Изобретение относится к способу изготовления оптического волокна, обладающего оптическими свойствами, систематически изменяющимися по его длине. Этот способ особенно полезен для изготовления дисперсионно-управляемых (ДУ) одномодовых оптических волокон для волноводов.
Потенциально высокую ширину полосы пропускания одномодовых оптических волокон можно реализовать, только если конструкция системы оптимизирована таким образом, чтобы общая дисперсия равнялась нулю или была близка к нулю при рабочей длине волны. Термин "дисперсия" относится к уширению импульса и выражается в пс/нм-км. "Произведение дисперсии" обозначает продолжительность времени дисперсии и выражается в пс/нм.
Если телекоммуникационные сети используют многоканальные коммуникации или уплотнение по длинам волн, в системе могут существовать потери из-за четырехволнового смешения. Этот вид потерь происходит, когда длина волны сигнала равна или близка длине волны нулевой дисперсии для передающего оптического волокна. Это вызвало необходимость использовать такие конструкции волокна волновода, которые могут свести к минимуму ослабление сигнала вследствие этого нелинейного эффекта волновода. При конструировании волноводного волокна возникает дилемма: свести к минимуму четырехволновое смешение, в то же время поддерживая характеристики, необходимые для систем, имеющих значительные расстояния между регенераторами. То есть для того, чтобы существенно подавить четырехволновое смешение, волокно волновода не должно работать вблизи его нуля общей дисперсии, поскольку четырехволновое смешение происходит, когда дисперсия в волноводе низка, то есть меньше чем примерно 0,5 пс/нм-км. С другой стороны, сигналы, имеющие длину волны, далеко отстоящую от нуля общей дисперсии волновода, ослабляются из-за наличия общей дисперсии.
Одна из стратегий, предложенных для преодоления этой дилеммы, состоит в том, чтобы сконструировать систему, использующую сегменты расположенных в кабеле волокон волновода, одни из которых имеют положительную общую дисперсию, а другие - отрицательную общую дисперсию. Если средневзвешенная по длине дисперсия для всех сегментов кабеля близка к нулю, расстояния между регенераторами могут быть большими. Однако сигнал по существу никогда не проходит через отрезок волновода, где дисперсия близка к нулю, что предотвращает четырехволновое смешение,
Проблема, связанная с этой стратегией, заключается в том, что каждое звено между регенераторами должно быть подобрано так, чтобы давать требуемую средневзвешенную по длине дисперсию. Поддержание идентичности дисперсии кабеля от завода по изготовлению кабелей до установки является нежелательной дополнительной работой и источником ошибок. Кроме того, необходимость обеспечивать не только соответствующую дисперсию, но также и соответствующую длину кабеля, имеющего эту дисперсию, увеличивает сложность изготовления и приводит к повышению стоимости системы. Дополнительная проблема возникает при рассмотрении необходимости замены кабелей.
Эти проблемы решаются с помощью оптического волокна, описанного в патентной заявке США S.N. 08/584868 (Berkey и др.) [1], зарегистрированной 11 января 1996 г. В соответствии с положениями заявки Berkey и др., каждое индивидуальное волокно изготавливают так, чтобы оно было независимой дисперсионно-управляемой системой. В конструкцию каждого волокна волновода заложено предварительно выбранное значение средневзвешенной по длине общей дисперсии, то есть общее произведение дисперсии. Каждое волокно волновода является взаимозаменяемым с любым другим волокном волновода, сконструированным для звена этой системы. Таким образом, все сведенные в кабель волокна волновода имеют практически идентичные характеристики по произведению дисперсии, и нет необходимости обеспечивать конкретный набор кабелей для конкретной части системы. Потери мощности из-за четырехволнового смешения по существу подавляются или снижаются до предварительно выбранного уровня, в то время как общая дисперсия в звене поддерживается на заданном уровне, который может быть по существу равен нулю.
В соответствии с заявкой Berkey и др. дисперсия ДУ волокна изменяется по длине волновода между интервалом положительных значений и интервалом отрицательных значений. Произведение дисперсии, выраженное в пс/нм, для конкретной длины 1 представляет собой произведение (D пс/нм-км•1 км). Положительное число пс/нм будет компенсировать равное по величине отрицательное число пс/нм. В целом дисперсия, связанная с длиной 1i, может изменяться от точки к точке по длине 1i. То есть дисперсия Di лежит в пределах предварительно заданного интервала дисперсий, но может изменяться от точки к точке вдоль 1i. Для того, чтобы выразить вклад 1i в произведение дисперсии, выраженное в пс/нм, 1i составляется из отрезков d1i, в пределах которых связанная с ними дисперсия Di практически постоянна. Тогда сумма произведений d1i•Di характеризует вклад 1i в произведение дисперсии. Следует отметить, что в пределах, где d1i приближается к нулю, сумма произведений d1i•Di является просто интегралом d1i•Di по длине 1i. Если дисперсия по существу постоянна на отрезке 1i, тогда сумма произведений равна просто 1i•Di.
Дисперсия по всей длине волокна волновода регулируется путем контроля дисперсии Di на каждом отрезке d1i, так что сумма произведений Di•d1i равна предварительно заданному значению на воем интервале длин волн, где сигналы могут быть объединены. Для высокоскоростных систем, имеющих большое расстояние между регенераторами, целесообразно выбрать интервал длин волн в окне низкого затухания примерно от 1525 нм до 1565 нм. В этом случае должна быть запланирована нулевая сумма произведений дисперсии для ДУ волокна в этом интервале длин волн. Величины Di поддерживаются выше 0,5 пс/нм-км, чтобы в существенной степени предотвратить четырехволновое смешение, и ниже примерно 20 пс/нм-км, чтобы не требовались слишком большие отклонения в параметрах волокна волновода.
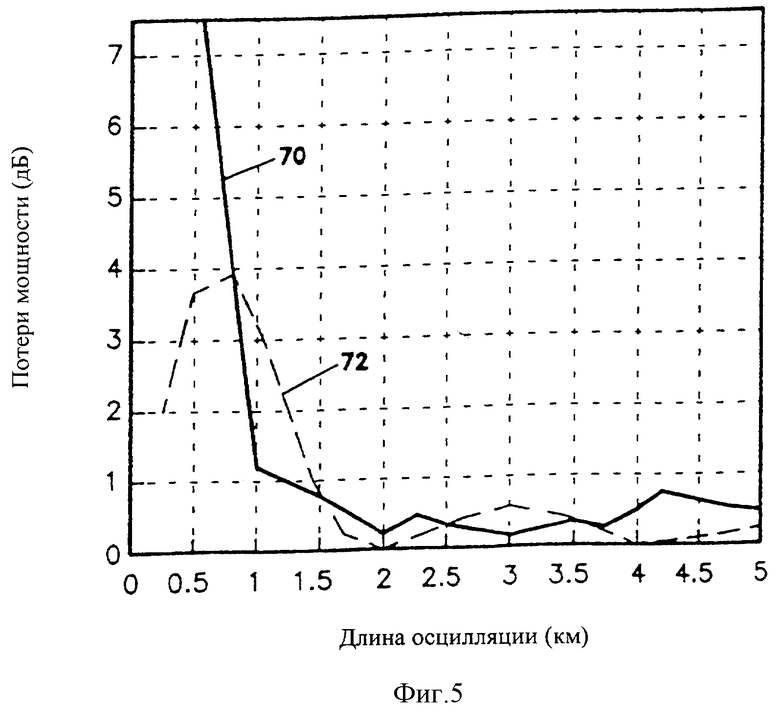
Протяженность, на которой заданная общая дисперсия постоянна, обычно превышает 0,1 км. Этот нижний предел длины снижает потери мощности (см. фиг. 5) и упрощает процесс изготовления.
Период одномодового ДУ волновода представляет собой первый участок, имеющий общую дисперсию в пределах первого интервала, плюс второй участок, имеющий дисперсию в пределах второго интервала, где первый и второй интервалы имеют противоположный знак, плюс переходная длина, на протяжении которой дисперсия осуществляет переход между первым и вторым интервалом. Для того, чтобы избежать четырехволнового смешения и любых связанных с ним потерь мощности на протяжении переходного участка, важно сделать как можно более короткой ту часть переходного участка, общая дисперсия которой составляет менее примерно 0,5 пс/нм-км.
