Настоящее изобретение касается рамы перфорированной маски, предназначенной для использования в электронно-лучевой трубке, в частности в цветной телевизионной трубке.
Обычно цветные телевизионные электронно-лучевые трубки с перфорированной маской содержат стеклянную оболочку или колбу, внутри которой закрепляются металлические детали, одна из которых представляет собой перфорированную маску, закрепленную на раме, а другая - магнитный экран, расположенный внутри стеклянной оболочки или колбы.
Стеклянная оболочка или колба цветной телевизионной трубки состоит из двух деталей, а именно из передней плиты, содержащей экран, на котором формируется телевизионное изображение, и конуса, в котором закрепляются электронные пушки и катушки отклонения электронных пучков цветной электронно-лучевой трубки.
Перфорированная маска цветного кинескопа изготавливается из тонкой металлической ленты, в которой выполняются при помощи химической обработки многочисленные отверстия небольших размеров и соответствующей формы. Используемые в данном случае металлические ленты обычно представляют собой ленты, изготовленные из низкоуглеродистой стали или из сплава железа с никелем, такого, например, как инвар. Такая перфорированная маска формируется при помощи горячей или холодной штамповки так, чтобы она имела периферийную закраину, вдоль которой приваривается металлическая рама.
Система, образованная рамой и перфорированной маской, закрепляется внутри передней стеклянной плиты трубки посредством устройств подвешивания, закрепленных на этой раме и присоединяемых к элементам крепления, заделанным в толщу стеклянной плиты.
Внутренний магнитный экран трубки может быть закреплен либо на раме перфорированной маски, либо на специальных узлах крепления, заделанных в стекло плиты.
Известны различные типы конструкций электронно-лучевых трубок, которые отличаются друг от друга, в частности, типом используемой перфорированной маски или типом удерживающей ее рамы, а также способом подвешивания или закрепления этой рамы внутри стеклянной оболочки или колбы трубки.
Что касается различных типов используемых рам перфорированной маски, различают, в частности, тонкие и легкие рамы, толщина которых может иметь величину, например, порядка 0,2 мм, и толстые, жесткие и тяжелые рамы.
Что касается способов подвешивания или закрепления рамы внутри стеклянной колбы трубки, различают варианты подвешивания рамы в точках, располагающихся в окрестности углов экрана, и подвешивание рамы в средней части периферийных кромок стеклянной плиты посредством биметаллических устройств компенсации, закрепленных на наружной поверхности сторон этой рамы.
Способ подвешивания перфорированной маски посредством удерживающей эту маску рамы внутри стеклянной колбы электронно-лучевой трубки должен обеспечивать возможность выполнения целого ряда функций.
Прежде всего используемая конструкция подвешивания должна обеспечивать возможность контроля относительных перемещений стеклянного экрана и перфорированной маски, которая подвергается нагреву под действием бомбардировки электронными пучками, таким образом, чтобы сохранить приемлемую чистоту цветов изображения, формируемого на экране.
С другой стороны, устройства подвешивания рамы должны удерживать перфорированную маску в заданном положении внутри стеклянной колбы даже в том случае, когда электронно-лучевая трубка подвергается удару, и защищать перфорированную маску от внешних механических воздействий.
И наконец, системы подвешивания рамы должны обеспечивать возможность демонтажа или перемещения перфорированной маски в процессе изготовления цветной электронно-лучевой трубки и последующей повторной установки ее на место внутри стеклянной оболочки трубки столько раз, сколько может оказаться необходимым по технологическим соображениям.
Система, образованная перфорированной маской, рамой для ее удержания и устройствами подвешивания этой рамы, должна обладать, в частности, двумя следующими свойствами:
с одной стороны, эта система должна обеспечивать возможность изменения размерных параметров, возникающих вследствие общего нагрева системы,
а с другой стороны, эта система должна обладать высокой механической стабильностью.
Большинство известных в данной области систем содержат достаточно толстую, жесткую и тяжелую раму, изготовленную из стали и подвешенную в стеклянной колбе трубки при помощи трех или четырех биметаллических пружин, закрепленных на соединительных элементах, заделанных в среднюю часть периферийных кромок стеклянной плиты трубки. Недостатки известных систем состоят в том, что такая рама обладает достаточно большой тепловой инерцией, а также способ компенсации изменений размерных параметров термического происхождения достаточно сложен.
Известны также варианты использования толстых, жестких и тяжелых рам, изготовленных из стали, которые подвешиваются в углах стеклянной плиты экрана посредством четырех систем подвешивания. Такая конструкция является симметричной и обладает преимуществом, поскольку позволяет реализовать тепловую автокомпенсацию. Однако такая рама всегда обладает слишком большой тепловой инерцией.
Кроме того, известные из существующего уровня техники в данной области толстые металлические рамы часто имеют слишком большой вес, который может превышать 2 кг в случае использования технологий с "натянутой маской", когда перфорированная маска натягивается на раму, жесткость которой должна быть достаточной, чтобы противостоять механическим напряжениям, возникающим в результате натяжения маски.
