Изобретения относятся к устройствам для испытания насосно-компрессорных труб различного диаметра и длины на прочность и герметичность и могут быть использованы в нефтяной и газовой промышленности.
Известен способ гидравлического испытания насосно-компрессорных труб, включающий поочередную поперечную загрузку труб в устройство для их гидравлических испытаний, последующую герметизацию и фиксацию концов каждой трубы подвижным и неподвижным в продольном направлении герметизирующими узлами с механизмами фиксации, опрессовку очередной трубы путем подачи в нее под давлением опрессовочной жидкости из гидросистемы через один из ее концов с одновременным выбросом воздуха с другого ее конца и последующим подъемом давления в трубе до испытательного с выдержкой времени, контроль целостности опрессованной трубы, последующий сброс давления из гидросистемы с разгерметизацией и расфиксацией вначале одного, а затем другого конца опрессованной трубы со сливом жидкости [патент РФ 728009, G 01 M 3/02, приор. 16.03.78г., опубл. 15.04.80г. в бюл. 14].
Этот способ позволяет автоматизировать все операции гидравлического испытания труб.
Однако этот известный способ нетехнологичен, т.к. не обеспечивает фиксацию конца испытываемой трубы после его герметизации в подвижном герметизирующем узле, необходимую для обеспечения выведения другого ее конца из неподвижного герметизирующего узла опрессовочной зоны, а также потому, что подготовку концов каждой трубы и их герметизацию и разгерметизацию производят в одной опрессовочной зоне, что не позволяет при обработке комплекта труб выполнять одновременно вне опрессовочной зоны часть подготовительных и заключительных операций. Кроме того, этот способ не обеспечивает реальных эксплуатационных гидравлических нагрузок на трубу, т.к. часть испытательных нагрузок, обусловленных выбранной конструктивно-технологической схемой, замыкается на самом испытательном стенде, а не на трубе, что значительно повышает металлоемкость самого устройства для гидравлического испытания труб.
Там же отражено и устройство для гидравлического испытания насосно-компрессорных труб, содержащее раму со стойкой и опорами, механизмы поперечной загрузки и выгрузки труб с приемно-опорными роликами, установленными на раме в зоне загрузки и выгрузки труб, сменную технологическую пару соосных герметизирующих узлов для открытых концов труб, образующих вместе опрессовочную зону: подвижный герметизирующий узел, установленный на перемещаемой по направляющим вдоль рамы каретке, с механизмом фиксации концов труб, и установленный встречно другой, неподвижный в продольном направлении герметизирующий узел, установленный на стойке и связанный с системой подачи опрессовочной жидкости, и механизмы захвата и фиксации труб от изгиба по длине и осевого проворота, каждый со своим приводом.
Недостатком известного устройства для гидравлического испытания труб является ненадежность его работы при автоматической разгрузке испытываемых труб, невысокая производительность и большая металлоемкость, обусловленные выбранной схемой замыкания на раму больших продольных усилий, возникающих в полости трубы в процессе гидравлических испытаний.
Наиболее близким по технической сущности и достигаемому результату является способ гидравлического испытания насосно-компрессорных труб, включающий поочередную загрузку труб в устройство для их гидравлических испытаний, последующую герметизацию и фиксацию концов каждой трубы подвижным и неподвижным в продольном направлении герметизирующими узлами с механизмами фиксации, опрессовку очередной трубы путем подачи в нее под давлением опрессовочной жидкости из гидросистемы через один из ее концов с одновременным выбросом воздуха с другого ее конца и последующим подъемом давления в трубе до испытательного с выдержкой времени, контроль целостности опрессованной трубы, последующий сброс давления из гидросистемы с разгерметизацией и расфиксацией вначале одного, а затем другого конца опрессованной трубы со сливом жидкости (патент РФ 2097725, G 01 М 3/02, приор. 03.07.95г., опубл. 27.11.97г. в бюл. 33), принятый за прототип.
Этот способ более технологичен по сравнению с предыдущим, т.к. обеспечивает надежный вывод одного конца трубы из неподвижного герметизирующего узла опрессовочной зоны.