Если переходные области между областями более высокой и более низкой дисперсии слишком продолжительны, дисперсия в центральных частях переходных областей будет близка к нулю для некоторой конечной длины волокна. Это приведет к некоторой потере мощности из-за четырехволнового смешения. Чем длиннее переходные области, тем выше потери мощности. Таким образом, переходные области должны быть достаточно резкими, чтобы потери мощности в волокне не вызывали превышения запланированной величины общей потери мощности.
Основным требованием к процессу изготовления ДУ волокон является то, что он должен дать возможность формировать короткие переходные зоны. Кроме того, процесс изготовления ДУ волокна не должен сам по себе вызывать избыточные потери, не связанные с четырехволновым смешением. Кроме того, этот процесс должен быть простым и достаточно гибким, чтобы его можно было осуществить для разнообразных конструкций волокна и материалов. Таким образом, ДУ волокно должно быть единым волокном, которое образуется путем вытягивания заготовки или болванки, которая включает секции, способные образовать участки волокна с различной дисперсией. Такое единое волокно не должно включать соединений между отдельно вытянутыми участками волокна, поскольку каждое соединение вносит дополнительные потери. В идеале общее затухание единого волокна должно быть не больше, чем совокупность средневзвешенных величин затухания каждой из последовательно расположенных секций, из которых оно образовано.
Была сделана попытка формировать центральный стержень ДУ волокна путем сплавления друг с другом секций сердечника в виде стержней с помощью метода фрезерования и сварки. Но, кроме сложности осуществления, этот метод имел такие недостатки, как несоосность сердечника и проблемы, вызванные увлажнением сердечника из-за контакта с пламенем.
Таким образом, задачей данного изобретения является получение оптического волокна, имеющего существенно различающиеся оптические характеристики по его длине, и усовершенствованный способ изготовления такого волокна. Задачей также является разработка способа изготовления оптического волокна вышеупомянутого типа, у которого переходные участки между секциями с различными характеристиками очень непродолжительны. Кроме того, задачей является разработка способа изготовления волокна вышеупомянутого типа, у которого затухание достаточно низко для использования его в качестве волокна для передачи на большие расстояния. Задачей также является разработка способа изготовления одномодового ДУ оптического волокна с низкими потерями, имеющего короткие переходные участки. Наконец, задачей является разработка способа изготовления оптических волокон, дающих низкое затихание в режиме поляризации.
Один из аспектов данного изобретения относится к способу изготовления заготовки для оптического волокна. Коротко говоря, способ включает следующие стадии. Покрытие из частиц стекла оболочки осаждают на наружную поверхность покрывающей стеклянной трубки, и внутрь этой покрывающей стеклянной трубки помещают ряд таблеток. По меньшей мере одна оптическая характеристика по меньшей мере одной из таблеток в трубке отличается от характеристики прилежащей таблетки, и каждая таблетка имеет по меньшей мере центральную область из стекла сердцевины. При нагревании сборки с нанесенным покрытием до температуры, меньшей чем температура спекания покрывающих частиц стекла, через центральную часть трубки продувают газ. Продуваемый через центральную часть газ выбран из группы, состоящей из чистого хлора и хлора, смешанного с разбавляющим газом. После этого сборку с нанесенным покрытием нагревают для спекания покрытия, создавая таким образом радиально внутрь направленную силу, которая приводит к сжатию трубки на таблетки и сплавлению с ними, и вызывая усадку покрывающей стеклянной трубки по длине, посредством чего прилегающие друг к другу таблетки прижимаются друг к другу и сплавляются друг с другом.
Еще один аспект данного изобретения относится к цельному оптическому волокну, которое получают вышеописанным способом. Это волокно включает множество последовательно расположенных секций оптического волокна, причем каждая секция волокна имеет стеклянную сердцевину и стеклянное наружное покрытие. Сердцевина первой секции волокна отличается от сердцевины каждой из прилежащих к ней секций. Покрытие первой секции волокна идентично покрытию прилежащих секций волокна. Между каждыми двумя соседними секциями волокна имеется переходная область, длина которой менее 10 м.
Фиг. 1 - иллюстрация изменения общей дисперсии по длине волокна волновода.
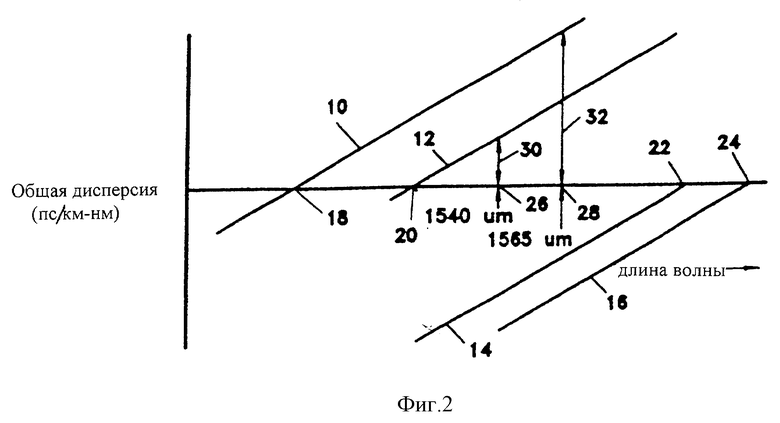
Фиг. 2 - показывает, как может изменяться нулевая дисперсия волокна волновода для того, чтобы поддержать общую дисперсию волновода в пределах заданного интервала в заданном диапазоне длин волн.
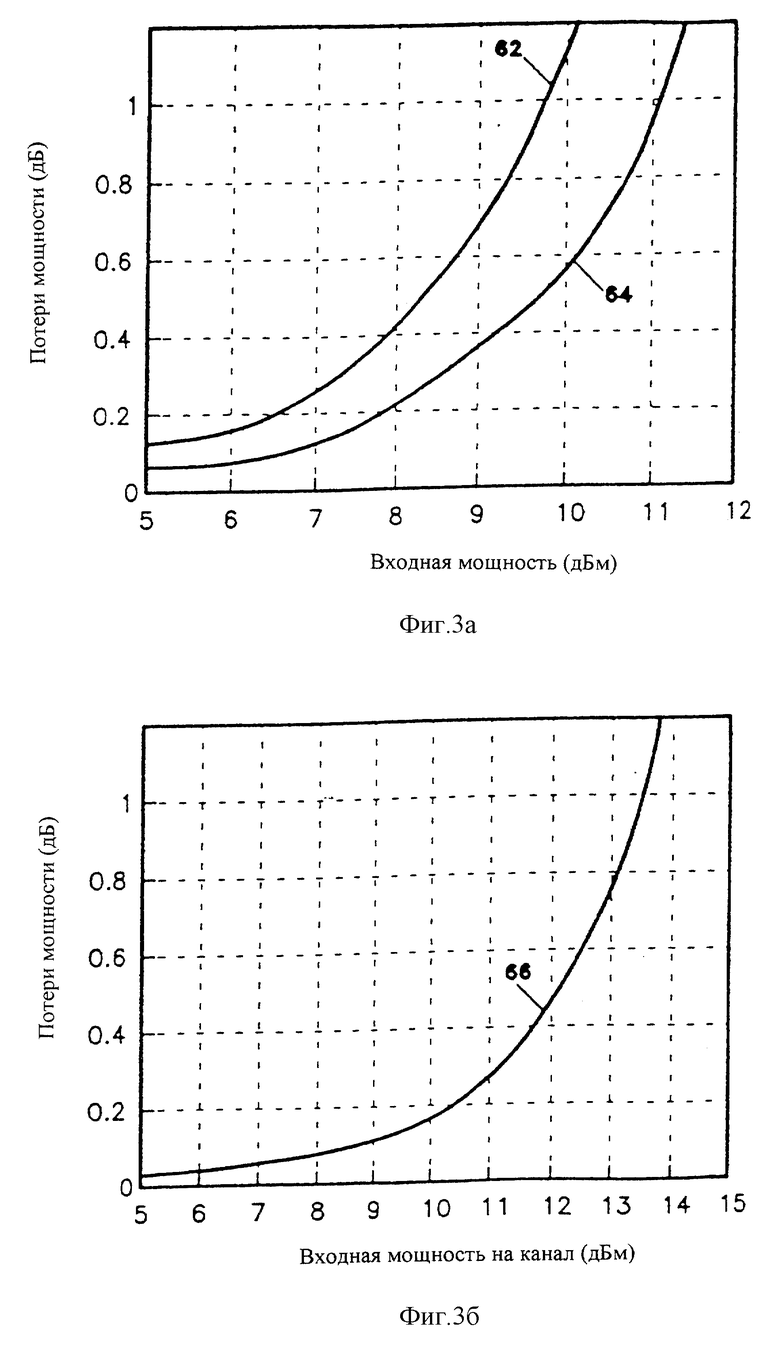
Фиг. 3а - график, иллюстрирующий зависимость потерь мощности от входной мощности для системы, состоящей из отдельных участков волновода, имеющих низкую величину общей дисперсии.
