Изобретение относится к способу сварки разрезанных на скос рамных профилей из пластмассы с вложенными уплотнениями, а также к устройству для осуществления этого способа.
Из патента США 5385628 известен способ сварки разрезанных на скос рамных профилей из пластмассы для окон или дверей с проложенными в них проходящими по всей длине профиля уплотнениями из поддающегося сварке материала, предпочтительно из термопласта, состоящими из крепежной ножки и по меньшей мере одной уплотнительной манжеты, при котором поверхности скоса и соседние области рамного профиля нагревают с помощью сварочного зеркала до температуры сварки, сварочное зеркало удаляют из области поверхностей скоса и поверхности скоса рамных профилей прижимают друг к другу.
При таком способе в области скосов образуются наплавленные валики сварного шва из материала рамных профилей и уплотнений. При этом происходит смешивание материала профиля, за счет чего значительно снижаются или полностью подавляются упругие свойства уплотнения в области угла.
В основе изобретения лежит задача усовершенствования способа указанного вначале вида таким образом, чтобы сохранялись упругие свойства уплотнения в области углов.
Эта задача в способе сварки разрезанных на скос рамных профилей из пластмассы для окон или дверей с проложенными в них проходящими по всей длине профиля уплотнениями из поддающегося сварке материала, предпочтительно из термопласта, состоящими из крепежной ножки и по меньшей мере одной уплотнительной манжеты, при котором поверхности скоса и соседние области рамного профиля нагревают с помощью сварочного зеркала до температуры сварки, сварочное зеркало удаляют из области поверхностей скоса и поверхности скоса рамных профилей прижимают друг к другу, согласно изобретению решается тем, что на время сваривания рамных профилей и уплотнений образованный уплотнительной манжетой и крепежной ножкой внутренний контур уплотнения в плоскости скоса и рядом с плоскостью скоса прикрывают по меньшей мере одной фасонной деталью, имеющей такой же или близкий к нему контур, и фасонную деталь после сваривания перемещают из области уплотнения.
На время сварки наружный контур уплотнения рядом с плоскостью скоса тоже прикрывают фасонной деталью, в плоскости скоса оставляют зазор для выхода наплавленного валика сварного шва, и после сварки рамных профилей и уплотнений удаляют фасонную деталь и образующийся на наружной стороне уплотнения наплавленный валик сварного шва.
Прикрывающая образованный уплотнительной манжетой и крепежной ножкой внутренний контур уплотнения фасонная деталь предотвращает образование наплавленных валиков сварного шва во время сваривания рамных профилей и уплотнений в этой области, так что сварка не оказывает негативного действия на упругость уплотнения в области углов, поскольку возникающий на наружной стороне уплотнения наплавленный валик сварного шва можно удалить простым способом.
Из упомянутого патента США 5385628 известно устройство для сварки разрезанных на скос рамных профилей из пластмассы для окон или дверей с проложенными в них проходящими по всей длине профиля уплотнениями из поддающегося сварке материала, содержащее сварочное зеркало для нагрева рамного профиля до температуры сварки, средства для отвода сварочного зеркала и средства для прижатия поверхностей скошенных рамных профилей друг к другу.
Другой задачей изобретения является создание устройства для осуществления способа сварки разрезанных на скос рамных профилей из пластмассы с вложенными уплотнениями, которое в отличие от известного устройства обеспечит осуществление способа сварки согласно изобретению с сохранением после сварки упругих функций уплотнения в области углов.
Поставленная задача в устройстве для сварки разрезанных на скос рамных профилей из пластмассы для окон или дверей с проложенными в них проходящими по всей длине профиля уплотнениями из поддающегося сварке материала, содержащем сварочное зеркало для нагрева рамного профиля до температуры сварки, средства для отвода сварочного зеркала и средства для прижатия поверхностей скошенных рамных профилей друг к другу, согласно изобретению решается тем, что оно содержит по меньшей мере одну фасонную деталь для прижатия внутреннего контура уплотнения, установленную с возможностью перемещения или поворота во время сварки в область скоса свариваемых рамных профилей и уплотнений.
Фасонные детали для прикрытия внутреннего контура уплотнения во время сварки связаны с силовым замыканием в плоскости скоса.
Фасонная деталь или фасонные детали для прикрытия внутреннего контура уплотнения во время сварки выполнены в виде имеющих форму уголков пуансонов, выступающая в боковую сторону полка которых подогнана к внутреннему контуру уплотнения и во время сварки опирается на крепежную ножку уплотнения.
Полка снабжена выемками для приема уплотнительной манжеты или части уплотнительной манжеты и/или для приема выступов крепежной ножки уплотнения.
Устройство согласно изобретению снабжено соответствующими пуансонам прикрывающими деталями для наружного контура уплотнительных манжет, которые оснащены соответствующими выемками для примыкающего приема уплотнительных манжет.
Прикрывающие детали для наружного контура уплотнительных манжет во время процесса сварки прилегают к пуансонам.
Прикрывающие детали для наружного контура уплотнительных манжет во время процесса сварки опираются на выступающую сбоку полку пуансона или на рамный профиль.
Полка пуансона выполнена в виде уголка, подогнанного к углу скоса.
Концевая часть пуансона на противоположном по отношению к выступающей сбоку полке конце проходит в содержащую пружину камеру приемной части и нагружена пружиной, приемная часть имеет проходящую с наклоном поверхность, взаимодействующую с кромкой профиля или кромкой, или поверхностью сварочной машины.
Фасонные детали для прикрытия внутреннего контура уплотнений в области скоса во время сварки представляют собой два замыкающихся заподлицо пуансона.
Пуансоны имеют приводимый направляющий элемент, который взаимодействует с расположенной в плоскости профиля направляющей, проходящей с наклоном.
Устройство содержит действующее параллельно рамным профилям пружинное выравнивающее устройство.
Фасонные детали выполнены в виде пуансонов, которые установлены с возможностью скольжения в частях устройства, которые образуют ограничители для наплавленных валиков сварного шва, причем положение пуансонов соответствует направлению вдвигания рамных профилей, и пуансоны подхватывают снизу уплотнительные манжеты.
Противоположный углу скоса конец пуансона во время процесса нагревания опирается на сварочное зеркало.
На фиг. 1-7, а также 7а и 7b представлены известный способ и известные устройства для осуществления способа, в то время как способ согласно изобретению и устройство для его осуществления являются предметами фиг.8-17.