Известны также варианты использования достаточно тонких рам, толщина которых, например, может иметь величину порядка 200 мкм, причем эти рамы небольшого веса подвешиваются в углах стеклянной плиты экрана.
Преимущество этих тонких рам заключается в том, что они обладают малой тепловой инерцией, но являются весьма хрупкими и непрочными из-за своей малой толщины. Такие рамы также не обладают достаточной жесткостью. Вследствие этого может оказаться необходимым приваривать устройства подвешивания рамы к узлам крепления, чтобы исключить самопроизвольное отсоединение рамы. Таким образом, изготовление электронно-лучевой трубки становится более сложным.
В основу настоящего изобретения поставлена задача создания конструкции рамы для перфорированной маски электронно-лучевой трубки, в частности, цветной телевизионной трубки, имеющей плоские стороны, расположенные строго вдоль боковых граней прямой призматической поверхности, и являющейся кромкой для придания жесткости при закреплении перфорированной маски на раме, посредством которой эта перфорированная маска устанавливается во внутренней полости стеклянной колбы электронно-лучевой трубки, которая содержит конусную часть и переднюю плиту, представляющую собой экран, причем упомянутая рама обладает удовлетворительной механической прочностью, минимально возможным весом для заданной прочности, малой тепловой инерцией, а также другими преимуществами, такими, например, как ограниченная чувствительность по отношению к периодическим внешним воздействиям в диапазоне частот, например, от 100 до 400 Гц.
Поставленная задача решается тем, что плоские стороны рамы содержат одну наружную мембрану и одну внутреннюю мембрану, расположенные друг против друга и скрепленные между собой, причем каждая из этих мембран образована частью тонкой металлической ленты.
В предпочтительном варианте реализации для повышения механической прочности рамы по меньшей мере одна из двух наружной и внутренней мембран усилена при помощи по меньшей мере одной изогнутой части этой мембраны.
В соответствии с предпочтительным способом реализации одна из двух мембран или обе мембраны подкреплены ребрами или элементами жесткости.
В дальнейшем изобретение поясняется описанием предпочтительных вариантов его воплощения со ссылками на сопровождающие чертежи, на которых:
фиг. 1 изображает схематически общий вид в разборе электронно-лучевой трубки с перфорированной маской согласно изобретению,
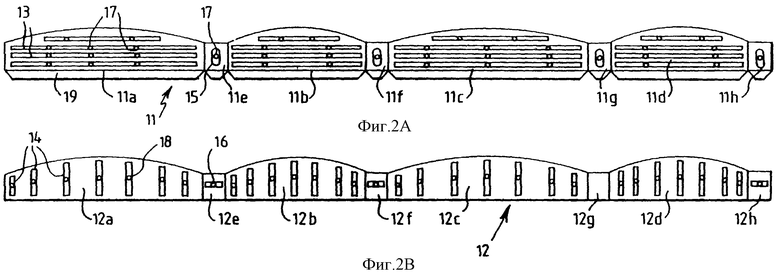
фиг. 2А и 2В изображают вид сверху металлических лент, вырезанных перед приданием им соответствующей формы таким образом, чтобы образовать наружную мембрану и внутреннюю мембрану соответственно для рамы перфорированной маски в соответствии с первым вариантом реализации предлагаемого изобретения,
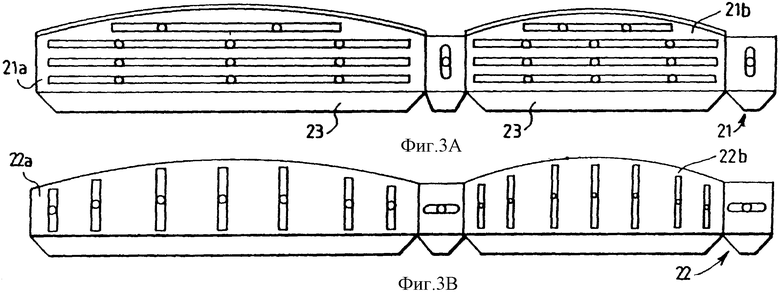
фиг. 3А и 3В изображают вид сверху металлических лент, вырезанных и сформованных таким образом, чтобы образовать соответственно наружную мембрану и внутреннюю мембрану рамы для перфорированной маски в соответствии со вторым способом реализации предлагаемого изобретения,
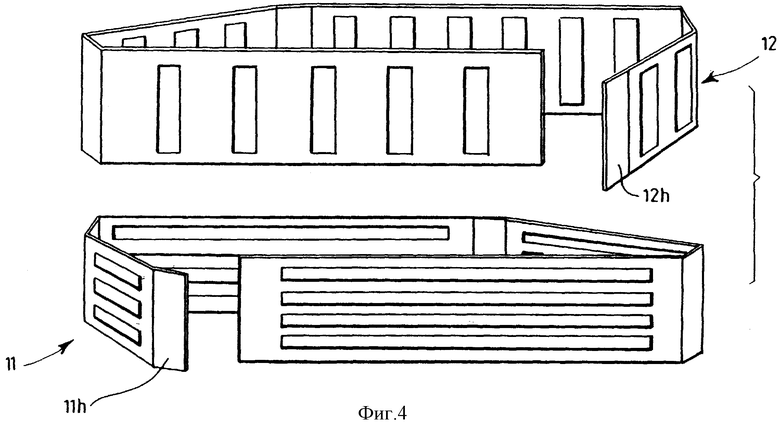
фиг. 4 изображает общий вид в разборе, формование путем сгибания и соединение двух металлических лент типа показанных на фиг.2А и 2В при изготовлении рамы перфорированной маски в соответствии с первым способом реализации предлагаемого изобретения,
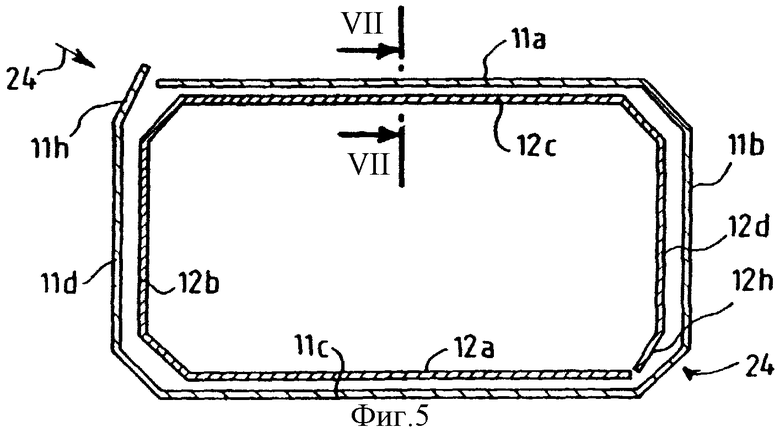
фиг. 5 изображает вид сверху металлических лент, показанных на фиг.4, в собранном виде перед сваркой,
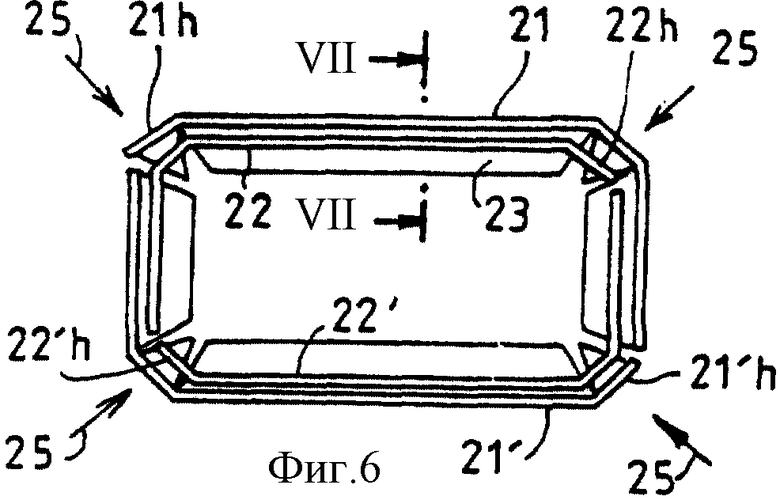
фиг.6 изображает вид сверху металлических лент типа показанных на фиг.3А и 3В в их собранном виде перед сваркой,
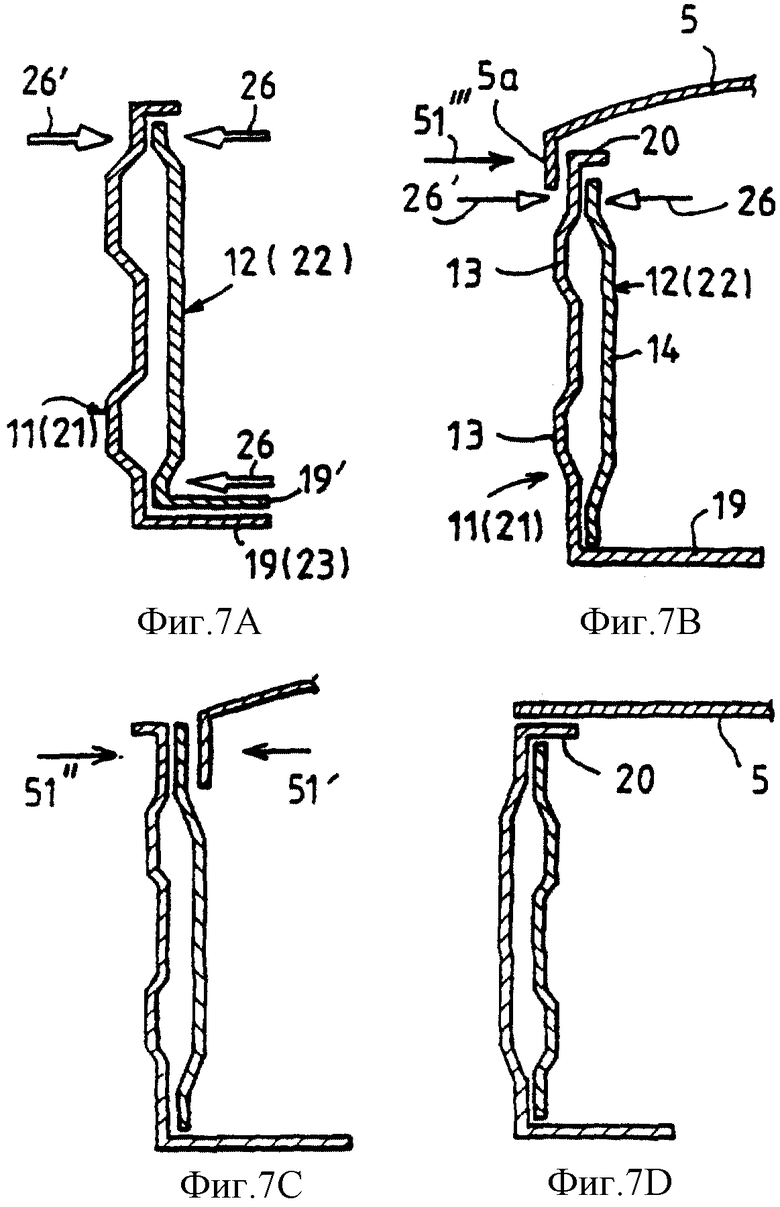
фиг. 7А, 7В, 7С и 7Д изображают вертикальный разрез по линии VII-VII на фиг.5 или фиг.6, демонстрирующие наружную мембрану и внутреннюю мембрану рамы перфорированной маски в соответствии с предлагаемым изобретением в собранном виде, а также часть перфорированной маски в положении ее присоединения к раме,
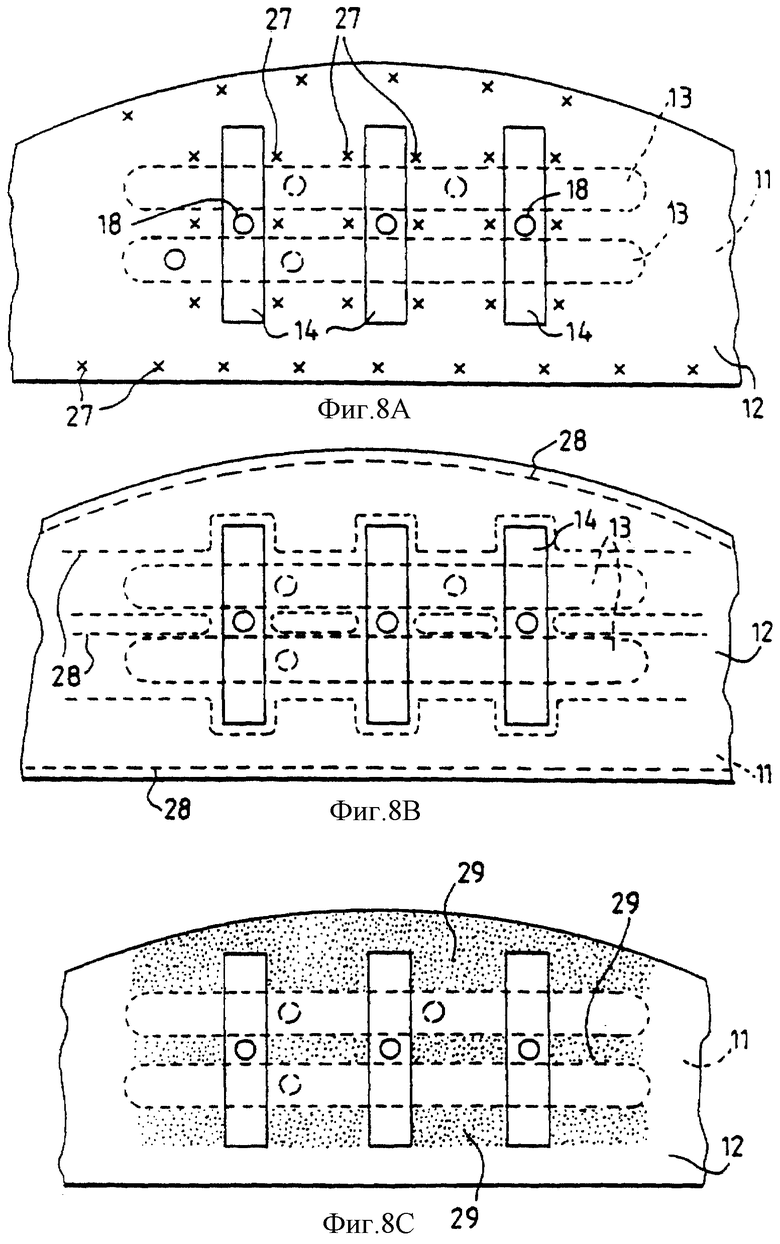
фиг. 8А, 8В и 8С изображают вид сверху, показывающий зоны сварки внутренней мембраны и наружной мембраны рамы перфорированной маски в соответствии с предлагаемым изобретением, располагаемых друг против друга и соединяемых между собой,
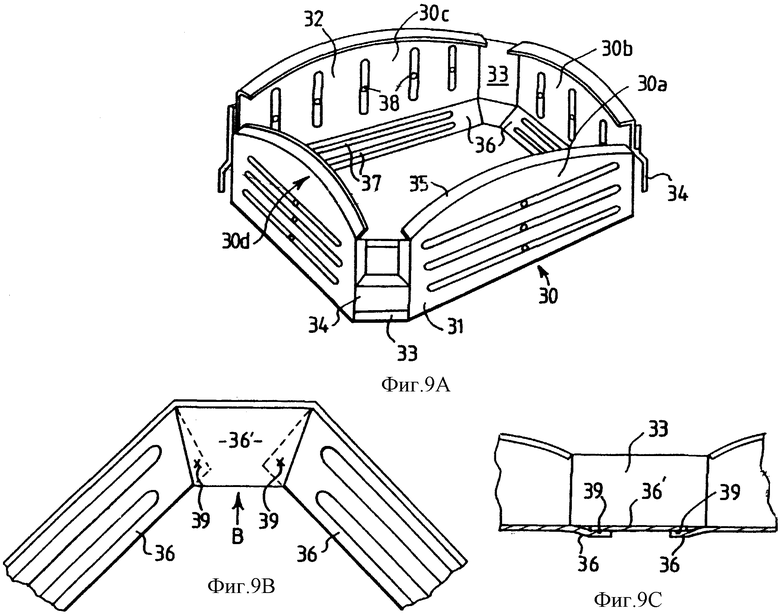
фиг. 9А изображает схематически общий вид рамы перфорированной маски в соответствии с предлагаемым изобретением в собранном положении;
фиг. 9В изображает схематически вид сверху угловой зоны рамы, показанной на фиг.9А,
фиг.9С изображает схематически вид спереди угловой зоны рамы, показанной на фиг.9В,
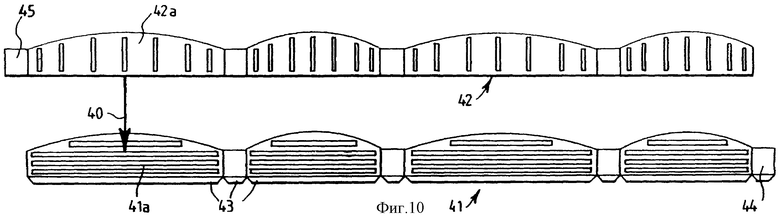
фиг.10 изображает схематически вид сверху наружной мембраны и внутренней мембраны рамы перфорированной маски в соответствии с предлагаемым изобретением, иллюстрирующий вариант способа изготовления упомянутой рамы в соответствии с предлагаемым изобретением,
фиг. 11 изображает схематически общий вид рамы перфорированной маски в соответствии с предлагаемым изобретением, позволяющей использовать технологию "натянутой маски",
фиг. 12А изображает схематически общий вид части стороны рамы перфорированной маски в соответствии с вариантом реализации предлагаемого изобретения,
фиг.12В изображает разрез по линии 12В-12В на фиг.12А,
фиг.12С изображает разрез по линии 12С-12С на фиг.12,
фиг. 13А, 13В и 14 изображают элемент подвешивания, закрепленный при помощи зажима в угловой части рамы в соответствии с предлагаемым изобретением.