Фиг. 3б - график, иллюстрирующий зависимость потерь мощности от входной мощности для системы, состоящей из отдельных участков волновода, имеющих более высокую величину общей дисперсии.
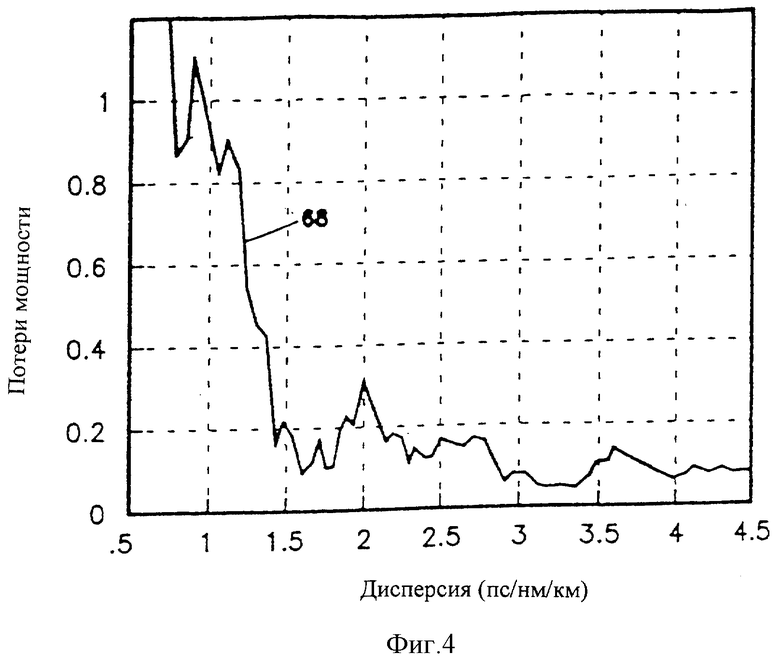
Фиг. 4 - зависимость потерь мощности от общей дисперсии.
Фиг. 5 - зависимость потерь мощности от длины периода изменения дисперсии.
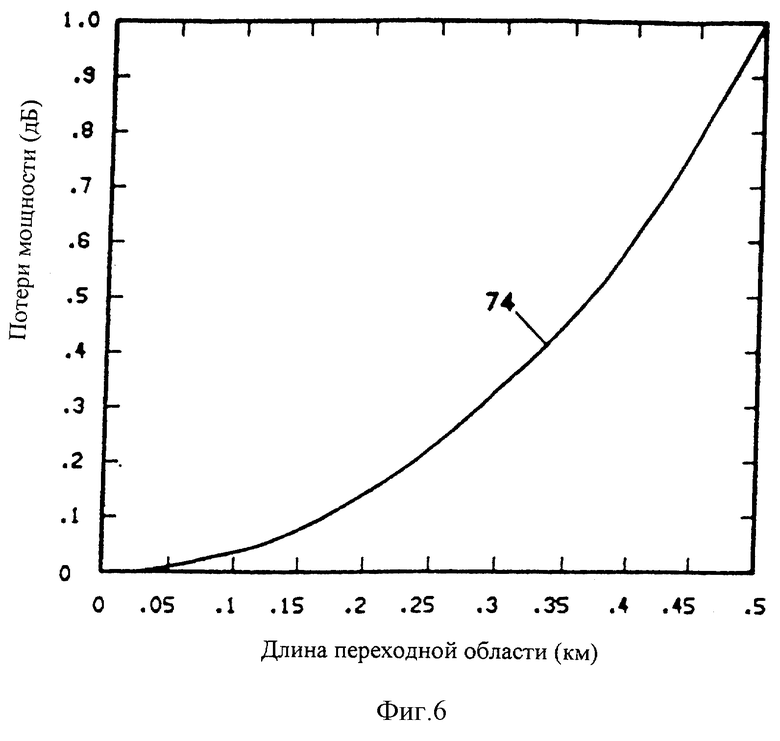
Фиг. 6 - зависимость потерь мощности от длины переходной области.
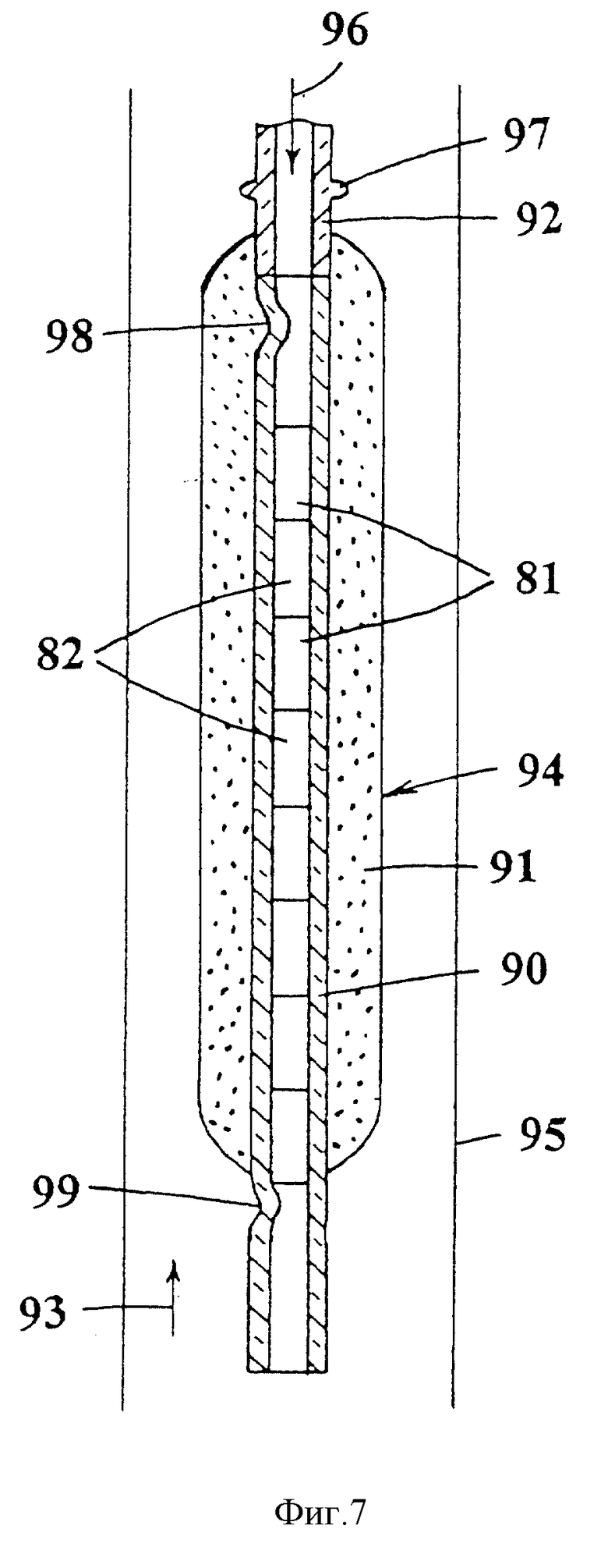
Фиг. 7 - схематическое изображение процесса изготовления оптического волокна, соприкасающиеся секции которого имеют различные характеристики.
