Изобретение относится к оборудованию для влаготепловой обработки сыпучих продуктов и может быть использовано для варки, сушки крупяных продуктов пищеконцентратной промышленности, например для производства варено-сушеных круп, а также, для сушки продуктов растительного происхождения.
Известен варочный аппарат ВА-800М для варки круп периодического действия, включающий сплошной цилиндрический корпус, бункер, переднюю и заднюю стойки, передний - для ввода пара и задний - для выпуска пара патрубки, привод. Полые чугунные патрубки соединены между собой паропроводом, расположенным по оси барабана. К внутренней поверхности цилиндрической части барабана приварены спиральные лопасти. Барабан смонтирован на четырех роликах посредством двух бандажей, закрепленных на полых патрубках передней и задней стоек. Каждая пара роликов закреплена на передней и задней стойках. Бандаж переднего патрубка снабжен ребордой [Оборудование пищеконцентратного производства: Справочник/В.А.Воскобойников, В.М.Кравченко, И.Т.Кретов и др. - М.: Агропромиздат, 1989. - С.100-101].
Данный варочный аппарат имеет следующие недостатки:
- варка осуществляется в герметически закрытых сосудах, работающих под давлением, при этом частицы крупы приобретают плотное строение из-за специфических особенностей протекания клейстеризации крахмала и денатурации белка, влага прочно связывается с материалом и поэтому при дальнейшей сушке приходится затрачивать теплоту не только на нагрев материала и испарение влаги, но и на преодоление связи влаги с материалом, в этом случае дополнительный расход теплоты составляет 15-20% общего количества, идущего на испарение влаги;
- образование в процессе варки комков и необходимость после варки выгрузки продукта на испарительные устройства, оборудованные ворошителями для разбивания комков;
- разовая одновременная подача всего количества жидкости в крупу, что сопровождается наличием свободной жидкости в слое, образованием амилозы и амилопектина на поверхности крупинок и, как следствие, переувлажнением поверхности частиц продукта;
- повышенный удельный расход теплоты на осуществление технологического процесса.
Техническая задача заключается в создании оборудования для влаготепловой обработки при атмосферном давлении, повышении качества готового продукта и тепловой эффективности процесса, снижении металлоемкости установки и создании компактного оборудования, сокращении продолжительности вспомогательных операций.
Техническая задача достигается тем, что в предлагаемой установке для влаготепловой обработки сыпучих продуктов, включающей цилиндрический корпус, бункеры загрузки и выгрузки, паропровод и привод, корпус содержит разъемные перфорированных дугообразные секторы, образующие в поперечном сечении полуцилиндр, соосно расположенный с корпусом, причем верхняя часть каждого сектора по всей длине имеет ограничительный амортизатор, а нижняя - упор с косым срезом для создания полушипового соединения и дугообразные комбинированные пластины, секторы установлены с возможностью совместного колебательного движения и прикреплены спицами к соответствующим телескопически размещенным валам, которые соединены с зубчатыми механизмами привода, при этом над секторами расположена дефлекторная форсунка, перемещаемая вдоль осевой линии по направляющим, а под ними - разгрузочный бункер со стенками, плавно переходящими в конусообразный патрубок.
Установка для влаготепловой обработки сыпучих продуктов представлена на схеме общего вида (фиг.1) и чертежах элементов конструкции (фиг.2-11).
Установка для влаготепловой обработки сыпучих продуктов (фиг.1) состоит из цилиндрического корпуса 1, разъемных перфорированных дугообразных секторов 2 и 3, бункеров загрузки 4 и выгрузки 5, паропровода 6, парораспределителя 7, широкоплоскоструйной дефлекторной форсунки 8 и привода 9.
В нижней части корпуса 1, с двух сторон, тангенциально размещен паропровод 6, а в верхней части - патрубок 10 для отвода теплоносителя. Корпус 1 соединен с бункерами загрузки 4 и выгрузки 5 продукта. В бункере загрузки 4 вдоль оси корпуса размещен дозатор 11 секторного типа. Корпус снабжен системой коммуникаций подачи распыливаемой жидкости, а также соединен с линией для подачи теплоносителя (насыщенного пара).