На фиг.1 можно видеть различные детали, в совокупности образующие электронно-лучевую трубку с перфорированной маской, используемую в качестве цветной телевизионной трубки.
Электронно-лучевая трубка 1 содержит стеклянную оболочку или колбу, образованную конусной частью 2 и донной плитой 3, и две металлических детали 4 и 9, которые закрепляются во внутренней полости упомянутой стеклянной оболочки или колбы трубки.
Металлическая деталь 4 представляет собой предварительно собранную систему, содержащую перфорированную маску 5, представляющую собой тонкий металлический лист, содержащий множество сквозных отверстий 6, раму 7 перфорированной маски и устройства 8 подвешивания упомянутой системы 4 внутри плиты 3 стеклянной колбы трубки.
Металлическая деталь 9 представляет собой металлическую стенку, сформованную таким образом, чтобы образовать внутренний магнитный экран, вставленный внутрь конусной части 2 стеклянной колбы и закрепленный на раме перфорированной маски.
Конусная часть 2 стеклянной колбы имеет прямоугольное основание с закругленными углами и искривленную стенку, форма которой близка к форме конуса и поперечное сечение которой уменьшается в направлении заднего конца или горловины электронно-лучевой трубки 1, на уровне которого в конусной части 2 трубки размещаются электронные пушки и катушки отклонения электронных пучков данной электронно-лучевой трубки.
Стеклянная плита 3 содержит слегка искривленную переднюю стенку 3а, образующую экран электронно-лучевой трубки, и выступающий край 36, прямоугольное основание которого с закругленными углами может быть точно состыковано с основанием конусной части 2. На внутренней поверхности выступающего края или реборды 3б стеклянной плиты 3 закреплены монтажные штыри 10, выступающие в направлении внутрь и позволяющие осуществить подвешивание системы 4, содержащей перфорированную маску 5 и раму 7, посредством устройств подвешивания 8, закрепленных на краях этой рамы 7.
Электронно-лучевая трубка 1, схематически представленная на фиг.1, относится к типу, содержащему монтажные штыри 10, закрепленные в средней части кромок стеклянной плиты и предназначенные для взаимодействия с устройствами подвешивания 8, закрепленными в среднем положении на сторонах рамы 7 перфорированной маски 5.
На фиг. 1 различные детали, составляющие электронно-лучевую трубку 1, представлены раздельно перед их сборкой в единую систему для того, чтобы образовать в целом электронно-лучевую трубку.
Для осуществления изготовления и сборки электронно-лучевой трубки отдельно изготавливают конструктивные детали 2 и 3 стеклянной оболочки или колбы, систему 4 и магнитный экран 9. Затем все эти детали собираются в единую систему так, как это более подробно описано ниже.
Перфорированная маска 5 изготавливается из тонкой металлической ленты, в которой при помощи специальной химической обработки выполняются многочисленные сквозные отверстия 6. Затем перфорированный металлический лист формуется при помощи горячей или холодной штамповки, чтобы сформировать перфорированную маску 5, содержащую монтажный периферийный выступ, имеющий в целом строго перпендикулярную форму с закругленными углами.
Рама 7 закрепляется при помощи сварки на монтажной кромке перфорированной маски 5. Затем устройства подвешивания и крепления 8 привариваются к краям упомянутой рамы. Реализованная таким образом система 4 закрепляется внутри стеклянной плиты 3 после различных необходимых операций термической обработки.
Затем на упомянутой раме 7 закрепляется магнитный экран 9, причем это крепление выполняется, например, при помощи зажимов или хомутов. В некоторых вариантах реализации оказывается необходимым закреплять магнитный экран на монтажных стержнях, заделанных во внутреннюю стенку стеклянной плиты.
Затем может быть осуществлена сборка стеклянной оболочки или колбы электронно-лучевой трубки.
Как было указано выше, в случае использования электронно-лучевых трубок с перфорированной маской в соответствии с существующим уровнем техники в данной области никогда не реализуется такая рама для перфорированной маски, которая обладала бы одновременно очень высокой механической прочностью, относительно небольшим собственным весом и малой тепловой инерцией, а также могла бы иметь ограниченную чувствительность по отношению к периодическим внешним воздействиям в тех или иных частотных диапазонах.
Рама крепления перфорированной маски электронно-лучевой трубки в соответствии с предлагаемым изобретением, которая будет подробно описана ниже, позволяет устранить недостатки, присущие известным аналогичным устройствам.
На фиг.2А и 2В схематически представлены соответственно наружная мембрана 11 и внутренняя мембрана 12 рамы перфорированной маски электронно-лучевой трубки.
Эти мембраны 11 и 12 изготовлены из ленты, полученной из тонкого листового или полосового металлического проката, например, ленты из стали, сплава железа с никелем или из другого сплава.
Лента из тонкого металлического листа вырезается вдоль внешнего контура, позволяющего ограничить четыре зоны 11а, 11б, 11с, 11д или 12а, 12б, 12с, 12д по длине этой ленты, предназначенные для формирования наружной мембраны и внутренней мембраны соответственно с каждой из сторон рамы перфорированной маски в процессе соединения лент 11 и 12 для реализации рамы, плоские стороны которой располагаются вдоль боковых граней прямоугольного параллелепипеда.
Зоны 11б и 11д с одной стороны и зоны 12б и 12д с другой стороны на лентах 11 и 12 соответственно имеют идентичную форму и предназначены для формирования мембран на малых сторонах рамы.
Между двумя соседними зонами, предназначенными для формирования мембран на сторонах рамы, и на одном из концов ленты 11 или 12 предусмотрены специальные угловые или соединительные зоны 11e, 11f, 11g и 11h для ленты 11 и соответственно зоны 12е, 12f, 12g и 12h для ленты 12.
В каждой из зон, предназначенных для формирования внутренней или наружной мембран одной из сторон рамы перфорированной маски, металлическая лента формуется, например, при помощи штамповки или обкатки таким образом, чтобы получить ребра жесткости, параллельные между собой.
Соседние зоны ленты 11, предназначенные для формирования наружных мембран рамы, содержат ребра жесткости 13, параллельные продольным кромкам данной ленты.
Соседние зоны ленты 12, предназначенные для формирования внутренних мембран боковых сторон рамы, содержат ребра жесткости 14, перпендикулярные по отношению к продольным кромкам данной металлической ленты.
В соответствии с предлагаемым изобретением может быть также предусмотрено формирование ребер жесткости, параллельных продольным кромкам данной металлической ленты, в зонах, предназначенных для формирования мембраны большой или малой стороны рамы, и ребер жесткости, перпендикулярных продольным кромкам данной металлической ленты, в зонах, предназначенных для формирования соответственно мембран других сторон этой рамы. Таким образом, одна и та же металлическая лента может содержать в своих соседних зонах ребра жесткости продольного направления и ребра жесткости, перпендикулярные к продольному направлению.
Кроме того, угловые зоны и зона соединения могут также содержать ребра жесткости 15 (в случае ленты 11) или 16 (в случае ленты 12), которые перпендикулярны по отношению к ребрам жесткости 13 или 14 зон, образующих мембраны сторон рамы перфорированной маски.
Металлические листы или ленты 11 или 12 на уровне каждого из ребер жесткости 13, 15, 14 и 16 имеют отверстия 17 или 18, проходящие сквозь данную ленту по всей ее толщине таким образом, чтобы исключить задерживание газов между внутренней и наружной мембранами боковых сторон рамы в том случае, когда эти мембраны прикладываются друг к другу и соединяются между собой при помощи сварки, как это более подробно изложено ниже.
Кроме того, по меньшей мере одна из двух лент (наружная лента 11 в случае способа реализации, схематически представленного на фиг.2А и 2В) содержит вдоль одной из своих кромок пластинчатые лапы 19 на уровне каждой из последовательно расположенных зон, образующих мембрану стенки рамы, и на уровне угловых зон и зоны соединения.
В том случае, когда лента сгибается, чтобы образовать раму перфорированной маски, упомянутые пластинчатые лапы 19 (фиг.7В) загибаются в направлении внутрь под углом 90o по отношению к плоскости ленты 11.
Часть 20 верхней кромки ленты 11, ширина которой меньше ширины нижней кромки 19, также загнута в направлении внутрь рамы под углом 90o, что способствует приданию раме дополнительной жесткости. Перфорированная маска 5 накладывается и приваривается вдоль верхней кромки 20 рамы.
