Область техники
Изобретение относится к конструкции газовых баллонов, работающих при высоком (обычно до 25 МПа и, возможно, до 30 МПа) и, соответственно, испытываемых при еще более высоком (обычно полуторном) давлении. Эти баллоны предназначены для временного хранения:
преимущественно сжатого природного газа, используемого в системах питания двигателей внутреннего сгорания (ДВС), установленных на различных средствах транспорта и, реже, в системах автономного питания бытовых (обычно малогабаритных) газовых плит и таких широко применяемых в современной технике сжатых газов, как азот, кислород, аргон, ацетилен, диоксид углерода и т.д.
Уровень техники
Общеизвестно, что природный газ уже давно используют на транспорте:
во-первых, как добавку к жидким топливам, а именно:
- к низкосортным бензинам - для повышения их октанового числа,
- к дизельным топливам - для снижения их расхода,
- к тем и другим - для снижения токсичности выхлопных газов,
во-вторых, как самостоятельное моторное топливо, продукты сгорания которого существенно менее токсичны, чем продукты сгорания бензинов и дизельных топлив (см., например: 1. Utility fleet switches to CNG.- Kummantluge Fleet Owner, 1982, v.77, 6, pp.76-78; 2. Повышение эффективности использования моторного топлива из природного газа/А.И.Гриценко, Ю.Н.Васильев, Л.С.Золотаревский, B.C.Каширов. - М.: ВНИИЭГазпром, 1988).
Снижение токсичности выхлопных газов обусловило широкое использование газовых баллонов для (пере)оснащения систем питания ДВС таких средств городского общественного и специального транспорта, как автобусы, такси, машины скорой помощи, трейлеры для перевозки бетонных и железобетонных деталей сборных домов и инженерных сооружений, мусоровозы и т.д.
Также общеизвестно:
что на один ДВС, в системе питания которого предусмотрено использование природного газа, приходится несколько газовых баллонов, а именно от 2-3 шт. на легковых автомобилях до 10 шт. и более на грузовых автомобилях, тракторах и тепловозах, а потому такие баллоны являются изделиями массового производства;
что газовые баллоны тем труднее "втиснуть" в габаритные размеры уже существующих транспортных средств, чем более они громоздки;
что газовые баллоны тем более снижают грузоподъемность автомобилей и требуют тем больших затрат топлива на собственную перевозку, чем более они массивны;
что газовые баллоны работают в условиях циклических термомеханических нагрузок, связанных с процессами зарядки, которым сопутствует нагрев, и процессами опорожнения, которым сопутствует охлаждение вследствие дросселирования газа, и
что от прочности газовых баллонов зависят как максимальное рабочее давление (далее Рmах) и, следовательно, масса заправки, так и надежность транспортных средств в целом не только при авариях, но и в условиях обычной эксплуатации.
С учетом сказанного газовые баллоны должны иметь такую конструкцию, которая:
во-первых, допускала бы их изготовление простыми и высокопроизводительными способами из общедоступных материалов,
во-вторых, характеризовалась коэффициентом запаса прочности не ниже 2,6,
в-третьих, обеспечивала бы:
- как можно меньшую удельную массу, исчисляемую как отношение собственной массы пустого баллона в килограммах к его объему в литрах,
- как можно большие надежность, оцениваемую по количеству разрывов в расчете на 106 (один миллион) используемых баллонов за один год, и ресурс, оцениваемый по предельно допустимому количеству циклов зарядка-опорожнение.
Выполнение этих требований по отдельности или в некоторых комбинациях ныне не представляет существенных затруднений.
Действительно, многим кажется, что стоит лишь снизить количество металла в конструкции баллона, как сразу же удастся уменьшить удельную массу баллонов и затраты на их эксплуатацию.
Так, из SU 912527 А1 известен один из первых газовых баллонов, изготовленных из составной внутренней тонколистовой "технологической" металлической оболочки, "силового" слоя в виде обмотки из стеклопластика и внешнего герметизирующего слоя. Такой баллон имеет стыкуемую с основной частью горловину, и зона этого стыка оказывается наиболее ненадежной в конструкции.
Далее, из SU 1838714 A3 известен усовершенствованный газовый баллон такого типа, в конструкции которого с целью достижения равнопрочности было регламентировано соотношение нитей продольного и поперечного армирования в "силовом" слое.
Комбинированием металла и стеклопластика достигалось снижение удельной массы примерно на 50% в сравнении с металлическими баллонами той же вместимости, изготовленными из низколегированной стали. Однако этот эффект не окупался из-за чрезмерного усложнения конструкции и технологии изготовления комбинированных газовых баллонов.