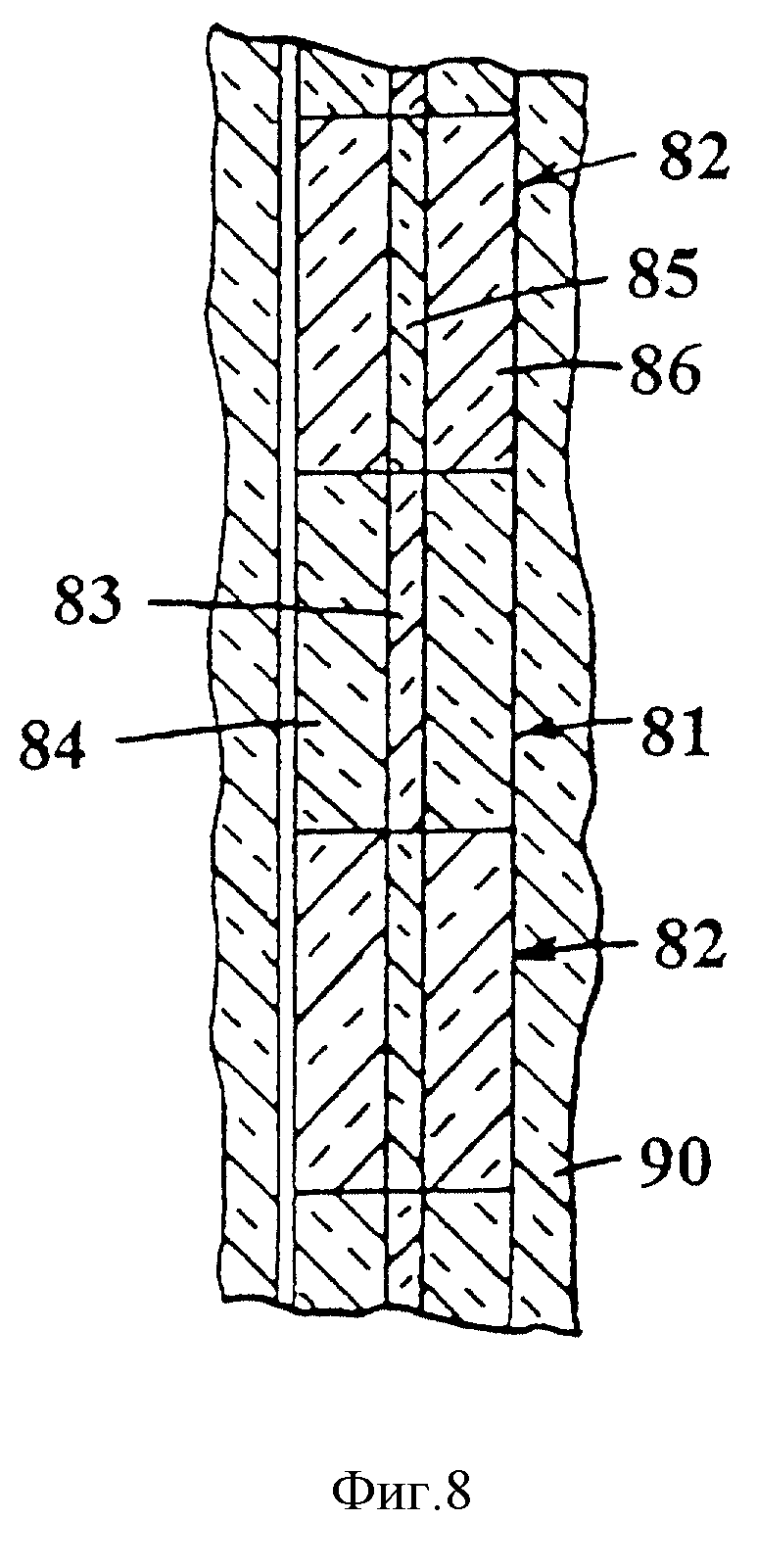
Фиг. 8 - увеличенный вид поперечного сечения таблеток фиг. 7.
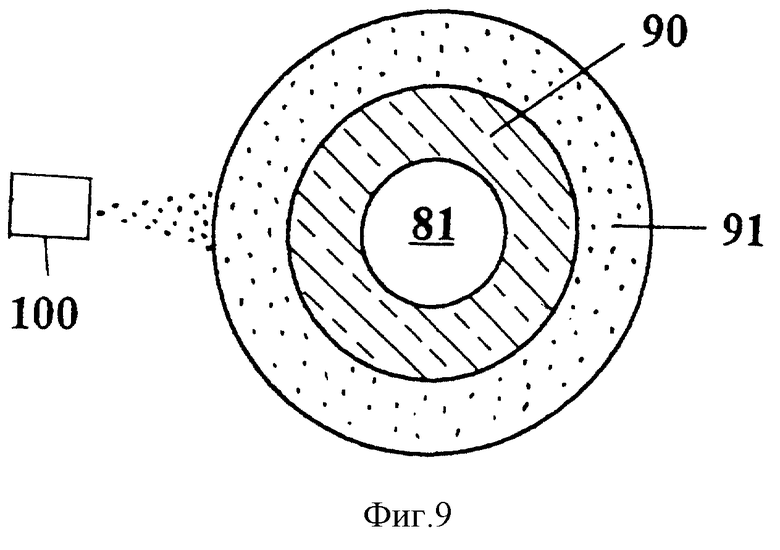
Фиг. 9 - иллюстрирует нанесение слоя стеклянных покрывающих частиц на трубку.
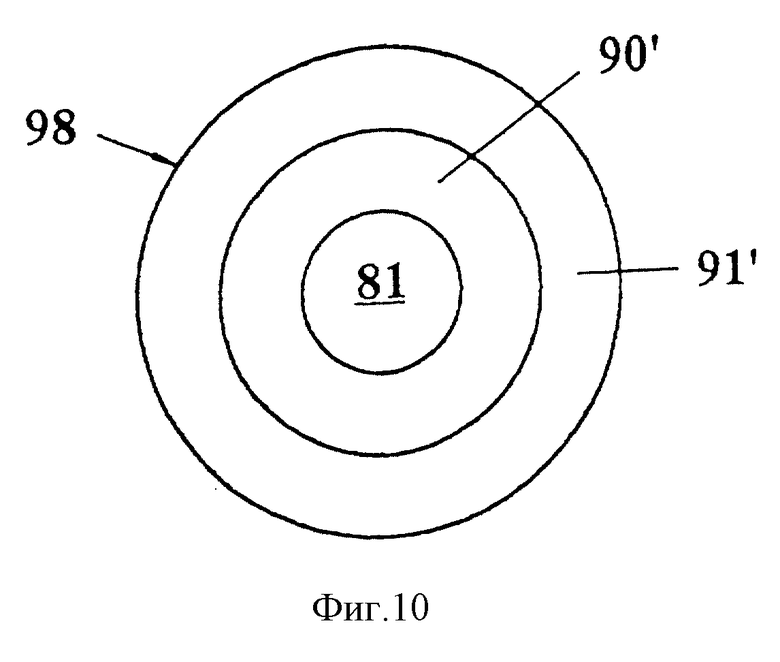
Фиг. 10 - поперечное сечение сплавленной сборки, полученной на стадии затвердевания/плавления, показанной на фиг. 7.
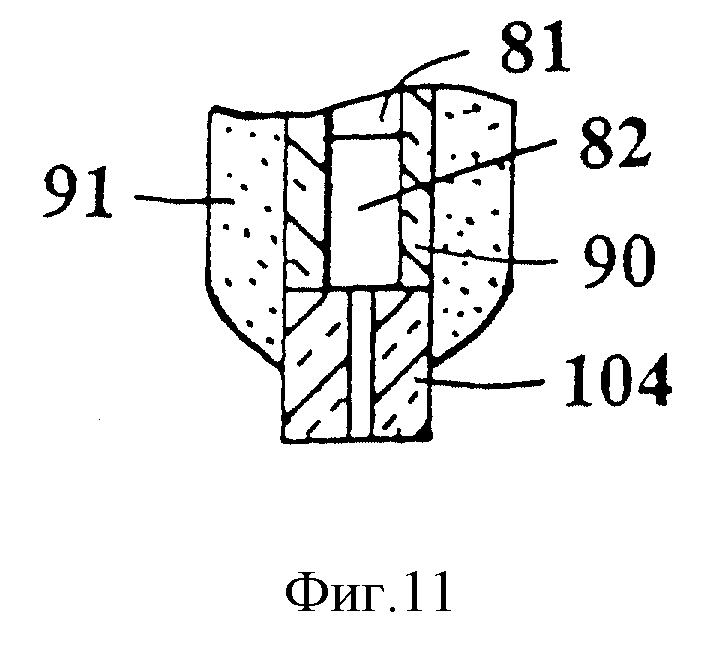
Фиг. 11 - вид части поперечного сечения модификации исполнения фиг. 7.
