Настоящее изобретение относится к устройству для автоматического пакования листового материала согласно ограничительной части п.1 формулы изобретения.
В патенте US 3996728 описано устройство такого типа для пакования бумажных листов, в котором бумажные листы перемещаются между двумя транспортерными лентами, имеющими синхронный привод, к двум параллельным пластинам, расположенным на том же расстоянии друг от друга, что и транспортерные ленты. При этом расстояние между транспортерными лентами соответствует высоте стопы. Благодаря возможности регулировать положение по высоте верхней пластины расстояние между пластинами можно устанавливать в соответствии с высотой подаваемой стопы. Перед достижением бумажными листами плоскостей, в которых лежат соответствующие пластины, последние перемещаются к проходящей перпендикулярно их плоскости пленке.
При этом перемещаемая транспортерными лентами между пластинами стопа бумажных листов упирается в пленку, увлекая ее таким образом вместе с собой. Затем перемещаемая стопа бумажных листов выходит из зоны пластин, а пленка при этом обрезается по требуемому формату стопы. После этого стопа бумажных листов по отдельному участку транспортировки подается на устройство, которое сводит вместе оба свободных конца пленки и соединяет их друг с другом. При такой конструкции известное упаковочное устройство имеет сравнительно большие габариты. Кроме того, такое известное упаковочное устройство не обладает достаточной гибкостью при обработке различных по высоте стоп листового материала, поскольку расстояние между транспортерными лентами, а тем самым и максимальная высота стопы, находящейся между этими лентами, являются жестко заданными.
Из патента US 5433061 и заявки ЕР-А 304978 известны устройства для автоматического пакования листового материала, в которых пакуемый листовой материал точно выровненной по краям стопой захватывается между двумя транспортерными лентами и перемещается в направлении перпендикулярно подаваемой соответствующим приспособлением пленки. При этом стопа листового материала частично обертывается пленкой и одновременно подается на транспортировочное устройство, состоящее из двух расположенных одна над другой и параллельно друг другу транспортерных лент. Этим транспортировочным устройством стопа листового материала позиционируется относительно обандероливающего устройства таким образом, чтобы пленка обертывалась этим обандероливающим устройством вокруг стопы до заднего конца последней и соединялась в бандероль с получением в результате упакованной в пачку стопы листового материала.
В основу настоящего изобретения была положена задача разработать устройство указанного в начале описания типа, которое было бы компактным и обладало высокой гибкостью, обеспечивая пакование стоп различного формата.
Указанная задача решается с помощью отличительных признаков п.1 формулы изобретения.
В соответствии с изобретением пакуемый листовой материал укладывается стопой с точно выровненными краями на регулируемый по высоте подъемный стол. Затем пакуемый листовой материал в виде стопы зажимается между двумя расположенными параллельно друг другу транспортерными лентами, при этом расстояние по высоте между транспортерными лентами может быть автоматически отрегулировано под соответствующий формат стопы, соответственно под уровень расположения подъемного стола. Такое решение позволяет компенсировать различия в высоте стоп, обусловленные, например, различным качеством листового материала. Так, например, в случае с банкнотами из-за их различного состояния (сильно или лишь незначительно загрязненные банкноты) высота стопы при одном и том же количестве пакуемых банкнот может значительно варьироваться. Кроме того, зажатие стопы листового материала между транспортерными лентами позволяет точно позиционировать листовой материал во время его обандероливания. Использование транспортерных лент, с одной стороны, для фиксации пакуемого листового материала, а, с другой стороны, для транспортировки упакованного в пачки листового материала на дальнейшую обработку позволяет сделать паковальное устройство компактным, причем обандероливающее устройство, оборачивающее расположенную между транспортерными лентами стопу листового материала пленкой, соединяя ее бандеролью, может быть в целях экономии места размещено между подаваемой пленкой и транспортерными лентами.
