Изобретение относится к области строительства и может быть использовано при изготовлении строительных металлоконструкций, в частности при предварительном напряжении перфорированных шпренгельных балок, которые могут быть использованы в качестве несущих конструкций балочного типа (например, балок покрытий, перекрытий, подкрановых балок и т.п.).
Известен способ предварительного напряжения балки, включающий постановку затяжки, ее напряжение и выгиб балки от напряжения затяжки, при этом балку предварительно изгибают в плоскости наибольшей жесткости, после чего закрепляют затяжку к изогнутой балке со стороны сжатого пояса и напрягают затяжку путем снятия с балки усилия предварительного изгиба [1].
Недостатком известного технического решения является сложность и трудоемкость его осуществления, связанная с необходимостью устройства специальных приспособлений и временных опор для изгиба балки в плоскости наибольшей жесткости. Кроме того, в данном способе предварительного напряжения распор от напряжения затяжки распределяется по всему поперечному сечению балки, что при действии внешних нагрузок в период эксплуатации увеличивает сжимающие напряжения в балке и, как следствие, приводит к увеличению ее материалоемкости.
Также известен способ изготовления предварительно напряженной перфорированной металлической балки, включающий зигзагообразную резку исходного профиля с увеличивающейся от концов балки к середине высотой гофров, установку полученных частей перфорированной балки жесткости одна над другой с контактом в средней части, упругий выгиб их навстречу одна другой до соприкосновения кромок между собой и их сварку, при этом резку осуществляют по зигзагообразной линии, вписанной в контур парных кривых линий, а шаг гофров уменьшают от опор к середине, причем перед выгибом к одной из частей балки присоединяют шпренгельную систему [2] (принято за прототип).
Недостатком такого технического решения является сложность и высокая трудоемкость предварительного напряжения перфорированной балки и ее изготовления в целом, обусловленная дополнительными трудозатратами по изготовлению, установке и демонтажу специальных устройств для выгиба частей перфорированной балки навстречу друг другу. Кроме того, распор от напряжения затяжки при изгибе частей перфорированной балки передается на одну из них и вызывает в ее ослабленных сечениях (в средней части ее длины) значительные сжимающие напряжения, которые суммируются с сжимающими напряжениями в этих частях перфорированной балки, возникающими при работе на внешние нагрузки, что, как следствие, приводит к увеличению материалоемкости системы в целом.
Задачей изобретения является снижение трудоемкости предварительного напряжения перфорированных шпренгельных балок и снижение их материалоемкости.
Технический результат достигается тем, что в способе комбинированного предварительного напряжения перфорированной шпренгельной балки, включающем установку элементов перфорированной балки жесткости, полученных путем зигзагообразной резки исходного профиля, с переменной высотой гофров, один над другим с контактом в их средних частях, присоединение к одному из них стоек шпренгелей и затяжки, упругий выгиб элементов перфорированной балки жесткости до соприкосновения выступающих кромок гофров между собой и их последующую сварку, причем после установки элементов перфорированной балки жесткости один над другим, к одному из них наклонно присоединяют поворотные стойки шпренгелей со смещением их концов с направляющими фиксаторами к его середине, а на концевых участках наклонно устанавливают Т-образные поворотные стойки с прикрепленными петлевидными хомутами, которые заводят в С-образные направляющие, размещенные на концевых участках другого элемента перфорированной балки жесткости, после чего затяжку, снабженную натяжным устройством, закрепляют в направляющих фиксаторах и присоединяют ее к концам Т-образных поворотных стоек, затем натяжным устройством напрягают затяжку, выгибая при этом элементы перфорированной балки жесткости до соприкосновения всех выступающих кромок гофров между собой, выполняют их сварку, после чего донапрягают затяжку. Кроме того, начальные углы наклона поворотных стоек шпренгелей к вертикали увеличивают от концов перфорированной балки жесткости к ее середине, а их косинусы принимают равными отношениям площадей соответствующих ослабленных поперечных сечений перфорированной балки жесткости и исходного профиля.