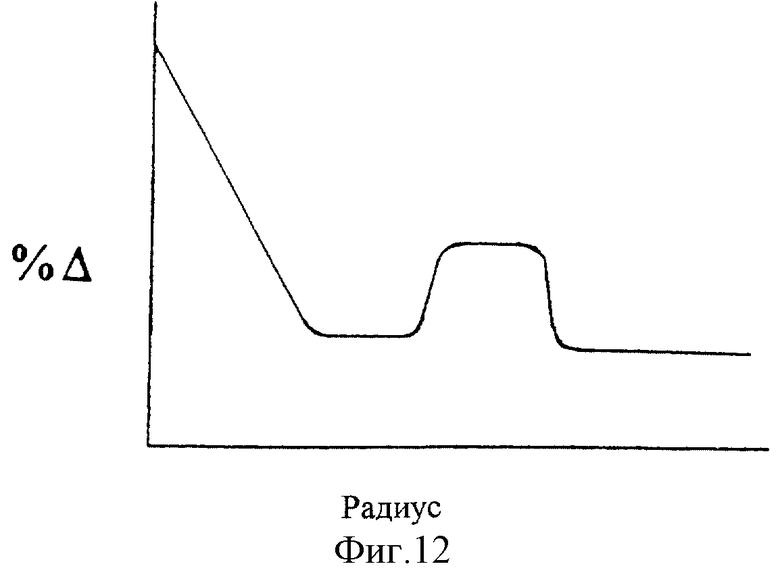
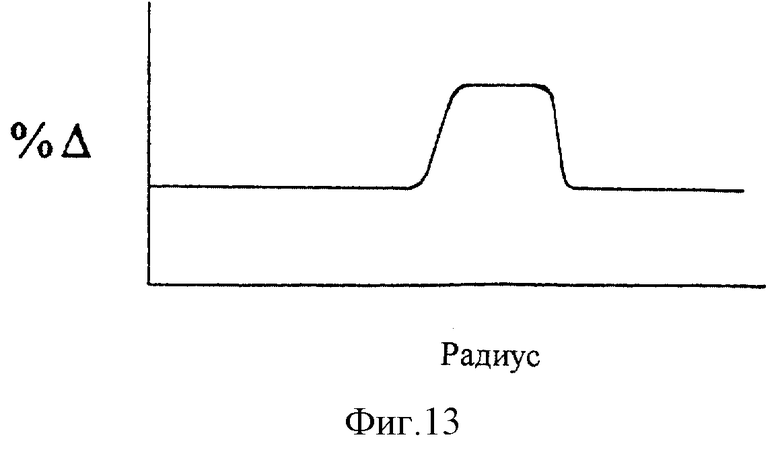
Фиг. 12 и 13 - профили показателя преломления оптических волокон со сдвигом дисперсии.
Конструкция дисперсионно-управляемого волокна
Зависимость общей дисперсии ДУ волокна от длины волновода показана на фиг. 1. Видно, что общая дисперсия изменяется между положительными значениями 2 и отрицательными значениями 4. В то время как фиг.1 изображает множество участков, дающих отрицательную дисперсию, и множество участков, дающих положительную дисперсию, требуется лишь один участок с отрицательной дисперсией и один участок с положительной дисперсией. Диапазон изменения значений общей дисперсии, указанный линией 6, показывает, что общая дисперсия изменяется в зависимости от длины волны распространяемого света. Горизонтальные линии диапазона изменения 6 представляют общую дисперсию для конкретной длины волны. Обычно длина волновода 8, характеризуемого конкретной общей дисперсией, составляет примерно более 0,1 км. В принципе не имеется верхнего предела по длине 8, за исключением того, который вытекает из требования, чтобы сумма произведений длины на соответствующую общую дисперсию была равна заданному значению.
Диаграмма зависимости общей дисперсии от длины волны, показанная на фиг. 2, служит для иллюстрации конструктивных соображений для ДУ одномодового волокна волновода. Линии 10, 12, 14 и 16 представляют общую дисперсию для четырех отдельных волокон волновода. В узком диапазоне длин волн, рассматриваемом для каждого волновода, то есть около 30 нм, дисперсию можно аппроксимировать прямой линией, как это показано. Интервал длин волн, в котором должно осуществляться уплотнение, представляет интервал от 26 до 28. Любой сегмент волновода, который имеет длину волны нулевой дисперсии в интервале от 18 до 20, может быть объединен с сегментом волновода, имеющим длину волны нулевой дисперсии в интервале от 22 до 24, с образованием волновода, имеющего заданную общую дисперсию в рабочем окне от 26 до 28.
Следующий пример основан на фиг. 2. Предположим, что мы имеем рабочее окно от 1540 нм до 1565 нм. Допустим, что одномодовое волокно волновода имеет наклон дисперсия около 0,08 пс/нм-км. Пусть линия 30 будет значением 0,5 пс/нм-км, а линия 32 - значением 4 пс/нм-км. Введем условие, что общая дисперсия внутри рабочего окна должна находиться в интервале примерно от 0,5 до 4 пс/нм-км. Простой расчет по прямой линии дает, что интервал длин волн с нулевой дисперсией, 18-20, составляет от 1515 нм до 1534 нм. Подобный же расчет дает интервал длин волн с нулевой дисперсией, 22-24, от 1570 нм до 1590 нм. Алгебраическое сложение общей дисперсии сегментов волокон волновода, имеющих нулевую дисперсию в пределах установленных интервалов, дает общую дисперсию между 0,5 и 4 пс/нм-км.
Конструкция ДУ волокна в сильной степени зависит от особенностей системы телекоммуникации, как можно видеть на фиг. 3а и 3б, на которых показана зависимость потери мощности от входной мощности для 120 км линии, имеющей 8 каналов, где частотное разделение каналов составляет 200 ГГц. В этом случае потери мощности - это в основном потери из-за четырехволнового смешения. Кривая 62 на фиг. 3а круто идет вверх до потерь около 1 дБ для входной мощности около 10 дБм. Потери составляют около 0,6 дБ для входной мощности 10 дБм (кривая 64). Для обеих кривых величина общей дисперсии составляет около 0,5 пс/нм-км. Однако для более крутой кривой 62 длина участка с общей дисперсией данного знака составляет 10 км. Соответствующий участок дисперсии на кривой 64 составляет 60 км. Дополнительные потери являются результатом дополнительных переходов через нулевое значение дисперсии в случае более короткого участка в 10 км. Иначе говоря, для 10 км случая фазовое разделение сигналов, которое пропорционально участку осцилляции, недостаточно велико, чтобы в значительной степени избежать четырехволнового смешения. "Участок осцилляции" является участком периода с положительной или отрицательной дисперсией. Если отсутствует знак, связанный с участком осцилляции, то положительный и отрицательный участки осцилляции считаются равными.
Однако величина общей дисперсии также оказывает воздействие на фазовое разделение и, таким образом, на потери мощности. Кривая 66 на фиг. 3б показывает, что потери мощности для системы идентичны потерям, показанным на фиг. 3а, за исключением того, что длина участка короче, около 1 км, но величина общей дисперсии составляет 1,5 пс/нм-км. При более широких амплитудах колебания общей дисперсии волновода от положительных к отрицательным значениям потери мощности значительно сокращаются, от 0,6 дБ до менее чем 0,2 дБ. Различие потерь примерно в 0,4 дБ/120 км достаточно велико, чтобы стать различием между функциональной и нефункциональной связью, особенно для длинных нерегенерируемых линий по рядка 500 км или более.
Фиг. 4 интерпретируется по существу таким же образом, как и фиг. 3а и 3б. Кривая 68 показывает зависимость потерь мощности от величины общей дисперсии. Длина участка волновода выбрана около 1 км, поскольку длина самых коротких кабелей при обычном использовании составляет около 2 км. Здесь также имеется 8 каналов, имеющих частотное разделение 200 ГГц, общую длину 120 км; входная мощность составляет 10 дБм. Потери мощности также круто возрастают, когда величина общей дисперсии падает ниже, чем примерно 1,5 пс/нм-км.
Конструкция системы показана с другой точки зрения на фиг. 5. В этом случае величина дисперсии зафиксирована на уровне 1,5 пс/нм-км. Кривая 70 представляет зависимость потери мощности от величины участка для системы, имеющей 8 каналов с частотным разделением 200 ГГЦ и входной мощностью 10 дБм. Длина выбрана таким образом, чтобы она составляла 60 дисперсионных участков, а длина участка может изменяться. Потери мощности становятся более низкими, когда длина участка составляет свыше 2 км. Однако при относительно большой величине общей дисперсии увеличение длины участка свыше 2 км дает малый выигрыш. Следует отметить, что обычно имеют место более низкие потери за счет четырехволнового смешения, если число используемых каналов снижено до 4, как видно из кривой 72.
