Изобретение относится к ядерной энергетике и может быть использовано при монтаже сборки детекторов системы внутриреакторного контроля, используемой для контроля за состоянием активной зоны и различных блоков ядерного реактора.
Известен способ монтажа сборки детекторов системы внутриреакторного контроля путем изготовления продолговатого цилиндрического чехла с заглушенным герметичным дном, изготовления сборки детекторов, состоящей из детектора нейтронов прямого заряда, снабженного механизмом перемещения его вдоль чехла, и термоэлектрических преобразователей кабельного типа, закрепленных на внешней поверхности трубки, установленной в чехле, и герметичной установки проходки и сборки детекторов в чехле (см. патент Англии 2156143, кл. G 21 С 17/10, оп.1985).
Недостатком известного способа монтажа является сложность процесса, обусловленная трудностью обеспечения герметичности прохождения механизма перемещения детектора нейтронов прямого заряда через проходку, и значительные габариты изготавливаемой сборки детекторов.
Наиболее близким по технической сущности к заявленному является способ монтажа сборки детекторов системы внутриреакторного контроля, используемый при изготовлении известной сборки детекторов, включающий изготовление продолговатого цилиндрического чехла с герметичной донной частью, изготовление сборки детекторов, содержащей по крайней мере детекторы нейтронов прямого заряда, закрепленные на плите, и термоэлектрические преобразователи кабельного типа, пропущенные через трубку, соединенную с плитой, и герметичную проходку, через которую проходят все линии связи, соединенные с детекторами, размещения сборки в чехле и герметичной сварки проходки с чехлом (см. патент РФ 2140105, кл. G 21 С 17/00, оп.1999).
Недостатком известного способа монтажа сборки детекторов системы внутриреакторного контроля является низкая эффективность процесса монтажа вследствие сложности установки сборки детекторов, имеющей диаметр 5,2 мм и длину несколько метров в чехол, длина которого обычно составляет 7-8 м. Кроме того при использовании известного способа монтажа крайне затруднен демонтаж, периодически проводимый при профилактических проверках сборки детекторов, поскольку при этом приходится извлекать из реактора весь чехол с последующей его разгерметизацией.
Задачей изобретения является повышение эффективности монтажа сборки детекторов системы внутриреакторного контроля при одновременном облегчении процесса демонтажа сборки.
Решение указанных задач обеспечивается тремя вариантами нового способа монтажа сборки детекторов системы внутриреакторного контроля.
В соответствии с первым вариантом заявлен способ монтажа сборки детекторов системы внутриреакторного контроля, включающий изготовление продолговатого герметичного чехла, заглушенного с одного конца, установку чехла в корпус и(или) крышку реактора с герметизацией места их соединения, изготовление сборки детекторов, содержащей по крайней мере детекторы нейтронов прямого заряда и термоэлектрические преобразователи кабельного типа, а также жестко соединенные между собой плиту, на которой закреплены детекторы нейтронов прямого заряда, трубку, через которую пропускают кабели, и герметичную проходку, через которую проходят все линии связи, соединенные с детекторами и выполненные с возможностью подключения к электрическому соединителю, установку сборки в чехол и герметичное соединение проходки с чехлом; при этом предпочтительно изготавливать чехол целиковым; сваривать чехол с корпусом или крышкой реактора; при сборке детекторов размещать ее в тонкостенной трубе, которую затем располагать в чехле; толщину стенки трубы выбирать не более 0,1-0,2 мм; плиту, трубку и проходку жестко соединять между собой посредством сварки или пайки; присоединять проходку к чехлу с помощью разъемного соединения, при этом прокладку этого соединения выполнять из никеля или меди, или графита.
Вторым вариантом заявленного способа является способ монтажа сборки детекторов системы внутриреакторного контроля, включающий изготовление продолговатого чехла, состоящего из двух частей, одна из которых выполнена в виде продолговатого полого сквозного цилиндра с фланцем, а другая является донной частью чехла, изготовление детекторной части сборки, содержащей по крайней мере детекторы нейтронов прямого заряда и термоэлектрические преобразователи кабельного типа, а также жестко соединенные между собой плиту, на которой закреплены детекторы нейтронов прямого заряда, трубку, через которую пропускают кабели или монтажный элемент для крепления этих кабелей, и герметичную проходку, через которую проходят все линии связи, соединенные с детекторами и выполненные с возможностью подключения к электрическому соединителю, подсоединение монтажной проволоки к плите при изготовлении сборки или после размещения монтажной проволоки в чехле, перемещение сборки детекторов с помощью монтажной проволоки в продолговатой части чехла вплоть до размещения сборки в заданной зоне чехла между фланцем и донной торцевой плоскостью, удаление монтажной проволоки или ее части и герметичное соединение донной части чехла с его продолговатой частью; при этом предпочтительно проходку герметично присоединять к продольной части чехла посредством сварки или пайки; при удалении части монтажной проволоки расстояние от нижней части чехла в зоне, противолежащей фланцу до торца монтажной проволоки, не должно быть менее 2-5 мм; монтажную проволоку подсоединять к плите посредством сварки или пайки; в концевой части плиты выполнять отверстие для монтажной проволоки, пропускать монтажную проволоку через это отверстие и механически присоединять монтажную проволоку к плите посредством скручивания.
Третьим вариантом заявленного способа является способ монтажа сборки детекторов системы внутриреакторного контроля, включающий изготовление продолговатого цилиндрического полого сквозного чехла с фланцем, причем концевая часть чехла, противолежащая фланцу, выполнена с постепенным сужением к торцу чехла, изготовление детекторной части сборки, содержащей по крайней мере детекторы нейтронов прямого заряда и термоэлектрические преобразователи кабельного типа, а также жестко соединенные между собой плиту, на которой закреплены детекторы нейтронов прямого заряда, трубку, через которую пропускают кабели или монтажный элемент для крепления этих кабелей, и герметичную проходку, через которую проходят все линии связи, соединенные с детекторами и выполненные с возможностью подключения к электрическому соединителю, подсоединение монтажной проволоки к плите при изготовлении сборки или после размещения монтажной проволоки в чехле, перемещение сборки детекторов в чехле с помощью монтажной проволоки в заданную зону между фланцем и противолежащим торцом чехла, удаление излишков монтажной проволоки и герметичную сварку чехла с окончанием монтажной проволоки; при этом предпочтительно проходку герметично присоединять к чехлу посредством сварки или пайки; монтажную проволоку изготавливать из того же материала, что и чехол, или из присадочной сварочной проволоки, материал которой соответствует оптимальному режиму сварки; монтажную проволоку присоединять к плите посредством сварки или пайки.