Изобретение описывается следующими графическими материалами:
- на фиг.1 представлен общий вид перфорированной шпренгельной балки перед предварительным напряжением;
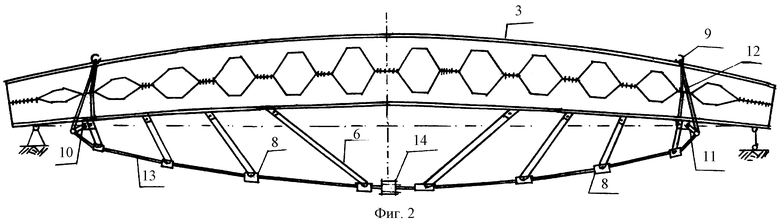
- на фиг.2 представлен общий вид перфорированной шпренгельной балки после предварительного напряжения;
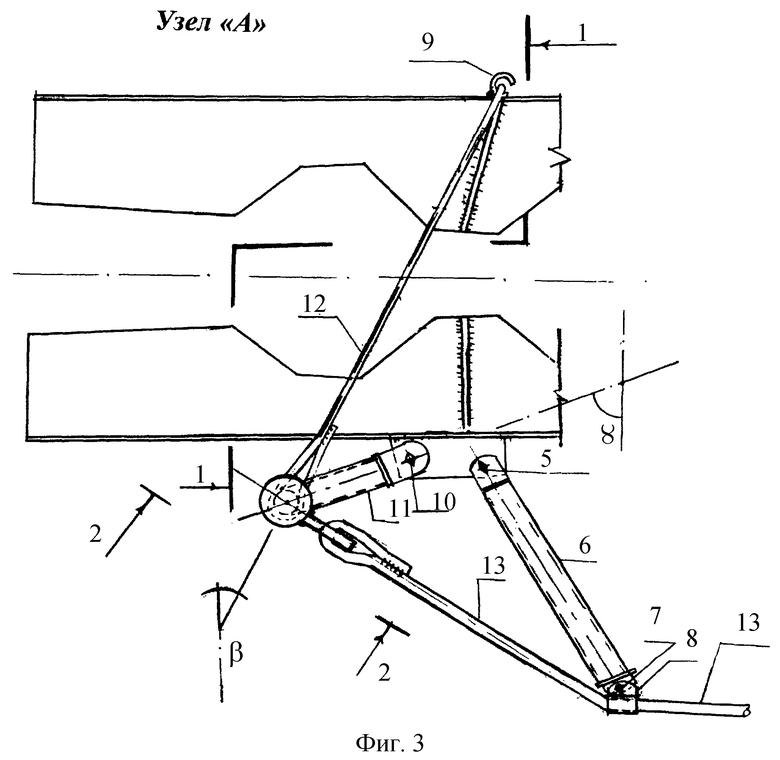
- на фиг.3 - узел "А" на фиг.1;
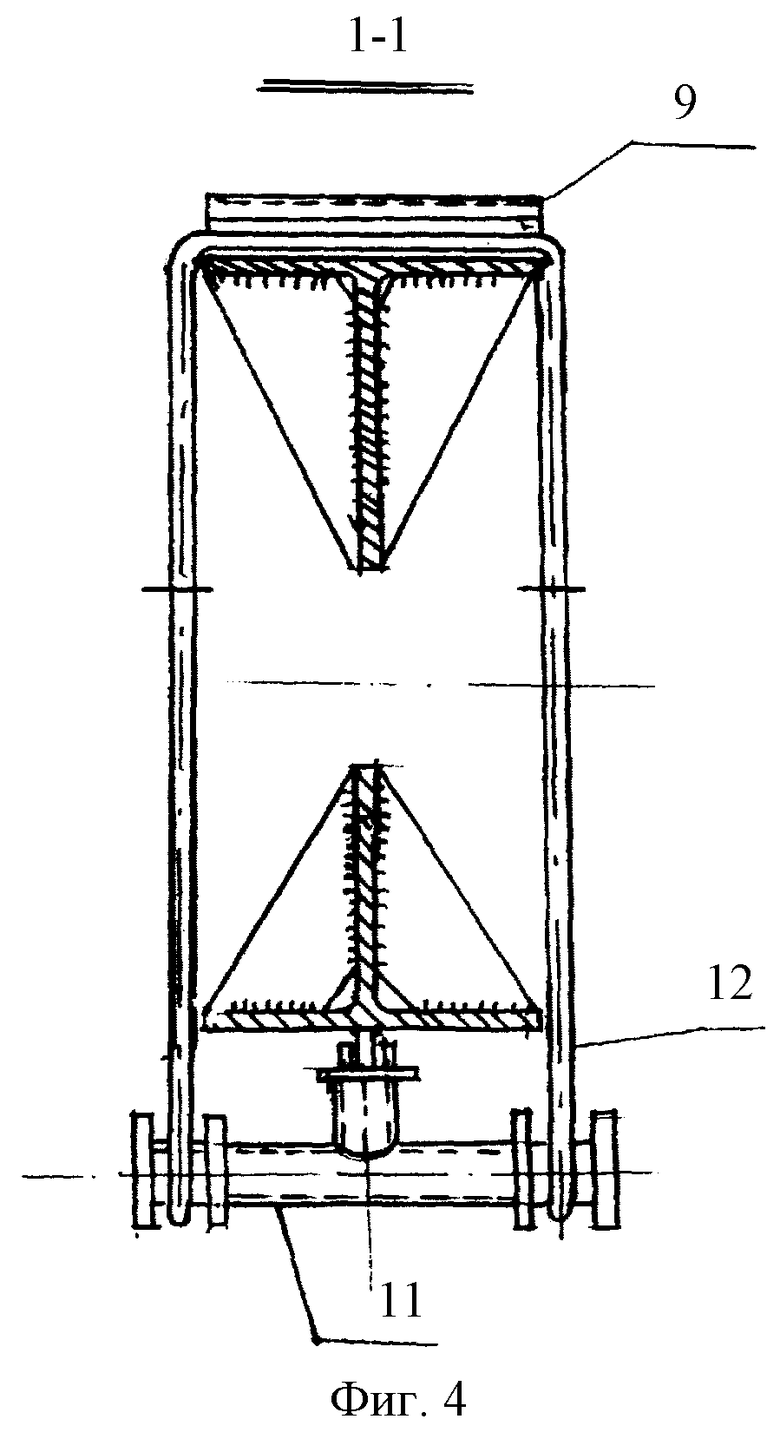
- на фиг.4 разрез по 1-1 на фиг.3;
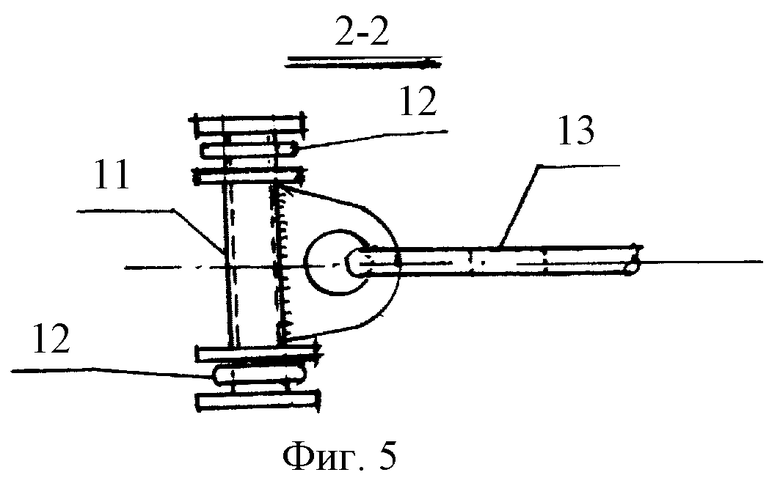
- на фиг.5 - вид по 2-2 на фиг.3;
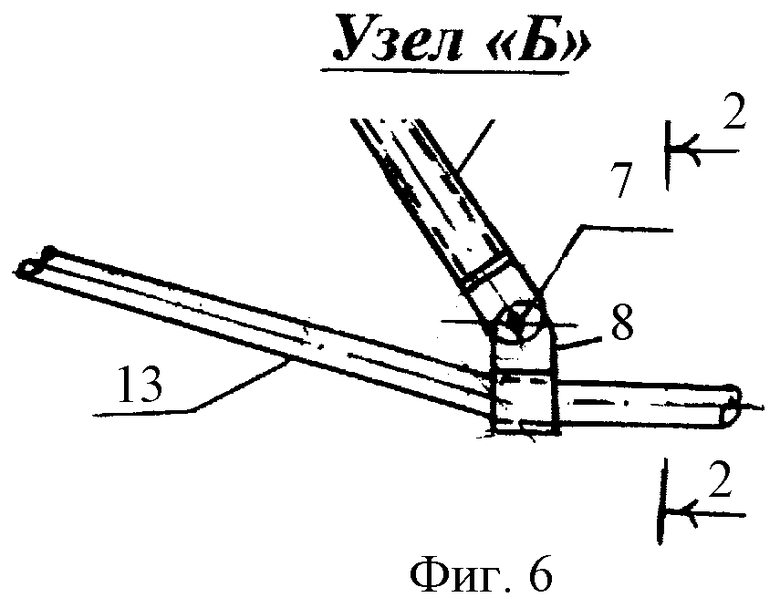
- на фиг.6 - узел "Б" на фиг.1;
- на фиг.7 - разрез по 3-3 на фиг.6.
В способе комбинированного предварительного напряжения перфорированной шпренгельной балки выполняют резку исходного профиля по зигзагообразной линии (например, вписанной в контур парных кривых) с высотой гофр, увеличивающейся от концов к середине профиля, затем устанавливают полученные элементы 1 и 2 перфорированной балки жесткости 3 один под другим с контактом в их средних