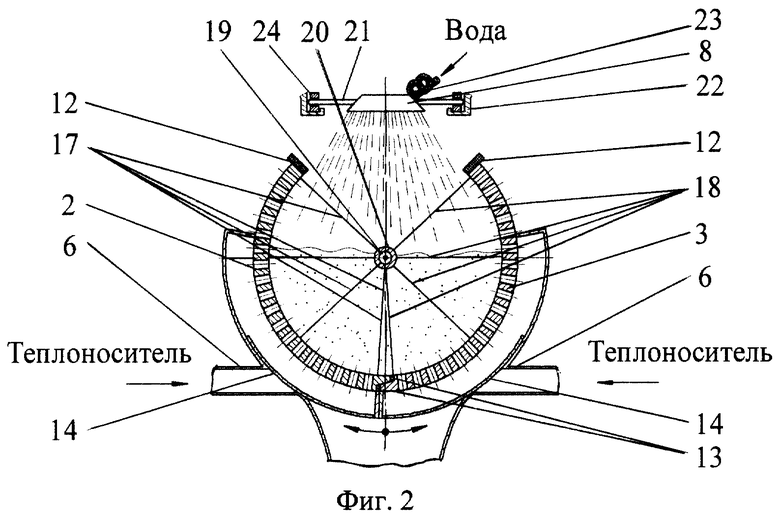
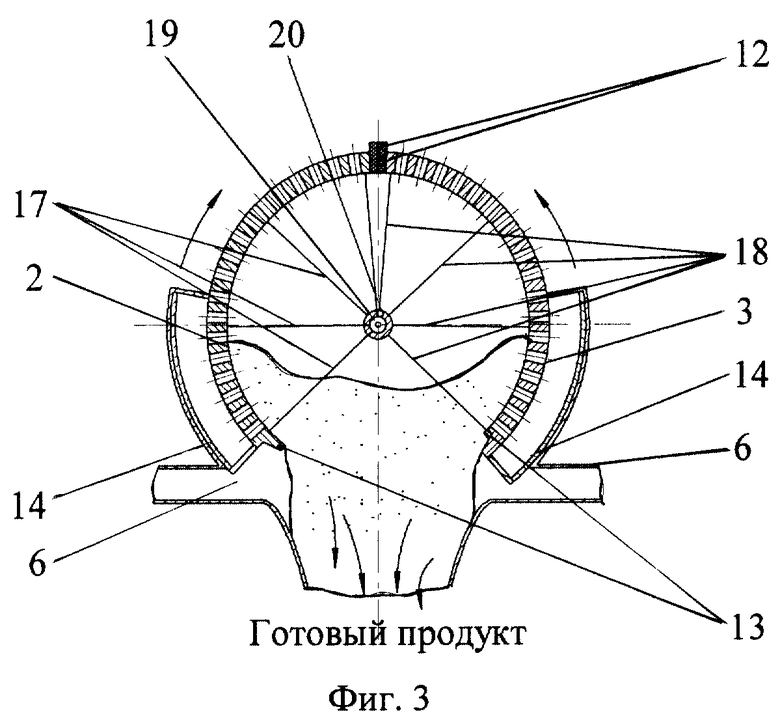
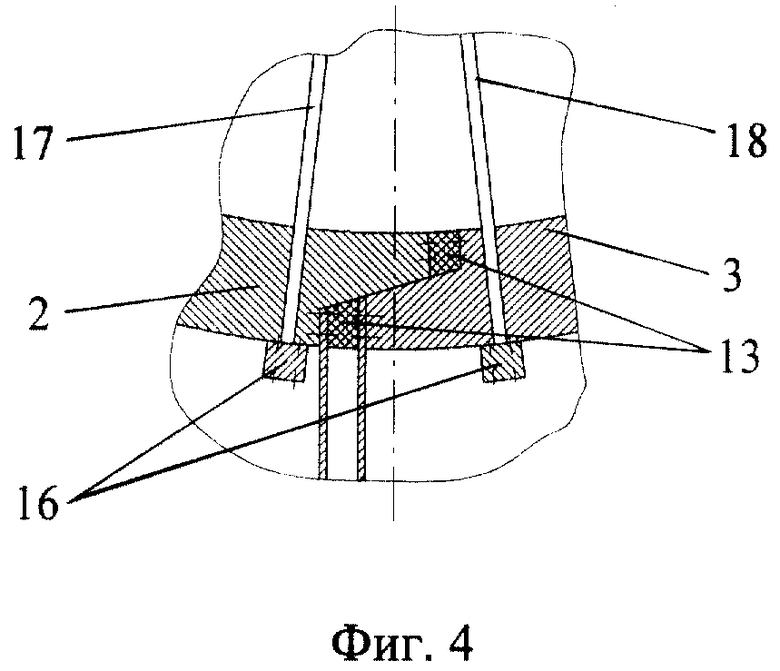
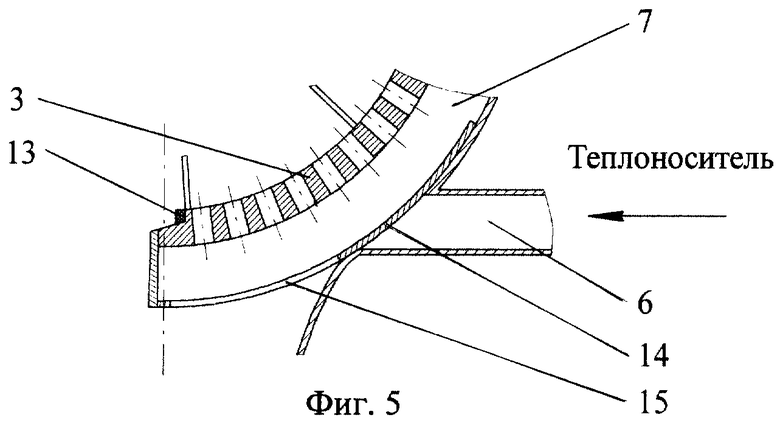
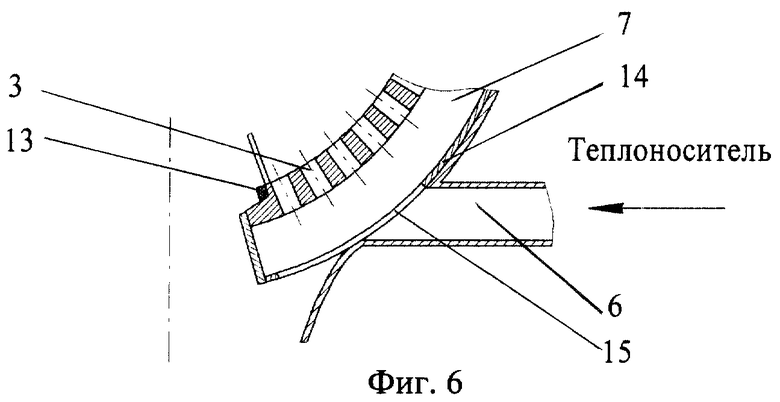
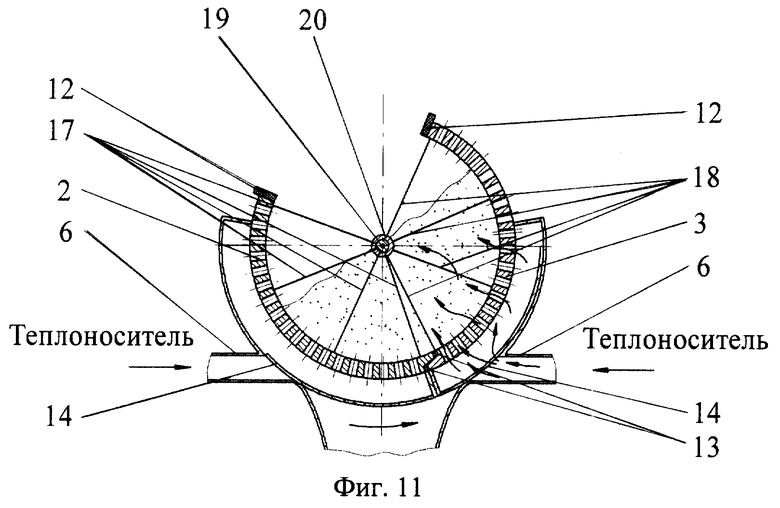
Перфорированные дугообразные секторы 2 и 3 выполнены разъемными, образующими при соединении в поперечном сечении полуцилиндр, соосно расположенный с корпусом 1 (фиг.2). Верхняя часть каждого сектора 2 и 3 по всей длине имеет ограничительный амортизатор 12, а нижняя - упор 13 с косым срезом для создания полушипового соединения и дугообразные комбинированные пластины 14 (фиг. 2, 3 и 5). Комбинированные дугообразные пластины 14 имеют сплошные участки и продольные вырезы 15. К каркасу перфорированных дугообразных секторов 2 и 3 крепятся втулками 16 соответственно спицы 17 и 18 (фиг.4). Упоры 13 обеспечивают создание полушипового соединения с косым срезом (фиг.4), а дугообразные пластины 14 перекрывают "живое" сечение паропровода 6 с обеих сторон корпуса 1 при расстыковке секторов для выгрузки продукта и их колебательном движении (фиг.3). Перфорированные дугообразные секторы 2 и 3 установлены с возможностью колебательного (возвратно-вращательного) движения относительно корпуса 1 и соединены соответственно спицами 17 и 18 с телескопически размещенными валами 19 и 20, которые соединены с приводом 9 через зубчатые механизмы.
Над секторами 2 и 3 в верхней части корпуса 1 имеется широкоплоскоструйная дефлекторная форсунка 8, которая закреплена на штанге 21 (фиг.2) и установлена с возможностью перемещения в направляющих 22 вдоль осевой линии по центральной части корпуса. Дефлекторная форсунка 8 соединена с линией подачи воды через гибкий шланг 23. В верхней части цилиндрического корпуса 1 закреплены направляющие 22, по которым осуществляется перемещение широкоплоскоструйной дефлекторной форсунки 8 с помощью роликов 24.
В корпусе 1 расположен парораспределитель 7, представляющий собой полуцилиндрический короб, который соединен с паропроводом 6.