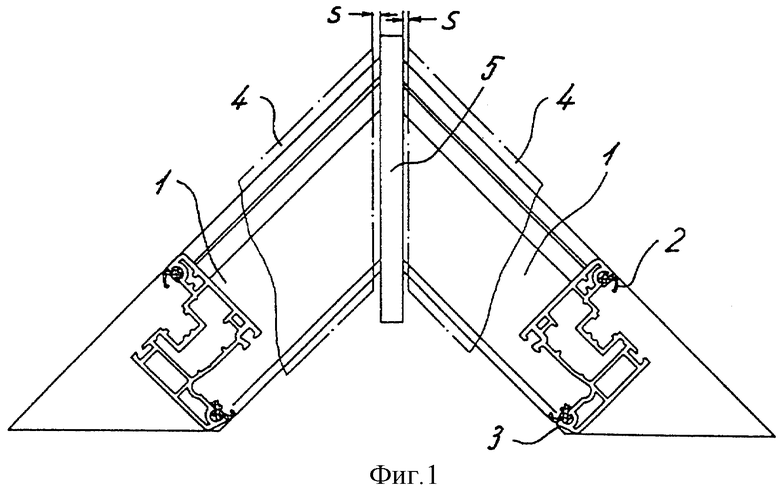
На фиг. 1 показаны два подлежащих сварке, разрезанных на скос рамных профиля 1, выполненных в виде пустотелых профилей из пластмассы. В эти рамные профили, а именно в соответствующие анкеровочные пазы, вложены уплотнения 2, 3, которые проходят по всей длине профиля.
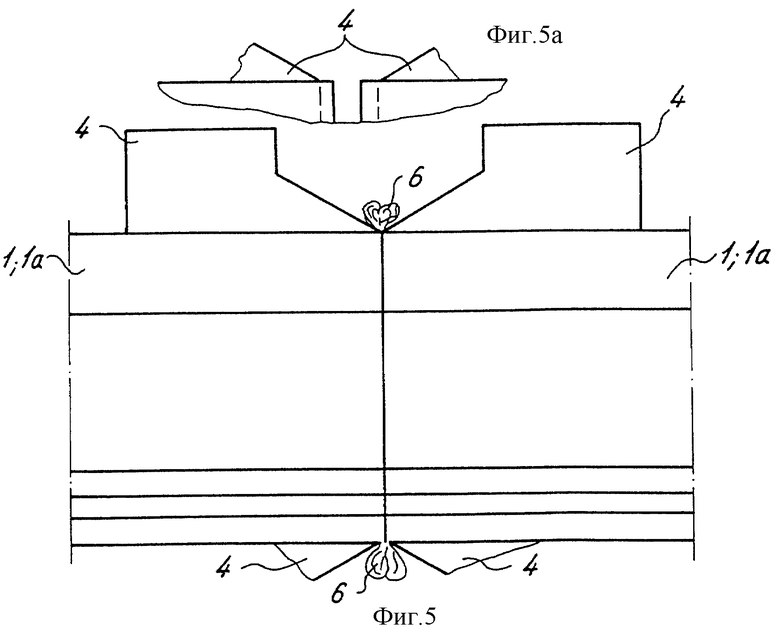
Для изготовления рамного угла рамные профили располагают на столе сварочной машины и поддерживают в устройствах, которые в основном охватывают видимые и функциональные поверхности рамных профилей. Эти охватывающие части 4 устройства называются накладками или ограничителями для наплавленных валиков сварного шва.
На фиг.1 поверхности скосов рамных профилей 1 прилегают к сварочному зеркалу 5, с помощью которого можно нагревать поверхности скосов и прилегающие области рамных профилей. Передача тепла осуществляется по принципу теплопроводности.
Образующие накладки или ограничители для направленных валиков сварного шва части 4 устройства расположены на расстоянии S, которое составляет примерно 3 мм, от подлежащих сварке поверхностей скосов профиля. Это расстояние образует так называемый припуск на сварку.
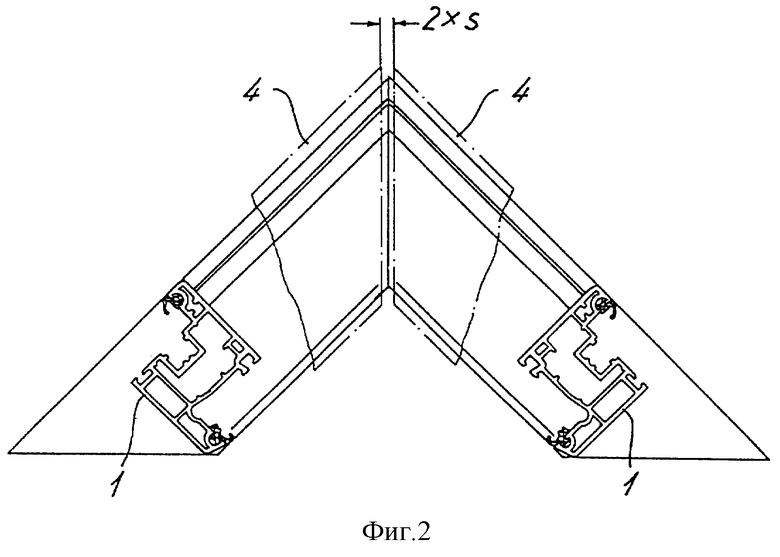
На фиг. 2 показан следующий этап процесса сварки после подогрева поверхностей скосов и примыкающих областей профиля с помощью сварочного зеркала 5. На фиг.2 нагретые поверхности скосов прилегают друг к другу, так что накладки или ограничители для наплавленного валика сварного шва находятся друг против друга на расстоянии 2S.
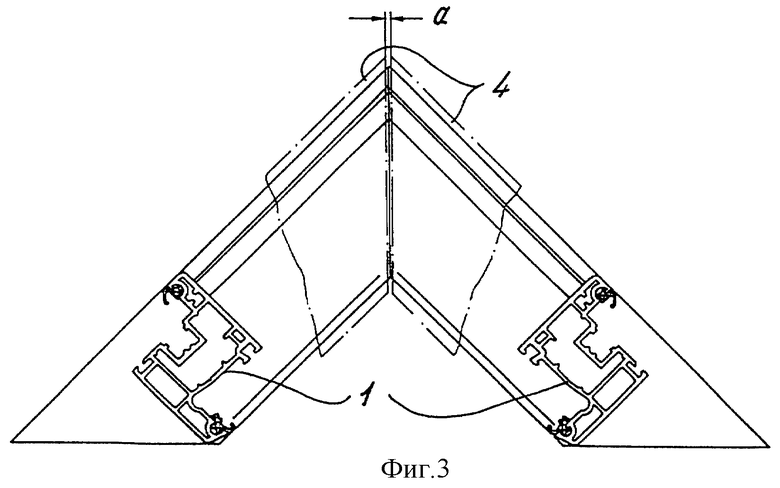
Следующая ступень способа показана на фиг.3, на которой поверхности скосов прижаты друг к другу. Благодаря упругой деформации пластифицированного вследствие нагревания края материала рамные профили 2 в этой области сдвигают друг к другу до такой степени, чтобы остающийся зазор а между частями 4 устройства, которые образуют накладки или ограничители для наплавленных валиков сварного шва, составил лишь 0,2-0,3 мм.