Недостатком известного способа является также его нетехнологичность, т. к. подготовку концов каждой трубы и их герметизацию и разгерметизацию производят в одной опрессовочной зоне, что так же, как и при использовании предыдущего способа, не позволяет при обработке комплекта труб выполнять одновременно вне опрессовочной зоны часть подготовительных и заключительных операций. Кроме того, этот способ так же, как и предыдущий, не обеспечивает реальных гидравлических нагрузок на трубу, т.к. часть испытательных нагрузок, обусловленных выбранной конструктивно-технологической схемой, замыкается на самом испытательном стенде, а не на трубе.
В этом же источнике описано устройство для осуществления этого способа, содержащее раму со стойкой и опорами, механизмы поперечной загрузки и выгрузки труб с приемно-опорными роликами, установленными на раме в зоне загрузки и выгрузки труб, сменную технологическую пару соосных герметизирующих узлов для открытых концов труб, образующих вместе опрессовочную зону: подвижный герметизирующий узел, установленный на перемещаемой по направляющим вдоль рамы каретке, с механизмом фиксации концов труб, и установленный встречно другой, неподвижный в продольном направлении герметизирующий узел, установленный на стойке и связанный с системой подачи опрессовочной жидкости, и механизмы захвата и фиксации труб от изгиба по длине и осевого проворота, каждый со своим приводом.
Недостатком этого наиболее близкого к предлагаемому изобретению устройства для гидравлического испытания труб является его низкая производительность из-за последовательного выполнения операций загрузки, опрессовки и выгрузки труб в одной конструктивно-технологической зоне, а также его значительная металлоемкость, обусловленная выбранной схемой замыкания на раму больших продольных усилий, возникающих в полости трубы в процессе гидравлических испытаний и невозможностью обеспечения реальных эксплуатационных гидравлических нагрузок на трубу, т.к. часть испытательных нагрузок замыкается на самом испытательном стенде, а не на трубе.
Изобретениями решается задача повышения производительности способа гидравлического испытания насосно-компрессорных труб и обеспечения соответствия испытательных нагрузок рабочим нагрузкам испытываемых труб, воплощенного в простом и надежном устройстве, а также расширения технологических и эксплуатационных возможностей способа и устройства для гидравлического испытания труб.
Технический результат, достигаемый предлагаемыми изобретениями, состоит в создании трех конструктивно разнесенных технологических зон, обеспечивающих одновременность выполнения всех технологических операций и способствующих таким образом увеличению пропускной способности устройства для гидравлического испытания труб, а также в снятии продольных сжимающих усилий, возникающих в процессе герметизации концов труб, и замыкания их на самой трубе, позволяет имитировать воздействие реальных продольно-растягивающих гидравлических нагрузок на трубу и снизить за счет этого металлоемкость самого устройства для гидравлического испытания труб.
Это достигается тем, что в способе гидравлического испытания насосно-компрессорных труб, включающем поочередную загрузку труб в устройство для их гидравлических испытаний, последующую герметизацию и фиксацию концов каждой трубы подвижным и неподвижным в продольном направлении герметизирующими узлами с механизмами фиксации, опрессовку очередной трубы путем подачи в нее под давлением опрессовочной жидкости из гидросистемы через один из ее концов с одновременным выбросом воздуха с другого ее конца и последующим подъемом давления в трубе до испытательного с выдержкой времени, контроль целостности опрессованной трубы, последующий сброс давления из гидросистемы с разгерметизацией и расфиксацией вначале одного, а затем другого конца опрессованной трубы со сливом жидкости, все операции над трубами производят одновременно в трех разных технологических зонах: загрузки, опрессовки и разгрузки, образованных конструктивно-разнесенными частями единого роторного агрегата, при этом герметизацию и фиксацию безмуфтового конца испытываемой трубы производят в зоне загрузки, а его разгерметизацию и расфиксацию осуществляют в зоне разгрузки одним и тем же механизмом подвижного герметизирующего узла.
