Изобретение относится к области строительства и может быть использовано при монтаже металлической кровли из профилированных листов в утепленных и неутепленных покрытиях зданий и сооружений.
Наиболее близким к предлагаемому техническому решению является известный способ монтажа металлической скатной кровли из профилированных листов путем прикрепления их к элементам обрешетки покрытия и соединения между собой крайними полками в продольных стыках кровли здания (см. Stahlprofilbleche. Проспект фирмы "Fischer Profil GmhH", Германия, 1994).
Способ осуществляется с применением полистовой сборки профилированных настилов. В связи с тем, что длина профилированных настилов не превышает 12 м, в покрытиях с большей длиной ската необходимо выполнять поперечные стыки в кровле с перехлестом на 250-300 мм над опорными элементами.
Профилированные листы кровли крепят к несущим поперечным элементам каркаса в каждом гофре или через гофр с помощью метизов (самонарезающих винтов, дюбелей и др.). Стыки профилированных листов в направлении вдоль ската выполняют внахлест также с помощью метизов или с помощью одинарного или двойного стоячего фальцев на краевых отгибах соединяемых листов.
Известное решение имеет ряд существенных недостатков.
Выполнение поперечных стыков профилированных листов внахлест требует большого количества метизов и повышает расход стали на кровлю на 5-7%. При уклоне кровли менее 10o водонепроницаемость поперечных стыков настила обеспечить практически невозможно, несмотря на применение высокоэффективных герметизирующих материалов. При прогибе настила под действием снеговой нагрузки его поперечные стыки раскрываются на участках между точками закрепления гофрированных листов на опорах. Трудоемкость же выполнения продольных стыков профилированных листов между собой в местах их перехлеста повышается, поскольку суммарная толщина соединяемых листов увеличивается вдвое.
Предлагаемый способ монтажа кровли свободен от указанных недостатков благодаря тому, что листы рулонной заготовки прокатывают непосредственно на стройплощадке на профилегибочном агрегате и непрерывно надвигают их на всю ширину кровли по транспортерной ферме, которую предварительно закрепляют между профилегибочным агрегатом и карнизом здания, при этом агрегат и верхний пояс транспортерной фермы располагают в одной плоскости под углом к горизонту, равным углу ската монтируемой кровли.
Техническим результатом предлагаемого способа является повышение водонепроницаемости кровли, снижение трудоемкости ее монтажа и расхода материалов.
Изобретение поясняется чертежами, где на фиг.1 показана схема взаимного расположения агрегата, фермы и кровли здания; на фиг.2 - разрез по А-А.
Профилегибочный агрегат 1 устанавливают наклонно на станине 2, временно закрепленной анкерами на земле или на кузове автомобиля, на котором перевозят этот агрегат. При этом угол наклона агрегата 1 по отношению к горизонту обеспечивают примерно равным углу наклона монтируемой кровли. Из рулона 3 стали, установленного на станине 2, прокатывают на валках 4 профилегибочного агрегата 1 кровельный лист 5 требуемого сечения. В процессе прокатки лист 5 надвигают непрерывно на рольганги 6, закрепленные на верхнем поясе транспортерной фермы 7, которую располагают между агрегатом 1 и карнизом здания 8.
Агрегат 1 и верхний пояс фермы 7 располагают по отношению к кровле 9 таким образом, что все они лежат в одной плоскости во время прокатки листа 5 и его надвижки.
Прокатанный лист 5 непрерывно подают на направляющие ролики, расположенные вдоль ската кровли 9. Когда длина спрофилированной ленты 5 будет равна ширине здания 8, ее прокатку временно приостанавливают и лист 5 на кровле разрезают по коньку и у карниза. Разрезанные части листа 5 укладывают вдоль скатов кровли 9 и закрепляют на элементах обрешетки или прогонах покрытия с помощью метизов или стальных кляммеров.
Продольные соединения профилированных листов 5 между собой выполняют вдоль их крайних полок с помощью метизов или фальцегибочной машинки, при этом суммарная толщина листов в продольных стыках остается постоянной по всей длине ската. Если здание имеет большую длину, то автомобиль с профилегибочным агрегатом 1 может менять стоянку, и рулонные листовые заготовки накапливают в нескольких местах по длине покрытия здания.