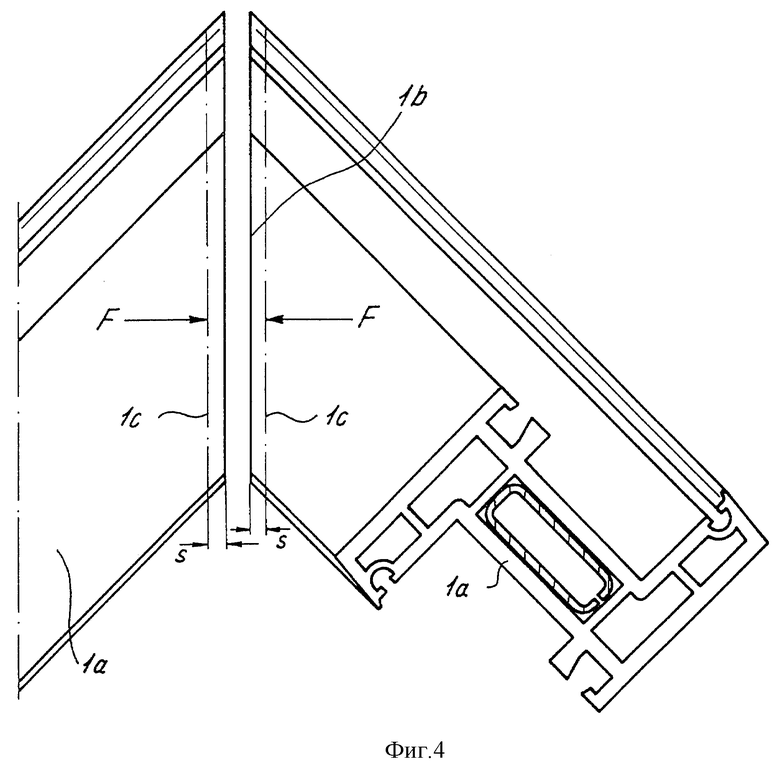
Фиг. 4 показывает два разрезанных на скос рамных профиля 1а, к поверхностям скосов которых 1b примыкает пластифицируемый и затем вытесняемый припуск на сварку S, a также направление усилий сварки, которые вызывают вытеснение пластифицированного материала до перекрытия линий 1в. Вытесненный во время процесса сварки пластифицированный материал припуска на сварку S отчасти стекает в полые пространства рамного профиля 1 или 1а и примерно такая же часть его вытесняется наружу через поверхности оболочки профиля.
Без образующих вкладки или ограничители для наплавленных валиков частей 4 устройства это привело бы на рамном профиле к проходящим на некоторое расстояние изменениям формы профиля в области углов, т.е. в области сварки. Так как материал, однако, при вытеснении во время процесса сваривания нуждается в непосредственно примыкающих сборных пространствах, то образующим накладки частям 4 устройства рядом с областью сварного шва придают особую форму.
На фиг. 5 представлены два сваренных в области скоса рамных профиля при взгляде в направлении вдоль стыка скосов. Образующие накладки или ограничители для наплавленных валиков сварного шва части 4 устройства выполнены в виде клина, убывающего по отношению к сварному шву или к скосу, и в конце переходят почти в острие.
Как видно из фиг.3, острия образующих ограничители для наплавленного валика сварного шва частей 4 устройства имеют расстояние относительно друг друга от 0,2 до 0,3 мм, так что вытесняемый наружу пластифицированный материал выходит в форме сердечка через острия расположенных рядом друг с другом ограничителей для наплавленного валика в образованное ими пространство.
Наплавленные валики сварного шва 6, которые имеют значительный объем, привязаны к образованным рамными профилями двери или окну лишь тонкой перемычкой, которую можно простым способом чисто срезать механически. Очистку сваренного уголка можно осуществить также полностью автоматическим способом с помощью специальных машин и устройств.
Такие наплавленные валики образуются также в области вложенных уплотнений 2,3 и смешиваются там с пластифицированным и вытесненным материалом рамного профиля. Перемешивание твердого и мягкого материалов приводит к образованию блокообразной, в основном неупругой области соединенных друг с другом в углу уплотнений.
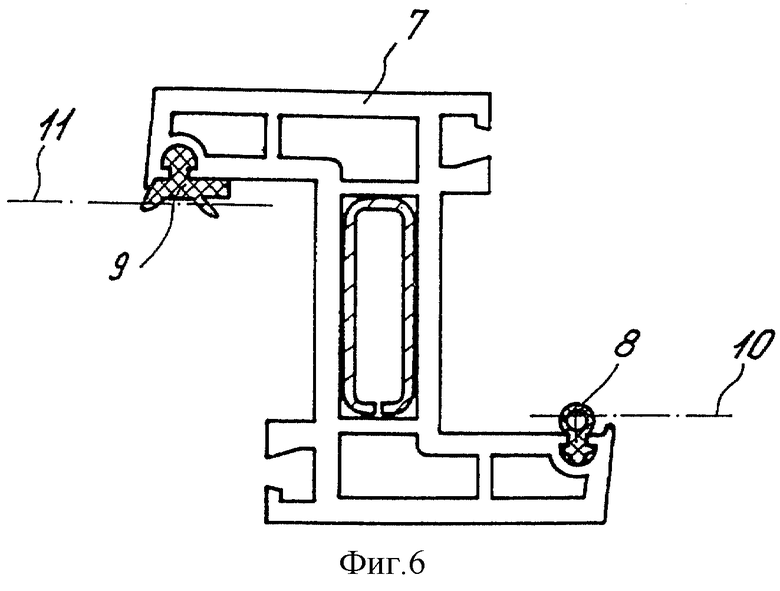
Фиг.6 показывает рамный профиль 7, который оснащен упорным уплотнением 8 и прилегающим к стеклу уплотнением 9. Линия 10 задает поверхность упора рамного профиля, с которой рамный профиль взаимодействует во всем окне, в то время как линия 11 определяет поверхность стекла, у которой уплотнение 9 подвергается упругой деформации.
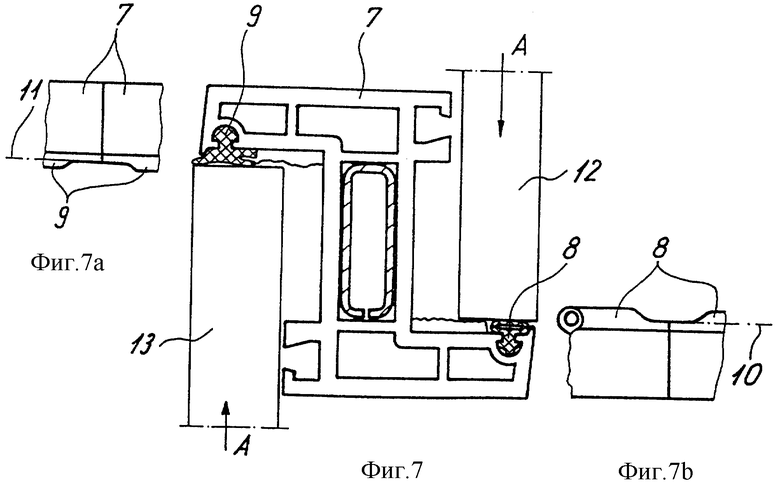
Образующие накладки или ограничители для наплавленных валиков части устройства в непосредственно угловой области уплотнений выполнены так, что уплотнения 8, 9 во время процесса сварки с помощью пуансонов 12 и 13 сжимаются до размера, который соответствует плоскостям линий 10 и 11. После отверждения сваренного уголка в области уплотнения получается твердый неупругий угол уплотнения, который показан на фиг.7а и 7b. Неупругая область расположена по обе стороны плоскости скосов, которая показана на фиг.7а или 7b с помощью вертикальной средней линии.