Сам листовой материал перед пакованием либо прижимается к расположенной напротив пластине до достижения определенного прижимного усилия, либо листовой материал можно укладывать на подъемный стол имеющей определенную требуемую высоту стопой без предварительного его сжатия с заранее определенным прижимным усилием. После загрузки листового материала на подъемный стол стопа этого материала втягивается транспортерными лентами, при этом расстояние по высоте между транспортерными лентами подрегулируется соответствующей системой регулировки с помощью сенсорного выключателя таким образом, чтобы подъемный стол и рабочая ветвь транспортерной ленты располагались на одном уровне, образуя бесступенчатый переход. Благодаря тому, что при регулировке положения по высоте транспортерных лент длина их приводного зубчатого ремня не меняется, такая регулировка может осуществляться непосредственно при работе ленточного транспортера без вмешательства оператора. Регулировка положения по высоте транспортерных лент, а также подъемного стола, позволяет, таким образом, обрабатывать листовой материал различных форматов, различающийся, в частности, высотой стопы. Кроме того, для пакования листового материала можно использовать пленку различной ширины, а также возможна регулировка положения пленки.
Другие предпочтительные варианты выполнения изобретения представлены в зависимых пунктах формулы изобретения и более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - вид сбоку паковального устройства,
на фиг.2 - схема привода и регулировки по высоте транспортерных лент,
на фиг.3 - принцип работы передаточной секции,
на фиг.4а-4ж - последовательность операций, выполняемых при работе паковального устройства,
на фиг. 5 - вид сбоку термосварочной траверсы обандероливающего устройства.
На фиг.1 схематично показан вид сбоку устройства для пакования листового материала. Ниже пакование листового материала описано на примере банкнот 10, уложенных с точной подгонкой одна на другую рыхлой стопой на регулируемом по высоте подъемном столе 20. Очевидно, что банкноты можно подавать на подъемный стол и отдельными тонкими обандероленными пачками, уложенными одна на другую и точно выровненными по краям. Напротив подъемного стола 20 расположена пластина 22, которая на чертеже показана в прижатом к листовому материалу положении. Эта пластина 22 выполнена подвижной и может быть отведена из показанного на чертеже прижатого положения в сторону от подъемного стола 20, обеспечивая тем самым возможность загружать банкноты на подъемный стол 20 сверху. Перед пакованием банкнот подъемный стол 20 перемещается в направлении пластины 22, сжимая таким образом стопу банкнот. Подъемный стол 20 соединен с не показанным на чертеже пневмоцилиндром, опирающимся на пружинящую опору. По мере сжатия стопы банкнот происходит сжатие, например, пружины сжатия, которая по достижении определенного действующего на стопу банкнот прижимного усилия приводит в действие микровыключатель, обеспечивающий пневматическое торможение подъемного стола. Расположенный сбоку от подъемного стола 20 выталкиватель 21 перемещается между не показанными на чертеже гребенчатыми пазами через весь стол и останавливается при этом, несколько не доходя до термосварочной траверсы и прижимного штампа.