частях выступающими кромками 4 гофров, к элементу 1 перфорированной балки жесткости 3 наклонно к вертикали опорными болтами 5 присоединяют поворотные стойки шпренгелей 6, на концах которых узловыми болтами 7 прикреплены направляющие фиксаторы 8. Концы поворотных стоек шпренгелей 6 с направляющими фиксаторами 8 смещены к середине перфорированной балки жесткости 3. На концевых участках элемента 2 перфорированной балки жесткости 3 закрепляют С-образные направляющие 9, затем к элементу 1 перфорированной балки жесткости 3 центральными болтами 10 присоединяют Т-образные поворотные стойки 11 с закрепленными на них петлевидными хомутами 12, которые заводят в С - образные направляющие 9, после чего в направляющих фиксаторах 8 закрепляют затяжку 13, снабженную натяжным устройством 14 (например, в виде стяжной муфты), и присоединяют ее к концам Т-образных поворотных стоек 11 (например, на сварке), затем натяжным устройством 14 напрягают затяжку 13, что приводит к вращению поворотных стоек шпренгелей 6 относительно опорных болтов 5 и узловых болтов 7, смещению направляющих фиксаторов 8 с закрепленной в них затяжкой 13 к середине перфорированной балки жесткости 3 и одновременно к изгибу элемента 1 перфорированной балки жесткости 3 и к вращению поворотных стоек 11 относительно центрального болта 10, при этом петлевидные хомуты 12 натягиваются и, в свою очередь, выгибают элемент 2 перфорированной балки жесткости 3. Выгиб элементов 1 и 2 перфорированной балки жесткости 3 натяжным устройством 14 осуществляют вплоть до соприкосновения между собой выступающих кромок 4 всех гофров, затем в местах их контакта выполняют сварку, после чего донапрягают затяжку 13 натяжным устройством 14.
С-образная форма направляющих 9, закрепленных на концевых участках элемента 2 перфорированной балки жесткости 3, позволяет разместить в них петлевидные хомуты 12 при установке Т-образных поворотных стоек 11, а петлевидная форма хомутов 12 позволяет разместить их в С-образных направляющих 9 одновременно с установкой Т-образных поворотных стоек 11.
