Изобретение относится к неразрушающим методам определения усталостных свойств, в частности предела выносливости длинномерных ферромагнитных изделий, например глубиннонасосных штанг, и может быть использовано в любых отраслях машиностроения, где возникает необходимость оценить возможность дальнейшей эксплуатации длинномерного ферромагнитного изделия.
Известен способ неразрушающего контроля ферромагнитных изделий, когда в изделии создают переменные механические упругие напряжения в приложенном постоянном магнитном поле и по величине переменной составляющей индукции, возникающей за счет магнитоупругих свойств материала, судят о механических свойствах изделия (см., например, авт.свид. СССР 549732, кл. G 01 N 27/86, от 1977 г.).
Недостатком известного способа является недостаточная точность определения усталостных свойств. Это объясняется тем, что способ позволяет определить только статические механические свойства, а именно: предел прочности, предел текучести, а предел выносливости, характеризующий усталостные свойства ферромагнитного изделия, определяют расчетным путем по эмпирическим формулам в зависимости от предела прочности. А так как предел выносливости зависит от состава, структуры материала и условий нагружения изделия, то это вносит погрешности при определении этого параметра известным способом.
Низкая точность определения усталостных свойств ферромагнитных изделий ограничивает область применения данного способа.
Известен способ определения предела выносливости ферромагнитных изделий, заключающийся в том, что изделие (стандартный образец) намагничивают переменным электромагнитным полем, регистрируют параметр магнитного поля - амплитуду высших гармоник ЭДС индукции. Увеличивают амплитуду поля возбуждения индуктивного преобразователя и фиксируют данную величину, при которой амплитуда высших гармоник будет минимальной. После этого изделие нагружают циклически и ступенчато (по Локати) с увеличением амплитуды напряжения и при отсутствии намагничивающего тока и между циклами нагружения при снятии нагрузки измеряют амплитуду высшей гармоники. Нагружение прекращают, когда амплитуда высшей гармоники скачкообразно изменится. Уровень механического напряжения, при котором произошел скачок амплитуды высших гармоник ЭДС индукции, определяет величину предела выносливости материала испытуемого изделия (Якиревич Д. И. Оценка характеристик циклической прочности конструкционных сталей и сварных соединений магнитоиндукционным методом: автореферат докторской диссертации (УДК: 621. 791: 620.178.3).- М., 1994. - С.8, 12, 18-29). Известный способ принимаем за прототип.
Недостатком известного способа и устройства является невозможность его использования при определении усталостных свойств реальных длинномерных ферромагнитных изделий, например насосных штанг, поскольку для его реализации требуются стандартные образцы конечной длины и одного конструктивного исполнения, и при определении предела выносливости материала образцов не исключено их микроразрушение, т.к. скачок измеряемого параметра магнитного поля происходит уже при наличии микроповреждения в структуре металла.
Кроме того, использование переменного поля для намагничивания при определении усталостных свойств затрудняет определение предела выносливости изделий сложной геометрической формы, например насосных штанг с концевыми участками, из-за неоднородности промагничивания изделия по объему.
Предлагаемым изобретением решается задача определения усталостных свойств реального длинномерного ферромагнитного изделия при обеспечении точности и простоты определения за счет установления соответствия между пределом выносливости и микротекучестью материала.
Еще одной технической задачей является обеспечение при проведении определения усталостных свойств дополнительно упрочнения длинномерного изделия.
Для достижения технического результата в предлагаемом способе определения предела выносливости длинномерного ферромагнитного изделия, включающем операции намагничивания изделия, нагружения возрастающей по величине продольной растягивающей нагрузкой, измерения магнитного параметра после снятия намагничивающего поля, по которому судят о пределе выносливости материала изделия, намагничивают выпрямленное длинномерное изделие постоянным магнитным полем, не превышая насыщение, нагружение изделия продольной растягивающей нагрузкой ведут после снятия намагничивающего поля до величины не выше предела текучести материала изделия, получают зависимость тангенциальной или нормальной составляющей остаточного магнитного поля рассеяния от величины продольной растягивающей нагрузки, логарифмируют ее, аппроксимируют двумя прямыми и по точке их пересечения судят о величине предела выносливости.
Для ускорения процесса намагничивания намагничивание изделия постоянным магнитным полем ведут локально в местах наиболее вероятного возникновения усталостного разрушения материала изделия. Такое намагничивание позволяет производить оценку величины предела выносливости выборочно и тем самым судить о надежности изделия в целом по характеристике наиболее слабого участка изделия.