Используемая для упаковки банкнот в пачки пленка 40 сматывается с рулонов 30 и 32 и подается с помощью направляющих элементов 31, 33 непрерывной лентой в плоскости, проходящей параллельно переднему краю стопы банкнот 10. При этом направляющие элементы 31 и 33 выполнены подвижными, что позволяет регулировать положение пленки. Для упаковки можно использовать пленку шириной, например, 75-106 мм. За термосварочной траверсой 35 и расположенным напротив нее прижимным штампом 34 предусмотрены две расположенные параллельно друг другу транспортерные ленты 50 соответственно 60. Эти транспортерные ленты 50 и 60 надеты в данном варианте на направляющие ролики 51 и 52 соответственно 61 и 62. Транспортерные ленты 50 и 60 приводятся в действие синхронно, однако сам привод на этом чертеже не показан. Расстояние между нижней 60 и верхней 50 транспортерными лентами можно регулировать с помощью не показанного на чертеже ходового винта с целью компенсации различий в высоте стоп банкнот. Для передачи стопы банкнот на транспортерные ленты 50 и 60 положение нижней транспортерной ленты 60 выставляется таким образом, чтобы подъемный стол 20 и рабочая ветвь этой ленты 60 располагались на одном уровне, образуя бесступенчатый переход. Эта операция выполняется автоматически с помощью не показанного на чертеже сенсорного выключателя. Верхняя транспортерная лента 50, соответственно нижняя транспортерная лента 60, прилегают к подпружиненным роликовым столам 53 соответственно 63, которые обеспечивают перемещение стопы листового материала в зажатом состоянии. Кроме того, такие роликовые столы позволяют компенсировать небольшие различия в толщине стопы, обеспечивая в любом случае ее надежное удержание транспортерными лентами при перемещении. Транспортерные ленты 50, 60 могут перемещать упакованную пачку банкнот в передаточную секцию 70, наличие которой не является обязательным. Эта передаточная секция 70 может, например, поворачиваться вокруг осей D1 и D2. Работающая система транспортировки с помощью транспортерных лент 50, 60 может полностью выгрузить упакованный материал из паковального устройства. В примере по фиг.1 плоскость транспортировки показана ориентированной горизонтально. Очевидно, что она может располагаться и наклонно, однако стопа банкнот при подаче в устройство всегда располагается перпендикулярно плоскости транспортировки.
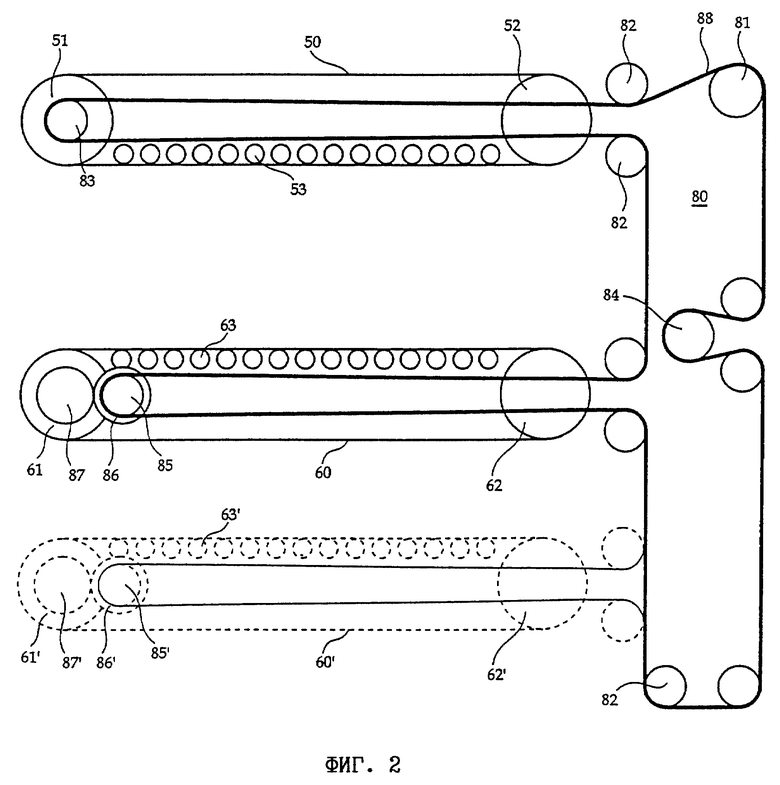
На фиг.2 схематично показан вид сбоку привода 80 транспортерных лент 50 и 60. Позицией 81 на этой схеме обозначен приводной шкив зубчатого ремня 88, который, направляемый направляющими роликами 82, огибает ролик 83 верхней транспортерной ленты, ролик 85 нижней транспортерной ленты и эксцентриковый натяжной ролик 84. Позициями 86 и 87 соответственно обозначены зубчатые колеса привода нижней транспортерной ленты 60, приводимой в движение синхронно с верхней транспортерной лентой 50. Хотя нижняя транспортерная лента 60 выполнена регулируемой по высоте, длина зубчатого ремня при этом не меняется. Такой привод позволяет при работе устройства регулировать расстояние по высоте между транспортерными лентами без вмешательства оператора.