В соответствии с первым вариантом заявленного способа монтажа каждый чехол, большая часть которого располагается внутри реактора, устанавливают в корпусе или крышке реактора с герметизацией места их соединения. Обычно соединение чехла с реактором осуществляют посредством сварки с последующей проверкой герметичности соединения путем рентгеноскопического исследования места соединения. Это позволяет обеспечить постоянное соединение каждого чехла с реактором в процессе демонтажа. С одной стороны тем самым удается облегчить и ускорить процесс монтажа, поскольку облегчается размещение предварительно изготовленной сборки детекторов в неподвижном чехле, а с другой облегчается демонтаж, так как ускоряется процесс извлечения сборки детекторов после разъединения разъемного соединения чехла с проходкой. Повышению эффективности монтажа способствует жесткое соединение между собой пластины, трубки и проходки, которое позволяет прикладывать значительные усилия вдоль чехла при размещении в нем сборки детекторов. Жесткое соединение пластины, трубки и проходки предпочтительно осуществлять посредством сварки или пайки, так как это упрощает процесс монтажа при обеспечении значительной прочности зон соединения указанных узлов сборки. Облегчению и ускорению процесса монтажа способствует размещение сборки детекторов в тонкостенной трубе, поскольку все детекторы и кабели расположены в ограниченном объеме, что облегчает перемещение сборки детекторов в чехле. Толщину стенки трубы предпочтительно выбирать в пределах 0,1-0,2 мм, так как при толщине стенки менее 0,1 мм возрастает вероятность разрушения стенки трубы, а выбирать толщину стенки более 0,2 мм нецелесообразно вследствие того, что непроизводительно увеличивается величина диаметра чехла без дальнейшего увеличения прочности стенки трубы. Линии связи, соединенные с детекторами, герметично пропускают через проходку и выполняют с возможностью подключения их к электрическому соединителю, например, за счет установки штекеров на каждой линии связи, что существенно ускоряет процессы монтажа и демонтажа сборки детекторов. Предпочтительно чехол изготавливать целиковым, поскольку при этом в процессе монтажа не требуется проведения дополнительных операций по соединению различных частей чехла при выполнении его разъемным. Предпочтительно проходку присоединять к чехлу с помощью разъемного соединения, так как при этом существенно ускоряется процесс монтажа при обеспечении надежной герметизации соединения. Прокладки разъемных соединений предпочтительно выполнять из никеля или меди, которые предварительно подвергают термической обработке, или из графита, поскольку эти материалы обладают высокой коррозионной стойкостью и обеспечивают надежную герметизацию соединений в течение длительной эксплуатации в составе реактора.
В соответствии со вторым вариантом заявленного способа монтажа чехол изготавливают из двух частей, одна из которых выполняется в виде сквозного полого цилиндра с фланцем, а другая является донной частью чехла. Фланец чехла позволяет легко присоединять и отсоединять чехол от реактора. Выполнение чехла из двух частей позволило ввести вспомогательный монтажный элемент, который выполняют в виде монтажной проволоки, которую присоединяют к плите. Присоединение осуществляют путем сварки или пайки, что облегчает процесс монтажа и повышает прочность соединения этих элементов. Возможно и механическое присоединение монтажной проволоки к плите. В плите выполняют отверстие для проволоки, пропускают окончание проволоки и скручивают его с основной частью проволоки. Тем самым упрощается процесс присоединения проволоки к плите и повышается прочность этого соединения. Монтажная проволока может присоединяться к плите или при сборке детекторной части или после размещения монтажной проволоки в продолговатой части чехла. Монтажная проволока используется в качестве элемента, при помощи которого детекторная часть сборки после ее изготовления перемещается в чехле путем протяжки ее вдоль продолговатой части чехла в заданную зону между фланцем и торцевой плоскостью чехла, противолежащей фланцу. Использование монтажной проволоки существенно облегчает перемещение сборки в чехле. Кроме того при изготовлении сборки вместо трубки может использоваться монтажный элемент для крепления кабелей, который выполняется в виде одной или нескольких проволок. Плита, трубка или монтажный элемент и проходка жестко соединяются между собой, что способствует облегчению перемещения сборки в чехле, особенно при проведении демонтажа. После установки детекторной части сборки в заданной зоне продолговатой части чехла удаляют монтажную проволоку или ее часть и проводят герметичное соединение донной части чехла с его продолговатой частью. В случае удаления части монтажной проволоки расстояние от нижней части чехла в зоне, противолежащей фланцу до торца монтажной проволоки, должно составлять 2-5 мм, поскольку при расстоянии менее 2 мм возможно затенение концом монтажной проволоки сварного шва, что вызывает погрешность рентгеноскопических исследований при проверке герметичности сварки частей чехла.
В соответствии с третьим вариантом заявленного способа монтажа чехол изготавливают в виде продолговатого сквозного полого цилиндра с фланцем, который облегчает присоединение чехла к реактору. Концевая часть чехла, противолежащая фланцу, выполнена с постепенным сужением, что позволяет использовать вспомогательный монтажный элемент, выполненный в виде монтажной проволоки, которая присоединяется к плите и используется для перемещения детекторной части вдоль чехла. Внутренний диаметр в торцевой части чехла, противолежащей фланцу, обычно на 0,1-0,2 мм превышает диаметр монтажной проволоки, что обеспечивает направление усилия, прикладываемого к монтажной проволоке при перемещении вдоль чехла, близким к осевому, и это облегчает перемещение сборки. Монтажная проволока присоединяется к плите или при изготовлении детекторной части сборки, или после размещения монтажной проволоки в чехле, при этом части монтажной проволоки выступают из торцов чехла, присоединение монтажной проволоки к плите предпочтительно проводить посредством пайки или сварки, что облегчает процесс монтажа и повышает прочность соединения. Кроме того взамен жесткого соединения плиты, трубки и проходки может применяться жесткое соединение плиты, монтажного элемента, к которому крепят кабели и проходки. Монтажный элемент может быть выполнен, например, в виде одной или нескольких проволок, что способствует облегчению процесса демонтажа. После перемещения детекторной части сборки вдоль продольной части чехла с помощью монтажной проволоки в заданную зону между фланцем и противолежащим торцом чехла, проводят удаление излишков монтажной проволоки, предпочтительно заподлицо с торцом чехла. Затем проводят герметичное присоединение проходки к чехлу, которую предпочтительно выполняют посредством пайки или сварки, что облегчает процесс монтажа и повышает надежность фиксации сборки в чехле. После удаления излишков монтажной проволоки проводят герметичную сварку торца чехла с окончанием монтажной проволоки. Предпочтительно монтажную проволоку выполняют из того же материала, что и чехол, или из присадочной сварочной проволоки, что обеспечивает оптимальный режим сварки и повышает качество сварного шва.
