Изобретение относится к нефтяной и газовой промышленности и может быть использовано при свабировании нефтяных и газовых скважин.
Известен способ герметизации свабирующего элемента в трубе в процессе свабирования, заключающийся в обрезинивании элемента.
Известно устройство для герметизации свабирующего элемента в трубе в процессе свабирования, содержащее обрезиненный корпус из проволоки или других материалов (К.И.Джафаров. Поршневое тартание. //Нефтяное хозяйство, 1994, 5).
Недостатком известных способа и устройства является то, что по мере износа резинового слоя зазор между свабирующим элементом и трубой увеличивается, герметизация свабирующего элемента ухудшается и производительность процесса свабирования уменьшается.
Этот недостаток частично устранен в других известных способе и устройстве герметизации свабирующего элемента, принятых за прототип (патент РФ 2136875, МПК Е 21 В 43/25, 34/00). Способ герметизации свабирующего элемента в трубе в процессе свабирования по прототипу включает расположение в зазоре между свабирующим элементом и трубой гибких герметизирующих элементов.
Устройство для герметизации свабирующего элемента в трубе в процессе свабирования по прототипу содержит корпус и гибкие герметизирующие элементы.
Недостатком прототипа является то, что несмотря на компенсацию износа гибкими герметизирующими элементами и значительное повышение их работоспособности по сравнению с аналогом, существует предельная величина износа, после которой свабирующий элемент приходится заменять.
Задачей предлагаемого изобретения является устранение указанного недостатка и значительное повышение износостойкости и работоспособности герметизирующего устройства свабирующего элемента и создание способа его надежной герметизации.
Техническим результатом, достигаемым при использовании изобретения, является создание безызносного устройства для герметизации свабирующего элемента и способа герметизации на его основе.
Указанный технический результат достигается тем, что в способе герметизации свабирующего элемента в трубе в процессе свабирования в нефтяных и газовых скважинах, включающем расположение в зазоре между свабирующим элементом и трубой средства герметизации, согласно изобретению в качестве средства герметизации используют удаляемую свабированием скважинную жидкость, для чего ее забирают в свабирующий элемент, увеличивают ее давление и скорость перемещения в полостях свабирующего элемента и выбрасывают в зазор между свабирующим элементом и внутренней поверхностью трубы, при этом угол выброса жидкости в зазор выбирают больше угла трения струи жидкости о металл.
Указанный технический результат достигается также тем, что в устройстве для герметизации свабирующего элемента в трубе в процессе свабирования, содержащем корпус, согласно изобретению корпус выполнен в виде верхнего и нижнего конусов, соединенных друг с другом, имеющих конические полости и полость для прохода жидкости между конусами, при этом угол наклона канала для выхода жидкости на внутреннюю поверхность трубы и боковую поверхность свабирующего элемента выполнен больше угла трения струи жидкости о металл.
Использование в качестве средства герметизации скважинной жидкости означает получение безызносного элемента, так как герметизацию осуществляет струя жидкости. Выполнение свабирующего элемента с полостями, в которых давление жидкости и скорость перемещения увеличиваются, обеспечивает возможность интенсивного выхода струи жидкости из свабирующего элемента в зазор между внутренней поверхностью трубы и боковой поверхностью свабирующего элемента с перекрытием зазора и уплотнением его быстро перемещающейся и под большим давлением жидкостью. Роль уплотнения в этом случае выполняет сама удаляемая жидкость, которая является неизнашиваемой. Выполнение выходного канала под углом, большим угла трения струи жидкости о металл, обеспечивает отражение струи жидкости от внутренней поверхности трубы с направлением вверх, что дополнительно уплотняет зазор.
Предложенное устройство, позволяющее реализовать предложенный способ, показано на чертеже, где изображены:
1 - верхний конус свабирующего элемента;
2 - нижний конус свабирующего элемента;
3 - полость для прохода жидкости между конусами 1 и 2;
4 - канал для выхода жидкости на внутреннюю поверхность трубы и боковую поверхность 5 свабирующего элемента;.