Предложенный способ монтажа металлической скатной кровли позволяет значительно снизить трудоемкость, стоимость и сроки изготовления кровельного покрытия при одновременном повышении его эксплуатационных качеств и улучшении внешнего вида.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОФИЛИРОВАННЫХ ЛИСТОВ | 1999 |
|
RU2163960C1 |
| СЕТЧАТАЯ БАШНЯ | 2001 |
|
RU2178494C1 |
| ПОНТОН РЕЗЕРВУАРА ДЛЯ ЛЕГКОИСПАРЯЮЩИХСЯ ЖИДКОСТЕЙ | 2001 |
|
RU2181099C1 |
| УЗЕЛ КРЕПЛЕНИЯ ЛИСТОВОЙ ОБШИВКИ | 2001 |
|
RU2203367C2 |
| ПИРАМИДАЛЬНАЯ РЕШЕТЧАТАЯ БАШНЯ | 1999 |
|
RU2165505C1 |
| Блок покрытия | 1983 |
|
SU1130681A1 |
| УЗЕЛ СОЕДИНЕНИЯ ДВУТАВРОВЫХ ИЛИ ТАВРОВЫХ СТЕРЖНЕЙ КУПОЛЬНОГО СООРУЖЕНИЯ | 2001 |
|
RU2183709C1 |
| КРОВЛЯ ЦИЛИНДРИЧЕСКОГО СИЛОСА | 1992 |
|
RU2017917C1 |
| ПЛАВАЮЩАЯ КРЫША ДЛЯ ВЕРТИКАЛЬНОГО РЕЗЕРВУАРА | 2002 |
|
RU2209908C1 |
| ВЕРТИКАЛЬНЫЙ ЦИЛИНДРИЧЕСКИЙ РЕЗЕРВУАР | 2001 |
|
RU2206687C1 |

Изобретение относится к области строительства, а именно к способам монтажа металлической скатной кровли из профилированных листов. Особенностью способа является то, что он предусматривает прокатку рулонной заготовки непосредственно на строительной площадке на профилегибочном агрегате с непрерывной надвижкой профилированного листа на всю ширину кровли по транспортерной ферме, которую предварительно закрепляют между профилегибочным агрегатом и карнизом здания. Сам агрегат и верхний пояс транспортерной фермы располагают в одной плоскости под углом к горизонту, равным углу ската монтируемой кровли. Технический результат изобретения заключается в снижении трудоемкости, стоимости и сроков изготовления кровельного покрытия. 2 ил.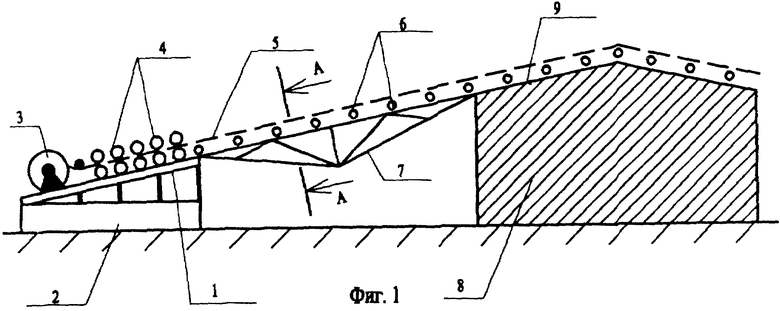
Способ монтажа металлической скатной кровли из профилированных листов путем прикрепления их к элементам обрешетки покрытия и соединения между собой крайними полками в продольных стыках кровли здания, отличающийся тем, что листы рулонной заготовки прокатывают непосредственно на строительной площадке на профилегибочном агрегате и непрерывно надвигают их на всю ширину кровли по транспортерной ферме, которую предварительно закрепляют между профилегибочным агрегатом и карнизом здания, при этом агрегат и верхний пояс транспортерной фермы располагают в одной плоскости под углом к горизонту, равным углу ската монтируемой кровли.
| Строительство и архитектура | |||
| Сер | |||
| Строительные конструкции | |||
| Экспресс-информация, 1995, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Насос | 1917 |
|
SU13A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРКИ МАНОМЕТРОВ | 1992 |
|
RU2043612C1 |
| ЛЮДКОВСКИЙ И.Г | |||
| Опыт замены промышленного здания без остановки производства с применением висячей оболочки | |||
| Обзор | |||
| - М | |||
| , 1986, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Устройство для монтажа ограждения из гибкого полотнища | 1987 |
|
SU1435739A1 |
| US 4259819 А, 07.04.1981. | |||