Вне неупругой угловой области уплотнений 8 и 9 они обладают полной упругостью и пружинящим эффектом, которые требуются от уплотнений.
Для герметичности окон, в частности в области активно действующих уплотнений, как, например, между составной рамой и створкой рамы, уголки уплотнений имеют особое значение. Для безупречной плотности таких элементов требуется правильная форма уплотнения в углу скоса и прежде всего необходимая упругость по всей области действия уплотнения.
Створка и составная рама окна или двери связываются между собой с помощью крепежной арматуры, которая, например, располагается в пазах рамных профилей или также в специально выполненных в рамных профилях выемках. Вследствие этого возникают отклонения, так что фактическая плоскость прилегания 10 по фиг.6 может колебаться в обоих направлениях.
Неупругий и предварительно деформированный угол уплотнения может не соответствовать этим отклонениям и тем самым привести к образованию неплотностей в области угла, а также к деформациям и созданию напряжений в рамном профиле и деталях арматуры.
Предмет изобретения показан на фиг.8-17 и описывается ниже
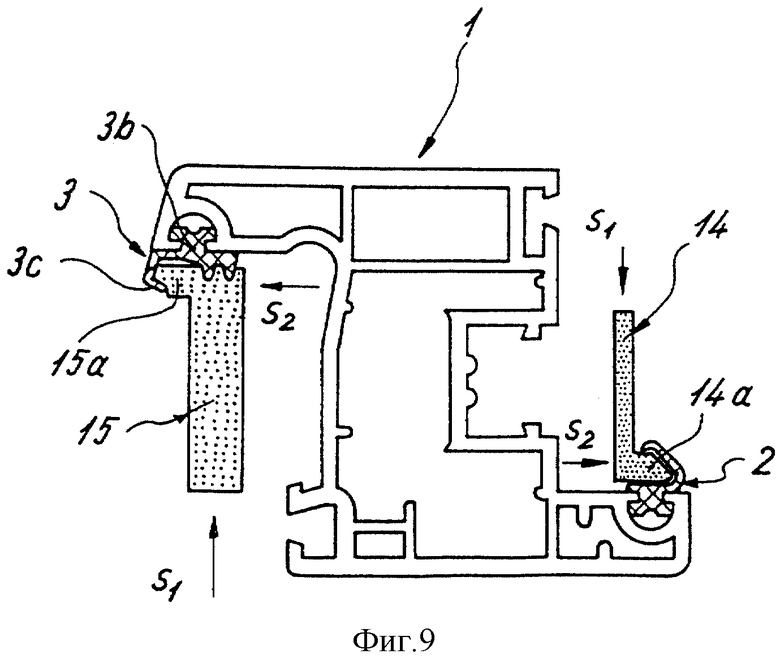
Фиг. 8 показывает рамный профиль 1 с вложенными в анкеровочные пазы 2а и 3а уплотнениями 2 и 3, в которых внутренний контур уплотнения, определяемый крепежной ножкой 2b или 3b и уплотнительной манжетой 2c и 3c, прикрывается выполненной в виде пуансона 14 или 15 фасонной деталью.
В примере выполнения по фиг.8, а также по фиг.9 пуансоны 14, 15 выполнены в виде уголка и имеют выступающие по бокам полки 14а и 15а. Эти полки соответствуют внутреннему контуру уплотнения 2 или 3 и во время сваривания опираются на крепежную ножку 2b или 3b. Полки 14а и 15а в примере выполнения по фиг.1 не совсем точно подогнаны под внутренний контур уплотнения и не закрывают его полностью с геометрическим замыканием, так что в области угла скоса уплотнения может образоваться наплавленный валик небольших размеров. Этот наплавленный валик с небольшими размерами может ухудшить упругость уплотнения в области скоса лишь незначительно.
В примере выполнения по фиг.9 полки 14 и 15а пуансонов 14 и 15 имеют такую форму, что они соответствуют внутреннему контуру уплотнения 2 или 3 с выполнением поверхностей заподлицо. Для этой цели пуансон 15а имеет выемку для приема уплотняющей манжеты 3с и для приема выступов крепежной ножки 3b.
При прикрытии внутреннего контура уплотнений 2, 3, как это показано на фиг. 9, лишь на наружной стороне уплотнения в углу скоса может образоваться наплавленный валик сварного шва из материала уплотнения, который, однако, можно чисто удалить. Поскольку область скоса уплотнения свободна от наплавленного валика, функции упругого уплотнения в области угла не ухудшаются.
Пуансон 14, 15 может сдвигаться в направлении стрелки S1 и S2 во внутренний контур уплотнений. Однако имеется возможность отклонять пуансоны с их полками 14а и 15а в пространство, ограниченное внутренним контуром уплотнений.
Пуансон для прикрытия внутреннего контура стыкующихся в области скосов уплотнений в этой области можно выполнить монолитным или составленным из нескольких частей.
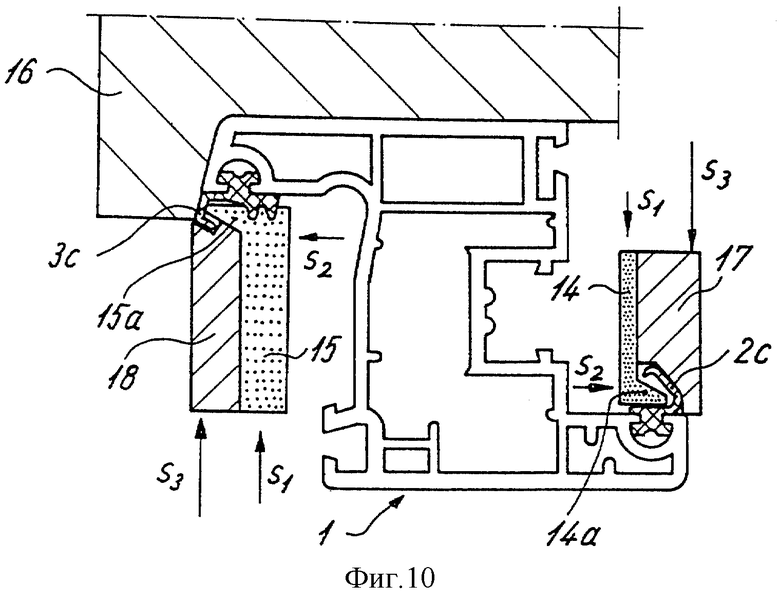
Фиг. 10 соответствует фиг.8, однако, рамному профилю на наружной стороне или на видимой поверхности придана часть 16 устройства, которая образует накладку или ограничитель наплавленного валика.