Также это достигается тем, что в устройстве, cодержащем раму со стойкой и опорами, механизмы поперечной загрузки и выгрузки труб с приемно-опорными роликами, установленными на раме в зоне загрузки и выгрузки труб, сменную технологическую пару соосных герметизирующих узлов для открытых концов труб, образующих вместе опрессовочную зону: подвижный герметизирующий узел, установленный на перемещаемой по направляющим вдоль рамы каретке, с механизмом фиксации концов труб, и установленный встречно другой, неподвижный в продольном направлении герметизирующий узел, установленный на стойке и связанный с системой подачи опрессовочной жидкости, и механизмы захвата и фиксации концов труб от изгиба по длине и осевого проворота, каждый со своим приводом, дополнительно введены опирающийся на стойку и опоры приводной вал с установленными на нем между стойкой и опорами разнесенными крестовинами, концы которых включают механизмы захвата и фиксации труб от изгиба по длине и осевого проворота и соответствуют определенным конструктивно-разнесенным технологическим зонам одновременной обработки труб: загрузки, их опрессовки и разгрузки, при этом на другом конце вала, противоположном от крестовин, в каждой технологической зоне установлена своя с герметизирующим узлом резьбовых концов труб каретка с закрепленными между опор на валу направляющими, образующими вместе с валом и крестовинами единый роторный агрегат, вал которого связан с приводом позиционного фиксирования технологических зон обработки труб, причем неподвижный в продольном направлении герметизирующий узел выполнен с механизмами фиксации муфтовых концов труб, а приемно-опорные ролики - с приводами их вращения и установлены с возможностью выхода из зоны перемещения кареток.
Кроме того, для наилучшей реализации устройства, а именно упрощения фиксации открытых концов труб, механизмы фиксации труб технологической пары соосных подвижных и неподвижных герметизирующих узлов для открытых концов труб выполнены с возможностью поворота вокруг своей оси от индивидуального привода.
На фиг. 1 изображен общий вид стенда для гидроиспытаний насосно-компрессорных труб;
на фиг.2 - разрез А-А на фиг.1;
на фиг.3 - вырыв I;
на фиг.4 - вид - Б на фиг.1;
на фиг.5 - разрез В-В на фиг.4.
Предлагаемый стенд для гидравлического испытания насосно-компрессорных труб (фиг. 1) содержит неподвижную раму 1 со стойкой 2 и опорами 3 и 4, установленные на ней механизм поперечной загрузки труб 5 со своими приемно-опорными роликами 6 и механизм поперечной выгрузки труб 7 со своими приемно-опорными роликами 8 (фиг.2). Часть приемно-опорных роликов 6 и 8, расположенных между опорами 3 и 4, выполнены с возможностью выхода их из зоны загрузки I труб и их выгрузки II. Все приемно-опорные ролики 6 и 8 связаны с приводами для продольного перемещения труб 9.
Стенд также содержит приводной вал 10, опирающийся на стойку 2 и опоры 3 и 4. На одном конце приводного вала 10 между стойкой 2 и опорой 3 установлены разнесенные между собой крестовины 11 и 12, концы которых соответствуют определенным конструктивно-разнесенным технологическим зонам одновременной обработки труб: загрузки I, опрессовки II и разгрузки III. На концах крестовин 11 и 12 расположены механизмы захвата и фиксации труб от изгиба по длине и осевого проворота 13 (фиг.1).
На другом конце приводного вала 10, противоположном от крестовин 11 и 12, в каждой технологической зоне обработки труб I, II и III установлена своя каретка 14 с возможностью перемещения вдоль рамы 1 между опорами 3 и 4 по своим направляющим 15, закрепленным на приводном валу 10 (фиг.3).
Приводной вал 10 вместе с закрепленными на нем крестовинами 11 и 12 и направляющими 15 с перемещаемыми по ним каретками 14 образуют единый роторный агрегат 16, связанный своим приводным валом 10 с приводом позиционного фиксирования технологических зон обработки труб 17, расположенным на стойке 2.