Намагничивание осуществляют приложением и снятием магнитного поля.
Намагничивание изделия постоянным магнитным полем можно вести многократно, чтобы обеспечить состояние насыщения при намагничивании изделий из любого материала.
Нагружение изделия ведут квазистатически. Такое нагружение позволяет плавно увеличивать величину нагружения и скорости нагружения изделия, благодаря чему исключить интенсивное пластическое деформирование изделия.
Для обеспечения плотного прилегания магнитной системы к длинномерному изделию последнее перед намагничиванием предварительно выпрямляют, прикладывая к нему продольную растягивающую нагрузку, и нагружение изделия ведут от величины предварительного нагружения, выпрямляющего изделие, до величины, не превышающей предел текучести материала.
Отличительные признаки предложенного способа позволяют установить взаимосвязь между микротекучестью материала изделия при его нагружении и пределом выносливости материала реального длинномерного ферромагнитного изделия, имеющего участки со сложной геометрической формой. При этом деформирование изделия продольной растягивающей нагрузкой дополнительно придает структуре металла изделия еще упрочнение.
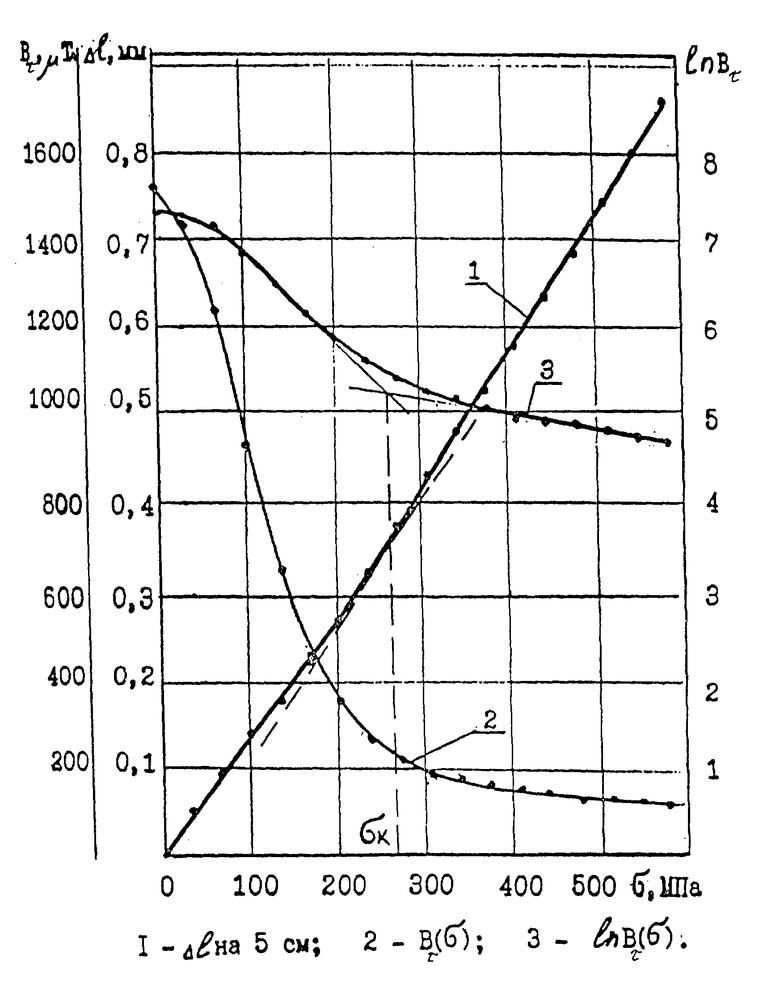
На чертеже приведены зависимости абсолютного удлинения (кривая 1), магнитного параметра намагничивающего поля Bτ(σ) - кривая 2 и логарифма функции Bτ(σ) - кривая 3 от величины продольной растягивающей нагрузки (σ) для ферромагнитного материала 15Х2НМФ.
Сущность изобретения заключается в следующем.
Известно, что при нагружении ферромагнитного материала продольной растягивающей нагрузкой механические напряжения в магнитомягкой фазе материала оказываются большими, чем в жесткой фазе, с дальнейшим ростом напряжений в мягкой компоненте ферромагнитного материала начинается пластическая деформация, реализуемая с помощью рождения (размножения) и движения дислокаций. Таким образом, начиная с некоторых внешних нагрузок, идет необратимое изменение линейных размеров изделия. Начало этого процесса отмечается по отклонению зависимости абсолютного удлинения от величины растягивающей нагрузки "деформация - напряжение" от прямой (кривая 1 чертежа). Напряжение, соответствующее этому моменту (σк = 275 МПа), определяет начало процесса микротекучести материала.