Полки 14а и 15а пуансонов 14 и 5 ограничивают исключительно ножку уплотнения и допускают внутри уплотнительной манжеты образование наплавленного валика небольших размеров. Далее, прикрывающие части 17, 18 для наружного контура уплотняющих манжет 2с и 3с выполнены в соответствии с пуансонами, которые оснащены соответствующими выемками для прилегающего приема уплотняющих манжет 2с, 3с. Благодаря прикрывающим частям 17, 18, которые в представленных примерах выполнения по фиг.10 и по фиг.11 прилегают к пуансонам 14, 15, повышается качество углов уплотнения после сварки в отношении их упругих свойств.
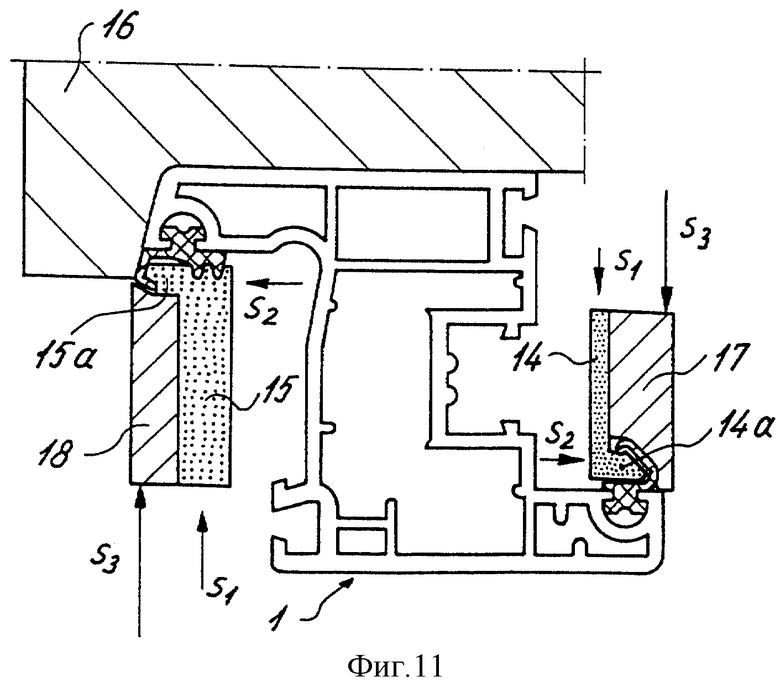
На фиг. 11 полки 14а и 15а плотно подогнаны к внутреннему контуру уплотнений 2 и 3, а также, как представлено на фиг.9, оснащены выемками для приема частей уплотнительных манжет и выступов крепежной ножки, так что во внутреннем пространстве уплотнений в области скосов не может возникнуть наплавленный валик сварного шва из материала уплотнения.
Из примеров выполнения по фиг.10 и 11 получается, что прикрывающие части 17, 18 для наружного контура уплотняющих манжет во время процесса сварки могут опираться на выступающие по бокам полки пуансонов или на рамный профиль.
Полка пуансона может быть выполнена в виде уголка, подогнанного к углу, образованному скосами.