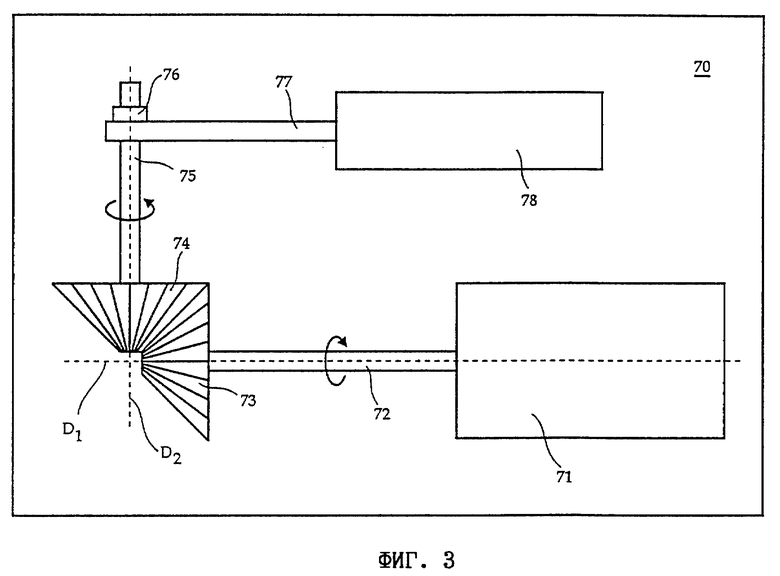
Ниже поясняется принцип работы передаточной секции 70, схематично показанной на фиг.3. Редукторный двигатель 71, имеющий, например, передаточное отношение приблизительно 1:350, приводит во вращение вал 72, а через него - пару конических зубчатых колес 73, 74. Этой парой конических зубчатых колес 73, 74 приводное усилие двигателя передается на поворотный рычаг 75. При повороте вала 72 вокруг первой оси D1 стопа листового материала переворачивается на бок с опорой на боковые края банкнот. Как только вал 72 дойдет до соответствующего упора, двигатель 71 начинает поворачивать поворотный рычаг 75 вокруг второй оси D2. С поворотным рычагом 75 через тягу 77 и рычаг 76 соединен газонаполненный упор 78. При этом повороты вокруг осей D1 и D2 осуществляются последовательно, поскольку газонаполненный упор 78 блокирует поворот вокруг оси D2 до окончания поворота вокруг оси D1. В данном варианте второй поворот вокруг оси D2 происходит в результате относительного вращения конических зубчатых колес 73 и 74. При втором повороте вокруг оси D2 двигатель удерживает поворотный рычаг 75 на соответствующем упоре до выгрузки стопы банкнот. Не показанный на чертеже микровыключатель обеспечивает останов передаточной секции по достижении ею верхнего положения.