Возможность вращения поворотных стоек шпренгелей 6 относительно опорных болтов 5 и узловых болтов 7 позволяет при натяжении затяжки 13 натяжным устройством 14 перемещаться направляющим фиксаторам 8 с закрепленной затяжкой 13 вдоль продольной оси перфорированной балки жесткости 3, что обеспечивает передачу растягивающих усилий по длине затяжки 13. При этом в поворотных стойках шпренгелей 6 возникают только сжимающие усилия, обусловленные упругим отпором растянутой затяжки 13, имеющей перегибы в направляющих фиксаторах 8.
Направляющие фиксаторы 8 закрепляют затяжку 13 на концах поворотных стоек шпренгелей 6 с возможностью поворота ее относительно узловых болтов 7.
Возможность вращения поворотных стоек шпренгелей 6 относительно опорных болтов 5 и узловых болтов 7, а также Т-образных поворотных стоек 11 относительно центральных болтов 10 обеспечивает передачу растягивающих усилий от затяжки 13 на петлевидные хомуты 12, что обеспечивает при натяжении затяжки 13 натяжным устройством 14 выгиб элементов 1 и 2 перфорированной балки жесткости 3.
Натяжным устройством 14 уменьшают длину затяжки 13 и тем самым создают в ней и петлевидных хомутах 12 растягивающие усилия предварительного напряжения, которые вызывают одновременный выгиб элементов 1 и 2 перфорированной балки жесткости 3.
Наклон Т-образных поворотных стоек 11 к вертикали (под углом γ) позволяет регулировать соотношение между составляющими сжимающих усилий в них, действующими вдоль (распор) и поперек продольной оси перфорированной балки жесткости 3 как на этапе комбинированного предварительного напряжения, так и при действии внешних нагрузок (при уменьшении угла γ возрастают усилия, действующие поперек, а при его увеличении - усилия, действующие вдоль продольной оси перфорированной балки жесткости 3).
Сжимающие усилия в поворотных стойках шпренгелей 6, наклоненных к вертикали под начальными углами α1...4, создают в элементе 1 перфорированной балки жесткости 3 горизонтальные составляющие, направленные в сторону, противоположную усилиям распора от поворотных Т-образных стоек 11, что позволяет уменьшить суммарные напряжения в наиболее ослабленных, а следовательно, в наиболее напряженных сечениях элемента 1 (в средней его части) перфорированной балки жесткости 3 при натяжении затяжки 13 и в ослабленных поперечных сечениях перфорированной балки жесткости 3 как на стадии при донапряжения затяжки 13, так и при работе на внешние нагрузки, что, как следствие, приводит к уменьшению материалоемкости перфорированной балки жесткости 3 и шпренгельной системы в целом.
Горизонтальные составляющие растягивающих усилий, возникающих в петлевидных хомутах 12, наклоненных к вертикали под углами β, создают растягивающие усилия в поперечных сечениях элемента 2 перфорированной балки жесткости 3 на стадии напряжения затяжки 13, а также в поперечных сечениях перфорированной балки жесткости 3 на стадии донапряжения затяжки 13 и при действии внешних нагрузок, что приводит к уменьшению суммарных усилий в ослабленных поперечных сечениях перфорированной балки жесткости 3 и, как следствие, снижает материалоемкость системы в целом.
Кроме того, при изменении величин углов наклона (∠β) петлевидных хомутов 12 возможно регулирование соотношения между составляющими растягивающих усилий в них, действующих вдоль и поперек продольной оси перфорированной балки жесткости 3 (при увеличении углов β увеличиваются составляющие усилий, направленные вдоль продольной оси перфорированной балки жесткости 3, а при их уменьшении соответственно увеличиваются составляющие усилий, направленные поперек продольной оси перфорированной балки жесткости 3).