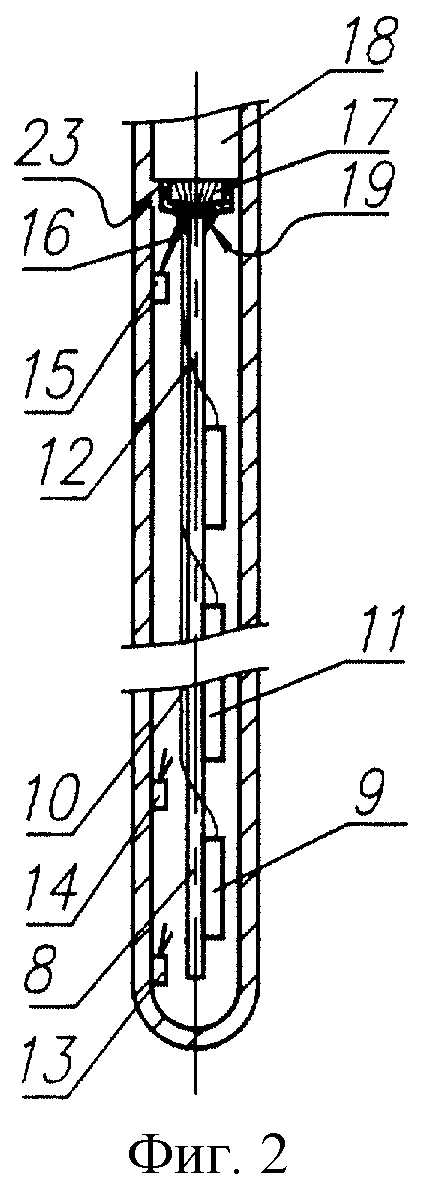
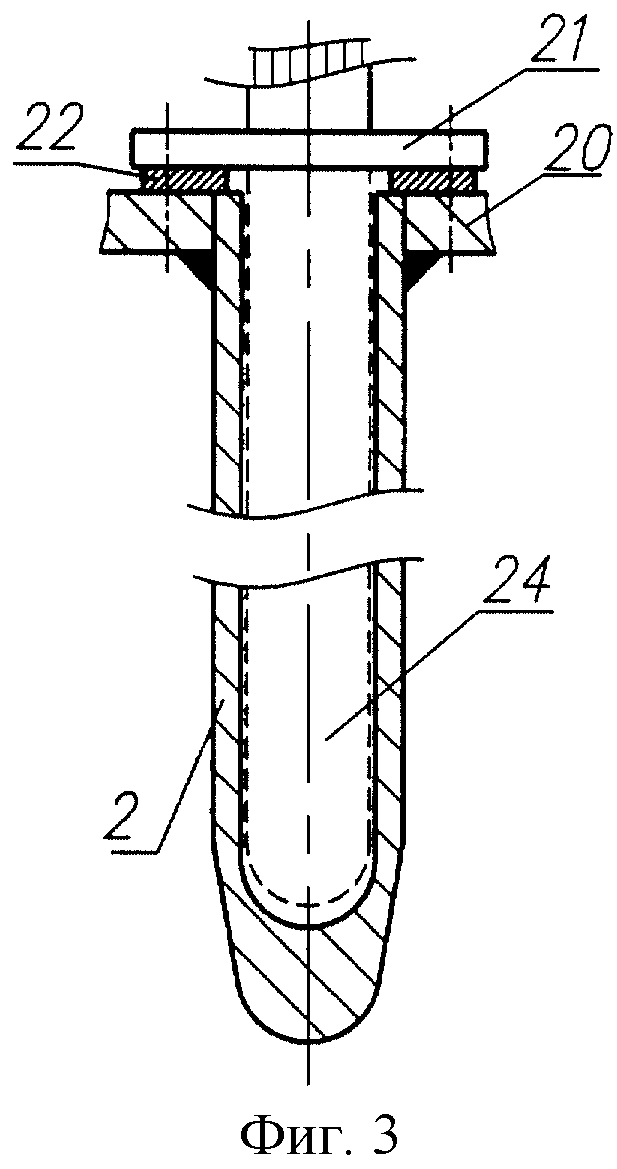
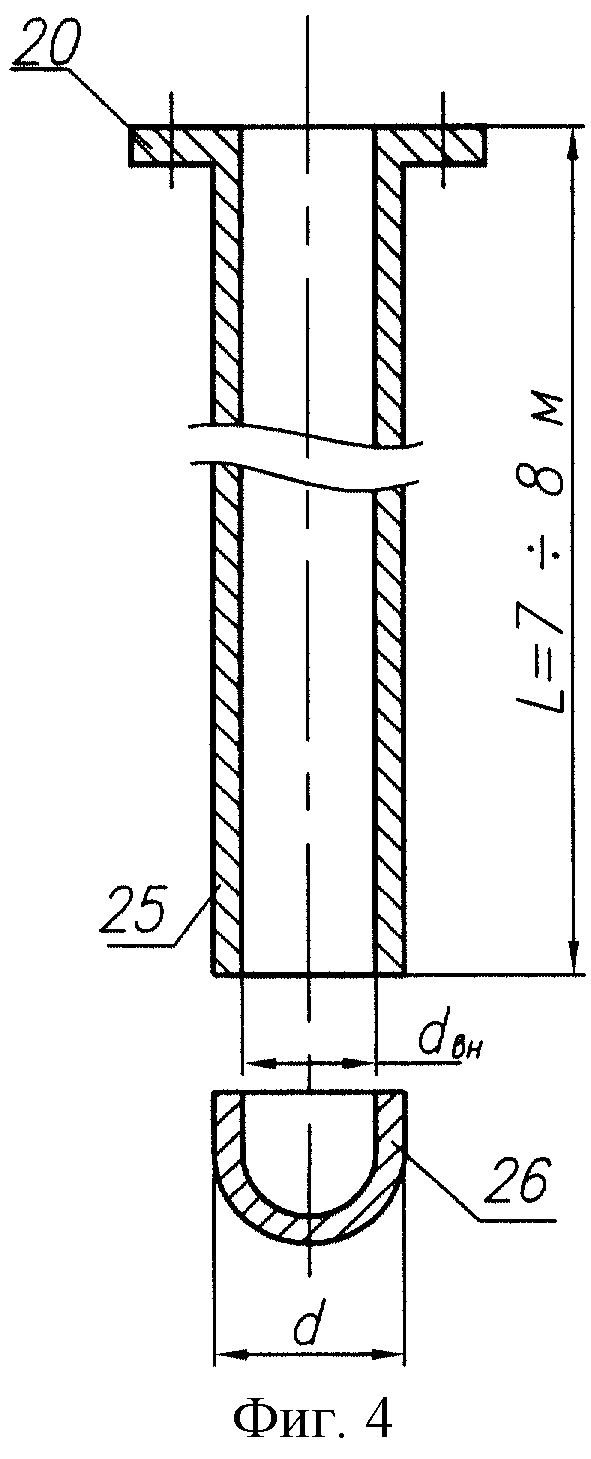
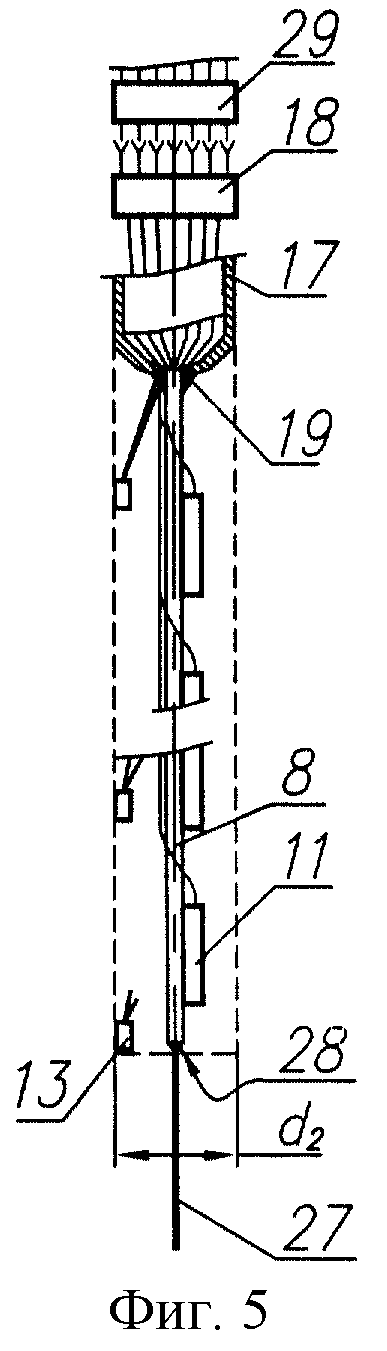
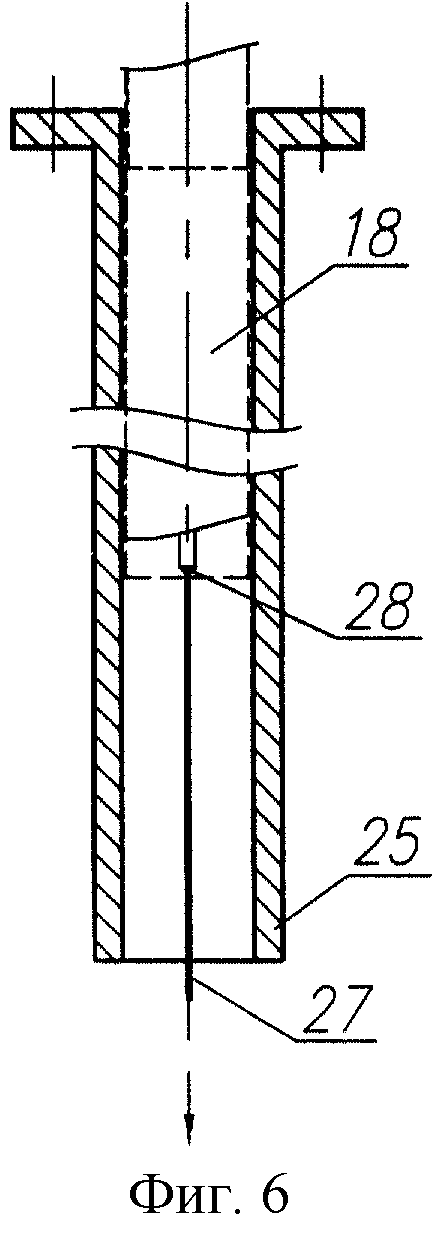
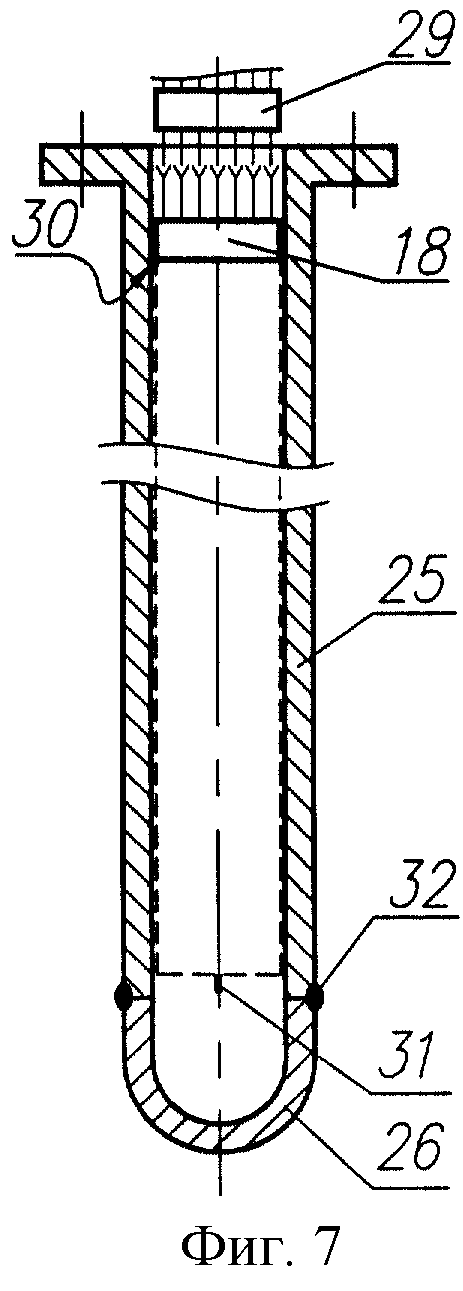
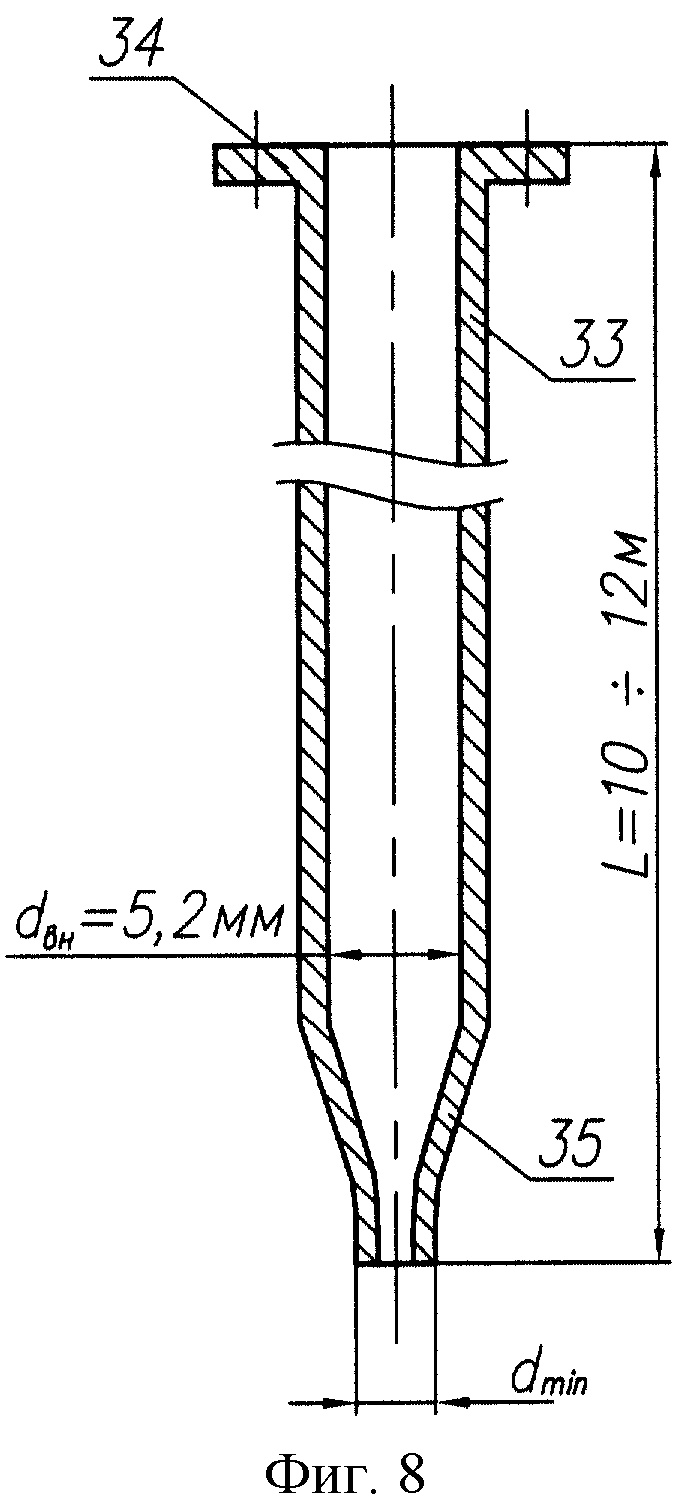
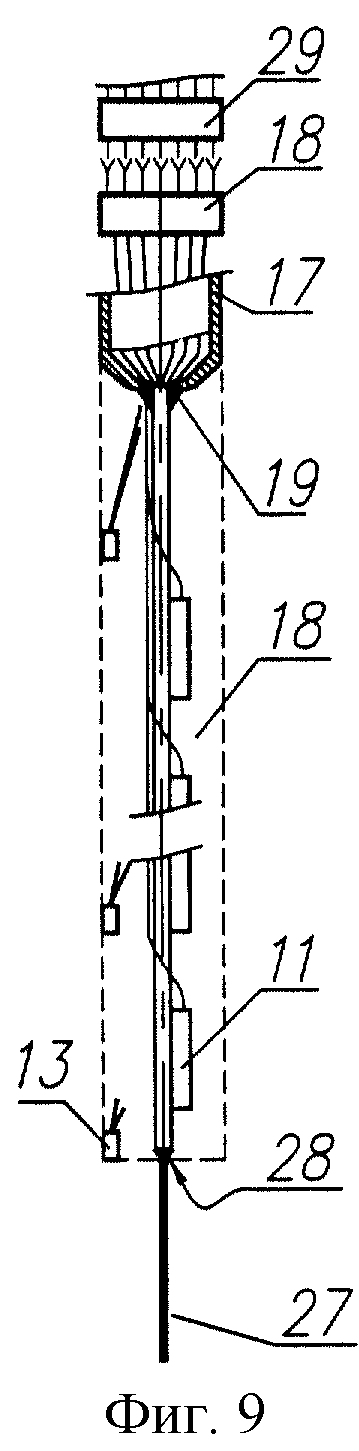
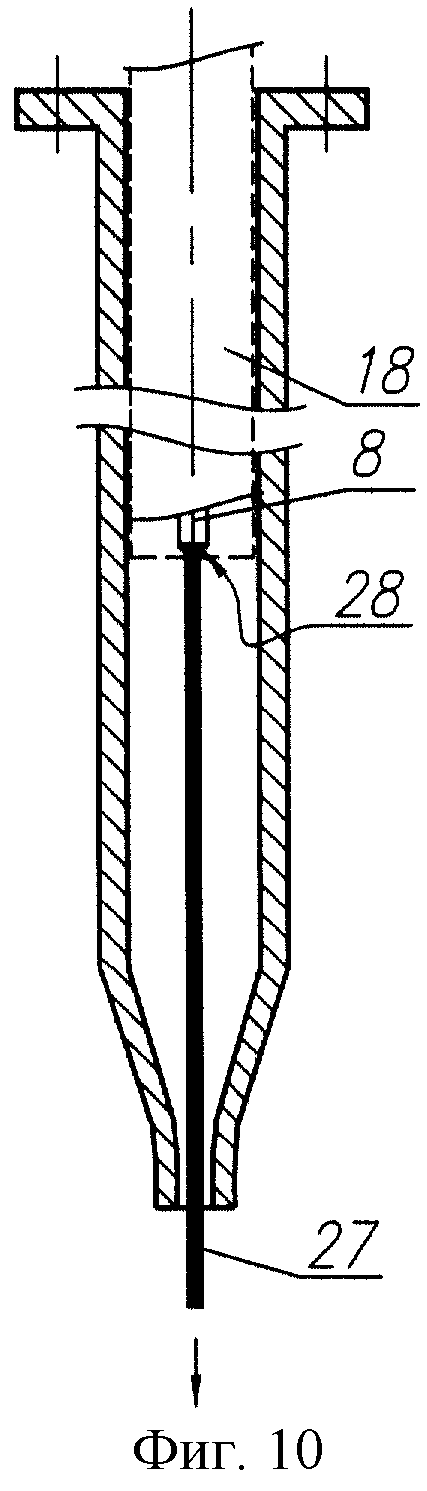
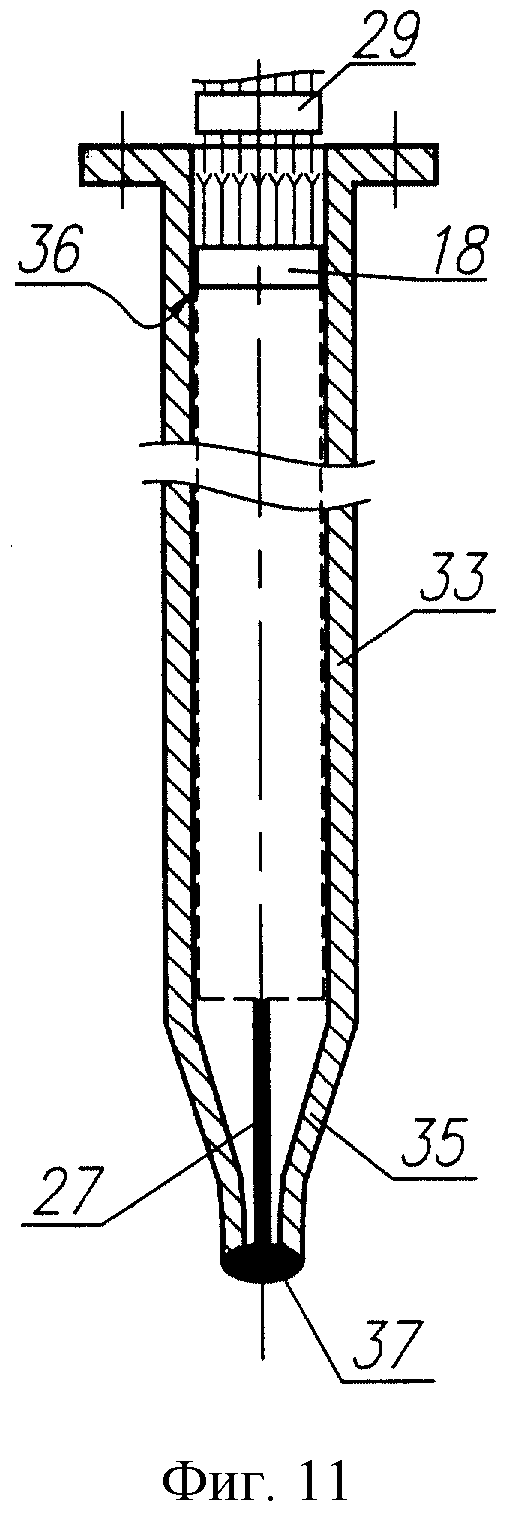
Приложенные чертежи изображают последовательность операций в каждом из трех заявленных вариантов способа монтажа сборки детекторов системы внутриреакторного контроля: первый вариант поясняется: фиг.1 - герметичное соединение посредством сварки целиковых чехлов к корпусу или крышке реактора; фиг. 2 - сборка детекторов после ее изготовления и размещения в тонкостенной трубе; фиг. 3 - размещение сборки детекторов в чехле и герметизация проходки посредством разъемного соединения; второй вариант монтажа поясняется следующими чертежами: фиг.4 - части чехла, одна из которых выполнена в виде сквозного полого продолговатого цилиндра с фланцем, а другая является донной частью чехла; фиг.5 - детекторная часть сборки после ее изготовления и присоединения монтажной проволоки к плите; фиг.6 - перемещение детекторной части сборки вдоль продолговатой части чехла с помощью монтажной проволоки; фиг.7 - присоединение донной части чехла к его продолговатой части посредством сварки после удаления монтажной проволоки или ее части; третьему варианту монтажа соответствуют следующие чертежи: фиг.8 - продолговатый полый сквозной цилиндрический чехол с фланцем на одном конце и с постепенным сужением на противоположном конце; фиг. 9 - детекторная часть сборки после ее изготовления и присоединения монтажной проволоки посредством пайки или сварки к плите; фиг. 10 - перемещение детекторной части сборки вдоль