На фиг.7В схематически представлена перфорированная маска 5 в положении присоединения. Реборда или выступающий край 5а маски 5 размещается против верхней части наружной мембраны рамы вдоль кромки 20, загнутой в направлении внутрь этой рамы. Приваривание перфорированной маски осуществляется снаружи по отношению к раме, как это символически показано стрелкой 51'''.
На фиг. 7С схематически представлен вариант реализации рамы и способа крепления перфорированной маски 5. В этом случае верхняя кромка 20 наружной мембраны рамы загнута в направлении наружу по отношению к этой раме и реборда 5а маски 5 располагается против внутренней мембраны рамы вдоль кромки 20. Приваривание перфорированной маски к раме может осуществляться либо снаружи по стрелке 51, либо изнутри рамы по стрелке 51'. В качестве варианта кромка 20 повышения жесткости рамы может быть выполнена путем отгибания верхней кромки внутренней мембраны в направлении наружу поверх наружной мембраны и реборда 5а перфорированной маски 5 может быть приварена к внутренней мембране рамы.
На фиг. 7Д схематически представлен вариант выполнения рамы с натянутой перфорированной маской. В этом варианте реализации верхняя кромка 20 и маска 5 имеют форму участка цилиндрической поверхности круглого поперечного сечения. Маска 5 размещается против кромки 20 и закрепляется на этой кромке 20 при помощи сварки. Ниже более подробно описан монтаж перфорированной маски на раме в соответствии с предлагаемым изобретением при использовании технологии "натянутой маски" со ссылками на фиг.11.
Как можно видеть на фиг.7А, в некоторых случаях реализации внутренняя мембрана рамы может также содержать реборду 19', загнутую под углом 90o в направлении внутрь рамы и наложенную на кромку 19 наружной мембраны.
После осуществления вырезания, формования и реализации отверстий в лентах 11 и 12 выполняют сборку и формование собственно рамы.
В соответствии с первым примером реализации предлагаемого изобретения (фиг. 4 и 5) соединение при помощи сварки наружной и внутренней мембран рамы осуществляется после соответствующего сгибания лент 11 и 12, образующих эти мембраны.
В соответствии с вариантом реализации, который более подробно будет описан ниже со ссылками на фиг.10, соединение при помощи сварки наружной и внутренней мембран данной рамы в положении их наложения друг на друга может быть осуществлено перед сгибанием этих мембран.
В случае упомянутого выше первого примера реализации осуществляют отгибание части кромки ленты 11, предназначенной для формирования наружной мембраны, располагающейся против пластинчатых лап 19, чтобы сформировать реборду 20 повышения жесткости рамы, вдоль которой закрепляется перфорированная маска. В некоторых случаях можно также отгибать соответствующую кромку ленты 12, образующей внутреннюю мембрану, причем кромка повышения жесткости рамы, вдоль которой закрепляется перфорированная маска, при этом образуется наложенными друг на друга ребордами наружной и внутренней мембран.
Затем осуществляют отгибание пластинчатых лап 19 ленты 11 в направлении внутрь рамы, как это схематически показано на фиг.7А и 7В.
Соответствующие пластинчатые лапы 19' могут быть предусмотрены на ленте, образующей внутреннюю мембрану 12, причем эти пластичные лапы 19' также отгибаются в направлении внутрь рамы под углом 90o.
Сгибание ленты 11, образующей наружную мембрану, осуществляют (фиг.4) вдоль ребер, перпендикулярных продольным кромкам данной ленты и ограничивающих угловые зоны 11e, 11f, 11g, а также зону соединения 11h. Затем устанавливают ленту 11 после ее сгибания внутрь шаблона или кондуктора, который позволяет удерживать зоны этой ленты, располагающиеся между двумя угловыми зонами, размещенными точно вдоль боковых сторон прямоугольного параллелепипеда (фиг.5).
Таким образом обеспечивают удержание наружной ленты 11 в форме, заданной шаблоном или кондуктором, при помощи приваривания друг к другу пластинчатых лап 19, образующих одну из отгибаемых кромок данной ленты, а затем (фиг.4 и 5) вводят ленту 12 после ее сгибания внутрь ленты 11, образующей наружную мембрану, согнутую и предварительно собранную в соответствии с требуемой формой.
Согнутая соответствующим образом лента 12 вводится внутрь согнутой и предварительно соединенной или собранной ленты 11 в положении, представленном на фиг.5, то есть в положении, когда зона 11д ленты 11 располагается против зоны 12б ленты 12. Таким образом, зоны соединения 11h и 12h лент 11 и 12 соответственно располагаются в углах рамы, диагонально противоположных друг другу.
После установки согнутых соответствующим образом лент 11 и 12 (фиг.5) осуществляют сварку наложенных друг на друга лент, в частности, для реализации крепления зон соединения 11h и 12h против соответствующей угловой зоны, как показано стрелками 24.
В данном случае могут быть использованы электросварка, лазерная сварка или плазменная сварка. Можно также использовать пайку в том случае, если паяное соединение совместимо с требованиями его поведения в вакууме и с ожидаемыми электронными характеристиками данной электронно-лучевой трубки.
Способ изготовления рамы, который был описан выше со ссылками на фиг.4 и 5, использует две ленты 11 и 12, показанные на фиг.2А и 2В.
В соответствии со вторым способом реализации предлагаемого изобретения можно также использовать для получения рамы четыре вырезанные и сформованные соответствующим образом ленты, причем две из этих лент образуют наружную мембрану рамы, а две других ленты образуют ее внутреннюю мембрану.
На фиг. 3А и 3В схематически представлены соответственно одна лента 21, образующая часть наружной мембраны рамы перфорированной маски в соответствии с предлагаемым изобретением, и одна вырезанная лента 22, образующая часть внутренней мембраны рамы перфорированной маски в соответствии со вторым способом реализации предлагаемого изобретения.
Чтобы сформировать раму, используют две ленты типа ленты 21 и две ленты типа ленты 22, которые после их сгибания соединяются так, как показано на фиг.6.
Лента 21 содержит две смежные зоны 21а и 21б, предназначенные для формирования одной большой стороны и одной малой стороны соответственно наружной мембраны рамы перфорированной маски.
Кроме того, лента 22 содержит две смежные зоны 22а и 22б, предназначенные соответственно для формирования одной большой стороны и одной малой стороны внутренней мембраны рамы для перфорированной маски.
По аналогии с лентами 11 и 12 (фиг.2А и 2В) ленты 21 и 22 содержат угловые зоны между зонами, предназначенными для формирования мембран боковых сторон рамы, и одну соединительную зону на одном из концов этих лент. Нет необходимости подробно описывать ленты 21 и 22, поскольку эти ленты выполнены аналогично уже описанным выше лентам 11 и 12 и соответствуют половине этих лент каждая в продольном направлении.
Чтобы сформировать раму для перфорированной маски, используют (фиг.6) две ленты 21 и 21', предназначенные для формирования наружных мембран рамы, и две ленты 22 и 22', предназначенные для формирования внутренних мембран рамы.
Наружные ленты 21 и 21' складываются и устанавливаются в шаблон или кондуктор таким образом, чтобы зоны типа 21а и 21б были расположены вдоль боковых граней прямоугольного параллелепипеда. После этого осуществляют предварительную сборку лент 21 и 21' вдоль определяемого параллелепипедом контура при помощи сваривания между собой лап или язычков 23, предусмотренных вдоль продольной кромки ленты 21 и отогнутых под углом 90o в направлении внутрь рамы.
Ленты 22 и 22' складываются и вводятся внутрь рамы, образованной лентами 21 и 21', согнутыми и предварительно соединенными вдоль контура параллелепипеда и удерживаемыми внутри шаблона или кондуктора.
Эти ленты 22 и 22' после их сгибания вводятся внутрь наружной рамы, образованной лентами 21 и 21', таким образом, чтобы их концевые соединительные зоны 22h и 22'h были расположены против двух угловых зон лент 21 и 21' соответственно и на одной диагонали контура, определяемого лентами 21 и 21', предварительно соединенными между собой, отличной от той диагонали, на которой располагаются концевые соединительные зоны 21h и 21'h лент 21 и 21' соответственно.
Затем осуществляют сваривание лент 21, 21', 22 и 22', располагающихся друг против друга в соответствии со схемой (фиг.6). В частности, осуществляют сваривание соединительных зон лент по четырем углам сформированной таким образом рамы, как показано стрелками 25.
Обращаясь к фиг.7А и 7В, на которых схематически представлены упрощенные виды в разрезе лент, образующих соответственно наружную мембрану и внутреннюю мембрану рамы для перфорированной маски в процессе сваривания этих лент друг с другом, можно видеть, что в положении соединения лент ребра жесткости 13 наружной ленты 11 (или наружной ленты 21) направлены наружу, а ребра жесткости 14 внутренней ленты 12 (или внутренней ленты 22) направлены внутрь рамы таким образом, чтобы плоские зоны соединения наружной и внутренней лент были расположены друг против друга в их положении сваривания. Сварка в этих плоских соединительных зонах, располагающихся друг против друга, осуществляется снаружи или изнутри рамы, как это показано стрелками 26 и 26'.
Нет необходимости в том, чтобы наружные и внутренние ленты имели одинаковую ширину или одинаковую толщину. Эти параметры для каждой ленты могут быть выбраны индивидуально в зависимости от характеристик, требуемых для данной рамы для перфорированной маски.
Однако при этом внутренняя мембрана должна покрывать возможно большую часть поверхности наружной мембраны между ее верхней кромкой крепления перфорированной маски и нижней кромкой, вырезанной в форме язычка и загнутой внутрь рамы.
Внутренняя мембрана может содержать кромку 19', загнутую в направлении внутрь рамы и наложенную на загнутую кромку 19 (или кромку 23) наружной мембраны или может не содержать такой кромки.
На фиг. 8А, 8В и 8С схематически представлена внутренняя мембрана 12, соответствующим образом расположенная и приваренная к наружной мембране 11, причем эти мембраны образуют одну сторону рамы для перфорированной маски в соответствии с предлагаемым изобретением.
Способы изготовления стенки рамы, проиллюстрированные схематически на фиг. 8А, 8В и 8С, отличаются типом сварки, реализованной для соединения двух наложенных друг на друга мембран стенки рамы перфорированной маски.