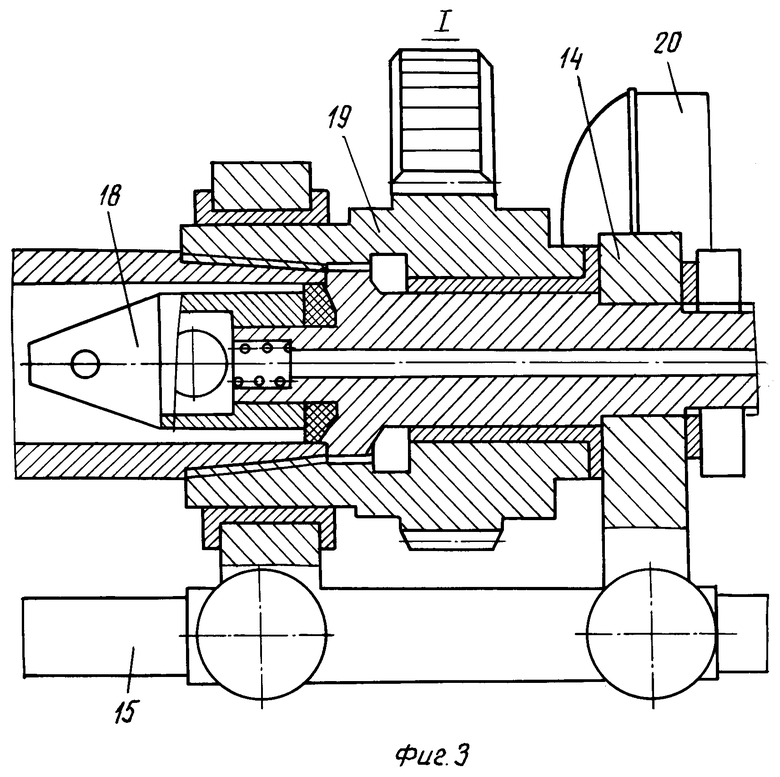
На каждой каретке 14 (фиг.3) установлен подвижный сменный герметизирующий узел 18, выполненный в виде опрессовочной заглушки c механизмом фиксации резьбовых концов труб 19, связанным со своим приводом 20, установленным на стойке 4 (фиг.1).
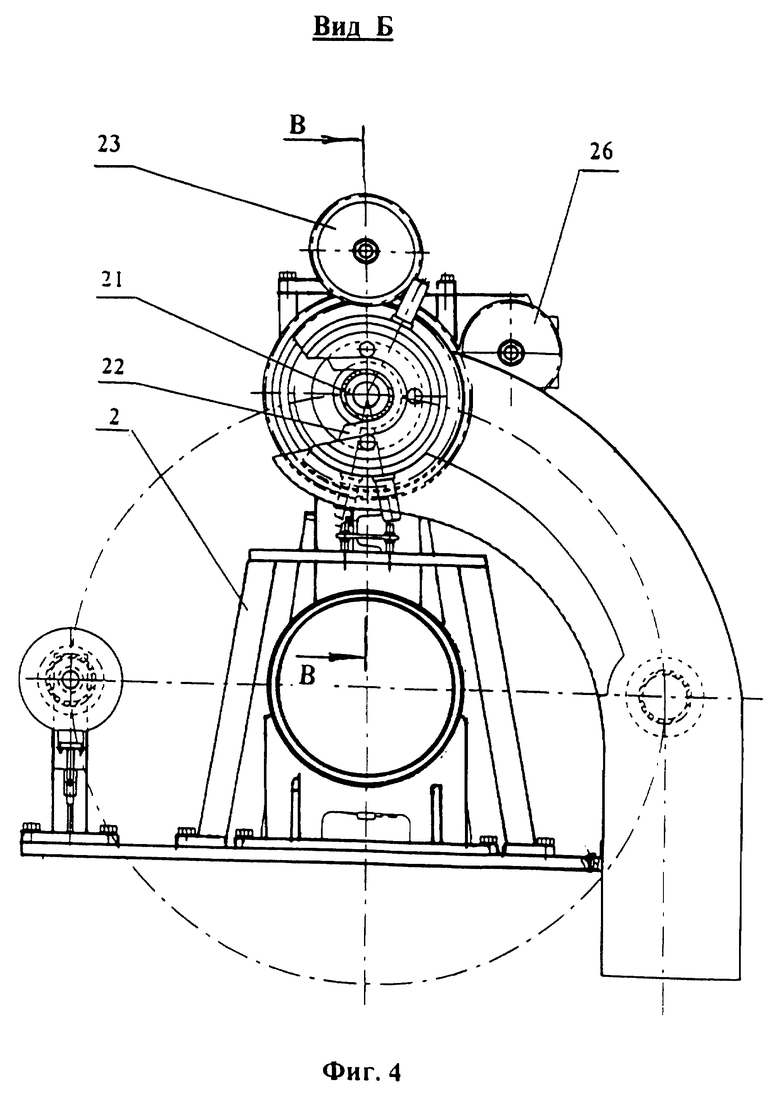
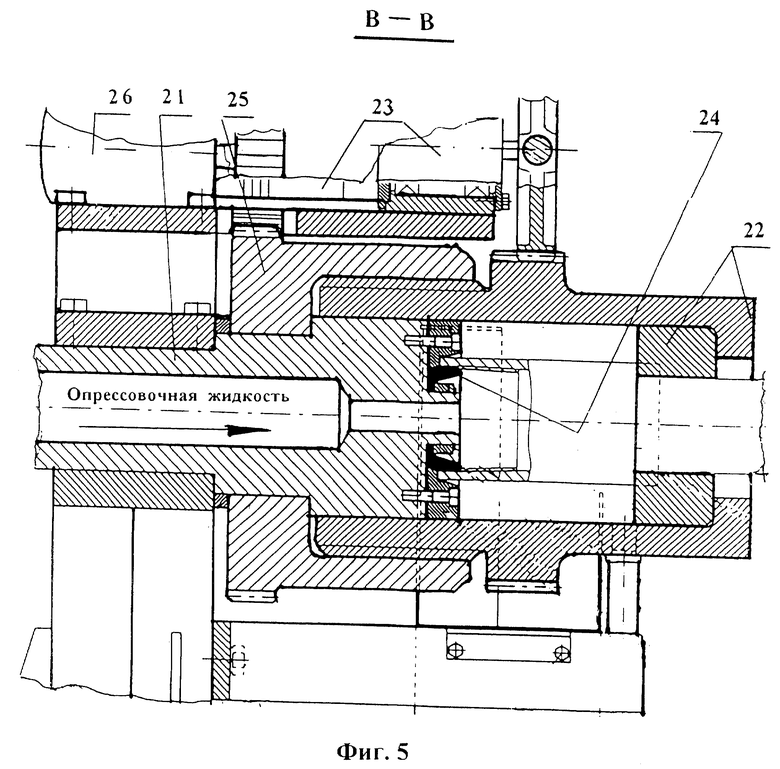
Неподвижный герметизирующий узел 21 (фиг.4, 5) установлен на стойке 2 в зоне опрессовки II, связан с системой подачи опрессовочной жидкости и содержит поворотный захват 22 с приводом 23, опрессовочную головку 24 и механизм фиксации муфтовых концов труб 25 с приводом 26.
Для подачи в загрузочную зону труб и удаления их из разгрузочной зоны служат наклонные направляющие 27 и 28, установленные в соответствующих зонах, и упор 29, расположенный на стойке 2 (фиг.2).
Устройство для гидравлического испытания труб работает следующим образом.
Предварительно настраивают предлагаемое устройство под определенный диаметр испытываемых труб, для чего меняют сменные, контактирующие с трубой элементы герметизирующих узлов: неподвижного 21 и подвижного в продольном направлении 18. Поднастраивают по высоте приемно-опорные ролики 6 и 8, выдерживая соосность герметизирующих узлов 21 и 18. После