Изобретение относится к области строительства, в частности к производству изделий сборного железобетона, и может быть использовано при изготовлении трехслойных стеновых панелей с криволинейной поверхностью
Известен способ изготовления криволинейных трехслойных стеновых панелей, включающий последовательную укладку в бортоснастку с проемообразователем арматуры и бетона наружного конструктивного слоя, установку гибких связей и теплоизолирующего слоя, арматуры и бетона конструктивного внутреннего слоя, разравнивание и затирку его наружной поверхности, тепловлажностную обработку отформованной криволинейной стеновой панели, по окончании которой производят распалубку панели, кантование в вертикальное положение и установку в проем готового оконного блока (патент Российской Федерации 2033504 от 1993 г., МКИ Е 04 С 2/26).
Недостатком этого способа являются большие затраты энергии из-за наличия камер тепловлажностной обработки и технологических транспортных средств для перемещения форм.
Наиболее близким по назначению и технической сущности является известный способ изготовления железобетонных изделий с криволинейной поверхностью, включающий последовательную укладку в бортоснастку арматуры, бетона наружного конструктивного слоя, укладку теплоизоляционного слоя, арматуры и бетона конструктивного внутреннего слоя, тепловлажностная обработка отформованного изделия под теплоизолирующим пологом с последующей распалубкой (патент Российской Федерации 2134636 от 1999 г., МКИ 6 В 28 В 7/06).
Недостатками этого способа являются неудовлетворительное качество лицевых поверхностей отформованной панели и наличие в ней мостиков холода, снижающих теплотехнические показатели изделия.
Целью предлагаемого изобретения является обеспечение возможности формования криволинейной трехслойной стеновой панели с высоким качеством наружной и внутренней поверхностей без мостиков холода, а также сниженние энергоемкости тепловлажностной обработки за счет использования тепла, выделяемого при кристаллизации цемента, применяемого в качестве минерального вяжущего в бетоне наружного и внутреннего конструктивных слоев.
Указанная цель достигается тем, что способ изготовления криволинейной трехслойной стеновой панели включает последовательную укладку в бортоснастку арматуры и бетона наружного конструктивного слоя, укладку теплоизолирующего слоя, арматуры и бетона конструктивного внутреннего слоя и тепловлажностную обработку отформованной стеновой панели под теплоизолирующим пологом с последующей распалубкой, причем формование наружного и внутреннего конструктивных слоев ведут в два этапа, при этом на первом этапе формования на предварительно нагретый с помощью размещенных под ним закрытых тепловых регистров до 30-45oС вогнутый поддон бортоснастки последовательно устанавливают арматуру наружного конструктивного слоя, гибкие связи и опалубочный щит с эквидистантной вогнутому поддону рабочей поверхностью, после чего в образованную опалубочным щитом и вогнутым поддоном полость производят под вибровоздействием в течение 60-90 с с амплитудой колебаний, равной 0,3-1,8 мм, подачу и укладку бетона наружного конструктивного слоя с последующей выдержкой в течение 30-60 мин до набора распалубочной прочности, а затем на втором этапе формирования снимают опалубочный щит и производят последовательно укладку теплоизолирующего слоя арматуры и под вибровоздействием бетона внутреннего конструктивного слоя, разравнивание, затирку его наружной поверхности и окончательную выдержку отформованной стеновой панели до набора распалубочной прочности, причем нагрев поддона осуществляют непрерывно в течение всего процесса формования и выдержки криволинейной трехслойной стеновой панели в бортоснастке, которую после формования конструктивного внутреннего слоя укрывают теплоизолирующим пологом и выдерживают до набора распалубочной прочности при температуре среды под теплоизолирующим пологом, равной 90-94oС, причем бетон наружного и внутреннего конструктивных слоев нагревают в процессе выдержки для набора распалубочной прочности со скоростью соответственно 7-12 и 3-10oС/ч, кроме того, перед формованием наружного конструктивного слоя в бортоснастку могут устанавливать проемообразователь, а после распалубки отформованной стеновой панели производят ее кантование в вертикальное положение и устанавливают в проем готовый оконный или дверной блок. Теплоизолирующий слой могут собирать а виде сердечника из пенополистирольных плит, окаймленного по наружному и внутреннему периметрам полужесткими минераловатными элементами с защищенными синтетической пленкой наружными поверхностями. Перед укрытием бортоснастки теплоизолирующим пологом на поверхность конструктивного внутреннего слоя могут устанавливать нагревательный щит.