Мембраны 11 и 12 содержат ребра жесткости 13 и 14 соответственно, которые располагаются взаимно перпендикулярно. Мембраны 11 и 12 содержат сквозные отверстия 17 и 18, выполненные на уровне каждого из ребер жесткости 13 и 14 таким образом, чтобы пространство, заключенное между ребром жесткости одной мембраны, выступающим в направлении внутрь или наружу, и поверхностью другой мембраны, сообщалось с внешней атмосферой. Таким образом удается исключить запирание газов в пространстве между стенками рамы, поскольку такие закупоренные между приваренными друг к другу мембранами газы могут нарушить нормальное функционирование электронно-лучевой трубки.
В случае способа реализации, схематически представленного на фиг.8А, сваривание мембран 11 и 12 осуществляется при помощи точечной сварки в точках 27.
Эти точки сварки 27 располагаются по одной линии вдоль двух продольных кромок мембран 11 и 12 и размещены между ребрами жесткости 13 и 14.
В случае соединения мембран 11 и 12, схематически представленного на фиг. 8В, связь двух этих мембран реализуется при помощи сплошных и непрерывных линий сварки 28. В частности, реализуются две сплошных линии сварки 28 вдоль продольных кромок мембран 11 и 12, причем линии сварки охватывают ребра жесткости 13 и 14, а также обычно замкнутые линии сварки между этими ребрами жесткости 13 и 14.
В случае соединения мембран 11 и 12, схематически представленного на фиг. 8С, связь между этими мембранами 11 и 12 осуществляется путем распределения специальной паяльной пасты в определенных зонах 29, располагающихся между мембранами 11 и 12, и поддержания предварительно собранной рамы при температуре пайки внутри нагревательной печи. Таким образом осуществляется соединение при помощи пайки двух мембран 11 и 12 в упомянутых зонах 29.
В предпочтительном варианте реализации упомянутые зоны 29 располагаются вдоль продольных кромок мембран 11 и 12 и между ребрами жесткости 13 и 14.
При сравнительном анализе оказывается, что способ реализации соединения мембран 11 и 12, схематически представленный на фиг.8В, в соответствии с которым эти мембраны 11 и 12 соединяются между собой при помощи сплошных линий сварки, представляет собой наиболее предпочтительный способ реализации, который способен обеспечить наилучшее соединение располагающихся друг против друга мембран 11 и 12.
На фиг.9А схематически представлена рама для перфорированной маски 30 в собранном и сваренном состоянии.
Рама 30 содержит четыре стороны плоской формы 30а, 30б, 30с и 30д, расположенные по четырем боковым граням прямоугольного параллелепипеда.
Каждая из плоских сторон рамы 30 образована наружной мембраной 31 и внутренней мембраной 32, установленными друг против друга и соединенными между собой сваркой.
Наружные мембраны и внутренние мембраны четырех сторон рамы могут быть реализованы, каждая, из одной или нескольких металлических лент. Эти внутренние мембраны и наружные мембраны подкрепляются ребрами или элементами жесткости, которые имеют взаимно перпендикулярные направления.
Между двумя соседними плоскими сторонами данная рама содержит плоскую угловую зону 33, на которой может быть закреплено устройство подвешивания 34 этой рамы внутри стеклянной колбы электронно-лучевой трубки.
Угловые зоны 33 рамы могут содержать сквозные отверстия, обеспечивающие возможность крепления при помощи зажима устройства подвешивания 34. Таким образом можно реализовать достаточно эффективное крепление устройств подвешивания, не прибегая при этом к сварке.
Одна из кромок рамы, которая обозначена как верхняя кромка 35 (фиг.9), используется для повышения жесткости данной конструкции. Эта верхняя кромка 35 рамы 30 сформирована путем отгибания внутрь рамы или наружу одной из продольных кромок одной из мембран 31 и 32. В предпочтительном варианте реализации отгибают продольную кромку наружной мембраны 31 или, в случае необходимости, отгибают располагающиеся друг против друга продольные кромки наружной мембраны 31 и внутренней мембраны 32. Как было указано выше, перфорированная маска закрепляется на раме вдоль верхней кромки рамы 30.
Кромка наружной мембраны, противоположная верхней кромке 35 и называемая нижней кромкой, также отгибается в направлении внутрь рамы для того, чтобы образовать язычки 36, используемые для предварительной сборки рамы 30. Можно также предусмотреть наличие специальных отгибаемых язычков или пластин на каждой из сторон рамы как в том, что касается наружной мембраны 31, так и в том, что касается внутренней мембраны 32. В этом случае нижняя загнутая кромка рамы 30 образована наложенными друг на друга и соединенными между собой сваркой пластинами или язычками наружной мембраны 31 и внутренней мембраны 32.
Пластины или язычки 36, отогнутые в направлении внутрь рамы, могут содержать ребра жесткости 37. Мембраны могут содержать сквозные отверстия 38 на уровне каждого ребра жесткости 37.
В этом случае пластины или язычки 36, усиленные ребрами жесткости, загнутые в направлении внутрь рамы и соединенные между собой сваркой, образуют систему достаточно большой прочности и жесткости, на которой может быть закреплен магнитный экран электронно-лучевой трубки, причем крепление этого экрана может быть выполнено, например, зажимами.
Как можно видеть на фиг.9В и 9С, две пластины 36 двух соседних сторон рамы 30, например, сторон 30б и 30с, скрепляются друг с другом при помощи пластины 36', вырезанной, например, в нижней части наружной мембраны непосредственно под угловой зоной 33.
Эта пластина 36' находится в загнутом под углом 90o в направлении внутрь рамы положении, наложена на концевые части пластин 36 и прикреплена к ним в точках сварки 39. Эта операция выполняется в процессе предварительной сборки рамы внутри шаблона или кондуктора, придающего этой раме нужную форму.
Затем можно осуществить установку внутренней мембраны 32 внутрь предварительно собранной рамы, удерживаемой в упомянутом шаблоне или кондукторе, для ее прикрепления при помощи сварки к предварительно собранной наружной мембране.
На фиг.10 схематически представлены две металлические ленты 41 и 42, вырезанные и сформованные таким образом, чтобы образовать наружную мембрану и внутреннюю мембрану соответственно рамы для перфорированной маски в соответствии с предлагаемым изобретением.
Наружная и внутренняя мембраны 41 и 42 выполнены совершенно аналогично мембранам 11 и 12, показанным на фиг.2А и 2В соответственно. В частности, ленты 41 и 42 вырезаны таким образом, чтобы иметь определенные зоны, соответственно распределенные вдоль длины ленты и предназначенные для формирования наружных мембран и внутренних мембран плоских сторон рамы, располагающихся вдоль боковых граней прямоугольного параллелепипеда. Эти зоны отделены друг от друга специальными угловыми зонами. Линии сгиба мембран 41 и 42 в процессе реализации рамы представляют собой линии, перпендикулярные продольному направлению соответствующей ленты и отделяющие упомянутые угловые зоны от зон, предназначенных для формирования упомянутых плоских сторон данной рамы для перфорированной маски.
Наружная мембрана 41 содержит кромку, называемую нижней кромкой, вдоль которой вырезаются пластины или язычки 43, которые отгибаются на угол 90o в направлении внутрь данной рамы перед сгибанием и приданием этой раме требуемой формы.
Противоположная упомянутой нижней кромке верхняя кромка мембраны 41 отгибается под углом 90o в направлении внутрь рамы или наружу.
Вырезание и сгибание в направлении внутрь рамы кромок данной мембраны может быть осуществлено только для наружной мембраны или как на наружной мембране, так и на внутренней мембране в случае необходимости.
Каждая из металлических лент, образующих мембраны 41 и 42, вырезается на одном из своих концов таким образом, чтобы образовать специальную соединительную зону 44 или 45, причем эти соединительные зоны подводятся друг к другу и соединяются между собой при помощи сварки после сгибания лент 41 и 42 в процессе сборки рамы.
Сборка и соединение при помощи сварки рамы, образованной металлическими лентами 41 и 42, схематически представленными на фиг.10, осуществляются в соответствии с вариантом описанного выше первого способа реализации предлагаемого изобретения.
Изготовление мембран 41 и 42 из металлических лент осуществляется таким же способом, как и в первом случае. В частности, на каждой из зон типа зон 41а и 42а лент 41 и 42, предназначенных для формирования наружной и внутренней мембран одной стороны рамы, выполняют подкрепляющие канавки повышения жесткости методом штамповки или накатки.
В первом способе реализации предлагаемого изобретения последовательно осуществляют операции сгибания металлических лент и их соединения при помощи сварки.
В первом способе реализации сначала осуществляют соединение при помощи сварки наложенных друг на друга металлических лент перед их сгибанием, а затем выполняют сгибание уже двойной ленты, полученной таким образом, после чего приваривают друг к другу соединительные зоны.
В предпочтительном варианте реализации предлагаемого изобретения соединение между собой двух наложенных друг на друга лент осуществляют при помощи пайки.
Для выполнения такой пайки на различные зоны одной из металлических лент, например, ленты 41, предназначенной для формирования наружной мембраны, наносят слой специальной паяльной пасты.
Эта паяльная паста может быть распределена в каждой из зон металлической ленты, предназначенной для формирования мембраны одной из плоских сторон рамы, так, как это схематически показано на фиг.8С.
Паяльная паста наносится на ту поверхность или сторону металлической ленты 41, которая противоположна ее стороне или поверхности, относительно которой выступают выполненные на этой ленте ребра жесткости.
На металлическую ленту 41 с нанесенной на ее поверхность паяльной пастой накладывают металлическую ленту 42 таким образом, чтобы лента 42 опиралась на ленту 41 своей стороной или поверхностью, противоположной той ее стороне, относительно которой выступают выполненные на этой ленте ребра жесткости.
В процессе установки ленты 42 на ленту 41 зону 42а надвигают на зону 41а так, как это показано стрелкой 40 на фиг.10. Таким образом, двойная лента, полученная наложением друг на друга лент 41 и 42, содержит на своих концах две соединительные зоны 44 и 45.
Соединение между собой при помощи пайки двух металлических лент 41 и 42 осуществляют путем введения этих лент 41 и 42 в наложенном друг на друга положении в проходную паяльную печь. При температуре печи паяльная паста обеспечивает соединение при помощи спайки двух уложенных друг на друга лент 41 и 42.
Затем осуществляют сгибание полученной таким образом двойной металлической ленты вдоль поперечных линий сгиба, отделяющих угловые зоны от зон, образующих мембраны плоских сторон рамы.
После этого выполняют предварительную сборку рамы путем присоединения с помощью сварки друг к другу пластин 43, вырезанных в нижней кромке ленты 41 и загнутых в направлении внутрь данной рамы.