продолговатой части чехла с помощью монтажной проволоки; фиг.11 - изделие после размещения детекторной части сборки в заданной части чехла, удаления излишков монтажной проволоки и герметичной сварки торца чехла с окончанием монтажной проволоки. При этом использованы следующие обозначения различных элементов и узлов: 1 - корпус реактора, 2 - первый целиковый чехол с донной частью 3, 4 - второй целиковый чехол с донной частью 5; 6, 7 - герметичные сварные соединения чехлов с корпусом реактора; 8 - плита сборки корытообразной формы, внутри которой крепят первый детектор нейтронов прямого заряда 9 с кабелем 10, второй детектор нейтронов прямого заряда - 11 и аналогичные детекторы с кабелями 12, расположенные на противоположной стороне плиты; 13, 14, 15 - термоэлектрические преобразователи кабельного типа, кабели которых 16 крепятся на внешней поверхности плиты и пропускаются через трубку 17; герметичная проходка 18, через которую проходят все линии связи, соединенные с разными детекторами, при этом плита жестко присоединяется к трубке посредством соединения 19, например посредством пайки или сварки, фланец чехла 20, фланец проходки 21 и прокладка 22, размещенная между ними, а также стяжные элементы (не указаны) образуют герметичное разъемное соединение проходки с чехлом, при этом трубка жестко соединяется с герметичной проходкой соединением 23, а сборка детекторов после изготовления размещается в тонкостенной трубе 24, которую затем располагают в чехле (см. фиг.3); при использовании второго варианта монтажа чехол выполняют из двух частей, одна из которых выполнена в виде продолговатого сквозного полого цилиндр 25 с фланцем на одном конце, а другая является донной частью чехла 26, после изготовления детекторной части сборки к плите присоединяется монтажная проволока 27 посредством соединения 