Сущность заявленного способа поясняется нижеследующими чертежами:
На фиг. 1 схематично изображен общий вид стенда для изготовления криволинейной трехслойной стеновой панели.
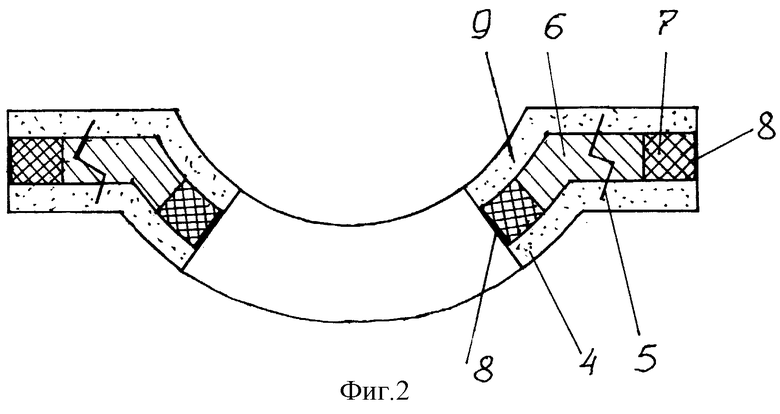
На фиг.2 - криволинейная трехслойная стеновая панель в разрезе.
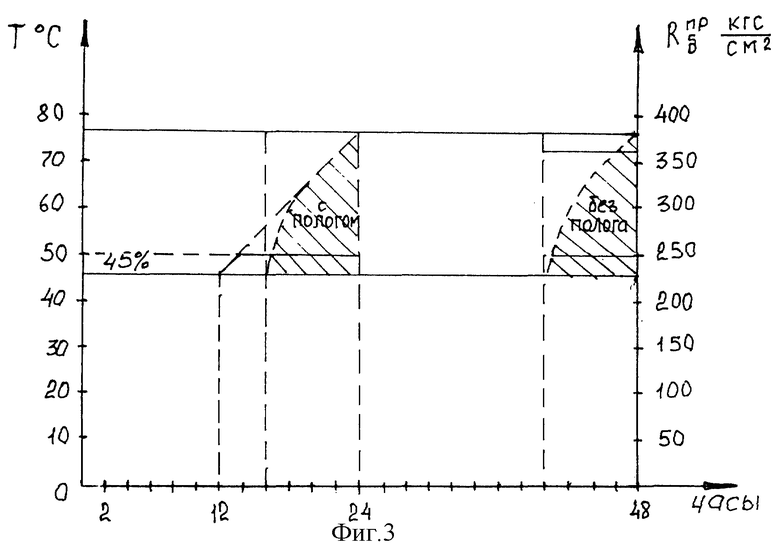
На фиг. 3 - диаграмма прироста прочности бетона при заявленных режимах тепловлажностной обработки.
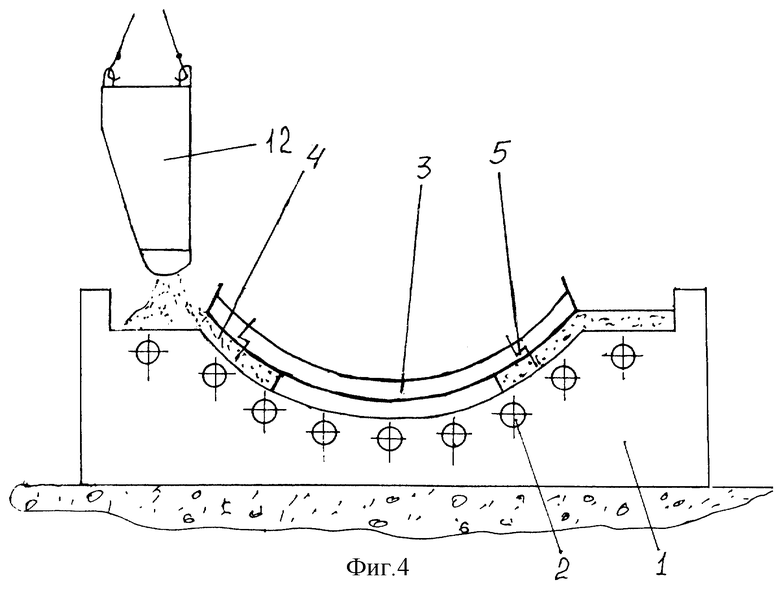
На фиг. 4 - установка опалубочного щита на вогнутый поддон. Заявленный способ изготовления криволинейной трехслойной стеновой панели осуществляется следующим образом.