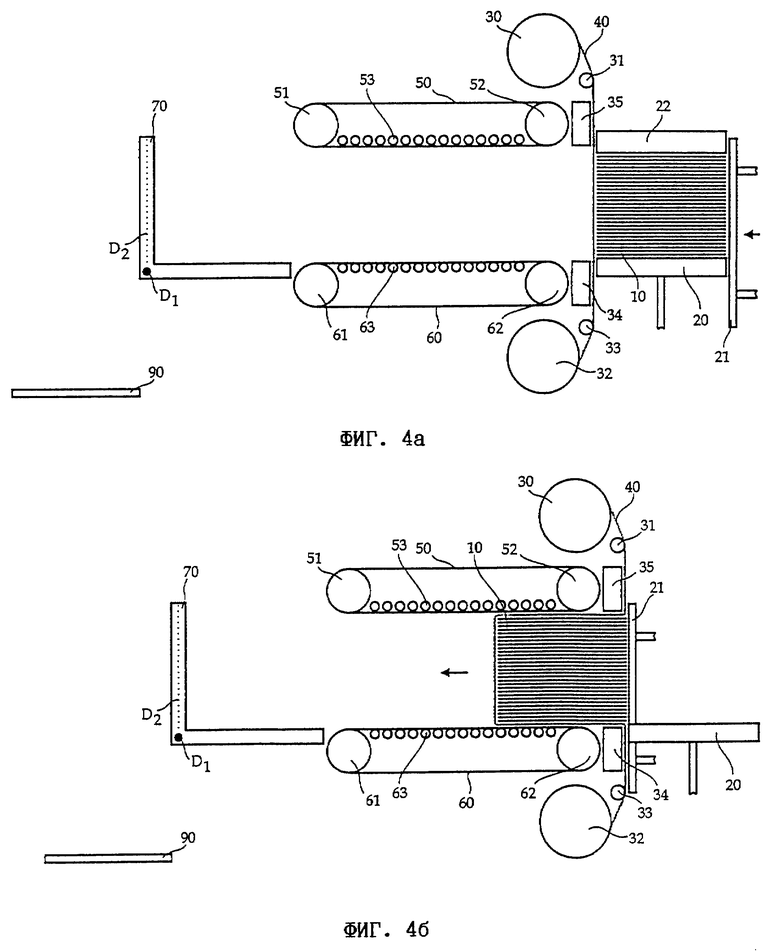
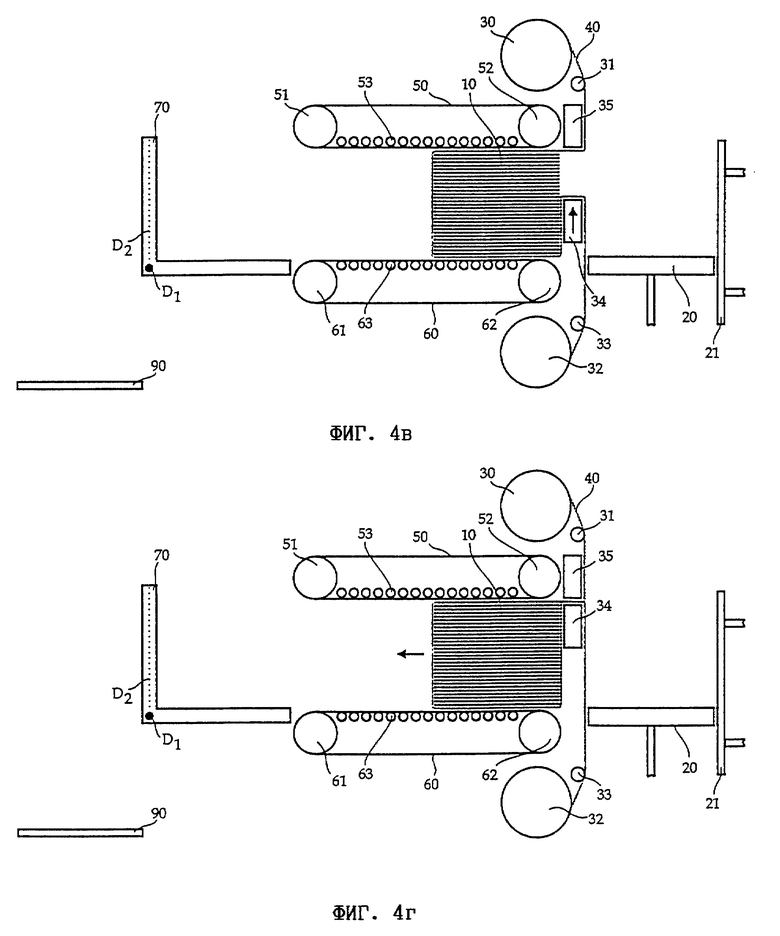
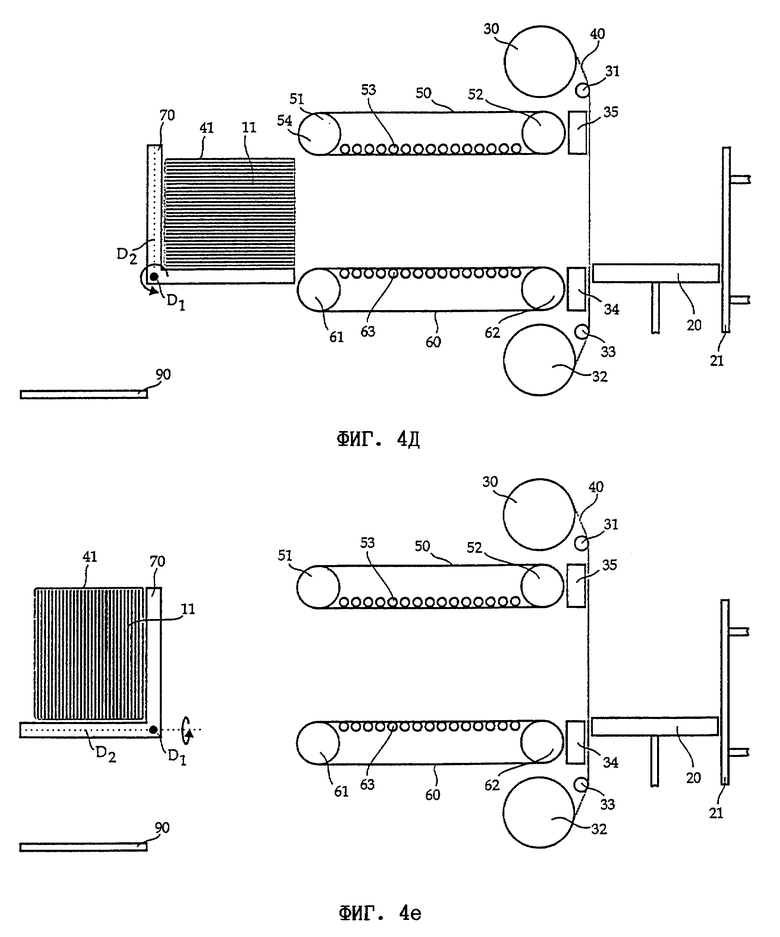
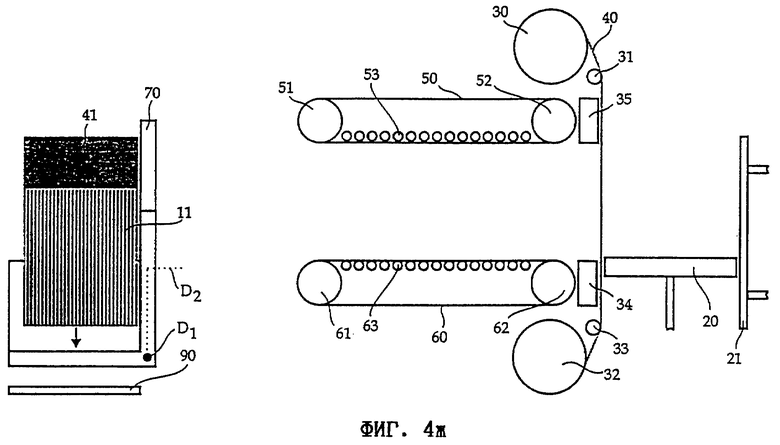
На фиг. 4а-4е показана последовательность операций при работе предлагаемого в изобретении устройства. На фиг.4а показана операция, при которой листовой материал 10 прижимается подъемным столом 20 к пластине 22. После этого автоматически подрегулируется положение по высоте нижней транспортерной ленты 60 таким образом, чтобы подъемный стол и рабочая ветвь этой транспортерной ленты располагались на одном уровне, образуя бесступенчатый переход. При этом для выполнения этой операции не требуется вмешательства оператора.