После сварки элементов 1 и 2 перфорированной балки жесткости 3 затяжку 13 донапрягают, создавая тем самым дополнительный эффект предварительного напряжения перфорированной балки жесткости 3 в целом. При этом в сечениях перфорированной балки жесткости 3 возникают изгибные усилия (и соответствующие напряжения), обусловленные упругим отпором затяжки 13, передаваемым на перфорированную балку жесткости 3 поворотными стойками шпренгелей 6, а также сжимающие усилия от горизонтальных составляющих усилий в Т-образных поворотных стойках 11 и растягивающие усилия от горизонтальных составляющих усилий в петлевидных хомутах 12.
После предварительного натяжения затяжки 13, сварки элементов 1 и 2 перфорированной балки жесткости 3 по выступающим кромкам 4 гофров и последующего донапряжения затяжки 13 в перфорированной шпренгельной балке создается комбинированное предварительное напряжение: предварительный изгиб и сжатие части 1, изгиб и растяжение части 2 перфорированной балки жесткости 3, дополнительный изгиб и сжатие перфорированной балки жесткости 3 и растяжение затяжки 13.
В элементе 1 перфорированной балки жесткости 3 на стадии предварительного напряжения возникает изгиб в направлении, противоположном изгибу от внешних нагрузок, и сжатие от горизонтальных составляющих сжимающих усилий в Т-образных поворотных стойках 11, что в итоге приводит к уменьшению нормальных напряжений в ослабленных сечениях этого элемента перфорированной балки жесткости 3, что, как следствие, снижает ее материалоемкость и материалоемкость системы в целом.
В элементе 2 перфорированной балки жесткости 3 возникает изгиб в направлении, противоположном изгибу при действии внешних нагрузок, а также растяжение, обусловленное горизонтальными составляющими усилий в петлевидных хомутах 12, что в итоге при действии эксплуатационных нагрузок уменьшает суммарные нормальные напряжения в поперечных сечениях элемента 2 перфорированной балки жесткости 3, что также приводит к уменьшению материалоемкости части 2 перфорированной балки жесткости 3 и перфорированной шпренгельной балки в целом.
Комбинированное предварительное напряжение, а именно растяжение затяжки 13, предварительный изгиб и растяжение элемента 1 и предварительный изгиб и сжатие элемента 2 перфорированной балки жесткости 3, осуществляется только натяжным устройством 14, в связи с чем не требуются дополнительные затраты труда на изготовление специальных устройств для изгиба элементов перфорированной балки жесткости 3, их установку и демонтаж, что в итоге приводит к снижению трудоемкости процесса предварительного напряжения.
Увеличение начальных углов наклона α1...4 поворотных стоек шпренгелей 6 от концов перфорированной балки жесткости 3 к ее середине (α1>α2, α2>α3, α3>α4)) так, что их косинусы равны отношению площадей соответствующих ослабленных поперечных сечений перфорированной балки жесткости 3 и исходного профиля
где cosα1, cosαi - косинусы углов наклона соответствующих поворотных стоек шпренгелей 6;
F0 1, F0 i - площади соответствующих ослабленных поперечных сечений перфорированной балки жесткости 3;
Fисх - площадь поперечного сечения исходного профиля,
приводит к уменьшению усилий от распора и увеличению усилий от изгиба в наиболее ослабленных поперечных сечениях перфорированной балки жесткости 3 (например, F0 1), что обеспечивает в этих сечениях перфорированной балки жесткости 3 рациональное распределение напряжений. В целом это приводит к снижению материалоемкости перфорированной балки жесткости 3 и, как следствие, к снижению материалоемкости перфорированной шпренгельной балки в целом.
Использование изобретения позволяет снизить трудоемкость способа комбинированного предварительного напряжения перфорированных шпренгельных балок на 12...17% и уменьшить их материалоемкость на 9...12%.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Авторское свидетельство СССР 777172, Е 04 С 3/10;
С.В. Кошелев. Способ предварительного напряжения балки. - Бюл. 41, 1980.
2. Авторское свидетельство СССР 1159995, Е 04 С 3/08, 3/10.