На вогнутый поддон 1 бортоснастки, нагретый с помощью размещенных под ним тепловых регистров 2 (например, паровых) до температуры 30-45oС, устанавливают арматуру, проемообразователь (при изготовлении панели с оконным или/и дверным проемом) и опалубочный щит 3 с эквидистантной вогнутому поддону рабочей поверхностью. В образованную опалубочным щитом 3 и поддоном 2 полость подают бетон наружного конструктивного слоя 4 под вибровоздействием в течение 60-90 с с амплитудой колебаний, равной 0,3-1,8 мм. Для вибровоздействия на бетонную смесь могут быть использованы навесные вибраторы, вибронасадки или глубинные вибраторы. Уложенный бетонный слой выдерживают в течение 30-60 мин до набора распалубочной прочности, после чего снимают опалубочный щит 3 и укладывают теплоизолирующий слой с гибкими связями 5.
Теплоизолирующий слой может быть образован в виде сердечника из пенополистирольных плит 6, окаймленных по наружному и внутреннему периметрам полужесткими минераловатными элементами 7, наружная поверхность которых защищена синтетической пленкой 8. Такое выполнение теплоизолирующего слоя позволяет изготовить трехслойную стеновую панель с повышенными теплотехническими показателями без мостиков холода за счет деформации полужестких минераловатных элементов 7, образующих плотные и прочные стыки между трехслойными стеновыми панелями в процессе установки их друг на друга при монтаже стен зданий а гидроизоляция стыков обеспечивается защищающей наружные поверхности полужестких минераловатных элементов 7 синтетической пленкой 8.
После установки теплоизолирующего слоя на него укладывают арматуру, на которую затем в течение 20-40 с под вибровоздействием с амплитудой колебаний 0,3-1,8 мм укладывают бетон внутреннего конструктивного слоя 9 и производят разравнивание и затирку внешней поверхности конструктивного внутреннего слоя 9. Нагрев вогнутого поддона 1 тепловыми регистрами 2 осуществляют в течение всего процесса формования и выдержки трехслойной стеновой панели.
В качестве теплоносителя может быть использован горячий пар (температура 120-140oС), который подают в закрытые регистры 2, расположенные внизу под поддоном 1 бортоснастки на уровне пола или заглублены не менее чем на 30 см. Периметр бортоснастки, у которой паровые регистры 2 не заглублены, обрамляется снизу фартуками для избежания потерь тепла.
После формования конструктивного внутреннего слоя 9 бортоснастку укрывают теплоизолирующим пологом 10, например, из полимерного материала, под которым создается парниковый эффект - сохраняются тепло и влага, а процесс твердения бетона идет по контролируемой изотерме. Контроль осуществляют в теле бетонных слоев и под теплоизолирующим пологом 10. Температура среды под теплоизолирующим пологом 10 поддерживается равной 90-94oС. Такое решение позволяет использовать тепло, выделяемое при экзотермии цемента, что составляет 30-40% от общего расхода тепла в тепловом балансе. Следовательно, создается мягкий режим тепловлажностной обработки изделия, при котором в процессе выдержки, осуществляемой в течение 2-8 ч, бетон наружного конструктивного слоя 4 нагревается со скоростью 7-12oС/ч, а бетон внутреннего конструктивного слоя 9 нагревается со скоростью 3-10oС/ч. При таких режимах температура под теплоизолирующим пологом 10 достигает 90-94oС, процесс твердения наружного конструктивного слоя 4 идет при максимальной температуре 70-75oС, а внутреннего конструктивного слоя 9 - при температуре 45-60oС.
Для ускорения процесса твердения в зависимости от марки цемента и прочности бетона конструктивных слоев, особенно внутреннего конструктивного слоя 9, на его поверхность перед укрытием бортоснастки с вогнутым поддоном 1 теплоизолирующим пологом 10 может быть установлен нагревательный щит 11, например, с электроподогревом.
Бетонирование наружного конструктивного слоя 4 и внутреннего конструктивного слоя 9 производят с помощью бетоноукладчика или бадьи 12. Отформованную криволинейную трехслойную стеновую панель выдерживают на вогнутом поддоне 1 бортоснастки до набора распалубочной прочности. После распалубки панели производят ее кантование и устанавливают в проем готовый оконный или дверной блок.