28, предпочтительно посредством пайки или сварки, или посредством механического соединения; после герметичного соединения проходки к внутренней поверхности чехла посредством соединения 30, которое осуществляют после перемещения сборки детекторов в заданную зону чехла с помощью монтажной проволоки удаляют монтажную проволоку или ее часть 31, проводят герметичное соединение 32 донной части чехла с его продолговатой частью (см. фиг. 7); при использовании третьего варианта монтажа из нержавеющей стали изготавливают чехол, содержащий продолговатую сквозную полую цилиндрическую часть 33 с фланцем 34 на одном конце и постепенным сужением 35 - на противоположном конце; после изготовления сборки к плите присоединяется монтажная проволока посредством пайки или сварки (см. фиг.9), затем сборку детекторов при помощи монтажной проволоки перемещают в заданную часть чехла, герметично присоединяют проходку к внутренней поверхности чехла соединением 36, удаляют излишки монтажной проволоки и осуществляют герметичную сварку торца чехла с окончанием монтажной проволоки 37 (см. фиг.11).
Чехлы 2, 4, 29, 33 в каждом из трех вариантов заявленного способа изготавливают из коррозионностойкого материала, обладающего радиационной стойкостью, например из нержавеющей стали. Продолговатая часть чехла имеет обычно диаметр, не превышающий 10 мм при толщине стенки чехла 0,8-1,1 мм, при этом длина чехла может составлять 20 м (обычно 7-12 м). По окончании сборки и монтажа чехол выполняется герметичным и его внутренняя полость может быть заполнена инертным газом, например гелием. Сборка детекторов обычно содержит несколько детекторов нейтронов прямого заряда (например, 5-7 шт), которые располагают в корытообразной пластине 8. Каждый из детекторов нейтронов прямого заряда (например, детектор 9) содержит эмиттер, испускающий