Забродин М. П. , Егоров В.В., Алексашкин Е.Н., Паутов А.Б. Способ изготовления предварительно напряженной перфорированной металлической балки - Бюл. 21, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСИЛЕНИЯ БАЛКИ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫМ ШПРЕНГЕЛЕМ | 2001 |
|
RU2187608C1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ БАЛКИ ШПРЕНГЕЛЕМ | 2002 |
|
RU2208105C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ШПРЕНГЕЛЬНАЯ ФЕРМА | 1999 |
|
RU2169243C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ВАНТОВАЯ КОНСТРУКЦИЯ | 1999 |
|
RU2173751C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ШПРЕНГЕЛЬНАЯ ФЕРМА | 2001 |
|
RU2184819C1 |
| ШПРЕНГЕЛЬНАЯ ФЕРМА | 1999 |
|
RU2169242C1 |
| СПОСОБ МОНТАЖА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ШПРЕНГЕЛЬНОЙ БАЛКИ | 2002 |
|
RU2208104C1 |
| СПОСОБ УСИЛЕНИЯ БАЛКИ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫМ ШПРЕНГЕЛЕМ | 2002 |
|
RU2209278C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ШПРЕНГЕЛЬНАЯ БАЛКА | 2001 |
|
RU2186913C1 |
| ПРЕДВАРИТЕЛЬНО-НАПРЯЖЕННАЯ ШПРЕНГЕЛЬНАЯ ФЕРМА | 2001 |
|
RU2186914C1 |

Изобретение относится к области строительства и может быть использовано при изготовлении строительных металлоконструкций, в частности при предварительном напряжении перфорированных шпренгельных балок. Технический результат: снижение трудоемкости предварительного напряжения перфорированных шпренгельных балок и снижение их материалоемкости. Способ комбинированного предварительного напряжения перфорированной шпренгельной балки включает установку элементов перфорированной балки жесткости, полученных путем зигзагообразной резки исходного профиля, с переменной высотой гофров, один над другим с контактом в их средних частях. Далее присоединение к одному из элементов стоек шпренгелей и затяжки, упругий выгиб элементов до соприкосновения выступающих кромок гофров между собой и их последующую сварку. Причем после установки элементов балки один над другим к одному из них наклонно присоединяют поворотные стойки шпренгелей со смещением их концов с направляющими фиксаторами к его середине, а на концевых участках наклонно устанавливают Т-образные поворотные стойки с прикрепленными петлевидными хомутами, которые заводят в С-образные направляющие, размещенные на концевых участках другого элемента перфорированной балки жесткости. После этого затяжку, снабженную натяжным устройством, закрепляют в направляющих фиксаторах и присоединяют ее к концам Т-образных поворотных стоек. Затем натяжным устройством напрягают затяжку, выгибая при этом элементы перфорированной балки жесткости до соприкосновения всех выступающих кромок гофров между собой, выполняют их сварку, после чего донапрягают затяжку. 1 з.п. ф-лы, 7 ил.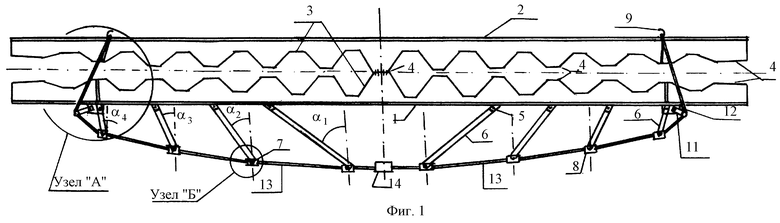
| Способ изготовления предварительно напряженной перфорированной металлической балки | 1983 |
|
SU1159995A1 |
| Способ предварительного напряжения | 1979 |
|
SU777172A1 |
| ШПРЕНГЕЛЬНЫЙ ПРОГОН | 1992 |
|
RU2072413C1 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ ОЧИСТКИ ОТХОДЯЩИХ ГАЗОВ ОТ ОКСИДОВ АЗОТА | 2001 |
|
RU2174430C1 |
| US 4353190 А1, 12.10.1982 | |||
| RU 940256633 А1, 20.05.1996. | |||