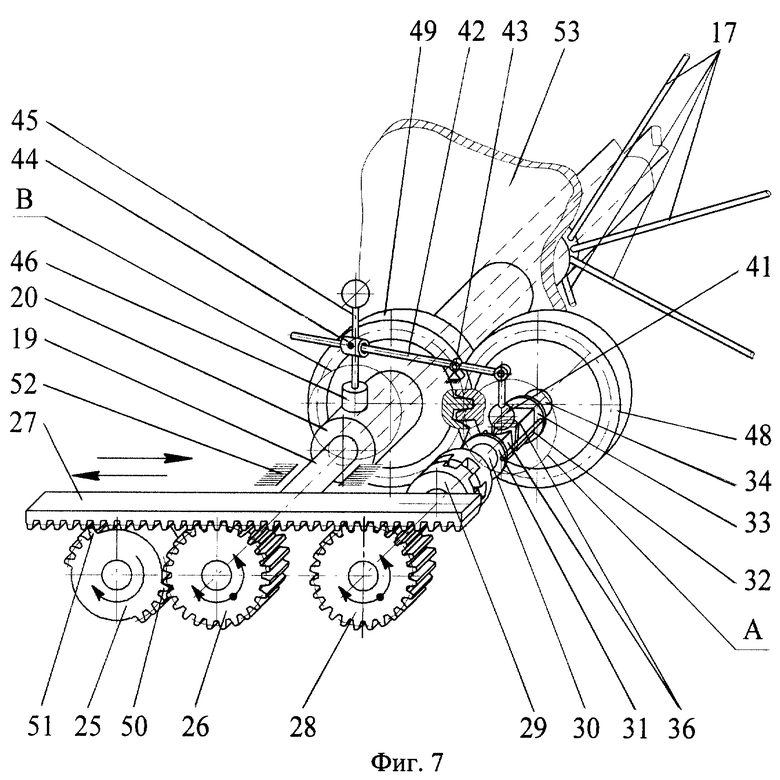
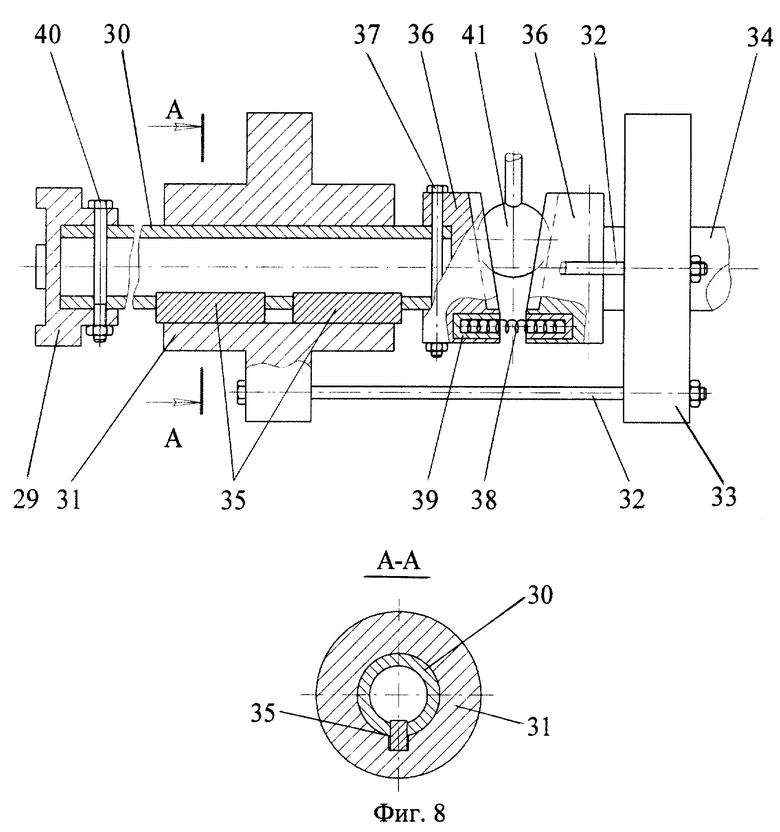
Привод 9 состоит из электродвигателя (фиг.1) и зубчатых механизмов (фиг. 7), которые включают в себя секторное зубчатое колесо 25, закрепленное на выходном конце вала электродвигателя, зубчатое колесо 26, закрепленное на сплошном вале 19 (фиг.10), зубчатую рейку 27 и ведомое зубчатое колесо 28. Зубчатое колесо 28 соединено через кулачковую муфту 29 с трубовалом 30, расположенным в ступице диска 31 (фиг.8). Диск 31 имеет стержни 32, соединенные с диском 33, который крепится на валу 34.