электроны при взаимодействии с нейтронами, выполненный, например, из родия, корпус, отделенный от эмиттера слоем электроизоляции (не указаны) и кабель 10, включающий провода измеряемого тока и проводник, используемый в качестве датчика фонового тока (не указан). Кабели детекторов нейтронов прямого заряда через прорези в боковых поверхностях плиты 8 выводятся на ее противоположную поверхность и фиксируются на ней при помощи скоб (не указаны). Кроме того сборка детекторов содержит несколько термоэлектрических преобразователей 13, 14, 15 кабельного типа, позволяющих измерять распределение температур вдоль чехла. Каждый термоэлектрический преобразователь содержит термопару, ветви которой размещены в оболочке, выполненной в виде кабеля 16, заполненного минеральной электроизоляцией. Термопары обычно припаивают к внутренней поверхности чехла. Сборка может содержать и другие детекторы, например датчики уровней теплоносителей и т.п. Плита 8, на которой крепится большинство датчиков, имеет толщину 0,4-1 мм, и изготавливается обычно из нержавеющей стали. При использовании второго и третьего вариантов монтажа трубку, через которую пропускают кабели детекторов, можно заменить монтажным элементом (не указан), выполненным, например, из одной или нескольких проволок, к которым кабели крепят тонкой нитью, проволокой, пайкой или сваркой. Монтажную проволоку 27 обычно изготавливают из нержавеющей стали и она имеет диаметр 1,5-2,5 мм. При использовании третьего варианта монтажа диаметр монтажной проволоки на 0,1-0,2 мм меньше внутреннего диаметра торцевой части чехла. Монтажную проволоку предпочтительно присоединять к плите 8 посредством пайки или сварки. При использовании второго или третьего вариантов монтажа проходку 18 герметично присоединяют к внутренней поверхности чехла посредством пайки или сварки.