Направления движения при монтаже пуансонов 14, 15 и прикрывающих деталей 17, 18 показаны с помощью стрелок S1, S2 и S3 на фиг.10 и 11.
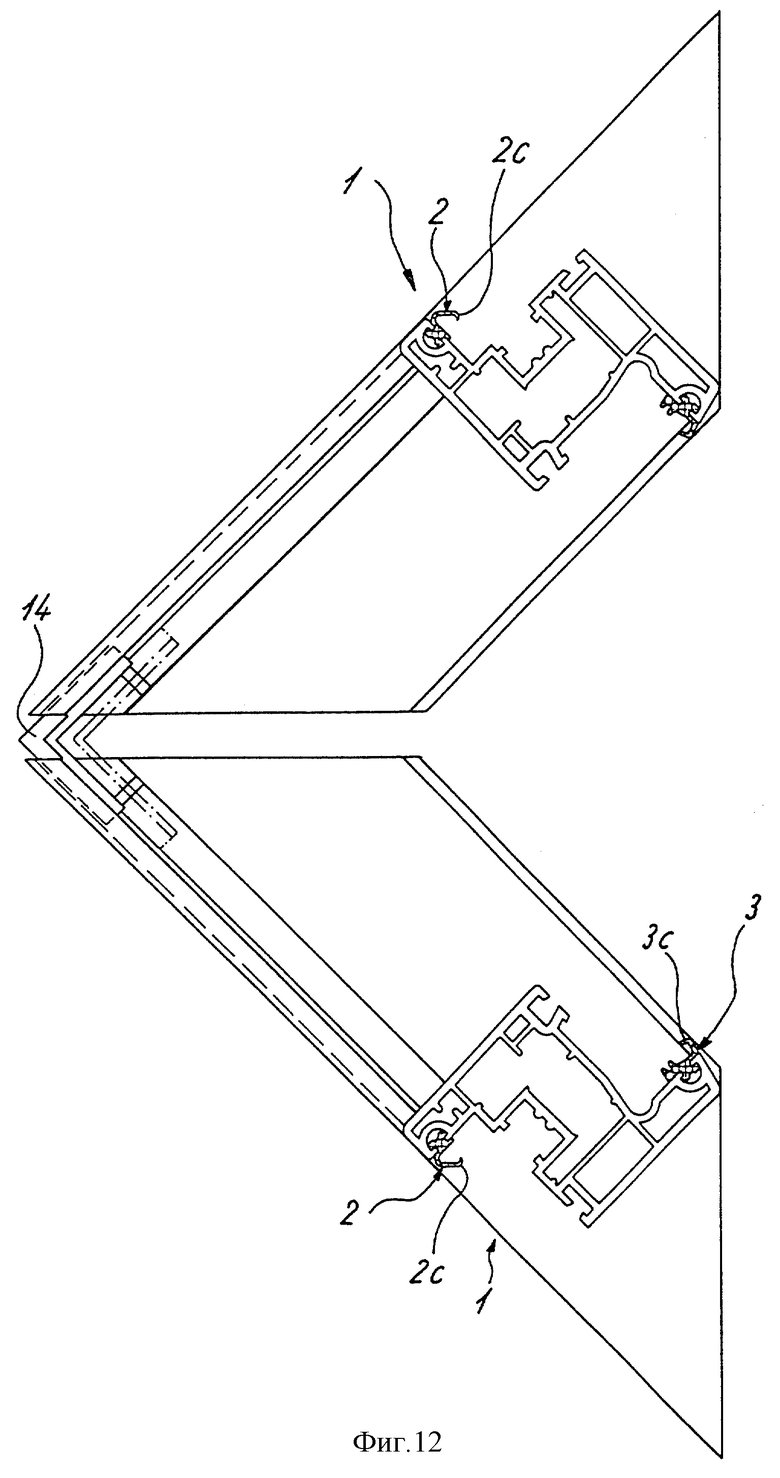
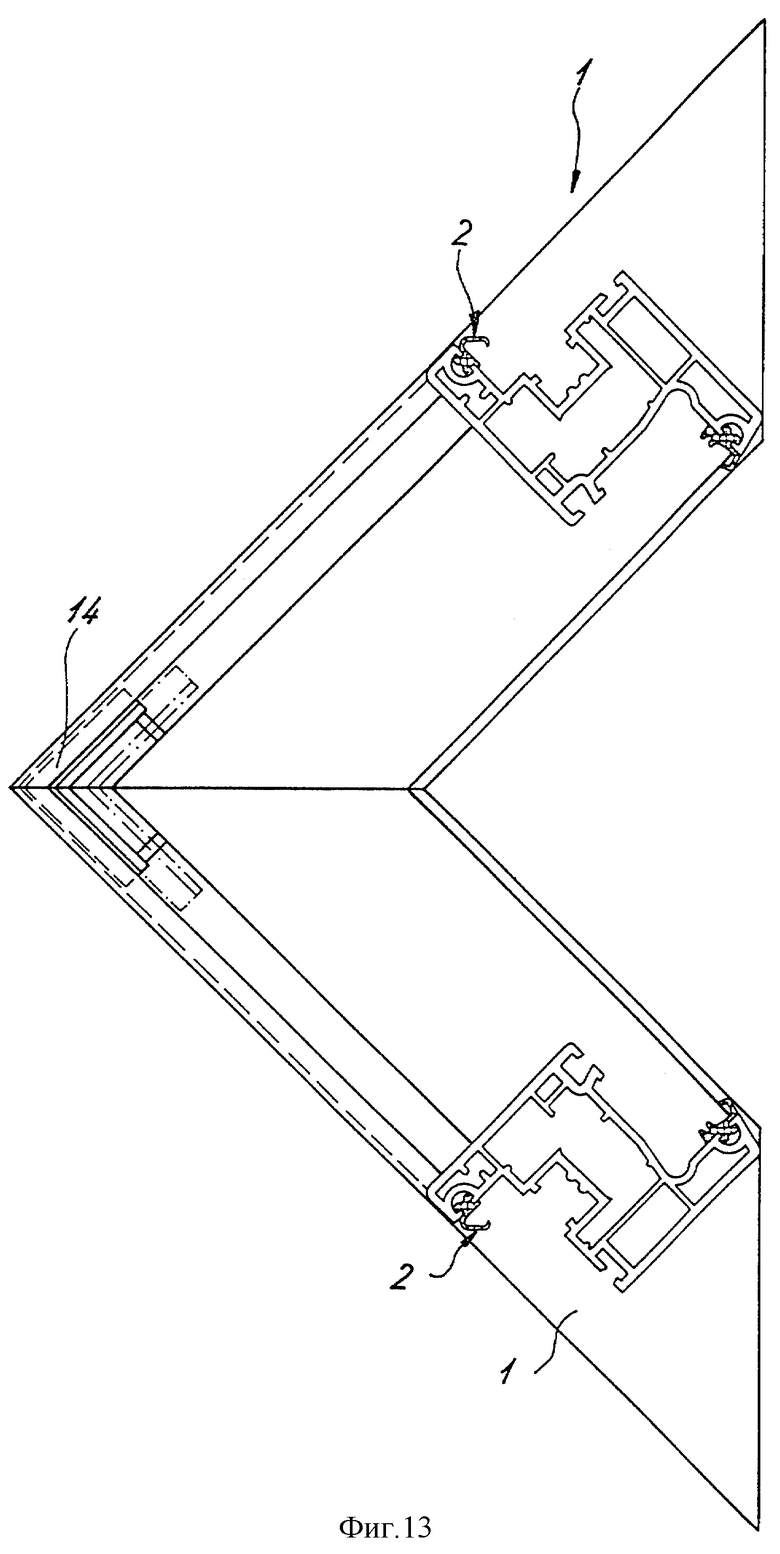
Фиг.12 показывает угол, образованный скосами, при котором рамные профили 1 после процесса пластификации и удаления сварочного зеркала 5 еще находятся на расстоянии друг от друга, равном ширине сварочного зеркала. В этом рабочем положении пуансон 14 насажен на крепежную ножку 2b и подвинут под уплотнительную манжету 2с и там зафиксирован. Пуансон 14, имеющий форму уголка, опирается при этом на поверхности частей накладок 17 и таким образом с помощью прилегания к частям накладок направляется своими полками в конечное положение сваренного угла согласно фиг.13. После проведенной сварки имеющий форму уголка пуансон 14 перемещается из угла в положение, показанное штрихпунктирной линией, и может быть затем удален из области угла в направлении вверх.
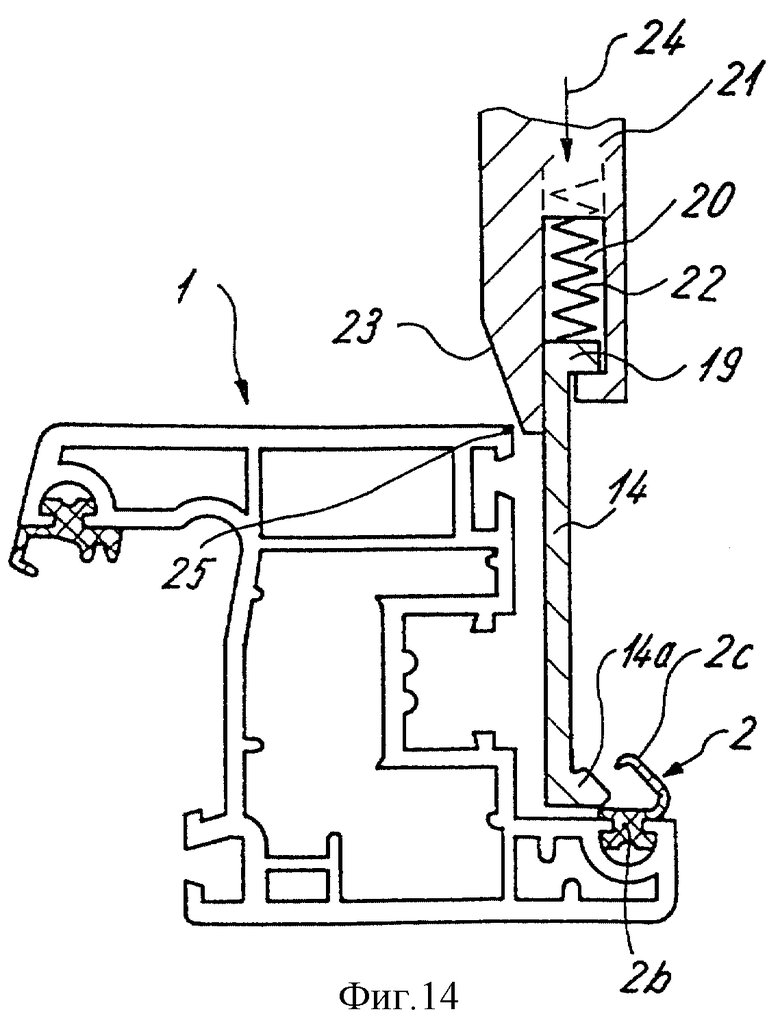
Фиг. 14 и 15 показывают пример выполнения ввода имеющего форму уголка пуансона 14 во внутренний контур уплотнения 2, а именно своей полкой 14а. Из фиг.14 видно, что пуансон 14 вне уплотнительной манжеты 2с спускается вниз к рамному профилю 1 до крепежной ножки 2b уплотнения.