Окончательное замыкание изготавливаемой таким образом рамы осуществляют путем соединения при помощи сварки наложенных друг на друга соединительных зон 44 и 45.
Как и в случае первого и второго способов реализации предлагаемого изобретения, форма изготавливаемой рамы задается путем сгибания мембран и удерживается при помощи шаблона или кондуктора в форме прямоугольного параллелепипеда.
Однако предпочтительным является изготовление рамы для перфорированной маски тем способом, который был описан выше со ссылками на фиг.4, 5 и 6.
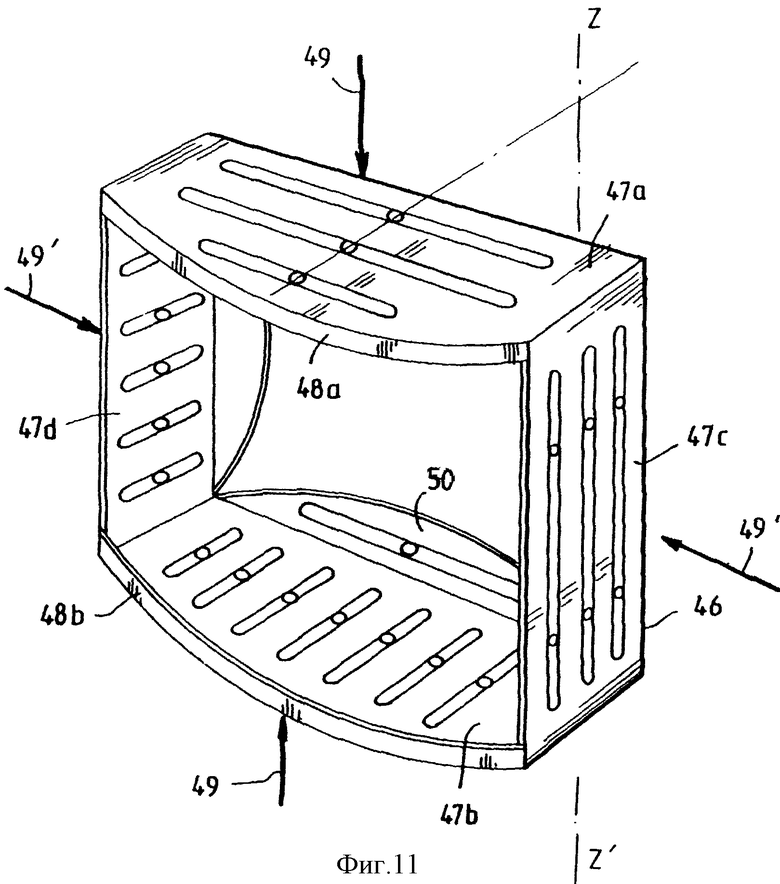
На фиг. 11 схематически представлена рама 46 в соответствии с предлагаемым изобретением, содержащая две противоположные друг другу стороны 47а и 47б, одна из продольных кромок которых вырезана таким образом, чтобы иметь форму дуги окружности, и загнута в направлении внутрь данной рамы так, чтобы образовать реборду 48а или 48б цилиндрической формы. Кромка 48а стороны 47а и кромка 48б стороны 47б рамы 46 имеют одну и ту же цилиндрическую поверхность, которая определяется одной и той же осью ZZ'.
Упомянутые реборды 48а и 48б обеспечивают возможность крепления на раме 46 при помощи сварки перфорированной маски, которая таким образом оказывается расположенной и удерживаемой на цилиндрической поверхности с осью ZZ'.
Рама 46 позволяет легко реализовать монтаж перфорированной маски по технологии "натянутой маски".
Для этого (фиг.11) оказывают воздействие на стороны 47а и 47б с усилием F, показано стрелками 49 и 49', обеспечивающим определенное изгибание поверхностей 47а и 47б рамы в направлении внутрь рамы, и оказывают воздействие с усилием F' на стороны 47с и 47д таким образом, чтобы деформация кромок 48а и 48б представляла собой поступательное перемещение.
Затем закрепляют перфорированную маску при помощи сварки на кромках 48а и 48б, продолжая обеспечивать воздействие упомянутых выше усилий, деформирующих или изгибающих стороны 47а и 47б данной рамы.
После закрепления при помощи сварки перфорированной маски на этой раме снимают изгибающие усилия F и F' таким образом, чтобы стороны 47а и 47б могли вернуться в направлении наружу к своему исходному положению под действием сил упругости, обеспечивая тем самым натяжение перфорированной маски.
Таким образом, маска 46 в соответствии с предлагаемым изобретением позволяет весьма простым и быстрым способом использовать технологию натянутой перфорированной маски, исключая при этом использование массивной, тяжелой и жесткой рамы.
Рама 46 может также содержать на своей стороне, противоположной стороне расположения кромок 48а и 48б, реборду, вырезанную в форме язычков или пластин 50, подкрепленных ребрами жесткости. Эти язычки или пластины отгибаются под углом 90o в направлении внутрь рамы. В этом случае магнитный экран электронно-лучевой трубки может быть закреплен на этих усиленных пластинах 50, соединенных между собой при помощи сварки.
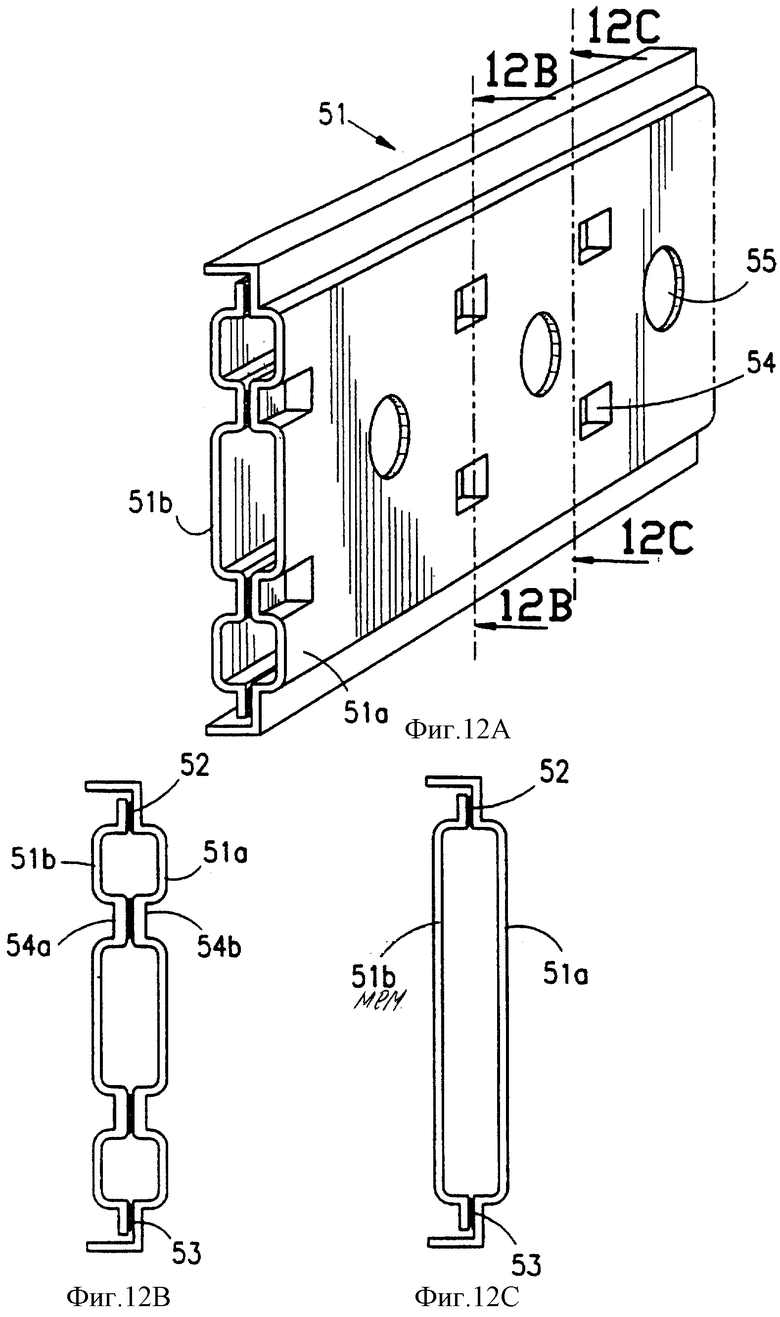
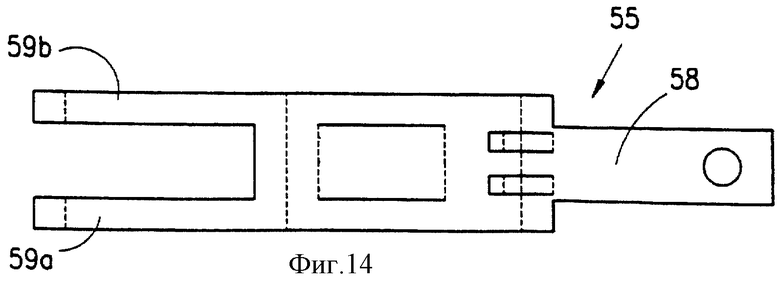
На фиг.12А схематически представлена одна сторона 51 рамы в соответствии с предлагаемым изобретением в одном из вариантов реализации этого изобретения.
В этом случае стороны рамы, например, ее сторона 51, образованы наружной мембраной 51а и внутренней мембраной 51б, располагающимися друг против друга и скрепленными между собой. По сравнению со способами реализации предлагаемого изобретения, уже описанными выше, здесь упомянутые мембраны не содержат ребер жесткости и образованы согнутыми и/или отштампованными тонкими металлическими лентами таким образом, чтобы иметь плоские части соединения, входящие в контакт друг с другом, вдоль которых осуществляется сварка мембран.
Как можно видеть на фиг.12В и 12С, мембраны 51а и 51б могут быть присоединены друг к другу при помощи сварки вдоль верхней кромки 52 и вдоль нижней кромки 53 рамы. Кроме того, эти мембраны содержат отштампованные зоны 54 строго квадратной формы, вытянутые в направлении внутрь стороны рамы и попарно входящие в контакт друг с другом и соединяемые между собой при помощи сварки в процессе сборки упомянутых мембран в единую раму, как показано на фиг.12В (в частности, речь идет об отштампованных частях 54а и 54б).
По меньшей мере одна из упомянутых мембран 51а (фиг.12А) или обе мембраны в случае необходимости имеют сквозные отверстия 55, позволяющие исключить запирание газов во внутреннем пространстве образуемой этими мембранами стенки рамы.