Приведем примеры конкретной реализации каждого из трех вариантов заявленного способа монтажа сборки детекторов системы внутриреакторного контроля.
Пример 1, соответствующий первому варианту монтажа
В крышке или корпусе 1 реактора в заданных зонах выполняют отверстия, диаметр каждого из которых примерно на 0,1 мм превышает наружный диаметр продолговатой части чехлов 2, 4. Размещают целиковые чехлы 2, 4 в этих отверстиях и герметично сваривают каждый чехол с корпусом и(или) крышкой реактора, и затем проводят рентгеноскопическое исследование качества сварных швов 6, 7 (см. фиг.1). Проводят изготовление сборки детекторов. Внутри корытообразной плиты 8 размещают детекторы нейтронов прямого заряда 9, 11 и т.п. , которые располагают в соответствии с активной зоной реактора. После центровки и фиксации детекторов нейтронов прямого заряда их кабели 10, 12 и т.п. через прорези в боковых поверхностях плиты 8 выводят на противоположную поверхность плиты и фиксируют на ней их при помощи скоб (не указаны). Кабели термоэлектрических преобразователей, например 16, также фиксируют на внешней поверхности плиты 8 и пропускают их через трубку 17 и через герметичную проходку 18. Плиту 8, трубку 17 и герметичную проходку 18 жестко соединяют между собой посредством сварки. При этом линии связи, например кабели, выполнены с возможностью подключения к электрическому соединителю 25. После изготовления сборки детекторов ее размещают в тонкостенной трубе, толщина стенки которой составляет 0,15 мм, и затем располагают в заданной зоне продолговатой части цилиндрического чехла. Проходку 18 герметично соединяют с чехлом при помощи разъемного соединения, прокладка 22 которого выполнена из никеля, который подвергался предварительной термообработке.
Пример 2, соответствующий второму варианту монтажа
Изготавливают из нержавеющей стали продолговатый полый сквозной цилиндр 25 с фланцем 20 на одном конце. Внешний диметр чехла составлял 7,5 мм, длина продолговатой части чехла составляла 8 м и толщина стенки равнялась 1 мм. Другая часть чехла выполнялась в виде полусферы 26, внешний диаметр которой равнялся внешнему диаметру продолговатой части чехла. Изготавливали детекторную часть сборки по аналогии с первым вариантом монтажа, указанным в примере 1, за исключением трубки, которую заменили монтажным элементом, состоящим из трех проволок, изготовленных из нержавеющей стали, и равномерно распределенных по окружности. Концы проволок припаивались припоем ПСР-40 к плите 8 и к герметичной проходке 18, а кабели датчиков приматывались к этим проволокам при помощи провода, имеющего диаметр 0,2 мм. В концевой зоне плиты 8, противолежащей фланцу 29, выполняли отверстие, диаметр которого на 0,1 мм превышал диаметр монтажной проволоки равный 2 мм. Пропускали окончание монтажной проволоки длиной 50 мм через это отверстие в плите и скручивали пропущенную часть с частью, подходящей к плите 8, получая надежное механическое соединение плиты 8 с монтажной проволокой 27. Перемещали изготовленную детекторную часть сборки с помощью монтажной проволоки 27 вдоль продолговатой части чехла (см. фиг.6) в заданную зону чехла. Затем разъединяли плиту 8 и монтажную проволоку 27 посредством кусачек, оставляя на плите проволоку длиной 1,5 мм. Проводили герметичное соединение донной части чехла 26 с торцом продолговатой части чехла 25 посредством сварки (см. фиг. 7) и затем осуществляли рентгеноскопическое исследование качества сварного шва 32. При необходимости проведения демонтажа из чехла извлекали детекторную часть сборки и в случае необходимости проводили замену вышедшего из строя детектора.
Пример 3, соответствующий третьему варианту монтажа
Из нержавеющей стали марки 08Х18Н10Т изготавливали продолговатый сквозной полый цилиндрический чехол 33 с фланцем 34 на одном конце. Противоположный конец чехла выполняли с постепенным сужением 35 на протяжении 20 мм, при этом внутренний диаметр чехла в торцевой части составлял 2,7 мм, длина чехла составляла 7 м при толщине стенки 0,8 мм. Сборку детекторной части осуществляли по аналогии с предыдущим примером. Монтажную проволоку изготавливали из нержавеющей стали и она имела диаметр 2,5 мм. Приваривали окончание монтажной проволоки 27 к плите 8. Перемещали детекторную часть сборки при помощи монтажной проволоки 27 вдоль продольной части чехла 33, прикладывая соответствующее усилие в осевом направлении. После перемещения детекторной части сборки в заданную зону чехла между фланцем 34 и противоположным торцом чехла, проводили герметичную сварку проходки 18 с внутренней поверхностью чехла. Удаляли излишки монтажной проволоки 27 заподлицо с торцевой частью чехла и проводили герметичную сварку торца чехла с окончанием монтажной проволоки 37, после чего осуществляли рентгеноскопическое исследование полученного сварного соединения.