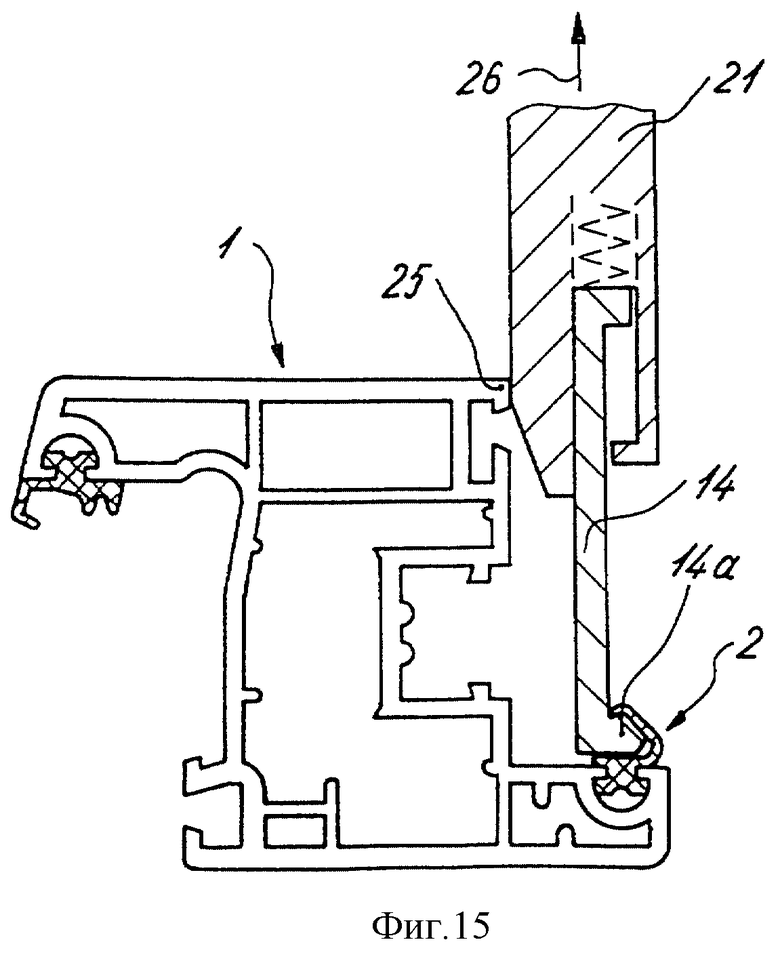
Конец пуансона 19 с противоположной выступающей сбоку полке 14а стороны проходит в содержащую пружину камеру 20 приемной части 21 и там нагружается пружиной 22. Приемная часть оснащена проходящей с наклоном поверхностью 23, которая в процессе опускания вниз приемной части в направлении стрелки 24 взаимодействует с кромкой 25 профиля, так что приемная часть с пуансоном перемещается от рамного профиля 1, и полка 14а пуансона 14 вводится во внутренний контур уплотнения 2. Конечное положение показано на фиг.15. Удаление формы осуществляется с помощью движения приемной части 21 в направлении стрелки 26.
Фиг. 16 показывает другую конструкцию пуансона для прикрытия внутреннего контура уплотнения 2. Пуансон составляется из деталей 27 и 28, которые соприкасаются в поверхности скоса, замыкаясь заподлицо. Пуансоны 27 и 28 имеют приводимый направляющий элемент 29, который может выполнять в проходящей под острым углом направляющей 30 ход h. Привод направляющего элемента 29 может осуществляться пневматически или с помощью гидравлики. Посредством привода можно перемещать пуансоны 27 и 28 в соответствующее рабочее положение, лишь нужно предусмотреть параллельно рамным профилям пружинное выранивающее устройство 31, чтобы выровнять движение во время процесса сварки, а именно обработку припуска на сварку.
Во время процесса нагревания пуансоны 27 и 28 занимают положение с задней стороны, которое показано на фиг.16 штрихпунктирной линией. В этом положении стойки не нагреваются с помощью сварочного зеркала. После отвода сварочного зеркала пуансоны 27 и 28 направляются под уплотнительную манжету уплотнения 2 в области угла.
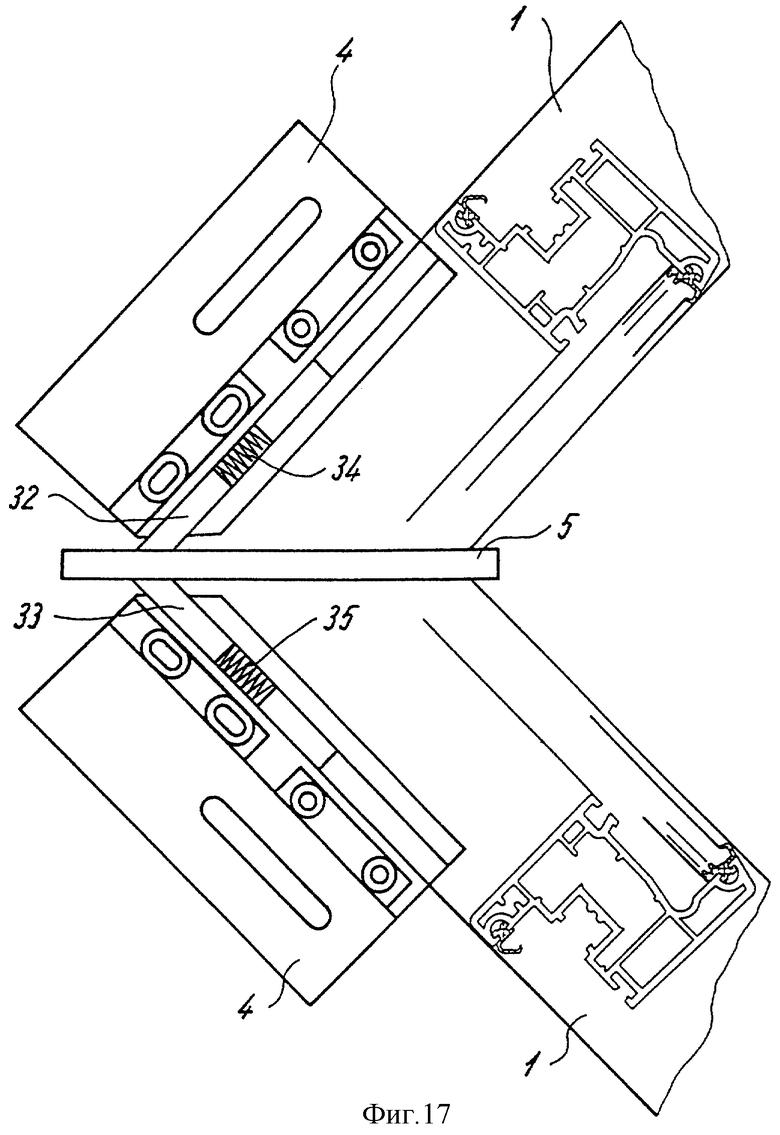
Другое конструктивное решение показано на фиг.17, на которой пуансоны 32 и 33 расположены в частях устройства 4, которые образуют ограничители для направленных валиков сварного шва или накладок.