Кроме того, наружная мембрана 51а согнута в верхней части и в нижней части таким образом, чтобы образовать реборды повышения жесткости конструкции, обеспечивающие также монтаж перфорированной маски.
Рама перфорированной маски в соответствии с предлагаемым изобретением, реализованная так, как это схематически показано на фиг.12А, 12В и 12С, где мембраны не имеют специальных ребер жесткости, в целом имеет прочность на кручение и на изгиб, лишь незначительно уступающую общей прочности рамы, реализованной на основе металлических лент, снабженных специальными ребрами жесткости, как указано выше. Здесь наблюдается модификация амплитуды в некоторых режимах вибрации конструкции такой рамы.
Само собой разумеется, что в том случае, когда данная рама перфорированной маски в соответствии с предлагаемым изобретением изготавливается на основе мембран, не содержащих специальных ребер жесткости, эти мембраны могут быть соединены между собой при помощи сварки или пайки в соответствии с любым из способов их соединения.
Удовлетворительная прочность и жесткость конструкции рамы перфорированной маски может быть достигнута в том случае, когда поверхность контакта двух мембран, представленная, например, зоной сварного или паяного соединения 29 (фиг. 8С), оказывается значительно меньше штампованной поверхности мембран, вдоль которых эти мембраны отделены друг от друга.
Можно также изготовить раму перфорированной маски в соответствии с предлагаемым изобретением на основе одной отштампованной соответствующим образом металлической ленты и одной металлической ленты, не подвергавшейся штамповке, то есть совершенно плоской ленты. И в этом случае сохраняются достаточно высокая прочность и жесткость конструкции рамы, но изменяются определенным образом режимы вибрации данной конструкции.
В общем случае имеется возможность оптимизировать прочность и жесткость конструкции рамы для перфорированной маски в зависимости от количества и ширины ребер или элементов жесткости, выполненных на используемых мембранах. Можно, в частности, увеличивать количество используемых ребер жесткости, а также увеличивать поверхность, на которой эти ребра жесткости могут быть расположены, или можно ограничивать количество ребер жесткости и увеличивать при этом площадь их собственной поверхности. Используемые ребра или элементы жесткости могут также сообщаться между собой для того, чтобы образовать единый объем.
Рама перфорированной маски в соответствии с предлагаемым изобретением, плоские стороны которой образованы двумя соединенными между собой при помощи сварки или пайки мембранами, обладает, в частности, в том случае, когда упомянутые мембраны снабжены специальными элементами или ребрами жесткости, очень высокой механической прочностью на изгиб, на кручение и на растяжение, а также на сжатие, в случае соответствующих статических нагружений. Кроме того, вследствие изготовления данной рамы для перфорированной маски электронно-лучевой трубки на основе тонких металлических лент, собственный вес этой рамы остается весьма небольшим для заданной степени прочности и жесткости данной конструкции в случае изготовления цветных электронно-лучевых трубок с перфорированной маской.
Кроме того, можно показать, что рама перфорированной маски в соответствии с предлагаемым изобретением обладает ограниченной чувствительностью к внешним периодическим воздействиям в диапазоне частот от 100 до 400 Гц.
Рама для перфорированной маски электронно-лучевой трубки в соответствии с предлагаемым изобретением обладает также специфической конструкцией, которая обеспечивает возможность существенного облегчения монтажа перфорированной маски внутри стеклянной колбы электронно-лучевой трубки, например, путем использования элементов подвешивания, закрепленных на данной раме при помощи зажимов, а также обеспечивает возможность крепления магнитного экрана этой электронно-лучевой трубки.
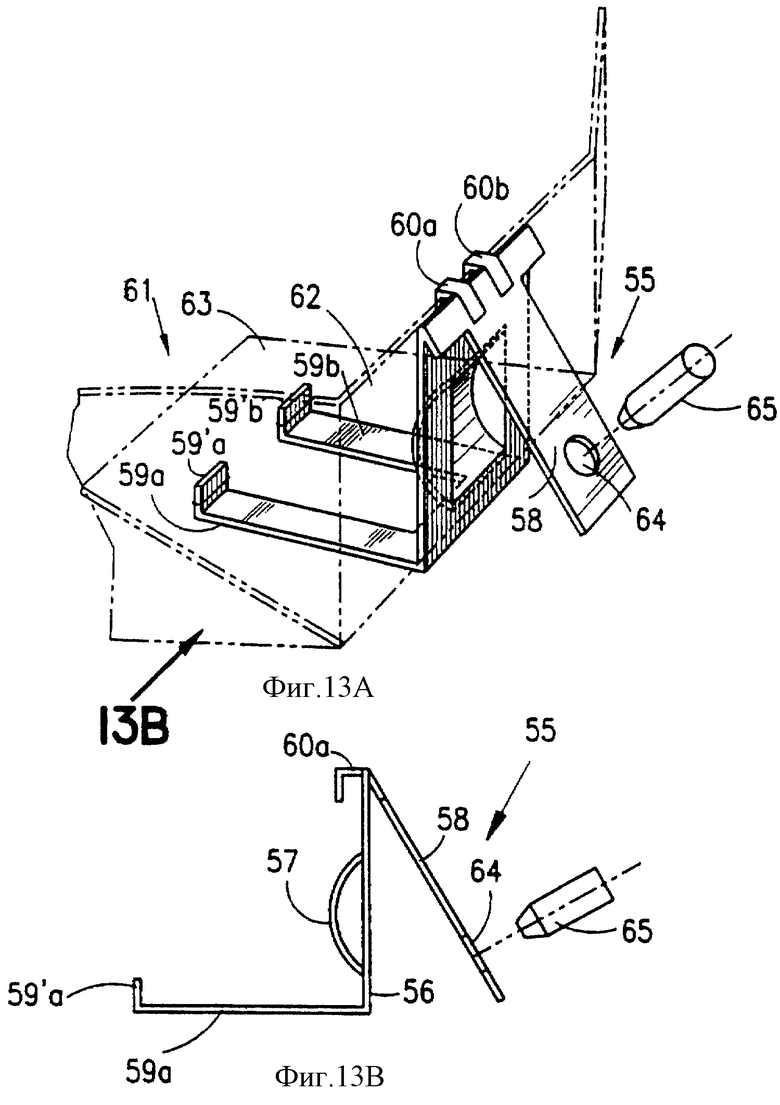
На фиг.13А, 13В и 14 схематически представлен элемент подвешивания нового типа, который может быть закреплен при помощи зажима в угловой части рамы в соответствии с предлагаемым изобретением или в угловой части рамы для перфорированной маски в соответствии с существующим уровнем техники в данной области.
Как можно видеть, элемент подвешивания 55 содержит стойку 56, на которой выполнена или к которой присоединена тем или иным способом пружина 57, выступающая с внутренней стороны этой стойки 56, пластину зацепления 58, связанную с верхней кромкой упомянутой стойки и располагающуюся в наклонном положении по отношению к этой стойке, и две пластины крепления 59а и 59б, связанные с нижней кромкой упомянутой стойки и строго перпендикулярные по отношению к этой стойке, на концах которых имеются выступы 59а' и 59б' соответственно.
Кроме того, упомянутая вертикальная стойка содержит на своей верхней кромке две лапки зацепления 60а и 60б. Элемент подвешивания 55 может быть закреплен при помощи зажима на стенке 62 рамы для перфорированной маски 61, образующей угловую зону этой маски, как это схематически показано на фиг. 13А.
Рама для перфорированной маски показана со своими вертикальными сторонами и своей ребордой или выступом крепления перфорированной маски в своей верхней части.
Лапки зацепления 60а и 60б зацепляются за верхнюю кромку угловой стенки 62 рамы перфорированной маски таким образом, чтобы вертикальная стойка 56 упиралась в угловую стенку 62 посредством пружины 57. Пластины 59а и 59б скользят под нижней ребордой 63 рамы 61, противоположной реборде, на которой закрепляется перфорированная маска.
Оказывая определенное давление на вертикальную стойку 56, осуществляют сжатие пружины и перемещают пластины 59а и 59б под нижней ребордой 63 перфорированной маски вплоть до того момента, когда выступы 59а' и 59б' войдут в специальные отверстия, предусмотренные в заданном положении на реборде 63. Выступы 59а' и 59б' пластин 59а и 59б могут в качестве варианта реализации заходить в положении крепления элемента подвешивания 55 за внутреннюю кромку реборды 63.
Крепление элемента подвешивания 55 на раме 61 осуществляется при помощи зажима, причем пружина 57 оказывается сжатой против угловой стенки 62 рамы и оказывает растягивающее воздействие на пластины 59а и 59б, выступы которых 59а' и 59б' входят в соответствующие отверстия или заходят за внутреннюю кромку реборды 63.
Элемент подвешивания, который, кроме того, зацепляется за верхнюю кромку рамы для перфорированной маски при помощи лапок 60а и 60б, превосходно закрепляется на этой раме. В случае необходимости упомянутый элемент подвешивания может быть дополнен специальной точкой лазерной сварки или электросварки.
Пластина зацепления 58 содержит сквозное отверстие 64, которое надевается на штырь подвешивания, заделанный в толщу стекла во внутренней части донной плиты стеклянной колбы электронно-лучевой трубки в непосредственной близости от угла этой стеклянной плиты.
В предпочтительном варианте реализации упомянутый элемент подвешивания 55 рамы перфорированной маски может быть получен путем вырезания и сгибания тонкой металлической пластины (фиг.14), где линии разреза данной металлической ленты представлены сплошными линиями, а линии сгиба представлены пунктиром.
Упомянутый элемент подвешивания 55 также может быть реализован из нескольких отдельных частей, соединенных между собой при помощи сварки.
Этот элемент подвешивания должен быть реализован или изготовлен из стали или из того или иного сплава, обладающего достаточно высоким пределом упругости, например:
- из мартенситно-стареющей стали типа стали, содержащей 18% никеля, 9% кобальта и имеющей в своем составе также молибден и титан,
- из твердой стали, содержащей 25% никеля, 15% хрома и имеющей в своем составе титан и алюминий,
- из сплава железа с никелем, отвержденного при помощи карбидов, типа сплава, содержащего 37% никеля, 2% молибдена, 0,8% хрома и 0,25% углерода, в сильно нагартованном или наклепанном состоянии. Этот сплав имеет преимущество обладания относительно малым коэффициентом теплового расширения, имеющим величину порядка 2•10-6/K,
- из жаропрочного сплава на основе никеля со структурным отверждением, такого, например, как сплав 718,
- из некоторых мартенситных нержавеющих сплавов.
