Изобретение относится к деревообрабатывающей промышленности, в частности к производству пиломатериалов и технологической щепы.
Известен способ переработки бревен на пиломатериалы, включающий оцилиндровку бревен с одновременным производством щепы. (Пигильдин Н.Ф. Оцилиндровка круглых лесоматериалов: Обзор, информ. - М.: ВНИПИЭИлеспром, 1990. c. 1-8.).
Однако известный способ специфичен и предназначен для исправления локальных дефектов формы пиловочных бревен перед распиловкой. Оцилиндровка направлена на удаление комлевых утолщений, наплывов, значительных по высоте и диаметру сучков и на исправление кривизны. Несмотря на то, что оцилиндровка позволяет устранить кривизну и получить бревно одного диаметра по всей длине, ее применение перед окоркой обеспечивает выработку только топливной щепы (из-за большого содержания коры). Это приводит к сокращению производства кондиционной продукции. При этом имеет место потеря древесины при выработке пиломатериалов, поскольку при оцилиндровке теряется часть объема бревна.
Ближайшим аналогом является способ переработки бревен, включающий доставку круглых лесоматериалов к лесопильному станку, обработку и формирование толстых горбылей в шестиугольник, сортирование и укладывание деталей в штабель, подсушивание и продольное распиливание на две части -"четверти" -, фрезерование подсушенных частей - "четвертей" -, склеивание их в брус полого сечения (Фрайс И. Технология производства клееных строительных балок. / Деревообрабатывающая промышленность, 1, 1994, с.30.).
Недостатком известного способа является то, что бревна перерабатывают неокоренными и неоцилиндрованными. Первое приводит к условию выработки только топливной щепы при фрезеровании горбылей в шестиугольник, второе - к необходимости использования энергоемкого специального многошпиндельного фрезерного станка. Вместе с тем применение подсушивания шестиугольных заготовок перед распиливанием их на части - "четверти" - вызовет их коробление в поперечном направлении, т. к. годовые слои имеют выход на одну пласть заготовки.
Техническая задача, на решение которой направлено заявляемое изобретение, - рациональное использование древесины при переработке бревен за счет усовершенствования операций технологического процесса.
Техническая задача решается тем, что в данном способе переработки бревен, включающем доставку бревен, сортировку по диаметрам, окорку и оцилиндровку бревен, распиливание бревен на части и выработку щепы, обработку и формирование горбылей в шестиугольник, сортирование и укладывание деталей в штабель, подсушивание и продольное распиливание на две части -"четверти" -, склеивание их в полый брус, согласно изобретению оцилиндрованное бревно распиливают на брус квадратного сечения и четыре одинаковых горбыля, после чего каждый горбыль фрезеруют с трех сторон, затем профрезерованные горбыли распиливают вдоль на две равные части - "четверти" - и одновременно на их наклонных поверхностях в продольном направлении пропиливают компенсационные пазы, причем распиливание фрезерованного горбыля на части - "четверти" - и пропиливание компенсационных пазов выполняют перед подсушиванием.
От ближайшего аналога заявляемое изобретение отличается тем, что при переработке бревен после их окорки и оцилиндровки выпиливают брус квадратного сечения и четыре одинаковых горбыля, которые последовательно вместо пятистороннего фрезерования фрезеруют с трех сторон, что снижает энергоемкость процесса; после этого фрезерованные горбыли распиливают на две равные части - "четверти" - и при этом одновременно пропиливают компенсационные пазы, причем данные операции выполняют перед подсушиванием заготовок, что исключает возможность появления коробления, т.к. годовые слои не выходят на одну пласть заготовки и частично перерезаны в результате пропиливания пазов.
Предложенная совокупность существенных признаков обеспечивает способу новые свойства, позволяющие получить новый технический результат: использование оцилиндрованных бревен обеспечивает возможность получения одинаковых горбылей, которые после фрезерования, распиливания и подсушки склеивают в брусья полого сечения и длиной, равной длине бревна. Трехстороннее фрезерование горбылей снижает энергоемкость процесса за счет уменьшения числа фрезерующих головок. Пропиливание компенсационных пазов непосредственно на наклонных поверхностях заготовок способствует уменьшению внутренних напряжений, возникающих в древесине в процессе подсушивания, а это снижает вероятность коробления заготовок.
При реализации способа обеспечивается более полное использование древесины (щепа, получаемая при оцилиндровывании и фрезеровании, не содержит коры и может быть использована на технологические нужды; из горбылей получают клееный брус полной длины, что исключает операцию поперечной обрезки, которая необходима при выработке досок и приводит к образованию кусковых отходов) и экономия энергоресурсов за счет уменьшения установленной электрической мощности фрезерных агрегатов.
Сущность изобретения поясняется чертежом.
На чертеже представлена схема технологического процесса переработки бревен.