Также известны газовые баллоны, которые изготовлены из композиционных полимерных материалов, в частности эпоксидных стеклопластиков, и оснащены полиэтиленовой гильзой и вкладышем из высокопрочного алюминиевого сплава (рекламная вставка "Газовый облегченный стеклопластиковый баллон высокого давления" в журнале "Газовая промышленность", 9, 1991 г.). Эти баллоны содержат единственную металлическую деталь и потому имеют существенно (примерно вдвое) меньшую удельную металлоемкость, чем металлические баллоны той же вместимости, изготовленные из низколегированной стали.
Конструкция и технология изготовления таких баллонов остаются сложными, а их ресурс при Рmах=25 МПа редко превышает 1000 циклов зарядка-опорожнение. Действительно, стыки днища и горловины с цилиндрической обечайкой у таких по существу пластмассовых баллонов тем более уязвимы для случайных ударов, чем больше срок эксплуатации баллона и, соответственно, старение эпоксидного связующего.
Снижение Рmах до 20 МПа, как это ныне общепринято (см., например, рекламный проспект "Автомобильные облегченные металлопластиковые баллоны высокого давления для сжатого природного газа" Орского машиностроительного завода, Россия), позволяет увеличить ресурс до 30000 циклов зарядка-опорожнение, но не исключает аварийные разрывы вследствие отмеченного старения связующего.
Из сказанного ясно, почему конструкторы обращают пристальное внимание на металл как основной и единственный материал для изготовления газовых баллонов. При этом основное внимание уделяется отысканию таких форм и относительных геометрических параметров оболочек, которые должны как можно полнее обеспечивать равнопрочность стенок и минимальную удельную массу при фиксированном объеме.
Примерами могут служить тороидальные (снабженные жесткими шпангоутами) и тороцилиндрические баллоны согласно RU Patent 2013683. Форма оболочек для таких баллонов задана весьма сложными уравнениями и весьма неудобна с точки зрения потребителей, а для ее промышленного воспроизведения нужна сложная и дорогая технологическая оснастка. Поэтому упомянутые баллоны не нашли заметного практического применения.
Гораздо более удобны в изготовлении и эксплуатации составные металлические баллоны, известные, например из RU Patent 2022201. Эти баллоны имеют две цельноштампованные цилиндрические на большей части длины оболочки, которые плотно соединены одна с другой по всей поверхности контакта, а именно: внешнюю охватывающую оболочку, снабженную горловиной, и внутреннюю охватываемую оболочку, снабженную днищем.
Несмотря на то, что площадь контакта между оболочками достаточна для обеспечения герметичности, технология их соединения довольно сложна, в связи с чем могут возникать опасные проявляющиеся при эксплуатации дефекты.
Поэтому как для производителей, так и для потребителей предпочтительны такие газовые баллоны, которые изготовлены из цельных металлических заготовок и не имеют конструктивных стыков между горловиной, цилиндрической обечайкой и днищем.
Из их числа к предлагаемому по технической сущности наиболее близок цельнометаллический баллон, известный из описания изобретения GB 332556, F 17 C 1/00, c. 3.
Такой баллон имеет изготовленные преимущественно холодной деформацией из одной плоской стальной заготовки и плавно сопряженные горловину, корпус в виде цилиндрической обечайки и сфероидальное днище со стенкой практически постоянной толщины во всех частях.
Такие баллоны удобны в монтаже и эксплуатации как на средствах транспорта, в особенности, на автомобилях, так и в стационарных кассетах при заправке произвольными газами и, по опубликованным данным, достаточно надежны.
Однако холодная деформация плоских заготовок - довольно медленный (из-за незначительной текучести), сопряженный с потерями металла при штамповке круглых заготовок из листа и энергоемкий технологический процесс. Он возможен лишь при использовании высокопластичных сталей, но и в этом случае не исключены разрывы отдельных заготовок при вытяжке днища и, особенно, цилиндрической обечайки, а для закатки горловины требуется некоторый нагрев металла для повышения пластичности. Кроме того, из-за применения низколегированных сталей удельная масса известных баллонов оказывается довольно большой (0,9-1,0 кг/л).
Сущность изобретения
В основу изобретения положена задача: усовершенствованием соотношений размеров создать такой "бесстыковой" газовый баллон с более низкой удельной массой, который можно было бы с повышенной производительностью и меньшими затратами металла и энергии изготовлять из бесшовных трубчатых заготовок из высокопрочной стали.