Все эти стали и сплавы могут быть использованы в данном случае вследствие того, что они обладают достаточно высоким пределом упругости и способны сохранять эту упругость после необходимых в данном случае термических обработок в процессе изготовления цветных телевизионных трубок. Используемые в данном случае сплавы в предпочтительном варианте реализации данного изобретения должны быть немагнитными.
Элементы подвешивания рамы перфорированной маски, такие, например, как элемент 55, схематически представленный на фиг. 13А и 13В, обладают тем преимуществом, что они могут быть закреплены на раме перфорированной маски без необходимости реализации прочной связи при помощи сварки. Вследствие этого обстоятельства упомянутые элементы подвешивания могут быть легко демонтированы в том случае, когда это оказывается необходимым в процессе изготовления данной рамы, если контроль показывает, что эта рама не соответствует заданным требованиям. Это позволяет восстановить или отремонтировать данную раму и/или соответствующие элементы подвешивания.
Кроме того, способ крепления элементов подвешивания к раме перфорированной маски без сварки при том, что эта рама является жесткой и достаточно легкой, позволяет исключить деформации этой рамы в процессе закрепления на ней данного элемента подвешивания.
Кроме того, элемент подвешивания описанного выше типа представляет достаточно простую и относительно дешевую конструкцию может быть достаточно простым и быстрым способом установлен и закреплен на данной раме перфорированной маски.
Металлические ленты, используемые для изготовления мембран, образующих плоские стороны рамы для перфорированной маски в соответствии с предлагаемым изобретением, могут быть изготовлены из стали с низким содержанием углерода типа стали АК, из сплава на основе железа, из сплава железа с никелем типа инвара с малым коэффициентом теплового расширения, из сплава железа с хромом, из сплава на основе никеля, из сплава с дисперсионным упрочнением или упрочнением мартенситного типа, причем эти сплавы позволяют существенно увеличить прочность и жесткость конструкции рамы. Эти ленты также могут быть изготовлены из магнитного сплава, из немагнитного сплава или из сплава, поглощающего механические вибрации.
Обе мембраны рамы в соответствии с предлагаемым изобретением могут быть изготовлены из одного и того же металлического материала, выбранного среди материалов, указанных выше.
Наружная мембрана и внутренняя мембрана рамы в соответствии с предлагаемым изобретением также могут быть изготовлены из различных материалов, причем по меньшей мере один из материалов этих двух мембран должен быть выбран среди материалов, указанных выше.
Использование для изготовления мембран двух различных сплавов позволит:
а) улучшить магнитные характеристики рамы путем использования магнитного сплава для изготовления одной из мембран и низкоуглеродистой стали для изготовления другой мембраны, например, одна мембрана из стали и другая мембрана из мю-металла, или мембрана из стали и мембрана из инвара,
б) улучшить частотную реакцию рамы путем использования сплава, поглощающего вибрации в диапазоне частот от 100 до 400 Гц, для изготовления одной из мембран,
с) использовать преимущества эффекта биметаллической пластины, присущего гетерогенной структуре, в которой используются различные сплавы.
Вообще говоря, металлические ленты, используемые для изготовления мембран рамы перфорированной маски в соответствии с предлагаемым изобретением, представляют собой достаточно тонкие ленты, толщина которых не превышает 0,1 мм, тогда как тонкие рамы для перфорированных масок, известные из существующего уровня техники, имеют толщину порядка 0,2 мм. Изготовление рамы в соответствии с предлагаемым изобретением из двух наложенных друг на друга мембран позволяет получить в десять раз более высокую жесткость рамы при выигрыше в ее собственном весе порядка 20% по сравнению с известными тонкими рамами.
Само собой разумеется, что рама изготавливается таким образом, чтобы обеспечить и по возможности облегчить закрепление на ней перфорированной маски. В частности, расположение ребер жесткости мембран плоских сторон рамы предусматривается таким, чтобы обеспечить возможность установки и закрепления перфорированной маски без каких-либо затруднений. Это закрепление перфорированной маски может быть реализовано при помощи электросварки на кромках рамы, что соответствует известной на сегодня технологии.
Перфорированные маски, реализуемые по технологии "натянутая маска", могут быть изготовлены с использованием рамы, реборды крепления которой имеют цилиндрическую симметрию. В этом случае натяжение перфорированной маски может быть реализовано путем изгиба двух сторон рамы, как было указано выше.
Используя выбранные соответствующим образом сплавы с высоким пределом упругости, можно разработать раму для натянутой перфорированной маски, обладающую очень высокой жесткостью и значительно более легкую, чем рамы для натянутых масок в соответствии с существующим уровнем техники в данной области,
Предлагаемое изобретение не ограничивается описанными выше способами его реализации.
Так, например, можно изготовить раму для перфорированной маски с использованием двух или четырех участков предварительно вырезанной и предварительно отформованной металлической ленты или с использованием более четырех участков металлических лент в соответствии со способом сборки и соединения при помощи сварки, а также формы поперечного сечения рамы.
Разумеется, может быть рассмотрен вариант изготовления такой рамы, контур которой не является прямоугольным. Вырезанные участки металлической ленты могут содержать специальные угловые или соединительные зоны в дополнение к отрезкам, имеющим форму плоских сторон данной рамы, или могут не содержать таких зон.
Ребра жесткости мембран, образующих раму для перфорированной маски, могут иметь распределение по площади этих мембран и собственную форму, отличные от тех, которые были описаны выше.
Элемент подвешивания рамы для перфорированной маски в соответствии с предлагаемым изобретением может содержать только одну лапку и только одну пластину зацепления на этой раме для перфорированной маски или может содержать более двух лапок и более двух пластин зацепления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕНЕВАЯ МАСКА ДЛЯ ЦВЕТНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1988 |
|
RU2042988C1 |
| ЛАРИНГОСКОПИЧЕСКАЯ МАСКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2336910C2 |
| ЦВЕТНАЯ ЭЛЕКТРОННО-ЛУЧЕВАЯ ТРУБКА И СПОСОБ ИЗГОТОВЛЕНИЯ МАСКИ ДЛЯ НЕЕ | 1996 |
|
RU2157018C2 |
| УСТРОЙСТВО ТЕЛЕВИЗИОННОГО ДИСПЛЕЯ | 1997 |
|
RU2121767C1 |
| ЦВЕТНАЯ ЭЛЕКТРОННО-ЛУЧЕВАЯ ТРУБКА, ИМЕЮЩАЯ МАСКУ, ФОКУСИРУЮЩУЮ НАПРЯЖЕНИЕ ПО ОДНОЙ ОСИ | 1996 |
|
RU2161842C2 |
| ЗАЖИМ ДЛЯ ФИКСАЦИИ ВНУТРЕННЕГО ЭКРАНА И РАМЫ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1991 |
|
RU2068593C1 |
| ЦВЕТНОЙ КИНЕСКОП С ТЕНЕВОЙ МАСКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ МАСКИ | 1994 |
|
RU2100865C1 |
| ЛАРИНГЕАЛЬНАЯ МАСКА | 2017 |
|
RU2754298C2 |
| ОПОРНАЯ РАМА ДЛЯ ФИЛЬТРУЮЩЕЙ МЕМБРАНЫ | 2010 |
|
RU2531820C2 |
| ЛИТОГРАФИЧЕСКАЯ МАСКА ДЛЯ LIGA-ТЕХНОЛОГИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2350995C2 |
Изобретение относится к конструкции электронно-лучевой трубки. Техническим результатом является механическое повышение прочности, упрощение способа ее изготовления и упрощение ее подвески. Рама для перфорированной маски содержит плоские стороны, расположенные вдоль сторон или граней прямой призматической поверхности. Стороны рамы (30) содержат наружную мембрану и внутреннюю мембрану (32), установленные друг против друга и соединенные между собой, причем каждая из этих мембран образована участком тонкой металлической ленты, в предпочтительном варианте реализации усиленной при помощи ребер жесткости. Устройство подвешивания рамы внутри стеклянной колбы электронно-лучевой трубки может быть закреплено при помощи специальных зажимов или при помощи сварки на угловых частях рамы. 3 с. и 25 з.п. ф-лы, 26 ил.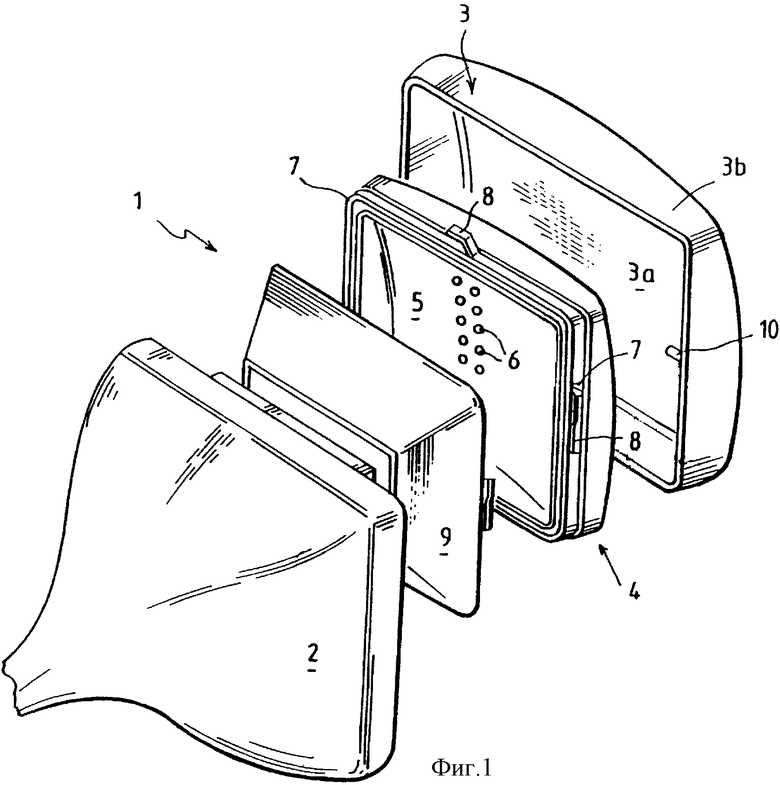
| US 5072150 А, 15.10.1995 | |||
| Электронно-лучевая трубка | 1976 |
|
SU1391510A3 |
| Автомат для изготовления и укладки в пеналы рулончиков клейкой бумажной ленты для ловли мух | 1958 |
|
SU121023A1 |