Другим конструктивным соображением является резкость переходного участка, на протяжении которого общая дисперсия изменяет свой знак. Здесь также длина переходного участка влияет на фазовое разделение сигнала. Так, нерезкий переход приводит к тому, что сигнал проходит по некоторой области волновода с дисперсией, близкой к нулю, и это неблагоприятно воздействует на потери мощности, вызванные четырехволновым смешением.
Следующий пример иллюстрирует влияние длины перехода на потери мощности. Предположим, что входная мощность составляет 10 дБм. Используются четыре канала, имеющих частотное разделение 200 ГГц. Величина общей дисперсии составляет 1,5 пс/нм-км, а участок осцилляции общей дисперсии будем считать равным 2 км. График зависимости потери мощности от длины переходного участка (кривая 74 на фиг. 6) показывает, что предпочтительными являются меньшие длины переходных участков.
Способ, обеспечивающий получение очень коротких переходных областей, проиллюстрирован на фиг. 7 и 8. Для осуществления этого способа заготовки сердцевины могут быть получены с помощью любого известного процесса. Примерами процессов, которые можно использовать для изготовления заготовок сердцевины, являются внешнее напыление из паровой фазы (ВНП), аксиальное осаждение из паровой фазы (АОП), модифицированное химическое нанесение из паровой фазы (МХНП), где слой сердцевины формируется внутри стеклянной трубки, и плазмохимическое нанесение из паровой фазы (ПХНП), где реакция внутри трубки индицируется плазмой. Заготовка сердцевины может целиком состоять из стекла сердцевины, или же она может состоять из области сердцевины и оболочки.
Сначала формируют две или более цилиндрических заготовки, на которые можно нанести покрытие и которые можно превратить в оптические волокна, имеющие в корне отличные оптические характеристики. Для большинства применений требуются только два различных типа заготовок центральной части; две заготовки использовали в исполнении, проиллюстрированном на фиг. 7 и 8.
Первую и вторую заготовки нарезают на таблетки 81 и 82, соответственно. Длины этих таблеток зависят от конкретного типа во локон, которые должны быть изготовлены. В процессе изготовления ДУ волокон длины таблеток 81 и 82 выбирают так, чтобы обеспечить конечное оптическое волокно с желаемыми длинами участков. Таблетки можно сделать простым способом отламывания по зарубке. Таблетка 81 имеет область сердцевины 83 и область покрытия 84; таблетка 82 имеет область сердцевины 85 и область покрытия 86.
Трубчатый стеклянный держатель 92, имеющий кольцевое расширение 97, припаивают к одному концу удлиненной стеклянной трубки 90. Держатель 92 является частью подающей газ системы с шариковым соединением типа, описанного в патенте США 5180410. Расширение 97 подогнано к выступающей части шлицованного основания опорной трубки (не показана), к которой подвешен держатель 92 в печи, где происходит спекание. Трубку 90 нагревают, и около держателя 92 образуется зубец 98. Или же можно образовать зубец на части трубки 90, прилежащей к держателю 92. Сборку, включающую трубку 90 и держатель 97, вставляют в токарный станок (не показан), и, вращая, перемещают по отношению к горелке 100, которая осаждает на трубке 90 слой 91 покрывающих стеклянных частиц, или ультрадисперсного порошка (см. Фиг. 9). Покрытие 91 можно наращивать до достаточного внешнего диаметра (ВнД), чтобы полученную заготовку можно было уплотнить и вытянуть в оптическое волокно, имеющее желаемые оптические характеристики. Слой 91 может частично перекрываться с держателем 92, как показано на фиг. 7.
Трубка 90 ориентирована так, чтобы конец, присоединенный к держателю 92, находился ниже, чем другой конец, и таблетки 81 и 82 попеременно входили бы в верхний конец трубки 90. Таблетки не могут провалиться ниже зубца 98. Трубку 90 нагревают, и зубец 99 образуют возле конца, противоположного зубца 98. Когда трубку 90 поворачивают, зубец 99 препятствует выпадению таблеток.
Держатель 92 подвешен к опорной трубке (не показана), которую опускают для того, чтобы вставить сборку 94 в муфельную печь 95, где происходит отверждение. Пока сборка 94 нагревается в печи, газ-осушитель протекает через печь снизу вверх (стрелка 93) Газ-осушитель обычно представляет собой смесь хлора и инертного газа, такого как гелий. Поток содержащего хлор газа (стрелка 96) протекает из трубки 92 в трубку 90. Хотя поток газа 96 и может содержать такой разбавитель, как гелий, для целей очистки предпочтителен чистый хлор. Так как диаметр каждой таблетки 81 и 82 немного меньше, чем внутренний диаметр трубки 90, хлор протекает сверху вниз вокруг всей периферии каждой таблетки; он также протекает или диффундирует между смежными таблетками. Затем хлор выходит через дно трубки 90. Хлор действует при нагревании как химический очищающий агент. В процессе этой стадии очистки хлором при нагревании температура ниже, чем температура отверждения покрытия из ультрадисперсного порошка 91, так что пространство между таблетками 81 и 82 и трубкой 90 в течение достаточно продолжительного времени остается доступным для проведения необходимой очистки. Стадия очистки хлором идет более эффективно при высоких температурах. Предпочтительно, чтобы температура стадии очистки была по меньшей мере 1000oC, так как при более низких температурах продолжительность этой стадии будет слишком большой, что нежелательно из экономических соображений. Очевидно, если бы продолжительность обработки не являлась проблемой, можно было использовать и более низкие температуры. Поток горячего хлора между трубкой 90 и таблетками 81 и 82 очень полезен в том отношении, что он позволяет свести поверхности прилегающих друг к другу таблеток или трубки и таблеток без образования зерен на их поверхности раздела. Зерна включают дефекты, такие как пузырьки и загрязнения, которые могут вызвать затухание в полученном оптическом волокне.
Когда сборку 94 опускают дальше в муфельную печь, стенка участка трубки 90 на конце слоя ультрадисперсного порошка 91 сжимается и сплавляется, перекрывая таким образом осевой поток хлора. В качестве возможной операции можно открыть клапан для создания вакуума внутри трубки 90. По мере того, как сборка 94 продолжает свое движение в муфельную печь, сначала ее конец, а затем и оставшаяся часть сборки подвергается воздействию максимальной температуры печи, которая достаточно высока, чтобы произошло спекание покрытия 91. По мере спекания покрытие из ультрадисперсного порошка 91 сжимается как в радиальном, так и в продольном направлении.
По мере того как покрытие из ультрадисперсного порошка 91 сжимается в продольном направлении, оно вызывает уменьшение длины трубки 90. Это приводит к тому, что прилегающие друг к другу таблетки 81 и 82 прижимаются друг к другу по мере воздействия на них температуры спекания, и таким образом сплавляются друг с другом без образования зерен. Без этого продольного сжатия трубки 90 прилегающие таблетки было бы нельзя удовлетворительно сплавлять с образованием оптических волокон с низкими потерями.
По мере того, как покрытие из ультрадисперсного порошка 91 сжимается радиально, возникает сила, направленная внутрь по радиусу на трубку 90. Это вынуждает трубку 90 давить внутрь на таблетки 81 и 82 с образованием сплавленной сборки 98 (см. фиг. 10), в которой три области 81, 90' и 91' полностью сплавлены. Область 90' - это сжатая трубка, а область 91' - это спекшееся пористое покрытие. Ультрадисперсный порошок с относительно низкой плотностью обеспечивает большую направленную внутрь силу; однако покрытие из ультрадисперсного порошка должно быть достаточно плотным, чтобы предотвратить растрескивание.
Отверждение заполненной таблетками трубки с нанесенным покрытием с образованием не содержащей зерен заготовки является критической стадией процесса. Для того, чтобы таблетки сплавились друг с другом без зерен, необходимо пропускать поток хлора через трубку, чтобы химически очистить все поверхности. Однако операция создания вакуума после заваривания конца заготовки не является обязательной.