Пуансоны 32, 33 нагружаются воздействующими на угол скоса пружинами 34, 35. В показанном рабочем положении, т.е. во время процесса нагревания с помощью сварочного зеркала 5, пуансоны 32, 33 своим обращенным к углу скоса концом прилегают к сварочному зеркалу. После удаления сварочного зеркала и совместного приведения пластифицированных рамных профилей к собственно процессу сварки пуансоны стыкуются затем друг с другом своими обращенными к углу скоса торцевыми сторонами и обеспечивают прикрытие заподлицо внутреннего контура уплотнений в области скоса.
ПЕРЕЧЕНЬ ОБОЗНАЧЕНИЙ
1 Рамный профиль
1a Рамный профиль
1b Поверхность скоса
1с Линия
2 Уплотнение
2а Анкеровочный паз
2b Крепежная ножка
2с Уплотнительная манжета
3 Уплотнение
3а Анкеровочный паз
3b Крепежная ножка
3с Уплотнительная манжета
4 Профиль устройства
5 Сварочное зеркало
6 Направленный валик сварного шва
7 Рамный профиль
8 Упорное уплотнение
9 Уплотнение, прилегающее к стеклу
10 Линия
11 Линия
12 Пуансон
13 Пуансон
14 Пуансон
14а Полка
15 Пуансон
15а Полка
16 Часть устройства
17 Прикрывающая деталь
18 Прикрывающая деталь
19 Концевая часть пуансона
20 Камера с пружиной
21 Приемная часть
22 Пружина
23 Поверхность, проходящая с наклоном
24 Стрелка
25 Кромка профиля
26 Стрелка
27 Деталь
28 Деталь
29 Направляющий элемент
30 Направляющая
31 Пружинное выравнивающее устройство
32 Пуансон
33 Пуансон
34 Пружина
35 Пружина

Изобретение относится к способу сварки разрезанных на скос рамных профилей из пластмассы с вложенными уплотнениями, а также к устройству для осуществления этого способа. Уплотнения проходят по всей длине профиля и выполнены из поддающегося сварке материала, предпочтительно из термопласта. Уплотнение состоит из крепежной ножки и по меньшей мере одной уплотнительной манжеты. В способе сварки поверхности скоса и соседние области рамного профиля нагревают с помощью сварочного зеркала до температуры сварки. Сварочное зеркало удаляют из области поверхностей скоса. Поверхности скоса рамных профилей прижимают друг к другу. Во время сваривания рамных профилей и уплотнений образованный уплотнительной манжетой и крепежной ножкой внутренний контур уплотнения в плоскости скоса и рядом с плоскостью скоса прикрывают по меньшей мере одной фасонной деталью. Фасонная деталь имеет такой же или близкий к нему контур. После сваривания фасонную деталь перемещают из области уплотнения. Устройство для осуществления способа содержит сварочное зеркало для нагрева рамного профиля до температуры сварки, средства для отвода сварочного зеркала и средства для прижатия поверхностей скошенных рамных профилей друг к другу. Устройство содержит также по меньшей мере одну фасонную деталь для прижатия внутреннего контура уплотнения. Фасонная деталь установлена с возможностью перемещения или поворота во время сварки в область скоса свариваемых рамных профилей и уплотнений. Изобретение позволяет сохранить упругие свойства уплотнения в области углов. 2 с. и 14 з.п. ф-лы, 17 ил.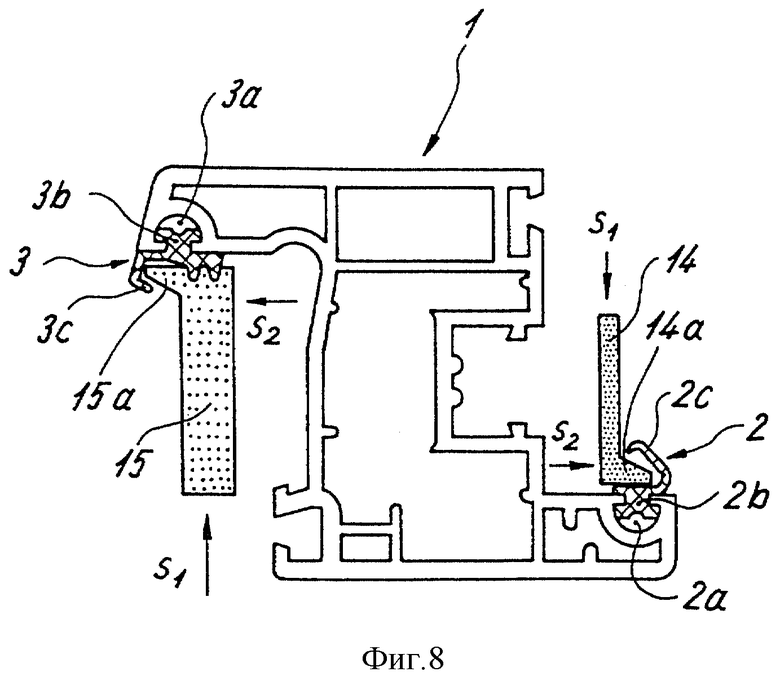
| US 5385628 А, 31.01.1995 | |||
| ЦЕНТРАТОР ДЛЯ ТРУБ | 1971 |
|
SU428077A1 |
| DE 4323728 А1, 19.01.1995 | |||
| DE 3408373 А1, 26.06.1986 | |||
| ВЫСЕВАЮЩИЙ АППАРАТ | 0 |
|
SU235442A1 |
| 0 |
|
SU394474A1 | |