этого механизм поперечной загрузки труб 5 подает испытываемую трубу на приемно-опорные ролики 6 в зону загрузки I роторного агрегата 16. Первая труба захватывается приемно-опорными роликами 6 и с помощью их приводов продольного перемещения 9 подается в сторону каретки 14, расположенной в загрузочной зоне I. Безмуфтовый конец трубы входит внутрь расположенного на каретке 14 подвижного герметизирующего узла 18 в виде опрессовочной заглушки до упора с ним и фиксируется и герметизируется в нем механизмом фиксации резьбовых концов труб 19, работающих от привода 20.
Далее труба вместе с кареткой 14 перемещается до упора 29 на стойке 2.
Механизмы фиксации труб от изгиба по длине и осевого проворота 13 крестовин 11 и 12 зажимают трубу. После этого автоматически включается привод позиционного фиксирования технологических зон циклической обработки труб 17, и испытываемая труба поступает в технологическую зону опрессовки труб II. В этой зоне муфтовый конец трубы устанавливается в неподвижном герметизирующем узле 21 с помощью поворотного захвата 22, работающего от привода 23, а затем приводом 26 через механизм фиксации 25 входит в плотный контакт с опрессовочной головкой 24. Таким образом фиксация и герметизация муфтового конца трубы закончены.