Заявленный способ обладает значительно более высокой эффективностью в сравнении с известными способами монтажа сборок детекторов. Проведенные исследования показали, что эффективность монтажа заявленного способа более чем на 20% превышает эффективность известных способов. Кроме того заявленные варианты позволяют значительно облегчить и упростить процесс демонтажа сборки детекторов при проведении регулярных профилактических осмотров сборок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКА ДЕТЕКТОРОВ СИСТЕМЫ ВНУТРИРЕАКТОРНОГО КОНТРОЛЯ | 1999 |
|
RU2140105C1 |
| ДЕТЕКТОР НЕЙТРОНОВ ПРЯМОГО ЗАРЯДА | 1999 |
|
RU2138833C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ УРОВНЯ ТЕПЛОНОСИТЕЛЯ В РЕАКТОРЕ (ВАРИАНТЫ) | 1999 |
|
RU2153712C1 |
| УСТРОЙСТВО РАДИАЦИОННОГО И ТЕМПЕРАТУРНОГО КОНТРОЛЯ ВЫВЕДЕННОГО ИЗ ЭКСПЛУАТАЦИИ УРАН-ГРАФИТОВОГО РЕАКТОРА | 2019 |
|
RU2716002C1 |
| НАГРЕВОСТОЙКИЙ КАБЕЛЬ С ЧЕРЕДОВАНИЕМ "ХОЛОДНЫХ" И "ГОРЯЧИХ" ЗОН (ТРИ ВАРИАНТА) | 2008 |
|
RU2388189C2 |
| Чехол для размещения, хранения и транспортирования отработавших тепловыделяющих сборок | 2020 |
|
RU2773730C1 |
| СПОСОБ РЕГИСТРАЦИИ ИЗМЕНЕНИЯ ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ ТВЕРДЫХ ЭЛЕКТРОДОВ, КОНТАКТИРУЮЩИХ С ВЫСОКОТЕМПЕРАТУРНЫМИ ЭЛЕКТРОЛИТАМИ | 2011 |
|
RU2471169C1 |
| ИОНИЗАЦИОННАЯ КАМЕРА ДЕЛЕНИЯ | 2002 |
|
RU2223519C1 |
| ПРОХОДКА ЭЛЕКТРИЧЕСКИХ КОММУНИКАЦИЙ | 1994 |
|
RU2077100C1 |
| ВНУТРИЗОННАЯ ИЗМЕРИТЕЛЬНАЯ СБОРКА В КАНАЛЕ | 2012 |
|
RU2609154C2 |
Изобретение относится к ядерной энергетике и может быть использовано при сборке детекторов системы внутриреакторного контроля. Задача изобретения - повышение эффективности монтажа сборки при одновременном облегчении процесса демонтажа. Решение указанных задач обеспечивается тремя новыми способами монтажа. В соответствии с первым вариантом заглушенный с одного конца продолговатый чехол устанавливают в корпусе и (или) крышке реактора и герметично сваривают их. Проводят сборку детекторов, закрепляя часть из них на плите. Жестко соединяют посредством сварки или пайки плиту, трубку, через которую проходят кабели детекторов, и герметичную проходку. Сборку устанавливают в чехле и герметично соединяют проходку с чехлом при помощи разъемного соединения. По второму варианту чехол выполняют в виде двух частей, одна из которых выполнена в виде продолговатого полого цилиндра с фланцем, а другая является донной частью чехла. После изготовления детекторной части сборки посредством пайки или сварки проводят подсоединение монтажной проволоки к плите при изготовлении сборки или после размещения проволоки в чехле. С помощью монтажной проволоки проводят перемещение сборки детекторов в заданную зону чехла и после удаления проволоки или ее части герметично присоединяют донную часть чехла к его продолговатой части. По третьему варианту чехол выполняют в виде сквозного полого цилиндра с фланцем и сужающейся противоположной частью. После изготовления сборки детекторов ее перемещают при помощи монтажной проволоки, предварительно присоединенной к плите, в заданную зону чехла и герметично сваривают торец чехла с окончанием проволоки. 3 с. и 19 з.п.ф-лы, 11 ил.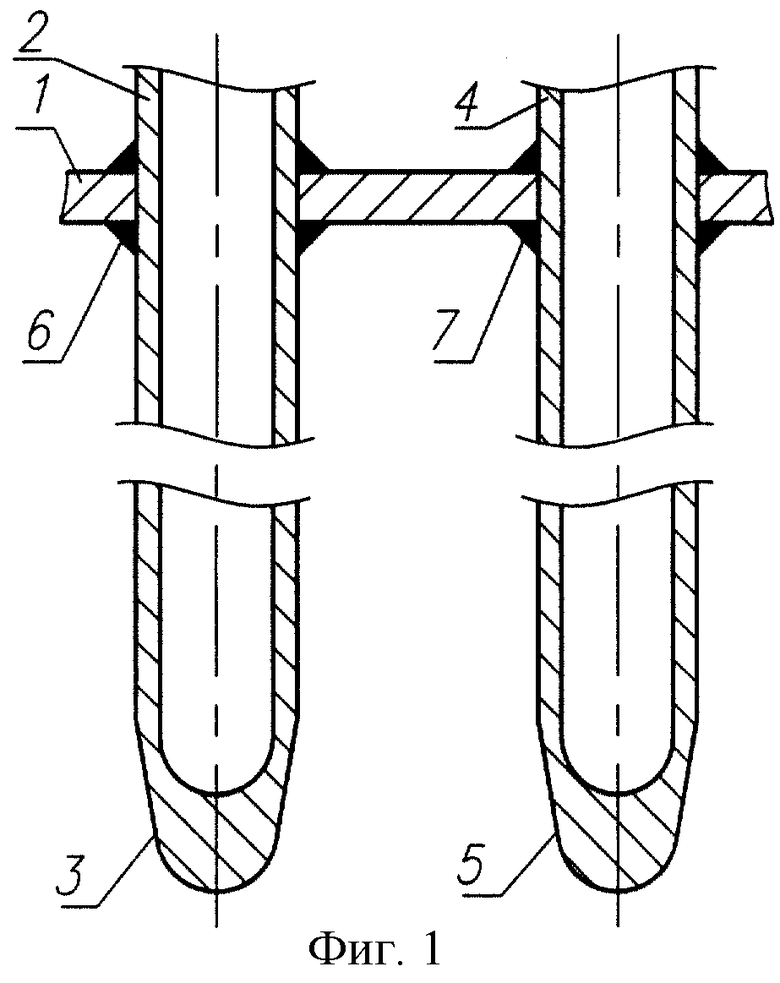
| СБОРКА ДЕТЕКТОРОВ СИСТЕМЫ ВНУТРИРЕАКТОРНОГО КОНТРОЛЯ | 1999 |
|
RU2140105C1 |
| ИЗМЕРИТЕЛЬНЫЙ КАНАЛ СИСТЕМЫ ВНУТРИРЕАКТОРНОГО КОНТРОЛЯ | 1996 |
|
RU2092916C1 |
| Измерительный канал системы внутриреакторного контроля | 1985 |
|
SU1328848A1 |
| СПОСОБ ЭЛЕКТРОСТИМУЛЯЦИИ ЖЕВАТЕЛЬНЫХ МЫШЦ | 1999 |
|
RU2156143C1 |
| Датчик определения начала и окончания шторма автоматической гидрометеорологической станции | 1985 |
|
SU1276993A1 |
| Пневматический тормозной привод прицепного транспортного средства | 1987 |
|
SU1495175A1 |