На фиг.4б показана операция, при которой выталкиватель 21 передает стопу листового материала 10 на транспортерные ленты 50 и 60. При этом выталкиватель 21 останавливается непосредственно перед термосварочной траверсой 35 и прижимным штампом 34. В результате выполняемого выталкивателем 21 движения стопа банкнот 10 упирается в пленку 40, которая частично обтягивает ее. Такая частично обернутая пленкой 40 стопа банкнот 10 зажимается между транспортерными лентами 50 и 60. Затем стопа банкнот полностью втягивается в зазор между транспортерными лентами до тех пор, пока она не окажется непосредственно за термосварочной траверсой 35 и расположенным напротив нее прижимным штампом 34, как это показано на фиг.4в. Не показанный на схеме фотоэлектрический барьер позволяет, например, определить, заняла ли стопа заданное положение перед сведением вместе и завариванием пленки 40. Если стопа находится в требуемом положении, то прижимной штамп 34 начинает перемещаться к термосварочной траверсе 35, при этом пленка 40 зажимается между этим прижимным штампом 34 и сварочной траверсой 35, охватывая в виде бандероли 41 стопу банкнот, и подвергается термосварке, одновременно отделяясь от непрерывной ленты пленки, как показано на фиг.4г. При этом бандероль 41 может охватывать связанную ею в пачку стопу 11 банкнот частично или по всей поверхности.
На фиг.4д упакованная в пачку стопа 11 банкнот показана в положении после передачи с транспортерных лент 50 и 60 в передаточную секцию 70. При этом передаточная секция совершает первый поворот вокруг оси D1, переворачивая таким образом упакованную в пачку стопу 11 банкнот на бок с опорой на боковые края банкнот, как показано на фиг.4е. Сразу же по окончании первого поворота вокруг оси D1 начинается второй поворот вокруг оси D2. В результате этого второго поворота стопа 11 банкнот передается на ленточный транспортер 90, как показано на фиг.4ж. При втором повороте вокруг оси D2 передаточная секция образует наклонную поверхность, по которой стопа 11 банкнот соскальзывает на проходящий параллельно этой поверхности ленточный транспортер 90. Возвратное перемещение передаточной секции в исходное положение происходит в обратном порядке и на чертеже не показано.
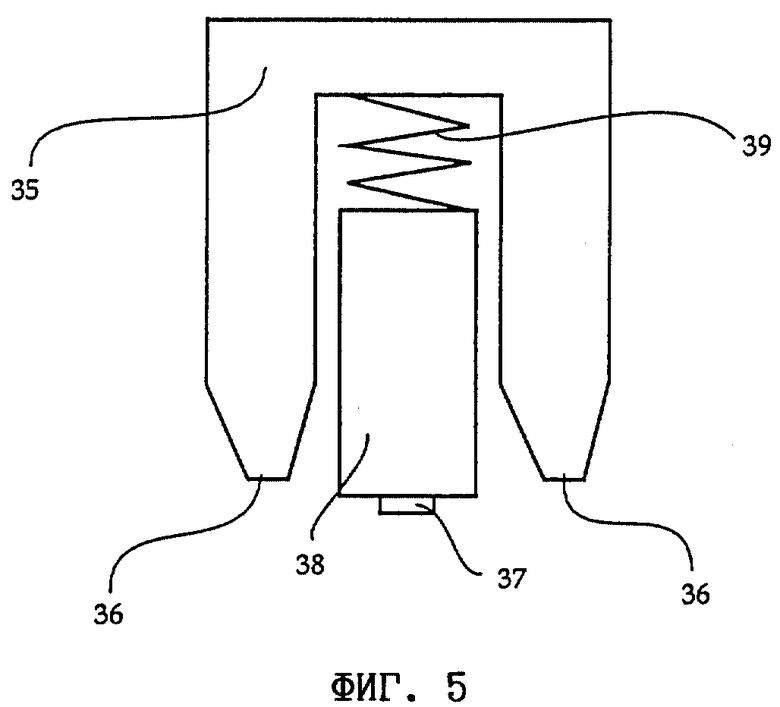
На фиг. 5 более подробно показана в виде сбоку термосварочная траверса 35, которая имеет П-образную в сечении форму. При этом обе боковых стороны этой траверсы соответственно образуют прижимы 36, между которыми расположена выгнутая желобком нагреваемая проволока 37. Эта проволока 37 закреплена на держателе 38, который под действием пружины 39 может перемещаться в термосварочной траверсе к прижимному штампу 34. Пружина 39 удерживает держатель 38 прижатым к не показанному на чертеже упору таким образом, что выгнутая желобком проволока 37 несколько выступает за прижимы 36.
При прижатии пленки 40 прижимным штампом к сварочной траверсе 35, как показано на фиг.4г, выгнутая желобком проволока 37 под действием этой нагрузки, поскольку прижимное усилие прижимного штампа 34 примерно в четыре раза превышает развиваемую пружиной 38 противодействующую силу, вначале вдвигается в сварочную траверсу до тех пор, пока прижимной штамп не упрется в неподвижные прижимы 36 и не зажмет пленку 40. При такой конструкции пружина 39 постоянно действует с постоянным усилием на сварной шов, а прижимы 36 удерживают пленку 40 с обеих сторон сварного шва, что с использованием простых средств обеспечивает получение высококачественного сварного шва.
Изобретение касается устройства для автоматического пакования листового материала, в частности банкнот, имеющего загрузочное устройство, на которое стопой с точно выровненными краями укладывается пакуемый листовой материал, и толкатель, служащий для перемещения стопы листового материала перпендикулярно подаваемой соответствующим устройством пленке. При этом стопа частично обтягивается этой пленкой и подается на транспортировочное устройство. Согласно изобретению такое устройство отличается тем, что транспортировочное устройство имеет две регулируемые по высоте, расположенные параллельно друг другу и одна над другой транспортерные ленты, зажатая между которыми стопа с частично обтягивающей ее пленкой перемещается к обандероливающему устройству и позиционируется этими транспортерными лентами таким образом, чтобы пленка обертывалась обандероливающим устройством вокруг стопы и соединялась в бандероль с получением в результате упакованной в пачку стопы листового материала. Затем упакованная таким путем пачка может передаваться передаточной секцией на последующий ленточный транспортер. Устройство является компактным и обладает высокой гибкостью, обеспечивая упаковывание стоп различного формата. 12 з.п. ф-лы, 5 ил.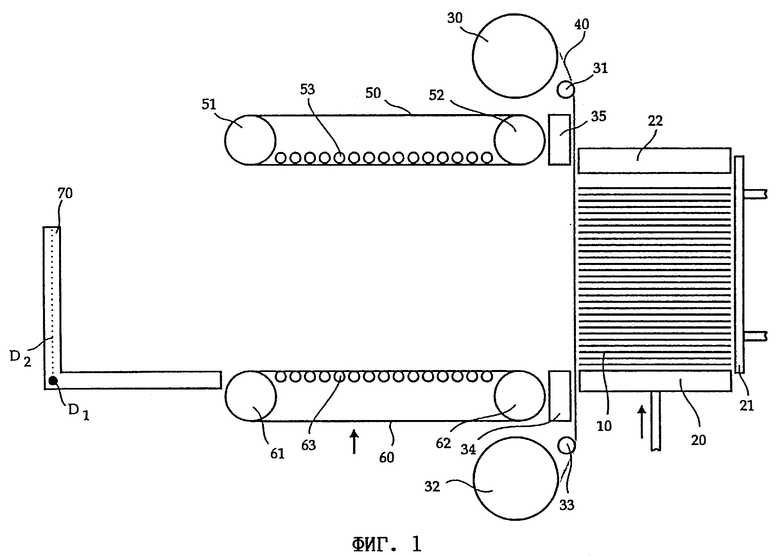
| DE 4206968 А, 17.09.1992 | |||
| Установка для диспергирования токопроводящих материалов | 1968 |
|
SU304978A1 |
| US 5433061 А, 18.07.1995 | |||
| Устройство для обертывания предметов прямоугольной формы оберточным материалом в виде полотна | 1984 |
|
SU1623561A3 |