Затем в неподвижный герметизирующий узел 21 подают под давлением опрессовочную жидкость и при достижении определенного давления дают выдержку, после чего производят контроль результатов испытания трубы на прочность. В процессе опрессовки трубы усилия, возникающие внутри нее, замыкаются на самой трубе и герметизирующих узлах и не передаются на конструкцию устройства, что позволяет имитировать воздействие реальных продольно-растягивающих гидравлических нагрузок на трубу и снизить за счет этого металлоемкость самого устройства.
Затем давление сбрасывают и механизмом фиксации 25 производят расфиксацию трубы со сливом опрессовочной жидкости.
После этого часть приемно-опорных роликов 6, располагающихся между опорами 3 и 4, выходит из зоны перемещения каретки 14 и роторный агрегат 16 поворачивают на 90o, и отклонившиеся приемно-опорные ролики занимают прежнее положение, труба из позиции опрессовки II, переходит в позицию выгрузки III и ложится на приемно-опорные ролики 8 механизма поперечной выгрузки труб 7, которые подают ее вместе с кареткой 14 до контакта ее механизма фиксации резьбовых концов труб 19 с приводом 20, который освобождает резьбовой конец трубы от механизма фиксации резьбовых концов труб 19. Затем приемно-опорные ролики 8 при помощи приводов продольного перемещения труб 9 перемещают трубу к стойке 2 до упора 29. Механизм поперечной выгрузки 7 перегружает трубу с позиции III на наклонные направляющие 28.
Полный цикл опрессовки одной трубы закончен.
В это время на позиции II производят опрессовку очередной трубы, а на позиции I - загрузку и подготовку следующей трубы к опрессовке.
Предлагаемое устройство работает в автоматическом режиме циклически, при этом приводной вал 10 роторного агрегата 16 с крестовинами 11 и 12 и каретками 14 поворачивается на 90o по циклической программе, меняя зону обработки каждой трубы последовательно от зоны загрузки I до зоны опрессовки II, а затем до зоны выгрузки III, и фиксируется в каждой из них для производства операции обработки трубы, соответствующей каждой зоне.
Таким образом, предлагаемый способ и конструкция позволяют за счет создания трех конструктивно-разнесенных технологических зон, обеспечивающих одновременность выполнения всех технологических операций и способствующих таким образом увеличению пропускной способности устройства для гидравлического испытания труб и возможности полной автоматизации процесса создать производительный способ гидравлического испытания насосно-компрессорных труб, а также за счет снятия с трубы продольных сжимающих усилий, возникающих в процессе герметизации концов труб, и замыкания их на самой трубе, имитировать воздействие реальных продольно-растягивающих гидравлических нагрузок на трубу и снизить за счет этого металлоемкость самого устройства для гидравлического испытания труб.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах изобретений, позволил установить, что заявитель не обнаружил аналогов, характеризующихся признаками, тождественными (идентичными) всем существенным признакам заявляемых изобретений.
Определение из перечня выявленных аналогов прототипа позволило выявить совокупность существенных по отношению к усматриваемому техническому результату отличительных признаков, изложенных в формуле изобретения. Поэтому, по нашему мнению, заявленные изобретения "Способ гидравлического испытания насосно-компрессорных труб и устройство для его осуществления" соответствуют критерию "новизна".