Поставленная задача решена тем, что в газовом баллоне, имеющем изготовленные из одной стальной заготовки плавно сопряженные горловину, цилиндрическую обечайку и сфероидальное днище, согласно изобретению выполненное путем кузнечной заварки отношение наружного диаметра D к толщине Sc стенки цилиндрической обечайки удовлетворяет неравенству 45≤D/Sc≤55 и отношение измеренной вдоль геометрической оси баллона максимальной толщины Sд днища к указанной толщине Sc удовлетворяет неравенству 2,2≤Sд/Sc≤3,5.
Такой баллон с коэффициентом запаса прочности ≥ 2,6 и удельной массой не более 0,8 кг/л может быть с высокой производительностью, меньшими затратами металла и энергии и практически полным исключением и производственного брака изготовлен из высокопрочных высоколегированных преимущественно хромоникелевых сталей с временным сопротивлением разрыву более 130 кгс/мм2. Действительно:
заданное соотношение наружного диаметра и толщины стенки цилиндрической обечайки вполне достаточно для исключения поводок трубчатой заготовки при ее частичном нагреве для закатки горловины и днища до его кузнечной заварки и исключения искажений формы поперечного сечения баллона, а
заданное соотношение максимальной толщины днища и толщины стенки цилиндрической обечайки для большинства типоразмеров газовых баллонов вполне достаточно для надежной герметизации днища указанной кузнечной заваркой.
Первое дополнительное отличие состоит в том, что отношение указанной толщины Sд к указанной толщине Sc удовлетворяет неравенству 2,2≤Sд/Sc≤2,4. При таком соотношении достаточно надежная герметизация днища кузнечной заваркой сочетается с минимизацией удельной массы газовых баллонов.
Второе дополнительное отличие состоит в том, что центральная часть сфероидального днища с внешней стороны дополнительно проварена на глубину Sr=(1,0-1,5)Sc. Тем самым практически полностью исключается появление сквозных дефектов в донных частях баллонов при количестве циклов заправка-опорожнение более 30000.
Понятно, что при выборе конкретных соотношений указанных размеров возможны произвольные комбинации указанных дополнительных отличий с основным изобретательским замыслом и что описанные ниже предпочтительные примеры его воплощения никоим образом не ограничивают объем изобретения.
Краткое описание чертежей
Далее сущность изобретения поясняется подробным описанием конструкции газового баллона, технологии его изготовления и его работы со ссылками на прилагаемый чертеж, на котором предложенный баллон изображен в продольном разрезе диаметральной плоскостью.
Наилучшие варианты реализации изобретательского замысла
Газовый баллон (см. чертеж) в любой из конкретных форм осуществления изобретательского замысла имеет плавно сопряженные горловину 1, цилиндрическую обечайку 2 и сфероидальное днище 3 с кузнечной заваркой.
Каждый такой баллон изготовлен из одной трубчатой предпочтительно бесшовной заготовки из высоколегированной и, соответственно, высокопрочной преимущественно хромоникелевой стали с временным сопротивлением разрыву обычно более 130 кгс/мм2.
Каждый готовый баллон характеризуется тем, что:
отношение наружного диаметра D к толщине Sc стенки цилиндрической обечайки 2 удовлетворяет неравенству 45≤D/Sc≤55 и
отношение измеренной вдоль геометрической оси баллона максимальной толщины Sд днища 3 к указанной толщине Sc удовлетворяет неравенству 2,2≤Sд/Sc≤3,5, а предпочтительно 2,2≤Sд/Sc≤2,4.
Для исключения появления сквозных дефектов в донных частях баллонов при длительной эксплуатации желательно, чтобы центральная часть сфероидального днища 3 с внешней стороны была дополнительно проварена на глубину Sr=(1,0-1,5)Sc.
На горловине 1 каждого баллона, который поставлен потребителю, может быть закреплена подходящая запорная или запорно-регулирующая арматура, предпочтительно, любой подходящий дроссельный вентиль, который может быть без труда выбран специалистами из числа доступных на рынке.
Газовые баллоны согласно изобретению изготовляют следующим образом.
Берут мерные предпочтительно бесшовные штучные или отрезанные от трубы полые цилиндрические заготовки из высокопрочной стали, например хромоникелеванадиевой стали марки 20ХН4ФА, имеющие длину и наружный диаметр, соответствующие выбранному типоразмеру готового баллона, и толщину стенки, выбранную в указанных выше пределах.