Пример конкретного осуществления способа.
На вогнутый поддон 1 бортоснастки, нагретой с помощью паровых регистров до температуры 40oС устанавливали арматуру, гибкие связи проемообразователь и опалубочный щит 3. В образовавшуюся полость подавали бетон наружного конструктивного слоя 4, который вибрировали в течение 30 с с амплитудой колебаний 1,1 мм навесными вибраторами и выдерживали в течение 90 мин до набора распалубочной прочности. Затем опалубочный щит 3 снимали и последовательно укладывали теплоизолирующий слой, арматуру и бетон конструктивного внутреннего слоя 9, который разравнивали, и затирали наружную поверхность панели. Панель выдерживали до набора распалубочной прочности. Нагрев вогнутого поддона 1 осуществляли в течение всего процесса формования и выдержки криволинейной трехслойной стеновой панели, а после формования внутреннего конструктивного слоя 9 бортоснастку укрывали дополнительно к нагреву поддона теплоизолирующим пологом 10, в котором поддерживали температуру примерно 90oС, что обеспечивало нагрев наружного слоя 4 со скоростью 9oС/ч, а внутреннего - 6oС/ч.
Благодаря мягкому режиму тепловлажностной обработки нижняя поверхность криволинейной трехслойной стеновой панели (наружная поверхность стены здания) получается глянцевой с мелкими допустимыми порами, имеющими максимальный диаметр 0,8-1,0 мм, а верхняя поверхность (внутренняя поверхность стены здания) после выравнивания и затирки не имеет пор и усадочных трещин.
Как видно из диаграммы прироста прочности бетона в зависимости от температуры и времени термовлажностной обработки, прочность бетона через сутки достигает с применением теплоизолирующего полога 10 55-70% в теплый период и до 80-90% в зимний период и без использования теплоизолирующего полога 10 - через 2-3 суток.
Заявленный способ изготовления трехслойной криволинейной стеновой панели позволяет получить ее с гладкими наружной и внутренней поверхностями, с повышенными теплотехническими показателями ввиду отсутствия мостиков холода. За счет выбора оптимальных режимов тепловлажностной обработки снижена энергоемкость процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190523C1 |
| ТРЕХСЛОЙНАЯ СТЕНОВАЯ ПАНЕЛЬ | 2001 |
|
RU2191239C1 |
| ТРЕХСЛОЙНАЯ СТЕНОВАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2655489C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Способ изготовления трехслойных стеновых панелей и устройство для его осуществления | 1989 |
|
SU1675115A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Устройство для возведения малоэтажных зданий | 1990 |
|
SU1744225A1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| ПРОЕМООБРАЗОВАТЕЛЬ | 2008 |
|
RU2385394C1 |
| КРУПНОПАНЕЛЬНОЕ ЗДАНИЕ | 2002 |
|
RU2198989C1 |
Изобретение относится к области строительства, в частности к производству изделий сборного железобетона. Способ изготовления криволинейной трехслойной стеновой панели включает последовательную укладку на нагреваемый вогнутый поддон бортоснастки арматуры и гибких связей проемообразователя (при необходимости) и опалубочного щита, подачу в образовавшуюся полость между поддоном и опалубочным щитом бетона наружного конструктивного слоя под вибровоздействием в течение 60-90 с с амплитудой колебаний, равной 0,3-1,8 мм, с последующей выдержкой в течение 30-60 мин. Далее производят съем щита и укладывают теплоизолирующий слой, арматуру и бетон внутреннего конструктивного слоя, разравнивают, затирают наружную поверхность. Укрывают панель теплоизолирующим пологом, выдерживают панель до набора распалубочной прочности при 90-94oС под пологом со скоростью нагрева наружного и внутреннего слоя соответственно 7-12oС/ч и 3-10oС/ч. Затем панель распалубливают. Технический результат - возможность формования панели с высоким качеством обработки поверхности. 3 з.п.ф-лы, 4 ил.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2134636C1 |
| Форма для изготовления армоцементных оболочек | 1971 |
|
SU479626A1 |
| Устройство для формования криволинейных выпуклых изделий из бетонных смесей | 1981 |
|
SU1206103A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 1997 |
|
RU2141405C1 |
| Форма для изготовления армоцементных оболочек | 1971 |
|
SU479626A1 |
| Способ цикловой синхронизации с динамической адресацией получателя | 2016 |
|
RU2621181C1 |