Критерий "промышленная применимость" подтверждается тем, что предлагаемые изобретения с их новыми признаками успешно прошли заводские испытания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения эффективности гидравлических испытаний насосно-компрессорных и обсадных труб и устройство для его осуществления | 2020 |
|
RU2761490C1 |
| УСТАНОВКА ДЛЯ ГИДРАВЛИЧЕСКОГО ИСПЫТАНИЯ ТРУБ С РЕЗЬБОВЫМИ КОНЦАМИ И ОПРЕССОВОЧНАЯ ЗАГЛУШКА ДЛЯ НИППЕЛЬНОГО КОНЦА ТРУБЫ | 2008 |
|
RU2360222C1 |
| СТЕНД ДЛЯ ГИДРАВЛИЧЕСКОГО ИСПЫТАНИЯ ТРУБ | 1995 |
|
RU2097725C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕССОВКИ КОЛОННЫ ТРУБ | 2004 |
|
RU2278244C1 |
| Стенд для гидравлического испытания труб | 1978 |
|
SU728009A1 |
| СПОСОБ ОДНОВРЕМЕННО-РАЗДЕЛЬНОЙ И ПООЧЕРЕДНОЙ ЭКСПЛУАТАЦИИ И ОСВОЕНИЯ НЕСКОЛЬКИХ ПЛАСТОВ ОДНОЙ СКВАЖИНОЙ | 2007 |
|
RU2350742C1 |
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ ПЛАСТА МЕТОДОМ "МГНОВЕННОЙ" ДЕПРЕССИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2114290C1 |
| СПОСОБ ОПРЕССОВКИ УСТЬЕВОЙ АРМАТУРЫ НА СКВАЖИНЕ | 2008 |
|
RU2366797C1 |
| СПОСОБ ОПРЕССОВКИ ПРЕВЕНТОРА НА СКВАЖИНЕ | 2008 |
|
RU2364701C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕССОВКИ КОЛОННЫ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2005 |
|
RU2279537C1 |

Изобретение может быть использовано в нефтяной и газовой промышленности. В изобретении все операции над трубами производят одновременно в трех разных технологических зонах: загрузки, опрессовки и разгрузки, образованных конструктивно-разнесенными частями единого роторного агрегата. При этом герметизацию и фиксацию безмуфтового конца испытываемой трубы производят в зоне загрузки, а его разгерметизацию и расфиксацию осуществляют в зоне разгрузки одним и тем же механизмом подвижного герметизирующего узла. Устройство включает опирающийся на стойку и опоры приводной вал с установленными на нем между стойкой и опорами разнесенными крестовинами, на концах которых имеются механизмы захвата и фиксации труб от изгиба по длине и осевого проворота, соответствующие определенным конструктивно-разнесенным технологическим зонам одновременной обработки труб, загрузки, их опрессовки и разгрузки. На другом конце вала, противоположном от крестовин, в каждой технологической зоне установлена своя с герметизирующим узлом резьбовых концов труб каретка с закрепленными между опор на валу направляющими, образующими вместе с валом и крестовинами единый роторный агрегат, вал которого связан с приводом позиционного фиксирования технологических зон обработки труб, причем неподвижный в продольном направлении герметизирующий узел выполнен с механизмом фиксации муфтовых концов труб, а приемно-опорные ролики - с приводами их вращения и установлены с возможностью выхода из зоны перемещения кареток. Изобретением решается задача повышения производительности способа гидравлического испытания насосно-компрессорных труб и обеспечения соответствия испытательных нагрузок рабочим нагрузкам испытываемых труб, воплощенного в простом и надежном устройстве, а также расширения технологических и эксплуатационных возможностей способа и устройства для гидравлического испытания труб. 2 с. и 1 з. п. ф-лы, 5 ил.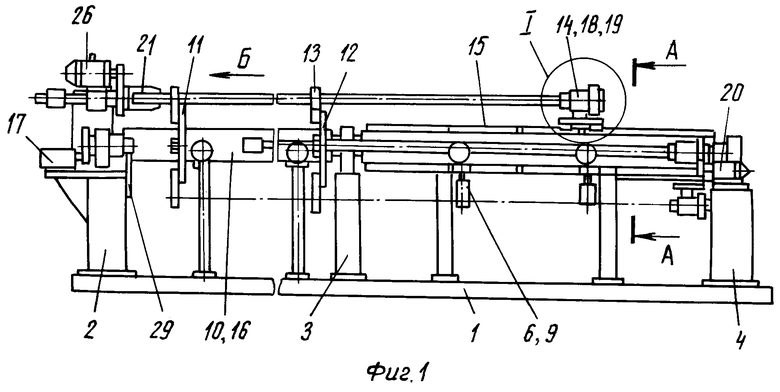
| СТЕНД ДЛЯ ИСПЫТАНИЙ НА ПРОЧНОСТЬ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1996 |
|
RU2129674C1 |
| ИСПЫТАТЕЛЬНЫЙ СТЕНД ДЛЯ ПРОМЫШЛЕННОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1997 |
|
RU2159419C2 |
| УСТРОЙСТВО ТРЕХМЕРНОГО СКАНИРОВАНИЯ ЭЛЕКТРОМАГНИТНЫХ ИЗЛУЧЕНИЙ В БЛИЖНЕМ ПОЛЕ ЭЛЕКТРОННЫХ СРЕДСТВ | 2012 |
|
RU2529673C2 |
| DE 3117694 А1, 11.11.1982 | |||
| US 5255557 А, 26.10.1993. | |||