При приложении нагружающего напряжения к ферромагнитному материалу происходит изменение его структурно-чувствительных характеристик, в частности магнитных, поэтому в качестве информативного параметра при определении усталостных свойств материала изделия выбираем магнитный параметр.
Каждая дислокация и их скопления имеют вокруг себя поле упругих (внутренних) напряжений, которые управляют распределением магнитных спиновых моментов ферромагнитного материала, которые сказываются на уровне магнитных свойств материала, в частности остаточной намагниченности изделия.
Намагничивание длинномерного ферромагнитного изделия постоянным магнитным полем в предлагаемом способе позволяет обеспечить хорошую промагниченность изделия любой конфигурации по объему, включая участки сложной формы, высокую чувствительность изменения магнитных параметров к механическим растягивающим нагрузкам и простоту их регистрации. Самым характерным параметром остаточного магнитного поля рассеяния, наиболее удобно регистрируемым и несущим информацию об изменении механических свойств ферромагнитного материала в результате его нагружения, является тангенциальная или нормальная составляющая.
С ростом продольной растягивающей нагрузки изменения в магнитной структуре невелики в местах, где их величина меньше внутренних напряжений. А в участках изделия, где внешние напряжения превышают внутренние, происходит перестройка магнитной доменной структуры, и она заканчивается, когда внешние напряжения превысят внутренние. Дальнейшее изменение магнитных свойств материала изделия становится заметно меньшим вплоть до начала процесса микротекучести материала. Поскольку в пределах микротекучести система находится в неустойчивом состоянии, то даже небольшое возмущение (например, дополнительная деформация изделия продольной растягивающей нагрузкой) скачком переводит систему в одно из новых состояний, например микроразрушение структуры металла.
Начало процесса микротекучести определяет величину предела выносливости материала изделия (см. Трощенко В.Т. Деформирование и разрушение металлов при многоцикловом нагружении. - Киев. Наукова Думка, 1981, с.341). Экспериментальные данные показали, что магнитный параметр остаточного магнитного поля рассеяния от продольной растягивающей нагрузки монотонно уменьшается с ростом растягивающей нагрузки и описывается по экспоненциальному закону (кривая 2). Если прологарифмировать величину функции остаточного магнитного поля рассеяния, то на графике зависимости от продольной растягивающей нагрузки (кривая 3) можно установить экстремум - особую критическую точку резкого излома зависимости. Кривая хорошо аппроксимируется двумя прямыми, пересекающимися в точке (σк). Экспериментальные данные показали, что эта точка соответствует началу микротекучести материала. Был исследован образец из стали 15Х2НМФ. Из зависимости величины абсолютного удлинения от величины продольной растягивающей нагрузки установлено отклонение от прямой (переход в пластическую деформацию) при величине внутренних напряжений σк = 275 МПа. После промагничивания образца до насыщения была получена зависимость магнитного параметра остаточно намагниченного образца от величины растягивающей нагрузки. Полученная экспоненциальная зависимость прологарифмирована и аппроксимирована двумя прямыми, на пересечении которых определена точка экстремума. Величина напряжения, соответствующая данной точке, составила 285 МПа. Ошибка измерения составляет менее 5%, что соизмеримо с величиной допустимой ошибки.
Пример. Способ осуществляли следующим образом. Длинномерное ферромагнитное изделие - насосную штангу из стали 15Х2НМФ длиной 8000 мм и с условным диаметром 19,0 мм, предварительно размагниченную, уложили в захваты нагрузочной машины модели КШ-01 (изготовитель: ЗАО ИНОКАР, ОАО "Мотовилихинские заводы", г. Пермь).
Насосную штангу, предварительно размагниченную и выпрямленную при необходимости, уложили в захваты нагрузочной машины. (Величина предварительного нагружения составила 500 кгс). Намагничивание насосной штанги вели продольным постоянным магнитным полем, а в качестве измеряемого магнитного параметра взята тангенциальная составляющая остаточного магнитного поля рассеяния. Для намагничивания насосной штанги на высаженные участки с обоих концов штанги установили по 5 намагничивающих катушек, выполненных в виде многослойных катушек с рядовой укладкой, включенных согласно, и подключенных к блоку питания. Для измерения тангенциальной составляющей установили по 5 измерительных феррозондовых датчиков с каждого конца насосной штанги, выход датчиков через аналого-цифровой преобразователь подключен к системному блоку ПЭВМ.