Технология (способ) включает: доставку и сортировку бревен по диаметрам 1; окорку 2; оцилиндровку с получением технологической щепы 3; выпиливание двухкантного бруса 4 и первой пары одинаковых горбылей 5; выпиливание бруса квадратного сечения 6 и второй пары одинаковых горбылей 7; трехстороннее фрезерование с получением технологической щепы каждого горбыля 8; распиливание каждого горбыля 9 на части -"четверти" - 10 и пропиливание компенсационных пазов 11; подсушивание полученных заготовок 12; фрезерование поверхностей под склеивание 13; склеивание бруса полого сечения 14.
Способ осуществляется следующим образом.
Рассортированные по диаметрам бревна окоривают, например, на станке ОК-63, затем окоренные бревна оцилиндровывают, например, на станке ОЦ-40. Далее оцилиндрованное бревно распиливают на двухкантный брус и два одинаковых горбыля, например, на сдвоенном ленточно-пильном станке "CKS-TD" японской фирмы "CHUGOKU KIKAI". Полученные горбыли поступают к фрезерному станку, например, ЦЗД-7Ф, где их фрезеруют с трех сторон. Обработанные горбыли распиливают на заготовки и одновременно пропиливают компенсационные пазы, для чего можно использовать, например, многопильный круглопильный станок ЦДК-5. Подсушивание заготовок осуществляют либо в лесосушильной камере, либо на открытом воздухе под навесом. Подсушенные заготовки обрабатывают на двухстороннем продольно-фрезерном станке, например, С2Ф3. После чего на поверхности заготовок, подлежащие склеиванию, наносят клей, например, вручную, а затем заготовки собирают в брус и зажимают в прессовом устройстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ФАНЕРНОГО СЫРЬЯ | 2007 |
|
RU2341367C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН И ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ | 2008 |
|
RU2387534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2310556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2492998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521676C1 |
| СПОСОБ ПОДГОТОВКИ ФАНЕРНОГО СЫРЬЯ ПЕРЕД ЛУЩЕНИЕМ | 1994 |
|
RU2060880C1 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2515229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521713C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству пиломатериалов и технологической щепы. Оцилиндрованное бревно распиливают на брус квадратного сечения и четыре одинаковых горбыля, после чего каждый горбыль фрезеруют с трех сторон. Затем профрезерованные горбыли распиливают вдоль на две равные части - "четверти" - и одновременно на их наклонных плоскостях и в продольном направлении пропиливают компенсационные пазы, причем распиливание фрезерованного горбыля на части - "четверти" - и пропиливание компенсационных пазов выполняют перед просушиванием. При реализации способа обеспечивается более полное использование древесины и экономия энергоресурсов за счет уменьшения установленной электрической мощности фрезерных агрегатов. 1 ил.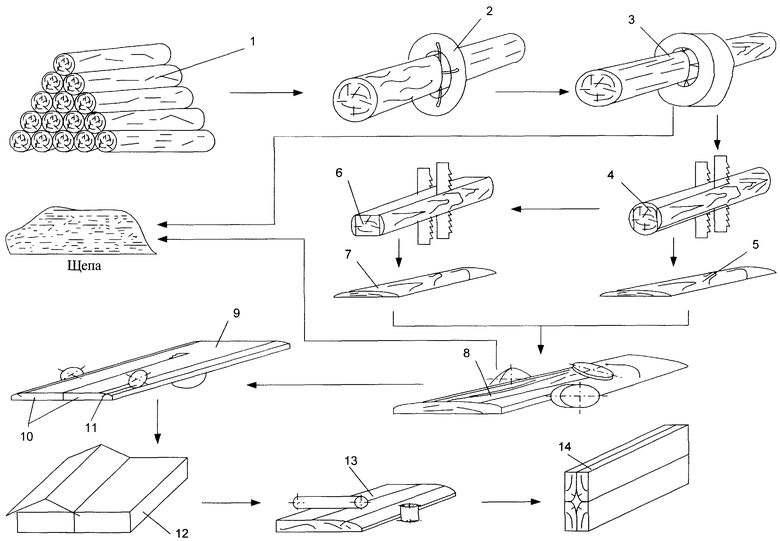
Способ переработки бревен, включающий доставку бревен, сортировку по диаметрам, окорку и оцилиндровку бревен, распиливание бревен на части и выработку щепы, отличающийся тем, что оцилиндрованное бревно распиливают на брус квадратного сечения и четыре одинаковых горбыля, после чего каждый горбыль фрезеруют с трех сторон, затем горбыли распиливают вдоль на две равные части-"четверти" и на их наклонных поверхностях в продольном направлении пропиливают компенсационные пазы, причем распиливание фрезерованного горбыля на части-"четверти" и пропиливание компенсационных пазов выполняют перед подсушиванием.
| ФРАЙС И | |||
| Технология производства клееных строительных балок | |||
| Деревообрабатывающая пром | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПИГИЛЬДИН Н.Ф | |||
| Оцилиндровка круглых лесоматериалов, Обзор информ | |||
| - М.: ВНИПИЭИлеспром, 1990, с.1-8. | |||