Сплавленную сборку удаляют из печи отверждения. Области 90' и 91' сплавленной сборки 98 играют роль покрытия на полученном оптическом волокне. Сборка 98 может быть использована как заготовка для вытягивания, и ее можно вытянуть непосредственно в оптическое волокно. При желании на сплавленную сборку 98 можно дополнительно нанести покрывающий слой перед стадией вытягивания волокна. Например, на сборку 98 можно нанести покрытие из ультрадисперсного порошка, а затем провести его отверждение. В другом варианте сборку 98 можно поместить в покрывающую стеклянную трубку. Если применяется дополнительное покрытие, следует соответственно подобрать диаметры областей сердцевины таблеток 81 и 82.
По сравнению со сплавлением образующих сердцевину палочек или таблеток перед помещением их в покрывающую стеклянную трубку, данный способ прост в исполнении, и он дает возможность провести сплавление в сухой среде. Этот способ является самоцентрирующим: прилегающие друг к другу палочки сердцевины различного диаметра будут отцентрированы по оси полученной заготовки для вытягивания, когда трубка 90 сжимается в процессе спекания пористого стеклянного покрытия 91.
Способ по данному изобретению дает новые степени свободы при подгонке свойств волокна. Это приводит к образованию оптических волокон, имеющих смежные области или отрезки с принципиально различными свойствами. Смежные отрезки волокна соединяются очень короткими переходными областями. Затихание такого волокна идентично затиханию стандартного волокна для телепередач на большие расстояния, то есть менее 0,25 дБ/км, предпочтительно менее 0,22 дБ/м.
В исполнении, показанном на фиг. 11, в трубке 90 не формируют зубцы 98 и 99. К одному из концов трубки 90 приваривают небольшой кусок 104 стеклянной капиллярной трубки, а стеклянный держатель приваривают к противоположному концу трубки 90. Таблетки 81 и 82 вставляют в трубку 90 через держатель. Эти таблетки не могут пройти через трубку 104, так как эта трубка имеет относительно маленькое отверстие. Когда сборку опускают в печь отверждения, чтобы начать процесс спекания, трубка 104 сначала заплавляется, чтобы перекрыть поток хлора.
Формирование ДУ волокон
Дисперсионно-управляемое волокно формируют из заготовок сердцевины, из которых можно сделать одномодовые оптические волокна, имеющие различные длины волн нулевой дисперсии. Дисперсию отрезка волновода можно изменить путем варьирования различных параметров волновода, таких как геометрия, показатель преломления, профиль показателя преломления или состав. Любой из большого количества профилей показателя преломления обеспечивает необходимую гибкость для регулирования дисперсии волновода, изменяя таким образом общую дисперсию. Это обсуждается подробно в патенте США 4715679 (Bhagavatula) и в заявках S. N. 08/323795, S.N. 08/287262 и S.N. 08/378780. Одним из типов профиля показателя преломления, который полезен для формирования оптических волокон, имеющих нулевую дисперсию при заданных длинах волн, является профиль, имеющий центральную область с относительно высоким показателем, окруженную кольцевой областью с пониженным показателем, которая в свою очередь окружена внешней кольцевой областью с показателем более высоким, чем в области с пониженным показателем (см. фиг. 12). Профиль показателя преломления другого исполнения (см. фиг. 13) включает центральную область с практически постоянным показателем, в которой показатель преломления практически равен показателю преломления стекла в покрытии, и прилегающую кольцевую область с повышенным показателем преломления. Оптические волокна, имеющие такой тип профиля покателя преломления, можно легко изготовить.
Простым профилем показателя преломления ДУ волокна является ступенчатый профиль. Следует изготовить две заготовки центральной части из одинакового материала сердечника и покрывающего материала, причем радиус одной центральной области должен быть больше, чем радиус другой. Заготовку для вытягивания вытягивают в волокно, имеющее участки с сердцевиной первого радиуса, распределенные между участками с сердцевиной второго радиуса, который больше, чем первый радиус. Для получения желаемых изменений дисперсии от положительных значений к отрицательным достаточно иметь различие диаметров около 5 - 25%. Обычно для большинства применений достаточно иметь интервал изменения радиусов от 5 до 10%.
Следующий пример описывает формирование одномодового ДУ волокна, обеспечивающего получение нулевой дисперсии при 1545-1555 нм. Две различные заготовки сердцевины были изготовлены способом, подобным описанному в патенте США 4486212, который включен в качестве ссылки. Коротко, способ данного патента включает операции (а) осаждения частиц стекла на оправку для формирования пористой стеклянной заготовки; (б) удаления оправки и отверждение пористой заготовки с образованием сухой, спеченной заготовки, (в) вытягивания спеченной заготовки и смыкания ее осевого отверстия. Заготовка сердцевины включала центральную область из стекла сердцевины, окруженную тонким слоем покрывающего стекла. Обе заготовки сердцевины имели профили показателя преломления типа, показанного на фиг. 12. Первая заготовка сердцевины была такова, что если на нее нанести покрытие и вытянуть ее в одномодовое волокно, имеющее внешний диаметр 125 мкм, оно имело бы нулевую дисперсию при 1520 нм. Вторая заготовка была такова, что если из нее подобным образом сформировать одномодовое волокно с внешним диаметром 125 мкм, то длина волны, при которой дисперсия будет нулевой, составит 1579 нм. Заготовки сердцевины были вытянуты до диаметров 7 мм и 7,1 мм. Первая и вторая вытянутые заготовки были расколоты по надрезам с образованием таблеток 81 и 82 практически равной длины. Таблетки 81 имели области сердцевины 83 и области покрытия 84; таблетки 82 имели области сердцевины 85 и области покрытия 86.
Использовали кварцевую трубку 90 длиной один метр; она имела внутренний диаметр 7,5 мм и внешний диаметр 9 мм. Для загрузки таблеток 81 и 82 в трубку 90 использовали способ, описанный применительно к фиг. 7. Было нанесено покрытие 91 до достаточного внешнего диаметра, чтобы полученную заготовку можно было отвердить и вытянуть в одномодовое волокно с внешним диаметром 125 мкм.
Полученная сборка 94 была подвешена в печи отверждения. При вращении со скоростью 1 об/мин сборку 94 опускали в муфельную печь 95 со скоростью 5 мм в минуту. Газовую смесь (стрелка 93), включающую 50 ст.см3/мин (sсcm) хлора и 40 ст. л/мин (slpm) гелия, продували через муфель в направлении снизу вверх. Направленный по осевой линии поток 0,3 ст.л/мин (slpm) хлора протекал сверху вниз вокруг таблеток 81 и 82 и выходил через низ трубки 90. Максимальная температура в печи отверждения составляла около 1450oC. Сборку 94 перемещали сверху вниз в печь, осевой поток хлора химически очищал поверхности таблеток 81 и 82 и внутреннюю поверхность трубки 90. По мере того, как сборка 94 перемещалась дальше в муфельную печь, участок трубки 90, расположенный ниже таблеток, сплавлялся и прерывал осевой поток хлора. Затем был открыт клапан (не показан), чтобы создать вакуум внутри трубки 90. Сборка 94 продолжала свое движение в муфельную печь, и покрытие 91 спекалось. Трубка 90 прижималась к таблеткам 81 и 82, и контактирующие поверхности всех стеклянных элементов сплавлялись. По мере того, как дисперсный порошок 91 спекался, трубка 90 становилась короче, и между контактирующими друг с другом таблетками формировались не содержащие зерен сплавленные соединения.
После удаления из печи отверждения полученные в этом процессе заготовки для вытягивания были вытянуты с образованием ДУ оптических волокон, имеющих внешний диаметр 125 мкм. Одномодовые ДУ оптические волокна, изготовленные этим способом, были вытянуты без искажений; затухание обычно составляло 0,21 дБ/км. Это такое же затухание, какое давало бы одномодовое оптическое волокно со сдвигом дисперсии, вытянутое из заготовки, изготовленной нанесением покрытия на одну из 7 мм палочек сердечника.
Два разных типа таблеток, которые были использованы в процессе изготовления волокна, были соединены, чтобы обеспечить длину волны с нулевой дисперсией 1545-1555 нм. Длина волны с нулевой дисперсией определялась суммарной длиной каждого вида сердцевины в волокне. Длину волны с нулевой дисперсией для волокна можно было изменить, отрезав часть волокна на одном его конце, изменив таким образом соотношение длин каждого вида сердцевины в волокне.
Участки осцилляции и период регулировали длиной таблеток в заготовке сердцевины. Были вытянуты волокна, имеющие участки осцилляции от 1,2 до 2,5 км.