Каждую такую заготовку со стороны, на которой должна быть сформована выбранная фасонная часть (горловина 1 или днище 3) устанавливают в патроне подходящего шпинделя, нагревают до температуры, достаточной для пластической деформации, на длину, примерно равную ее диаметру, и приводят во вращение.
Сфероидальное днище 3 формуют, закатывая стенку цилиндрической обечайки 2 плоским с рабочей стороны инструментом, обычно имеющим форму прямоугольного параллелепипеда (бруска). Этот брусок из исходного положения "параллельно геометрической оси заготовки" и в постоянном контакте с нею постепенно поворачивают на угол 90o. Для герметичной кузнечной заварки днища 3 деформируемый металл по мере закатки стенки обычно дополнительно подогревают.
Для предупреждения появления сквозных дефектов по мере эксплуатации баллона в центральной части сфероидального днища 3 с внешней стороны (обычно сверлом) делают выемку на глубину Sr=(1,0-1,5)Sc с углом, предпочтительно выбранным в интервале 120-140o, и затем дополнительно проваривают с использованием электродов предпочтительно из близкой по составу стали.
Горловину 1 аналогично описанному формуют калиброванным под требуемый типоразмер баллона инструментом.
Каждый готовый баллон оснащают, как упомянуто выше, дроссельным вентилем или иной запорной арматурой и известным специалистам образом испытывают под давлением, которое на 50% превышает максимальное рабочее давление Рmах.
Эксплуатация таких баллонов включает общеизвестные операции заправки сжатым газом и дозированное в зависимости от нужд потребителя опорожнение.
Промышленная применимость
Изобретение промышленно применимо, ибо независимо от типоразмеров все баллоны, соответствующие изобретательскому замыслу:
могут быть изготовлены промышленным путем из высокопрочных высоколегированных сталей с использованием высокопроизводительного оборудования,
обладают высокой надежностью даже в аварийных ситуациях и
имеют весьма низкую удельную массу на уровне не более 0,8 кг/л.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки баллонов | 1988 |
|
SU1611953A1 |
Газовый баллон состоит из плавно сопряженных горловины, цилиндрической обечайки и сфероидального днища, изготовленных из одной стальной трубчатой заготовки. Днище выполнено путем кузнечной заварки. Отношение наружного диаметра D к толщине Sc стенки цилиндрической обечайки удовлетворяет неравенству 45≤D/Sc≤55. Отношение измеренной вдоль геометрической оси баллона максимальной толщины Sд днища к указанной толщине Sc удовлетворяет неравенству 2,2≤Sд/Sc≤3,5. Центральная часть сфероидального днища может быть дополнительно проварена с внешней стороны на глубину Sг=(1,0-1,5)Sc. Использование изобретения позволит повысить производительность изготовления баллонов и уменьшить затраты металла и энергии. 2 з.п. ф-лы, 1 ил.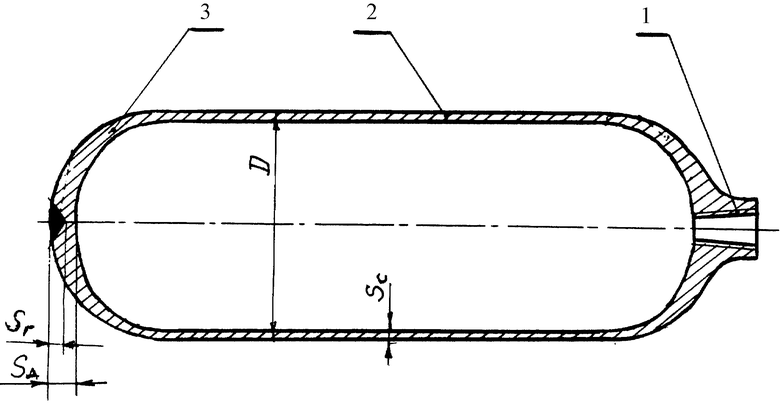
| ВСЕСОЮЗНАЯ Г^ЙЛТ^еПШ-ЩШНЕСКА/? ^_ШБДИОТ?НА I | 0 |
|
SU332556A1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2007658C1 |
| БАЛЛОН ДЛЯ ЧИСТОГО СЖАТОГО ГАЗА | 1992 |
|
RU2032846C1 |
| Полуавтомат для нанесения клея на затяжную кромку верха обуви | 1969 |
|
SU306660A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУЛЬФИДОВ ТИТАНА | 2013 |
|
RU2541065C2 |