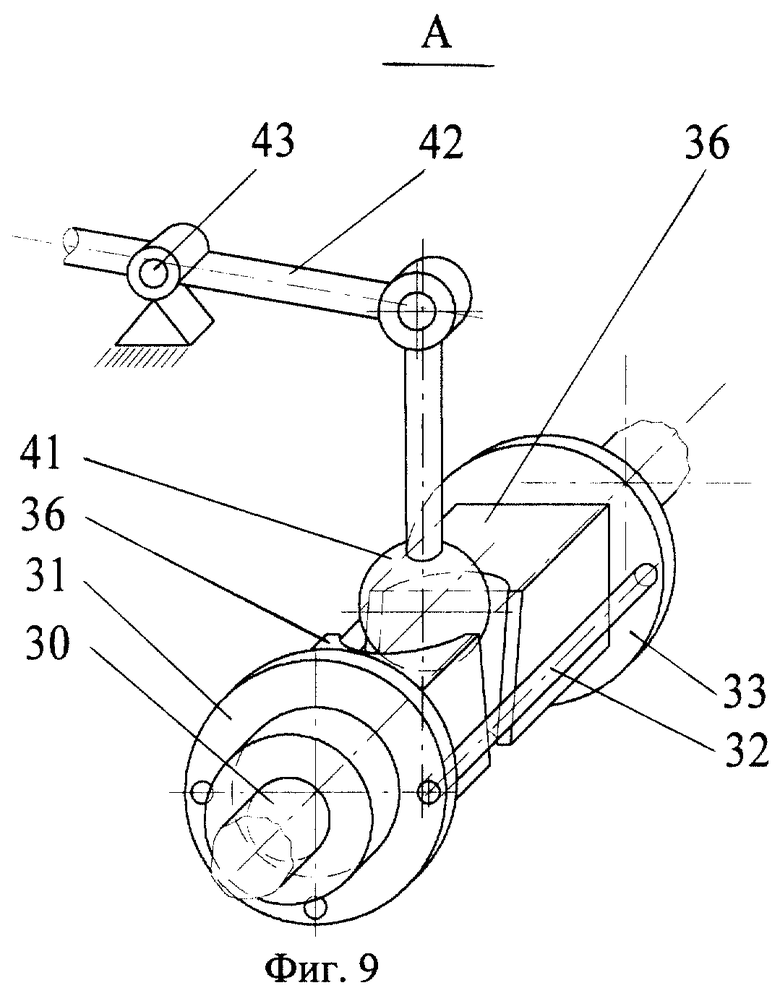
Трубовал 30 расположен в диске 31 по скользящим шпонкам 35 (сечение А-А, фиг.8). На выходных концах трубовала 30 и вала 34 закреплены ползуны 36 крепежными деталями 37. Ползуны 36 в нижней части соединены между собой пружинами 38 стаканов 39. Для крепления полумуфты с другого конца трубовала 30 имеются крепежные детали 40. Ползуны имеют конусную торцовую часть с поверхностью, соответствующей форме сферы 41.
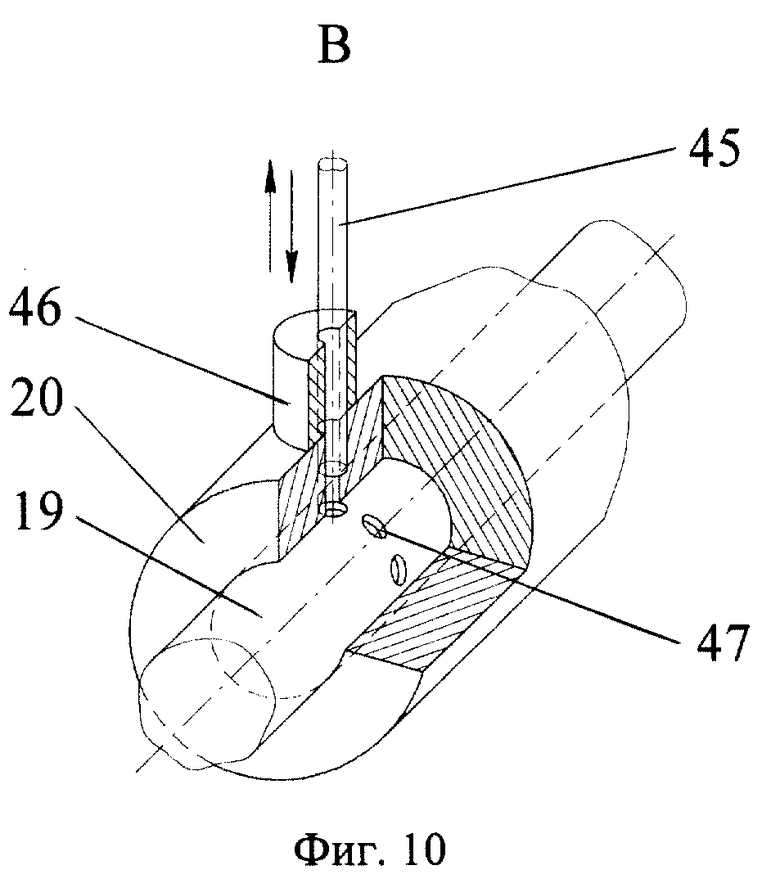
Сфера 41 соединена через шарнир с коромыслом 42, имеющим неподвижную опору 43 (фиг.9). Коромысло 42 снабжено ползуном 44, соединенным с рычагом 45, который закреплен в направляющей 46 полого вала 20 (фиг.7, 10). На сплошном валу 19 по окружности расположены глухие отверстия 47.
На валу 34 имеется зубчатое колесо 48, смонтированное с возможностью постоянного зацепления с зубьями колеса 49, жестко закрепленного на полом вале 20.
Зубчатые колеса 25 и 26 имеют возможность зацепления между собой и с рейкой 27, в том числе зубьями 50 и 51. Зубчатое колесо 28 взаимодействует с рейкой 27.
Сплошной вал 19 имеет опоры 52 и проходит через торцевую стенку 53 корпуса 1. На полом вале 20 расположены поперечные вырезы, через которые проходят спицы 17. Спицы 17 и 18 предназначены для жесткости разъемных перфорированных дугообразных секторов, приведения их в колебательное (качательное) движение и дополнительного перемешивания продукта в процессе обработки.
