубку 266 к вакуумному насосу. Узел 272 продолжает движение вглубь муфельной печи, сначала ее наконечник, а затем и остальная часть подвергаются воздействию максимальной температуры, которой достаточно, чтобы покрытие 268 затвердело. Во время затвердевания покрытия 268 трубка 266 давит на таблетки 250 и 252 и соприкасающиеся поверхности сплавляются.
Сплавленную систему вынимают из печи для затвердевания и вытягивают с формированием оптического волокна с управляемой дисперсией с внешним диаметром 125 мкм.
Вытягивание одномодовых оптических волокон с управляемой дисперсией при их изготовлении согласно описанному способу происходило без сбоев, типичное затухание составляло 0,21 дБ/км. Комбинация описанных двух типов таблеток обеспечила изготовление волокна с длиной волны, соответствующей нулевой дисперсии, 1550 нм. Длинами колебания и периодом управляют, задавая толщины таблеток заготовки жилы. Были вытянуты волокна, имеющие длины колебания от 1,2 до 2,5 км.
Таким образом, описаны волоконно-оптический волновод и способ изготовления волновода, которые удовлетворяют требованиям систем с мультиплексированием, высокой скоростью передачи данных и большой мощностью. Хотя изобретение было описано подробно, оно ограничено только формулой изобретения.


Одномодовый волновод предназначен для уменьшения энергетических потерь из-за четырехволнового смешения. Волновод содержит область стеклянной сердцевины, имеющую профиль распределения показателя преломления и окруженную слоем стеклянной оболочки, который имеет показатель преломления nc меньший, чем по меньшей мере часть профиля распределения показателя преломления указанной области стеклянной сердцевины. Волновод включает множество участков вдоль своей длины и имеет изменяющуюся полную дисперсию, которая в заранее заданном диапазоне длин волн меняет знак от положительной к отрицательной и от отрицательной к положительной от одного участка к другому вдоль длины волновода. Изменяющаяся полная дисперсия включает по меньшей мере первую полную дисперсию Di одного знака на некоторых участках и вторую полную дисперсию Dj противоположного знака на других участках, каждый участок состоит из сегментов ( dli, dlj). Каждый сегмент имеет соответствующую по существу постоянную полную дисперсию (Di, Dj), а длина волны нулевой дисперсии λ0 изменяется вдоль длины волновода между первым диапазоном, содержащим длины волн от 1480 до 1535 нм, при полной дисперсии, равной Di, и вторым диапазоном, содержащим длины волн от 1565 до 1680 нм, при полной дисперсии, равной Dj. Соответствующим выбором изменений величин полной дисперсии и длин участков формируют линию связи, в которой участки прохождения сигнала, имеющие нулевую дисперсию, имеют малую длину. Изменение полной дисперсии приводит к тому, что линия связи оказывает заранее заданное дисперсионное воздействие на проходящий сигнал в заданном диапазоне длин волн. Согласно способу изменяют свойства волновода, выбираемые из группы, включающей геометрию волновода, показатель преломления волновода, профиль распределения волновода и состав волновода для изменения дисперсии вдоль длины волновода. Обеспечено снижение оптических потерь и дисперсии до заданной величины. 3 с. и 11 з. п. ф-лы, 30 ил.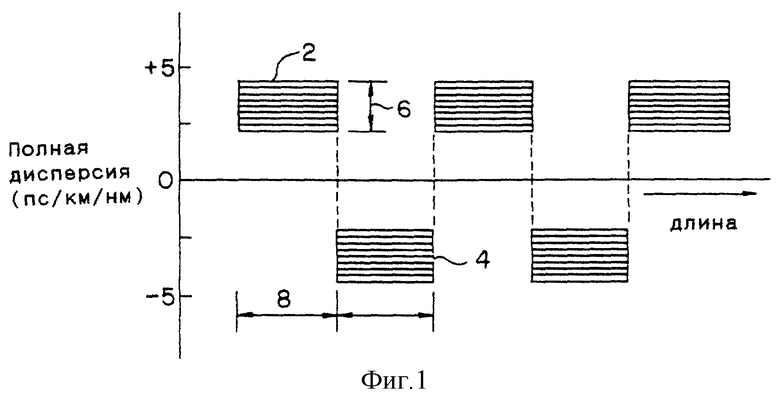
| Устройство для распора гидравлических стоек шахтной крепи | 1976 |
|
SU582405A1 |
| DE 3728680 A, 10.03.1988 | |||
| Машина для высадки рассады в брикетах | 1973 |
|
SU484659A3 |
| Оптическое волокно, обеспечивающее поворот плоскости поляризации, и способ его изготовления | 1990 |
|
SU1812541A1 |
| US 47550022 A, 05.07.1988. | |||