6 - стержень для установки на нем свабирующего элемента;
7 - насосно-компрессорная труба;
α - угол наклона канала 4.
Устройство работает следующим образом, реализуя предложенный способ.
Сборку сваба, состоящую из набора стержней 6 с расположенными на них свабирующими элементами в виде конусов 1 и 2 поднимают вверх по колонне насосно-компрессорной трубы 7, удаляя жидкость из скважины. Жидкость в зазоре между боковой поверхностью свабирующего элемента и внутренней поверхностью трубы 7 не перемещается свабом и находится под гидростатическим давлением столба жидкости. Столб жидкости над верхним конусом 1 перемещается им вверх, в связи с чем возникает дополнительное динамическое давление жидкости в этой зоне, которое и вынуждает удаляемую жидкость перемещаться в полостях корпусов 1 и 2, где давление жидкости имеет меньшую величину из-за отсутствия динамической составляющей. Кроме того, выполнение коническими полостей в конусах 1 и 2 обеспечивает дополнительное повышение давления и скорости перемещения жидкости на выходе из канала 4. Выходящая под более высоким давлением скоростная струя жидкости увлекает жидкость в зазоре вверх совместно с движением сваба. Расположение выходящей струи под углом, превышающим угол трения, позволяет струе многократно отразиться от стенок трубы 7 и конуса 1 и надежно закупорить зазор, способствуя подъему жидкости в зазоре совместно со свабом. Эксперименты показывают, что угол α ориентировочно должен быть больше 16o.
В процессе работы боковая поверхность 5 конусов 1 и 2 может соприкасаться с трубой 7 и изнашиваться, однако это не влияет на работу струи жидкости, выходящей из канала 4. С другой стороны, жидкость, выходящая из канала 4, имеющая повышенное давление, центрирует свабирующий элемент, в связи с чем износ поверхности 5 не может быть большим. Как видно, предложенные способ и устройство действительно обеспечивают безызносное уплотнение свабирующего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАБИРОВАНИЯ | 2001 |
|
RU2197611C1 |
| НАСАДКА ДЛЯ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2000 |
|
RU2183732C2 |
| СПОСОБ СВАБИРОВАНИЯ | 2000 |
|
RU2172392C1 |
| СПОСОБ ОСВОЕНИЯ НЕФТЯНОЙ СКВАЖИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183731C2 |
| СПОСОБ СВАБИРОВАНИЯ НЕФТЯНОЙ СКВАЖИНЫ | 2004 |
|
RU2270912C1 |
| СПОСОБ ОСВОЕНИЯ НЕФТЯНОЙ ИЛИ ГАЗОВОЙ СКВАЖИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183730C2 |
| ПОРШНЕВОЕ УСТРОЙСТВО ДЛЯ ДОБЫЧИ НЕФТИ | 2000 |
|
RU2178514C2 |
| СПОСОБ ОСВОЕНИЯ НЕФТЯНЫХ СКВАЖИН | 2000 |
|
RU2178063C2 |
| НАГРЕВАТЕЛЬ ЭЛЕКТРИЧЕСКИЙ | 2000 |
|
RU2177533C2 |
| ГИДРАВЛИЧЕСКИЙ ПЕРФОРАТОР | 2001 |
|
RU2190759C1 |
Изобретение относится к технике свабирования нефтяных и газовых скважин. В зазоре между свабирующим элементом и трубой располагают герметизирующее средство в виде удаляемой свабированием скважинной жидкости. Эту жидкость забирают в свабирующий элемент, увеличивают ее давление и скорость перемещения в полостях свабирующего элемента. Затем выбрасывают ее в зазор между свабирующим элементом и трубой. Угол выброса жидкости в зазор выбирают больше угла трения струи жидкости о металл. Устройство содержит корпус в виде верхнего и нижнего конусов, соединенных друг с другом, имеющих конические полости и полость между конусами для прохода жидкости. Исключается износ свабирующего элемента в процессе свабирования. 2 с.п.ф-лы, 1 ил.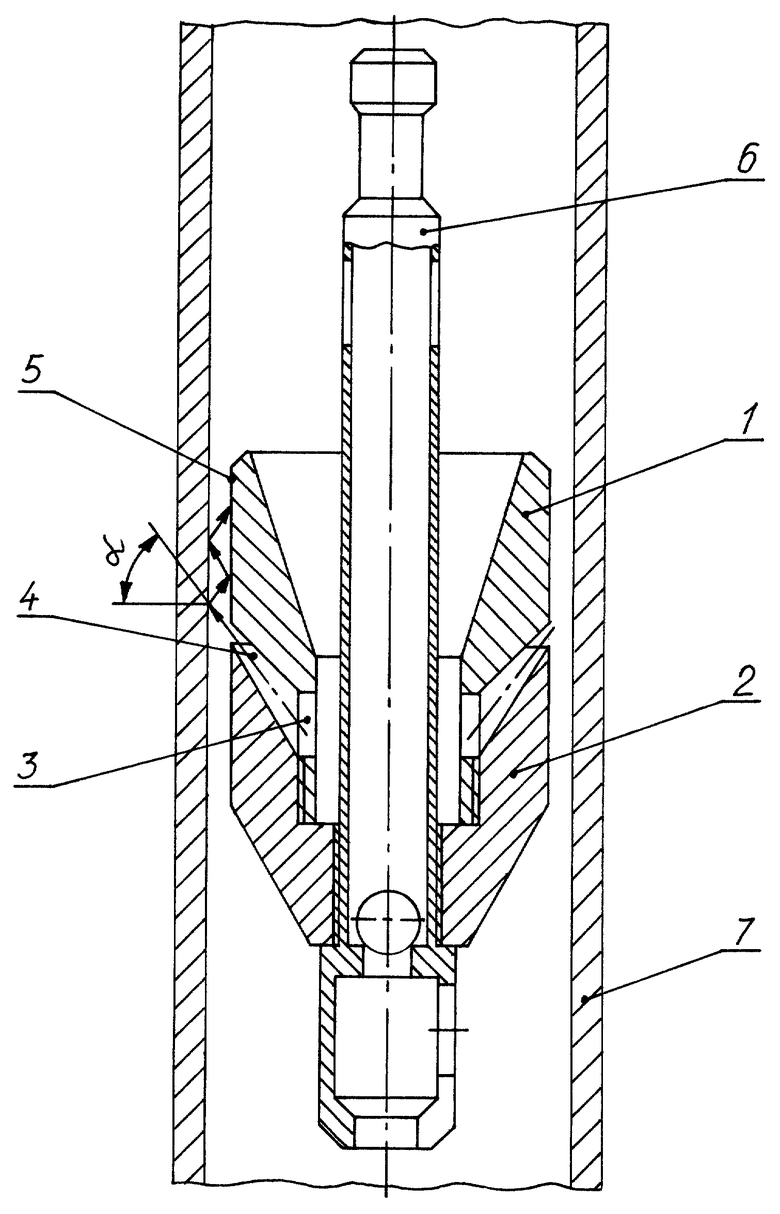
| УСТРОЙСТВО ДЛЯ СВАБИРОВАНИЯ СКВАЖИНЫ | 1997 |
|
RU2136875C1 |
| СПОСОБ ОСВОЕНИЯ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН ПУТЕМ СВАБИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2121565C1 |
| Сваб для очистки и освоения скважины | 1989 |
|
SU1761941A1 |
| US 6015010 А, 18.01.2000 | |||
| US 5950726 A, 14.09.1999 | |||
| US 5836389 A, 17.11.1998. | |||