Разгрузочный бункер 5 выполнен по всей длине корпуса со стенками, плавно переходящими в конусообразный патрубок.
Установка для влаготепловой обработки сыпучих продуктов работает следующим образом. Перед началом работы установки разъемные перфорированные дугообразные секторы 2 и 3 с помощью зубчатых механизмов привода 9 приводят в плотное соприкосновение в нижней части, где за счет упоров 13 обеспечивается создание полушипового соединения с косым срезом.
Затем задаются частотой колебания разъемных перфорированных дугообразных секторов.
Изменением частоты колебательного движения сомкнутых перфорированных дугообразных секторов предусматривают заданную интенсивность пересыпания частиц по их внутренней поверхности и, следовательно, перемешивание дисперсного материала. Причем частота колебаний подбирается таким образом, чтобы обеспечить достаточно равномерное перемешивание продукта в процессе влаготепловой обработки. Достижение заданного поворота сомкнутых перфорированных дугообразных секторов обеспечивает необходимый угол наклона слоя продукта в сомкнутых секторах, превышающий угол естественного откоса обрабатываемого продукта.
Таким образом, изменением частоты колебательного движения сомкнутых секторов 2 и 3 добиваются достижения наиболее рационального гидродинамического режима слоя дисперсного материала и оптимальной продолжительности процесса влаготепловой обработки продукта.
Широкоплоскоструйная дефлекторная форсунка 8 обеспечивает тонкодисперсное распыливание жидкости над слоем пересыпающегося продукта, что способствует меньшему контактированию поверхности частиц со свободной жидкостью в слое, непереувлажнению данной поверхности и, как следствие, меньшему комкованию частиц продукта и образованию агломератов дисперсного материала. При этом режим работы (скорость перемещения, частота пульсаций подачи влаги, количество распыливаемой воды, место распыливания и др.) широкоплоскоструйной дефлекторной форсунки 8 может изменяться в зависимости от вида обрабатываемого продукта.
Исходный продукт из загрузочного бункера 4 через секторный дозатор 11 направляется на внутреннюю поверхность сомкнутых секторов 2 и 3, которые приводятся в колебательное движение за счет привода 9.
Пар подается в паропровод 6 и далее через парораспределитель 7 на обработку продукта. Пересыпающийся слой продукта (например, крупы) на внутренней поверхности сомкнутых секторов 2 и 3 пронизывается снизу восходящим потоком теплоносителя (насыщенного пара) и периодически увлажняется, перемещающейся вдоль осевой линии корпуса широкоплоскоструйной дефлекторной форсункой 8, обеспечивающей тонкодисперсное распыливание жидкости над слоем обрабатываемого продукта (фиг.2).
Колебательное движение сомкнутых секторов 2 и 3 способствует одновременному перемешиванию и выравниванию слоя крупы, а также равномерной периодической обработке частиц продукта потоком теплоносителя (фиг.11).
Механизмы зубчатые служат для преобразования вращения ведущего вала в колебательное (качательное) движение ведомого вала при небольших скоростях.
Движение обеспечивается с помощью двух отличных один от другого секторных колес и рейки. Механизм преобразования непрерывного вращения ведущего вала в колебательное (качательное) движение внутреннего сплошного вала показано на фиг.7.
Данный механизм имеет непрерывное вращение секторного зубчатого колеса 25, возвратно-поступательное движение рейки 27 и качательное движение зубчатых колес 26 и 28.
Зубчатое колесо 25 вращается по часовой стрелке с постоянной угловой скоростью, причем зубья этого колеса входят в зацепление поочередно с зубьями рейки и колеса 26. В положении, показанном на схеме, крайний зуб колеса 25 выходит из зацепления с зубом колеса 26, в результате которого колесо 26 получает вращение против часовой стрелки. Зубчатое колесо 26, в свою очередь, сообщает рейке движение влево.
Затем, если выходит зуб 50 колеса 25 из зацепления с соответствующим зубом колеса 26, зуб 51 колеса 25 входит в зацепление с зубом рейки, вследствие чего происходит изменение направления движения рейки. В это время сектор колеса 25, на котором зубья отсутствуют, находится против зубьев колеса 26, и до подхода к зубьям колеса 26 зуба 51 колеса 25, колесо 26 приводится во вращение с помощью рейки.
Поскольку рейка 27 взаимодействует попеременно с колесами 25, 26 и 28, то она совершает возвратно-поступательное движение с постоянной скоростью.
Следует отметить, что каждый из двух зубчатых секторов колеса 25 должен иметь на два зуба меньше, чем π/2 или 90o, сектор нормального зубчатого колеса такого же размера и модуля. Это соотношение необходимо для предупреждения повреждений в случае одновременного зацепления с двумя деталями. Передача движения при этом, однако, происходит так же, как и при полном числе зубьев сектора.
Для обеспечения зазоров, требующихся для перемены направления движения рейки, необходимо изменить размер крайних зубьев секторов колеса 25. При больших диаметрах изменению следует подвергать также размеры и соседних зубьев.
В секторе каждом первый зуб должен обладать уменьшенной шириной, что достигается за счет дополнительной обработки передней стороны. Этим обеспечивается некоторое запоздание перемены направления движения рейки и следовательно колеса 26, что способствует лучшему пересыпанию продукта в процессе обработки на дугообразных секторах. Заданная степень изменения формы зубьев, необходимая для правильной работы оборудования, зависит от диаметров и модуля зубчатых колес.
Величина угла поворота зубчатого колеса 26 определяется числом зубьев, а длина хода рейки зависит от диаметров зубчатых колес 25 и 26 в конструкции.
На схеме положения рычага 45 (фиг.7) его шток проходит через полый вал 20 и западает в глухие отверстия сплошного вала 19. При этом валы 19 и 20 связаны жестко между собой. Коромысло 42 перемещает шарнир в верхнее положение и поэтому сфера 41 смещена также вверх. В этом случае ползуны 36 притянуты друг к другу пружинами 38, закрепленными в стаканах 39, и кулачковая муфта 29 разомкнута. Таким образом, зубчатое колесо 49 с валом 20 и вал 19 совершают одновременное вращательное движение.
Для разведения секторов 2 и 3 рычаг 45 перемещается в верхнее положение (фиг.7). При этом валы 19 и 20 становятся несвязанными жесткой связью друг с другом, а сфера 41, смещаясь по дугообразным направляющим ползунов 36, раздвигает их, соединяя полумуфты. В этом случае трубовал 30 за счет скользящих посадок передвигается в диске 31 влево. Вращение с колеса 28 передается через стержни 32 на диск 33 и вал 34 с зубчатым колесом 48. Вследствие зацепления зубьев колес 48 и 49 достигается вращение полого вала 20 в сторону, противоположную вращению сплошного вала 19.
Поперечные вырезы вала 20 ограничивают угловое перемещение спиц 17 полого вала 19. При вращении трубовала 30 полумуфты кулачковой муфты 29 дополнительно прижимаются за счет усилия со стороны сферы 41 вследствие конической торцовой части ползуна 36.
В процессе работы фиксация дугообразных секторов 2 и 3 в нижнем и верхнем положениях достигается использованием зубчатых зацеплений колес 25, 26, 28, 48, 49 и рейки 27.
За счет продольных вырезов 15 дугообразных пластин 14 при качательном движении секторов 2 и 3 достигается пульсационная подача потока теплоносителя из паропровода 6, тангенциально закручиваемого и отражаемого вертикальными перегородками дугообразных пластин 14.
Для обеспечения равномерной обработки продукта ширина выреза полуцилиндра, образованного секторами, должна быть не меньше соответствующей ширины распыла форсунки.
После завершения влаготеплового процесса прекращается подача воды через форсунку 8 и пара через паропровод 6. Секторы 2 и 3 поднимаются и разводятся в крайнее верхнее положение (до полного соприкосновения их уплотнительных амортизаторов) с помощью привода (фиг.3). При этом образующийся угол наклона сыпучего продукта на внутренней поверхности секторов 2 и 3 больше угла естественного откоса готового продукта и он ссыпается с внутренней поверхности секторов в разгрузочный бункер 5 и далее направляется на дальнейшую технологическую стадию производства.
Перфорированные секторы 2 и 3 при расстыковке за счет упругих амортизаторов приобретают вынужденные колебания, что способствует лучшей очистке их внутренних поверхностей от налипшего продукта.
Предлагаемая установка для влаготепловой обработки сыпучих продуктов дает возможность:
- достижения равномерной влаготепловой обработки продукта вследствие попеременного увлажнения и обработки потоком пара, а также использования "мягких" температурных и "щадящих" режимов перемешивания продукта при максимальном сохранении формы частиц обрабатываемого продукта;
- повышения качества готового продукта за счет использования рационального гидродинамического режима слоя дисперсного продукта, снижения комкования сваренного продукта и предотвращения образования агломератов дисперсного материала;
- процесс варки осуществляется под атмосферным давлением, что исключает необходимость дополнительной герметичности конструкции;
- обеспечения равномерного увлажнения за счет применения дефлекторной форсунки, перемещаемой вдоль перфорированных секторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИФУНКЦИОНАЛЬНЫЙ АППАРАТ ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2186509C1 |
| УСТАНОВКА ДЛЯ ВЛАГОТЕПЛОВОЙ ОБРАБОТКИ ПИЩЕВЫХ СЫПУЧИХ ПРОДУКТОВ | 2000 |
|
RU2176458C1 |
| ТОРОИДАЛЬНАЯ УСТАНОВКА ДЛЯ ВЛАГОТЕПЛОВОЙ ОБРАБОТКИ | 2001 |
|
RU2202934C1 |
| УСТАНОВКА ДЛЯ ГИДРОТЕРМИЧЕСКОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2179402C1 |
| УСТАНОВКА ДЛЯ ВЛАГОТЕПЛОВОЙ ОБРАБОТКИ | 2001 |
|
RU2202260C1 |
| СУШИЛКА | 2002 |
|
RU2215957C1 |
| КАСКАДНАЯ СУШИЛКА | 2003 |
|
RU2244230C1 |
| ОБЖАРОЧНЫЙ АППАРАТ | 2001 |
|
RU2197833C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ВАРЕНО-СУШЕНЫХ КРУП | 2000 |
|
RU2182805C2 |
| ВАРОЧНО-СУШИЛЬНЫЙ АППАРАТ ДЛЯ ПРОИЗВОДСТВА КРУПЯНЫХ КОНЦЕНТРАТОВ | 2000 |
|
RU2169490C1 |
Изобретение относится к оборудованию для влаготепловой обработки сыпучих продуктов и может быть использовано для варки и сушки круп, а также для обработки продуктов растительного происхождения. Установка для влаготепловой обработки сыпучих продуктов включает цилиндрический корпус, бункеры загрузки и выгрузки, паропровод и привод. Корпус содержит разъемные перфорированные дугообразные секторы, образующие в поперечном сечении полуцилиндр, соосно расположенный с корпусом. Верхняя часть каждого сектора по всей длине имеет ограничительный амортизатор, а нижняя - упор с косым срезом для создания полушипового соединения и дугообразные комбинированные пластины. Секторы установлены с возможностью совместного колебательного движения и прикреплены спицами к соответствующим телескопически размещенным валам, которые соединены с зубчатыми механизмами привода. Над секторами расположена дефлекторная форсунка, перемещаемая вдоль осевой линии по направляющим, а под ними - разгрузочный бункер со стенками, плавно переходящими в конусообразный патрубок. Изобретение направлено на создание оборудования для влаготепловой обработки при атмосферном давлении, повышение качества готового продукта и тепловой эффективности процесса, снижение металлоемкости установки и создание компактного оборудования, сокращение продолжительности вспомогательных операций. 11 ил.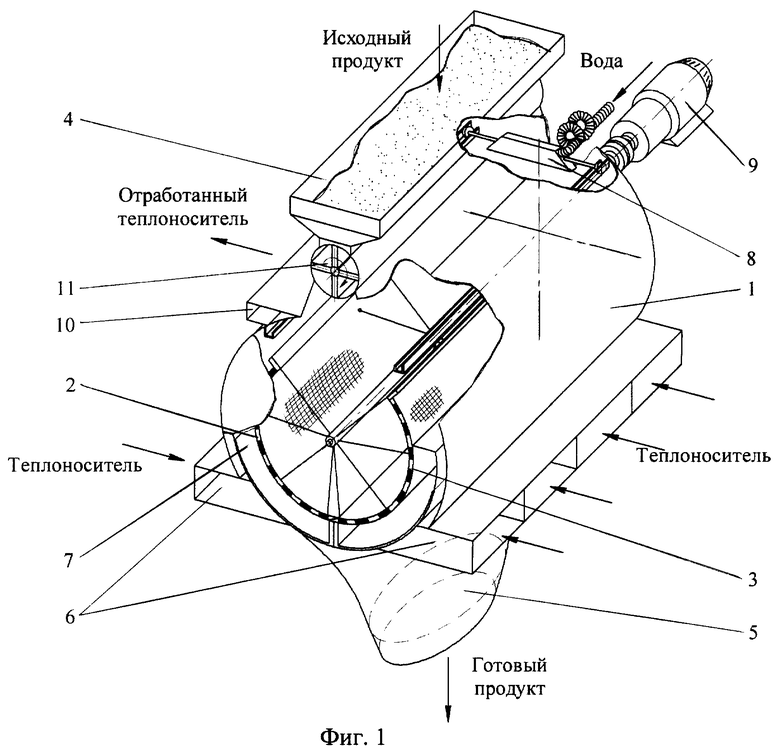
Установка для влаготепловой обработки сыпучих продуктов, включающая цилиндрический корпус, бункеры загрузки и выгрузки, паропровод и привод, отличающаяся тем, что корпус содержит разъемные перфорированные дугообразные секторы, образующие в поперечном сечении полуцилиндр, соосно расположенный с корпусом, причем верхняя часть каждого сектора по всей длине имеет ограничительный амортизатор, а нижняя - упор с косым срезом для создания полушипового соединения и дугообразные комбинированные пластины, секторы установлены с возможностью совместного колебательного движения и прикреплены спицами к соответствующим телескопически размещенным валам, которые соединены с зубчатыми механизмами привода, при этом над секторами расположена дефлекторная форсунка, перемещаемая вдоль осевой линии по направляющим, а под ними - разгрузочный бункер со стенками, плавно переходящими в конусообразный патрубок.
| БАЧУРСКАЯ Л.Д | |||
| и др | |||
| Технология пищевых концентратов | |||
| - М.: Пищевая промышленность, 1970, с.46-48 | |||
| БЛАНШИРОВАТЕЛЬ | 1995 |
|
RU2092091C1 |
| УСТРОЙСТВО ДЛЯ ВЛАГОТЕПЛОВОЙ ОБРАБОТКИ МАСЛОСОДЕРЖАЩЕГО СЫРЬЯ ПЕРЕД ПРЕССОВАНИЕМ | 1999 |
|
RU2143463C1 |