Другие типы волокон
Способ по данному изобретению был отдельно описан в связи с изготовлением ДУ одномодовых оптических волокон, и описание способа получения такого волокна имеется в предыдущем конкретном примере. Однако этот способ можно использовать для изготовления многих других типов оптических волокон, имеющих оптические свойства, систематически изменяющиеся по длине волокна. В каждом случае волокно можно изготовить путем введения соответствующих таблеток в трубку и обработки трубки, как это описано выше.
Самопроизвольное затухание Бриллюэна (СЗБ) можно свести к минимуму при получении волокна с чередующимися отрезками, которые имеют существенно отличающиеся значения Δ, где Δ = (n12-n22)/2n12 (n1 и n2 - показатели преломления сердцевины и оболочки, соответственно). Один из типов таблеток, которые используют для изготовления заготовки для волокна, имеет заданное Δ, а другой тип таблетки имеет существенно отличающегося значение Δ. Значение Δ центральной части волокна можно регулировать, регулируя количество присадки в центральной части, или же путем изменения состава центральной части, то есть путем введения в центральную часть других присадок. С целью изменения показателя преломления и других свойств, таких как вязкость, можно использовать многочисленные присадки, включая оксиды тантала, алюминия, бора.
Волокно, обеспечивающее функции фильтра, можно изготовить попеременным расположением в трубке ряда таблеток, которые способны формировать оптическое волокно, имеющее функции фильтра, и ряда таблеток, которые способны формировать стандартное, не фильтрующее оптическое волокно.
Нет необходимости в том, чтобы таблетки имели одинаковую или почти одинаковую длину. Например, волокно может включать относительно короткие секции, центральная часть которых легирована активными ионами присадки, способными испускать вынужденное излучение света при возбуждении светом с соответствующей длиной волны. Для этой цели особенно пригодны присадки ионов редкоземельных элементов, таких как эрбий. Таким образом, волокно, имеющее участки легированной эрбием сердцевины, расположенные через определенные интервалы по длине, можно изготовить, используя относительно длинные таблетки стандартной, не содержащей эрбия сердцевины и относительно короткие таблетки легированной эрбием сердцевины.
Волокно, где сердцевина систематически уменьшается в размерах (как в волокнах Soliton), можно изготовить путем введения в трубку ряда таблеток, каждая из которых имеет диаметр сердцевины меньший, чем у предыдущей, или же каждая из которых имеет диаметр сердцевины больший, чем у предыдущей таблетки. В другом варианте какая-либо другая характеристика сердцевины, воздействующая на дисперсию, может изменяться в таблетках так, чтобы дисперсия полученного волокна монотонно снижалась от одного конца волокна к другому.
Вышеописанные примеры используют поочередно расположенные таблетки, имеющие различные оптические свойства. В одном из исполнений для формирования всех таблеток можно использовать одну заготовку сердцевины. Эту заготовку формируют так, чтобы ее сердцевина имела азимутально асимметричный профиль показателя преломления. Например, сердцевина может быть слегка некруглой, то есть форма поперечного сечения сердцевины является эллипсом, имеющим большую и малую оси (см. патент США 5149349). В другом случае волокно может содержать сжимающие стержни на противоположных сторонах сердцевины, как описано в патенте США 5152818. Волокно с эллиптической сердцевиной можно сформировать следующим образом. Заготовка разделена на таблетки. Покрывающая стеклянная трубка имеет покрытие из стеклянного ультрадисперсного порошка. Таблетки помещают в покрывающую стеклянную трубку таким образом, чтобы большая ось эллиптической сердцевины одной таблетки не совпадала с большими осями сердцевин прилегающих таблеток. После отверждения покрывающего дисперсного порошка и сплавления таблеток с трубкой и друг с другом полученную заготовку для вытягивания вытягивают в оптическое волокно, имеющее низкую дисперсию в режиме поляризации.
Хотя конкретные исполнения данного изобретения были подробно обсуждены, изобретение, тем не менее, ограничено только представленной формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОМОДОВЫЙ ВОЛОКОННО-ОПТИЧЕСКИЙ ВОЛНОВОД С УПРАВЛЯЕМОЙ ДИСПЕРСИЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2178901C2 |
| ОПТИЧЕСКИЙ ВОЛНОВОД С ПОЛОЖИТЕЛЬНОЙ ДИСПЕРСИЕЙ | 1996 |
|
RU2168190C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ОПТИЧЕСКИЙ ВОЛНОВОД СО СДВИГОМ ДИСПЕРСИИ | 1996 |
|
RU2172506C2 |
| ОДНОМОДОВЫЙ ОПТИЧЕСКИЙ ВОЛНОВОД С БОЛЬШОЙ ЭФФЕКТИВНОЙ ПЛОЩАДЬЮ | 1997 |
|
RU2172507C2 |
| ОДНОМОДОВЫЙ ВОЛНОВОД, КОМПЕНСИРУЮЩИЙ ДИСПЕРСИЮ | 1997 |
|
RU2171484C2 |
| ОДНОМОДОВЫЙ ОПТИЧЕСКИЙ ВОЛНОВОД С БОЛЬШОЙ ЭФФЕКТИВНОЙ ПЛОЩАДЬЮ | 1997 |
|
RU2172505C2 |
| ОДНОМОДОВОЕ ОПТИЧЕСКОЕ ВОЛНОВОДНОЕ ВОЛОКНО (ВАРИАНТЫ) | 1995 |
|
RU2152632C1 |
| ОПТИЧЕСКОЕ ВОЛОКНО С ВЫСОКИМ СОДЕРЖАНИЕМ ХЛОРА И МАЛЫМ КОЭФФИЦИЕНТОМ ЗАТУХАНИЯ | 2015 |
|
RU2706849C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК С СОСТАВНОЙ СЕРДЦЕВИНОЙ ДЛЯ ОПТИЧЕСКИХ ВОЛНОВОДОВ (ВАРИАНТЫ) | 1998 |
|
RU2173672C2 |
| ОДНОМОДОВЫЙ ОПТИЧЕСКИЙ ВОЛНОВОД С БОЛЬШОЙ ЭФФЕКТИВНОЙ ПЛОЩАДЬЮ (ВАРИАНТЫ) | 1996 |
|
RU2166782C2 |
Оптическое волокно, имеющее оптические характеристики, систематически изменяющиеся по его длине, изготовлено путем введения ряда цилиндрических таблеток в покрывающую стеклянную трубку и нанесения на эту трубку покрытия из частиц стекла. Каждая таблетка содержит область сердцевины и возможно слой стеклянного покрытия. Прилежащие таблетки способны образовать участки оптического волокна, обладающие различными оптическими свойствами. Перед уплотнением частиц стекла через трубку и по поверхности таблеток пропускают поток хлора. Когда трубка начинает спекаться, поток хлора прекращают, и спекающиеся частицы создают направленную внутрь силу, которая заставляет трубку смыкаться на таблетках, которые одновременно сплавляют друг с другом. Полученную заготовку для вытягивания можно вытянуть в оптическое волокно с низкими потерями. Этот способ особенно полезен для изготовления дисперсионно управляемых одномодовых оптических волокон. 4 с. и 26 з.п. ф-лы, 13 ил.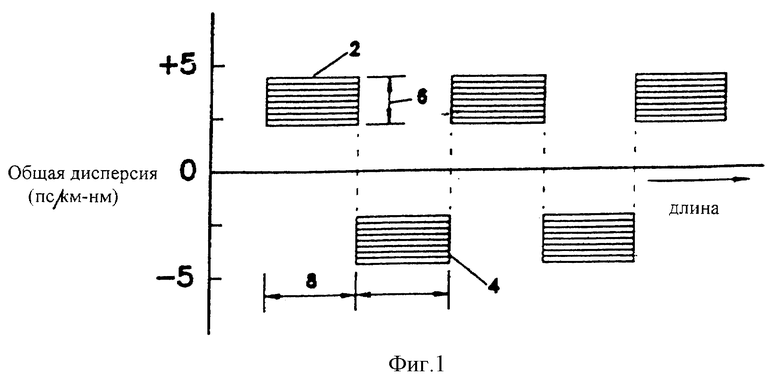
| US 4737117 A, 29.03.1988 | |||
| Способ закладки горных выработок | 1986 |
|
SU1448080A1 |
| RU 2052396 C1, 20.01.1996 | |||
| SU 1304328 A, 01.07.1985 | |||
| US 4643751 A, 17.02.1987. | |||