Намагничивание изделия можно вести поперечным магнитным полем, используя для этого сильные постоянные магниты из самарий-кобальта.
В качестве магнитного параметра можно измерять нормальную составляющую остаточного магнитного поля, используя для этих целей, например, датчики Холла.
Осуществив продольное локальное намагничивание до насыщения выбранных участков, расположенных в опасных сечениях штанги, снимали намагничивающее поле, после чего производили квазистатическое продольное растягивающее нагружение насосной штанги, характеризующееся плавным изменением величины и скорости нагружения изделия. Нагружение вели до величины нагрузки, не превышающий предел текучести материала штанги (для стали 15Х2НМФ составляет 630 МПа). В ходе продольного квазистатического растягивающего нагружения насосной штанги одновременно регистрировали и запоминали текущие величины продольной растягивающей нагрузки и величины тангенциальной составляющей остаточного поля рассеяния каждого анализируемого участка, получая тем самым на экране монитора ПЭВМ 10 кривых зависимости магнитного параметра от продольной растягивающей нагрузки Bτ(σ), имеющих вид экспоненты (кривая 2). Контроль продольной растягивающей нагрузки вели посредством силоизмерителя, выход которого через аналого-цифровой преобразователь соединен с системным блоком ПЭВМ.
Для установления предела микротекучести материала насосной штанги автоматически производили логарифмирование каждой из 10 анализируемых зависимостей выбранных участков насосной штанги, аппроксимацию каждой зависимости двумя прямыми и нахождение экстремума - особой точки на зависимости, соответствующей пределу микротекучести материала на данном участке изделия (на кривой 3 σ = 285 МПа). Выбирают минимальную величину из 10 показателей σк, являющуюся критической нагрузкой и соответствующую началу процесса микротекучести, по которой судят о пределе выносливости материала данной насосной штанги и о работоспособности изделия в целом.
Способ обеспечивает простую реализацию намагничивания и считывания информационного сигнала с исследуемого изделия при минимальных временных затратах. Способ позволяет механизировать и автоматизировать процесс определения усталостных свойств реальных длинномерных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля глубинно-насосных штанг | 1987 |
|
SU1481668A1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УПРУГИХ НАПРЯЖЕНИЙ В НИХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424509C1 |
| Способ неразрушающего контроля ферромагнитных материалов | 1980 |
|
SU934354A1 |
| СПОСОБ ПРАВКИ НАСОСНЫХ ШТАНГ РАСТЯЖЕНИЕМ | 1994 |
|
RU2069113C1 |
| ДАТЧИК ДЛЯ ИЗМЕРЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2134428C1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВНУТРЕННЕГО РАЗРУШЕНИЯ ПОЛЫХ КОНСТРУКЦИЙ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2139520C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛЕЙ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2154262C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ В КОНСТРУКЦИЯХ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2274840C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446385C2 |
| СПОСОБ КОНТРОЛЯ СТРУКТУРЫ ПРОТЯЖЕННОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ | 1989 |
|
RU1727486C |
Предназначается для определения усталостных свойств реальных длинномерных ферромагнитных изделий. Технический результат: обеспечение точности и простоты определения предела выносливости за счет установления соответствия между пределом выносливости и микротекучестью материала. Сущность изобретения: выпрямленное изделие намагничивают постоянным магнитным полем до насыщения, нагружают изделие продольной растягивающей нагрузкой не выше предела текучести после снятия намагничивающего поля. В процессе нагружения изделия измеряют величины продольной растягивающей нагрузки и магнитного параметра, в качестве которого выбирают тангенциальную или нормальную составляющую остаточного магнитного поля рассеяния, строят их зависимость, логарифмируют ее, аппроксимируют двумя прямыми и по точке их пересечения судят о величине предела выносливости материала изделия. 5 з.п.ф-лы, 1 ил.
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ИЗДЕЛИЯ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1997 |
|
RU2155943C2 |
| Способ неразрушающего контроля механических свойств изделий | 1984 |
|
SU1224702A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОЙ ЕМКОСТИ СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 0 |
|
SU235118A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |

