Изобретение относится к машиностроению и может быть использовано в качестве передачи для преобразования вращательного движения в поступательное.
Известна планетарная ролико-винтовая передача (ПРВП), cм. рекламный проспект АВТОВАЗа "Ролико-винтовая пара", Тольятти, тип. ВАЗа, 1989 г. Она состоит из винта, гайки и установленных между ними роликов, которые разделяются при движении с помощью двух сепараторов, находятся в резьбовых зацеплениях с винтом и гайкой и дополнительно соединены зубчатыми зацеплениями с гайкой для того, чтобы ролики не вывинчивались. Для повышения жесткости и точности ПРВП наиболее сложная для изготовления деталь - гайка выполнена сборной и состоит из корпуса, двух полугаек, установленного между ними компенсаторного кольца и многочисленных деталей для позиционирования и закрепления полугаек в корпусе, а также для передачи нагрузки с полугаек на корпус и для сжатия полугаек в осевом направлении с целью создания усилия преднатяга в резьбовых зацеплениях. Процесс сборки и наладки данной ПРВП сложный, так как надо подобрать или подшлифовать компенсаторное кольцо до нужной толщины. При этом каждый раз надо частично собрать-разобрать гайку и, установив ПРВП в испытательное устройство, проконтролировать момент сопротивления на холостом ходу. При работе ПРВП ее резьбовые детали изнашиваются и для частичного восстановления эксплуатационных параметров передачи надо снова подбирать или подшлифовывать компенсаторное кольцо. Кроме того, рабочее усилие воспринимается одной полугайкой и складывается с усилием преднатяга, которое снижает к. п.д. передачи и делает процесс изнашивания более интенсивным. Следует отметить, что в ряде случаев от передачи не требуется очень высокая жесткость и точность, поэтому выбор данной конструкции ПРВП становится необоснованным.
Из известных технических решений наиболее близким по технической сущности к заявляемому устройству является ПРВП, см. Решетов Д.Н. Детали машин. Учебник для студентов машиностроительных и механических специальностей вузов, 4-е изд., М.: Машиностроение, 1989 г., стр.314 /прототип/, состоящая из тех же основных деталей, что и описанный выше аналог. Однако гайка в передаче-прототипе выполнена цельной и сама может являться корпусом. Данная ПРВП имеет значительно более простую конструкцию, существенно технологичнее при изготовлении, не требует сложной сборки и наладки, воспринимает рабочую нагрузку всей гайкой, имеет более высокий к.п.д. Однако основным недостатком передачи-прототипа является наличие осевого люфта и недостаточно высокая жесткость и точность работы передачи из-за того, что между резьбовыми деталями (гайкой, роликами и винтом) имеются радиальные зазоры. Кроме того, средние диаметры резьб всех роликов в одной передаче должны укладываться в диапазон 0,002-0,004 мм. В противном случае нагрузка будет неравномерно распределяться между роликами, и некоторые ролики будут недогружены или вообще не будут воспринимать нагрузку, а другие ролики будут перегружены. Этот недостаток относится и к передаче-аналогу. В реальном производстве для обеспечения указанного условия осуществляют селективный подбор роликов для каждой передачи.
Задачей изобретения является повышение осевой жесткости и точности работы планетарной ролико-винтовой передачи с простой по конструкции и технологичной цельной гайкой, а также упрощение технологии изготовления роликов за счет расширения диапазона размеров, в который должны укладываться средние диаметры резьб всех роликов в одной передаче.
Поставленная задача достигается тем, что передача снабжена механизмом перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении и механизмом фиксации положения шеек роликов.
В первом исполнении планетарной ролико-винтовой передачи механизм перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении состоит из втулок, в каждой из которых выполнены отверстие, эксцентрично расположенное относительно наружной цилиндрической поверхности и предназначенное для установки шейки ролика, поверхности под ключ и конструктивные элементы для взаимодействия с деталями механизма фиксации положения шеек роликов, причем детали механизма фиксации положения шеек роликов установлены на сепараторах, отверстия в которых предназначены для установки указанных втулок.
Во втором исполнении планетарной ролико-винтовой передачи механизм перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении выполнен в виде двух гибких замкнутых лент, двух узлов, предназначенных для натяжения последних и имеющих конструктивные элементы для взаимодействия с механизмом фиксации положения шеек роликов, и втулок, отверстие каждой из которых предназначено для установки шейки ролика, причем отверстия в сепараторах предназначены для установки указанных втулок с радиальным зазором, превышающим суммарный радиальный зазор между гайкой и роликом и роликом и винтом, на наружной поверхности каждой втулки выполнен кольцевой паз, который предназначен для установки гибкой замкнутой ленты, а упомянутые выше узлы и детали механизма фиксации положения шеек роликов установлены на сепараторах.
В третьем исполнении планетарной ролико-винтовой передачи механизм перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении выполнен в виде двух меньших по диаметру тонкостенных колец с одинаковой шириной и диаметром цилиндрического отверстия и двух больших по диаметру тонкостенных колец с одинаковой шириной и диаметром наружной цилиндрической поверхности, а шейки каждого ролика на его концах выполнены двухступенчатыми с различными размерами, причем первая ступень от конца одной из шеек каждого ролика предназначена для установки в отверстие сепаратора, а вторая ступень этой шейки больше по диаметру, предназначена для взаимодействия с наружной цилиндрической поверхностью меньшего по диаметру тонкостенного кольца и имеет длину большую, чем в сумме ширина этого кольца и ширина большего по диаметру тонкостенного кольца; первая ступень от конца другой из шеек каждого ролика предназначена для установки в отверстие сепаратора и имеет длину большую, чем в сумме длина отверстия в сепараторе и ширина меньшего по диаметру тонкостенного кольца, а вторая ступень этой шейки больше по диаметру и предназначена для взаимодействия с цилиндрическим отверстием большего по диаметру тонкостенного кольца, а механизм фиксации положения шеек роликов предназначен для ограничения перемещения всех колец вдоль оси, и детали данного механизма установлены на гайке с двух ее сторон, при этом диаметр цилиндрического отверстия большего по диаметру тонкостенного кольца меньше диаметра, образованного образующими соответствующих ступеней шеек ролика, с которыми указанное кольцо взаимодействует, а диаметр наружной цилиндрической поверхности меньшего по диаметру тонкостенного кольца больше диаметра, образованного образующими соответствующих ступеней шеек ролика, с которыми указанное кольцо взаимодействует.
Изобретение поясняется прилагаемыми чертежами, где:
- на фиг.1 показан общий вид передачи;
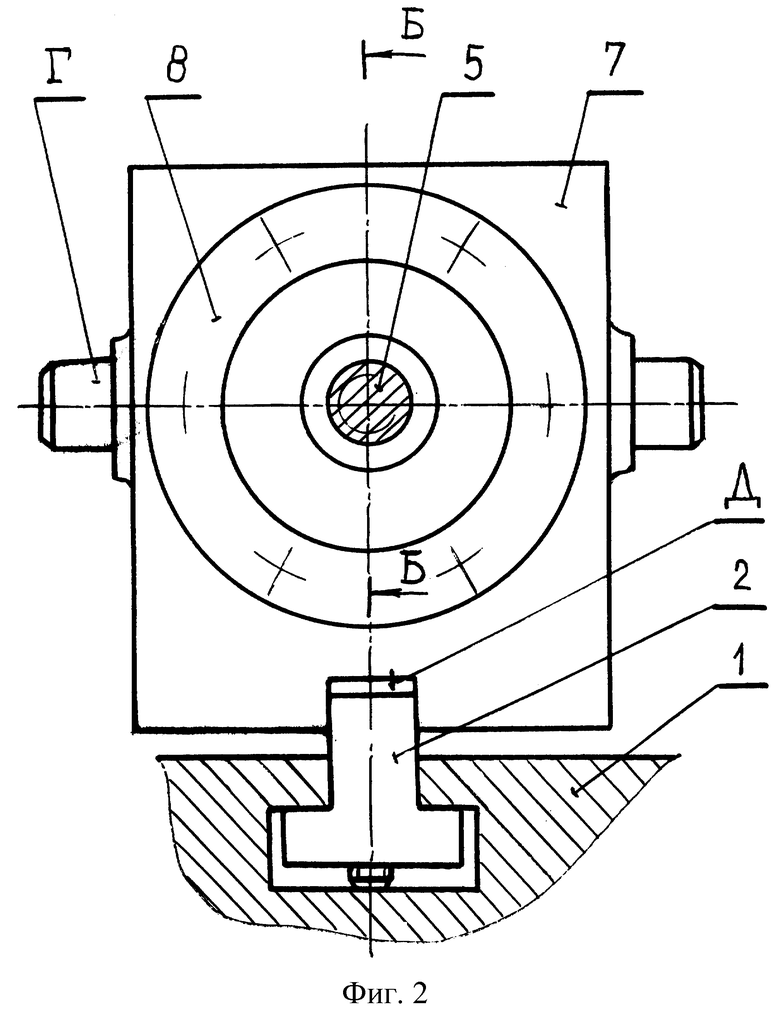
- на фиг.2 показано сечение по А-А на фиг.1;
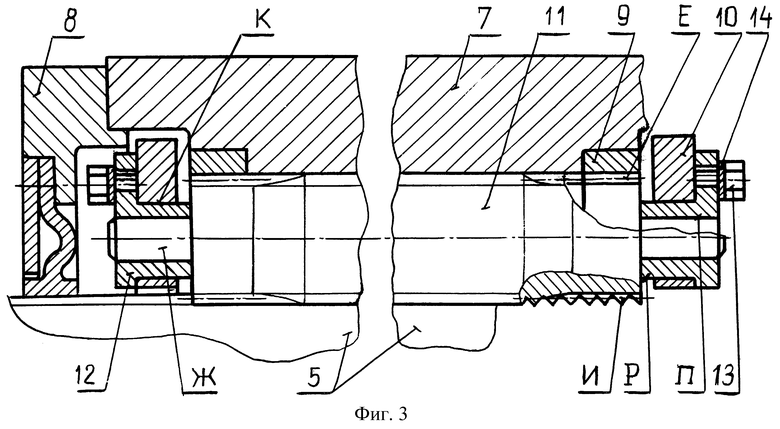
- на фиг.3 показано сечение по Б-Б на фиг.2 для 1-ого исполнения ПРВП;
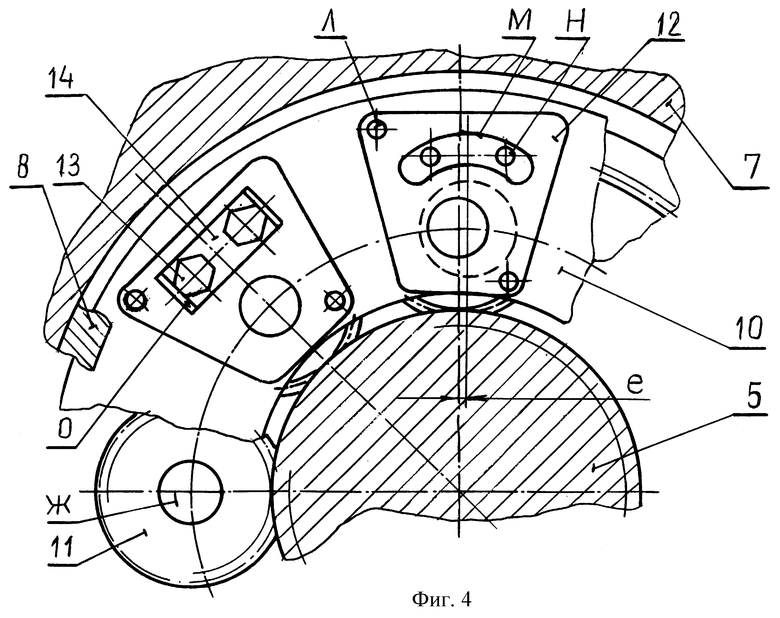
- на фиг.4 показано сечение по В-В на фиг.1 для 1-ого исполнения ПРВП;
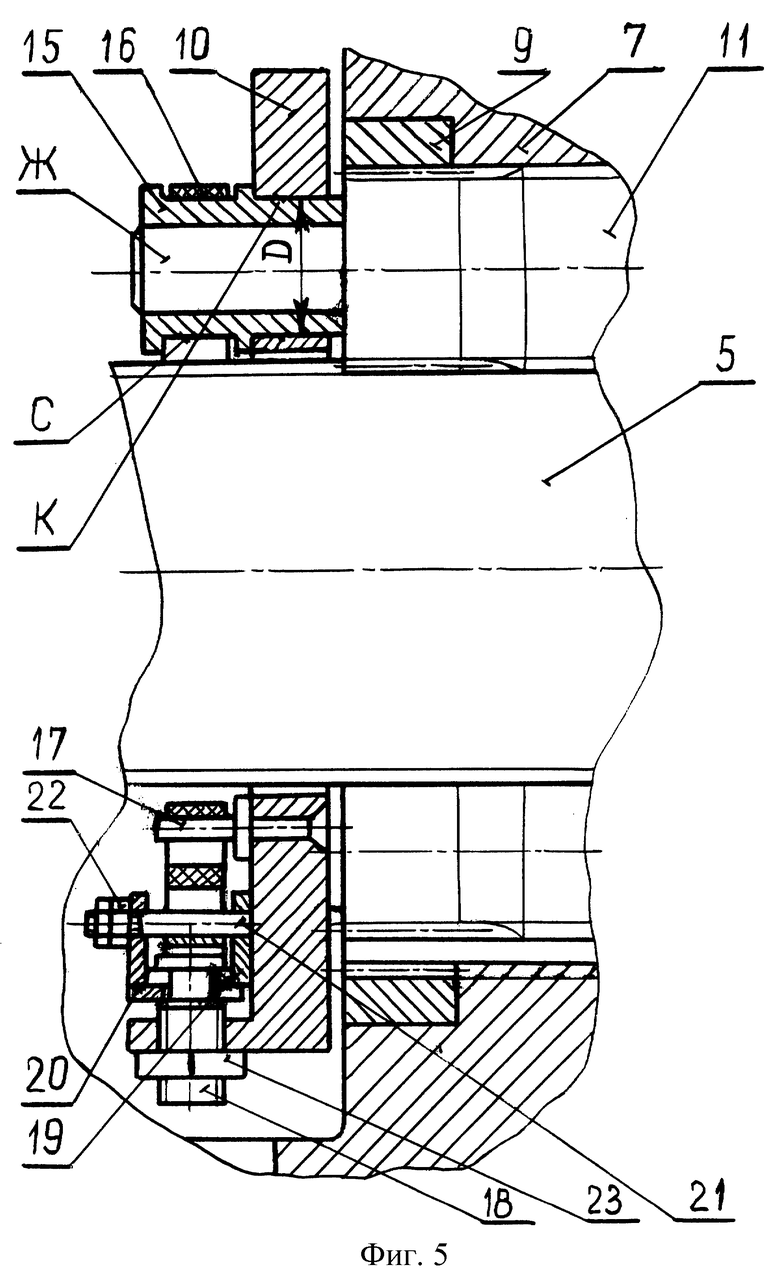
- на фиг.5 показано сечение по Б-Б на фиг.2 для 2-ого исполнения ПРВП;
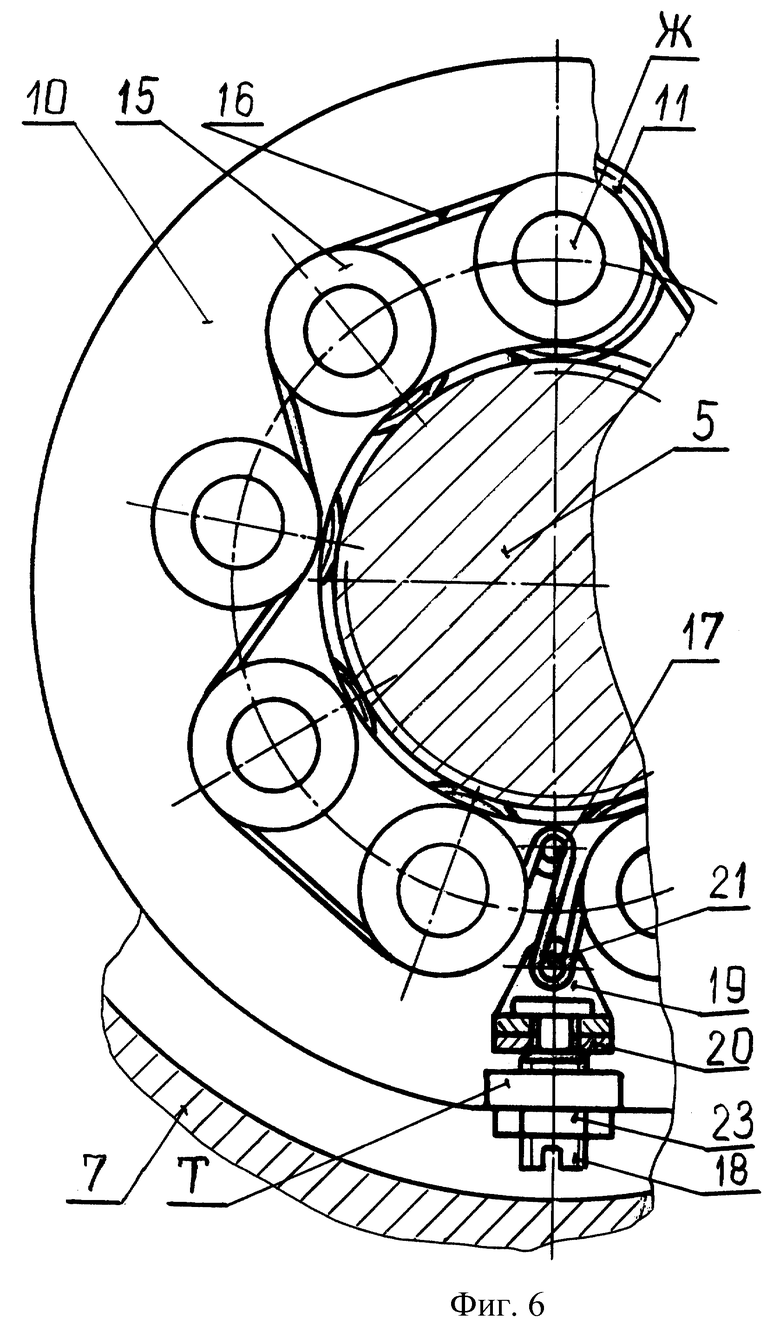
- на фиг.6 показано сечение по В-В на фиг.1 для 2-ого исполнения ПРВП;
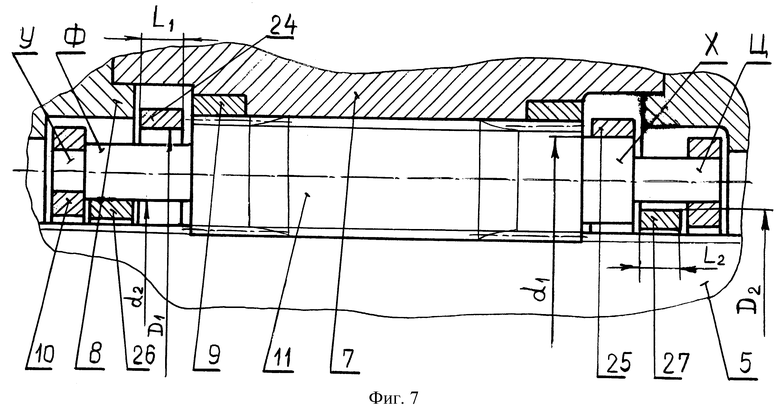
- на фиг.7 показано сечение по Б-Б на фиг.2 для 3-его исполнения ПРВП;
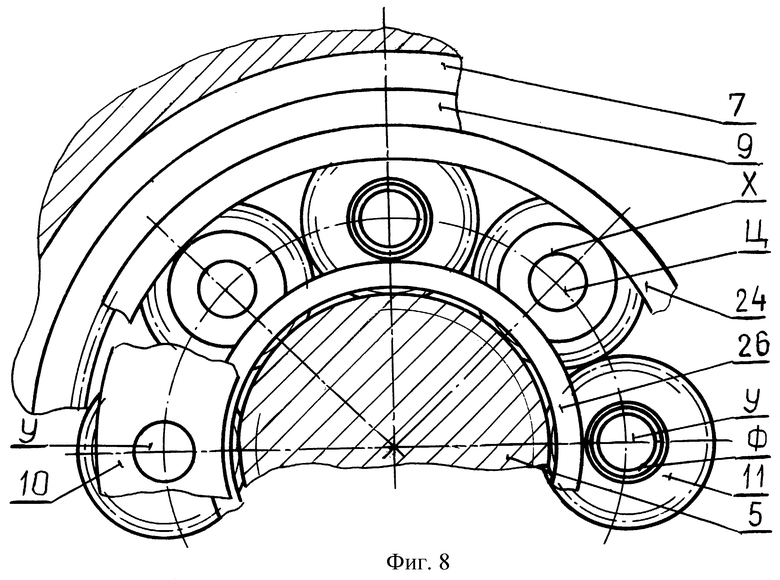
- на фиг.8 показано сечение по В-В на фиг.1 для 3-его исполнения ПРВП;
- на фиг. 9 показано перемещение ролика по направлению к гайке (тонкой линией показано начальное положение профиля ролика, а резьба и зубчатые венцы условно не показаны);
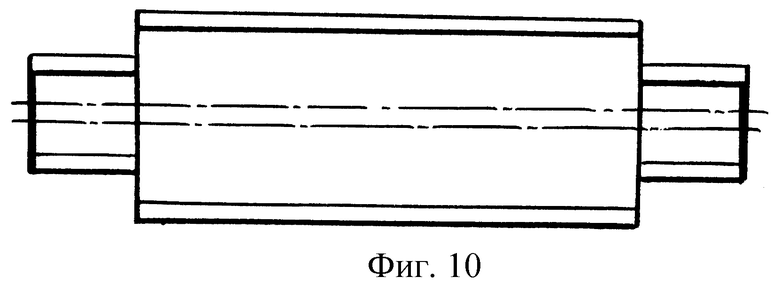
- на фиг.10 показано перемещение ролика по направлению к винту (тонкой линией показано начальное положение профиля ролика, а резьба и зубчатые венцы условно не показаны);
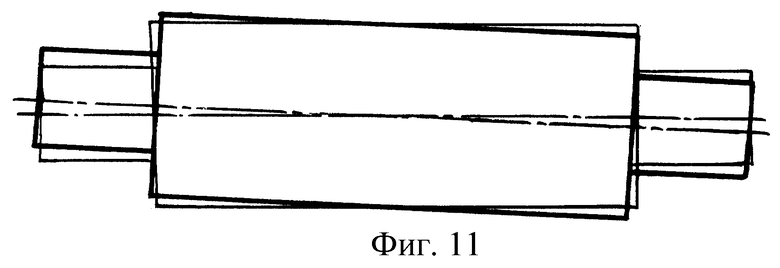
- на фиг. 11 показан поворот ролика по часовой стрелке (тонкой линией показано начальное положение профиля ролика, а резьба и зубчатые венцы условно не показаны);
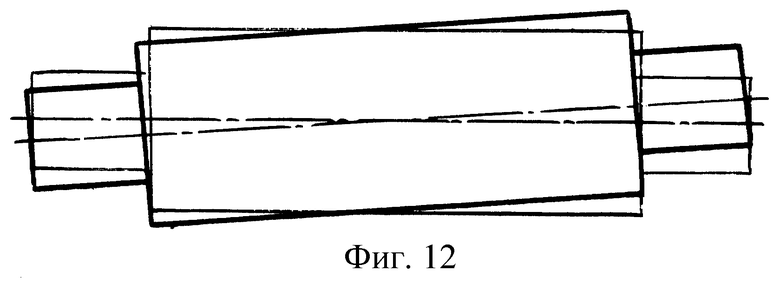
- на фиг.12 показан поворот ролика против часовой стрелки (тонкой линией показано начальное положение профиля ролика, а резьба и зубчатые венцы условно не показаны).
Основание 1 имеет направляющую 2 и опоры 3 и 4, в которых с возможностью поворота установлен винт 5. Со стороны одного торца винт 5 соединен с двигателем 6. На винте 5 установлена гайка 7 с крышками 8, имеющая цапфы Г, предназначенные для соединения с исполнительным механизмом, и паз Д, сопрягаемый с направляющей 2, см. фиг.1 и 2.
В гайке 7, см. фиг.3, запрессованы втулки 9 с внутренними зубчатыми венцами Е, и в сепараторах 10 установлены ролики 11 с шейками Ж на концах. На роликах 11 выполнены наружные зубчатые венцы И, которые зацепляются с венцами Е. В каждом сепараторе 10 выполнены отверстия К, количество которых равно количеству роликов.
Для 1-ого исполнения ПРВП, см. фиг.3 и 4, механизм перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении выполнен в виде втулок 12 с развитым торцом, на котором имеются два отверстия Л под ключ и замкнутый паз М, предназначенный для установки винтов 13 механизма фиксации положения шеек роликов. Винты 13 вворачиваются в резьбовые отверстия Н, которые выполняют в сепараторах 10. К указанному выше механизму также относится прижимная пластина 14, концы О которой отгибаются для стопорения винтов 13. Каждая втулка 12 устанавливается в отверстия К одного из сепараторов 10 и имеет отверстие П, которое несоосно с наружной цилиндрической поверхностью Р втулки 12. Величина эксцентриситета "е", см. фиг. 4, отверстия П относительно поверхности Р определяется по величинам радиальных зазоров между резьбами гайки и роликов и роликов и винта с учетом диаметра отверстия П втулки 12. Для 1-го исполнения ПРВП механизм перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении и механизм фиксации положения шеек роликов может состоять из других деталей, то есть иметь другое выполнение, так же, как и втулки 12.
Для 2-го исполнения ПРВП, см. фиг.5 и 6, механизм перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении выполнен в виде втулок 15, двух гибких замкнутых лент 16 и двух узлов для натяжения последних. На наружной поверхности каждой втулки 15 выполнен паз С для установки ленты 16, шейки роликов 11 входят в отверстия втулок 15, а последние установлены в отверстия К сепараторов 10 с радиальным зазором, превышающим суммарный радиальный зазор между гайкой и роликом и роликом и винтом, см. посадочный размер D на фиг.5. Устройства для натяжения лент 16 установлены на сепараторах и могут быть по-разному выполнены, так же, как и детали механизма фиксации положения шеек роликов. Например, устройство для натяжения ленты может состоять из закрепленной на сепараторе 10 оси 17, оттяжного винта 18, ввернутого в выступ Т сепаратора 10, и установленного с возможностью поворота на торце винта 18 узла, в который входят Г-образные детали 19 и 20, ось 21 с резьбовым концом и две гайки 22. В деталях 19 и 20 выполнены открытые пазы под цилиндрическую шейку винта 18 и отверстия. При этом в отверстие детали 19 ось 21 запрессована, а в отверстие детали 20 указанная ось входит с минимальным зазором. В этом случае механизм фиксации положения шеек роликов состоит только из контргаек 23, стопорящих винты 18.
Для 3-го исполнения ПРВП, см. фиг.7 и 8, шейки каждого ролика выполнены двухступенчатыми. При этом шейка на одном конце каждого ролика состоит из ступеней У и Ф, а на другом его конце - из ступеней X и Ц. Механизм перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении выполнен в виде тонкостенных колец 24 и 25 с одинаковыми шириной L1 и диаметром D1 цилиндрического отверстия и тонкостенных колец 26 и 27 с одинаковыми шириной L2 и диаметром D2 наружной цилиндрической поверхности. Кольца 24 и 25 могут иметь одинаковый диаметр наружной цилиндрической поверхности, а могут иметь этот диаметр и различным для того, чтобы жесткость колец была разной и большей в направлении передачи рабочей нагрузки. Аналогично могут изготавливаться и кольца 26 и 27. При этом диаметр D1 цилиндрического отверстия колец 24 и 25 меньше диаметра d1, образованного образующими ступеней X шеек ролика, с которыми указанные кольца взаимодействуют, а диаметр D2 наружной цилиндрической поверхности колец 26 и 27 больше диаметра d2, образованного образующими ступеней Ф шеек ролика, с которыми указанные кольца взаимодействуют. Длина ступени Ф одной из шеек ролика больше L1+L2, а длина ступени Ц другой его шейки больше, чем сумма длины отверстия в сепараторе и L2. Эти условия нужны для того, чтобы между роликом 11, сепаратором 10 и кольцами 24-27 вдоль оси ролика были бы зазоры. Механизм фиксации положения шеек роликов предназначен для ограничения перемещения колец 24-27 вдоль оси и может иметь различные исполнения. Например, в качестве деталей данного механизма могут использоваться крышки 8, см. фиг.7.
При оборке передачи любого исполнения шейки каждого ролика с помощью механизма перемещения шеек роликов в радиальном направлении от винта к гайке или в обратном направлении смещаются таким образом, чтобы:
- ролик, выбрав радиальные зазоры между гайкой и роликом, переместился по направлению к гайке, см. фиг 9;
- ролик, выбрав радиальные зазоры между винтом и роликом, переместился по направлению к винту, см. фиг 10;
- ролик с одного конца, выбрав радиальные зазоры между гайкой и роликом, переместился по направлению к гайке, а с другого конца, выбрав радиальные зазоры между винтом и роликом, переместился по направлению к винту, то есть чтобы он повернулся по часовой стрелки, см. фиг.11;
- ролик с одного конца, выбрав радиальные зазоры между винтом и роликом, переместился по направлению к винту, а с другого конца, выбрав радиальные зазоры между гайкой и роликом, переместился по направлению к гайке, то есть чтобы он повернулся против часовой стрелки, см. фиг 12. Указанные повороты ролика в реальных конструкциях малы и составляют около одной угловой минуты. Для обеспечения одинаковой радиальной жесткости гайки во время ее поступательного движения надо, чтобы количество роликов было четным или равным девяти. При этом в одной передаче возможны следующие перемещения роликов.
1. Для четного числа роликов первый ролик смещают к гайке, следующий - к винту и так далее "в шахматном порядке".
2. Если число роликов девять, то два первых ролика смещают к винту, третий - к гайке и так далее "в шахматном порядке". В итоге к гайке смещены три ролика, а к винту - шесть. Это делается потому, что контакт ролика c винтом внешний, а контакт ролика c гайкой внутренний, при котором больше площадь контакта между витками их резьб, а следовательно - меньше контактные напряжения.
3. Для четного числа роликов первый ролик поворачивают по часовой стрелке, следующий - против часовой стрелки и так далее "в шахматном порядке".
4. Если число роликов девять, то два первых ролика поворачивают так, чтобы по ним проходила рабочая нагрузка с гайки на винт, третий ролик поворачивают в обратном направлении и так далее "в шахматном порядке".
Для ПРВП 1-ого исполнения, см. фиг.3 и 4, перемещения шеек роликов производятся следующим образом. Пальцы специального ключа вставляют в отверстия Л втулки 12 и поворачивают последнюю в отверстии сепаратора 10. При этом из-за эксцентриситета "e" осей отверстия П втулки и ее наружной цилиндрической поверхности Р осуществляется смещение шейки ролика. Затем положение втулки 12 фиксируют с помощью затяжки винтов 13, которые стопорят путем отгибания концов "О" пластины 14.
Для ПРВП 2-ого исполнения, см. фиг.5 и 6, перемещения шеек роликов производятся следующим образом. Сначала каждый оттяжной винт 18 вводят в паз детали 19, в отверстии которой запрессована ось 21, и вворачивают этот винт в резьбовое отверстие, которое выполнено в выступе Т сепаратора 10. Далее в отверстия втулок 15 вводят шейки Ж роликов 11 и одновременно сами втулки вводят в отверстия К сепаратора 10. Гибкие замкнутые ленты 16 устанавливают в пазы С втулок 15 и обворачивают вокруг осей 17 и 21, после чего деталь 20 собирают в единый узел c винтом 18, деталью 19 и осью 21 и стопорят указанный узел с помощью гаек 22. Затем, вращая винт 18, натягивают ленты 16 и перемещают часть втулок 15, а вместе с ними и шейки Ж роликов в радиальном направлении к гайке 7, а другую часть втулок - в радиальном направлении к винту 5. При этом выбираются соответствующие радиальные зазоры между гайкой и роликом или роликом и винтом, так как зазор в сопряжении отверстие К сепаратора 10 - втулка 15 больше, чем суммарный радиальный зазор между гайкой и роликом и роликом и винтом. В конце процесса оборки контргайками 23 стопорят винты 18.
Для ПРВП 3-его исполнения, см. фиг. 7 и 8, перемещения шеек роликов производятся следующим образом. Кольца 24 и 25, диаметры D1 отверстий которых меньше, чем диаметры d1, образованные образующими ступеней X шеек роликов, с которыми указанные кольца взаимодействуют, нагреют до расчетной температуры и установят на ступени X шеек роликов. После охлаждения колец 24 и 25 они переместят шейки роликов, с которыми эти кольца взаимодействуют, в радиальном направлении к винту. Затем кольца 26 и 27, диаметры D2 наружной цилиндрической поверхности которых больше, чем диаметры d2, образованные образующими ступеней Ф шеек роликов, c которыми указанные кольца взаимодействуют, охладят до расчетной температуры и установят в отверстие, образованное образующими ступеней Ф шеек роликов. После нагревания колец 26 и 27 до нормальной температуры они переместят шейки роликов, с которыми эти кольца взаимодействуют, в радиальном направлении к гайке. Далее на ступени У и Ц устанавливают сепараторы 10 и, закрепив на гайке 7 крышки 8, фиксируют в осевом направлении кольца 24-27 от смещения.
После сборки передачи обычно проводят ее обкатку-приработку, в результате которой из-за интенсивного износа витков гайки, роликов и винта, имеющих больший осевой шаг, выравнивают распределение нагрузки по виткам указанных резьбовых деталей. Таким образом вновь образуются радиальные зазоры между гайкой, роликами и винтом, которые для ПРВП 3-его исполнения автоматически компенсируются за счет упругих сил колец 24-27, а для ПРВП 1-ого и 2-ого исполнений можно компенсировать указанные зазоры так же, как было описано выше.
Передача работает следующим образом. Цапфы Г гайки 7 соединяют с исполнительным механизмом, например со столом металлорежущего станка. Во время работы станка при включении двигателя 6 винт 5 поворачивается на требуемый угол в опорах 3 и 4. При этом гайка 7, соединенная с направляющей 2 основания 1, совершает поступательное движение в осевом направлении вместе со столом станка. Перемещение стола станка соответствует углу поворота винта 5, а точность указанного перемещения зависит от наличия зазоров между деталями передачи и жесткости опор и деталей передачи. При этом ролики, обкатываясь по гайке, совершают планетарное движение: вращаются вместе с сепараторами и вращаются в отверстиях сепараторов. Втулки 12 в 1-ом исполнении ПРВП и втулки 15 во 2-ом исполнении ПРВП являются подшипниками скольжения для шеек Ж роликов 11. В 3-ем исполнении ПРВП, см. фиг.7 и 8, кольца 24 и 25, увлекаемые силами трения, будут вращаться в одном из направлений, а кольца 26 и 27 - в противоположном направлении, то есть все указанные кольца будут катиться по шейкам роликов.
Использование заявляемых конструкций ПРВП позволяет получить следующие преимущества по сравнению с прототипом.
1. Повысить осевую жесткость и, как следствие, точность передачи за счет компенсации радиальных зазоров между деталями ПРВП и создания первоначальной осевой силы преднатяга.
2. Упростить технологию изготовления роликов за счет расширения диапазона размеров, в который должны укладываться средние диаметры резьб всех роликов в одной передаче. Это становится возможным потому, что в 1-ом исполнении ПРВП шейки каждого ролика перемещаются индивидуально, а во 2-ом и 3-ем исполнениях каждый ролик самоустанавливается из-за наличия упругих элементов (ленты - во 2-ом исполнении и тонкостенных колец - в 3-ем исполнении);
3. Наличие упругих тонкостенных колец в ПРВП 3-его исполнения позволяет автоматически компенсировать зазоры, появляющиеся из-за износа витков резьб гайки, роликов и винта.
4. За счет использования упругих элементов во 2-ом и 3-ем исполнениях ПРВП передача хорошо демпфирует колебания нагрузки и имеет более плавное перемещение гайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ОСЕВОГО ПЕРЕМЕЩЕНИЯ ПЛАНЕТАРНОЙ РОЛИКОВИНТОВОЙ ПЕРЕДАЧИ | 1998 |
|
RU2140592C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА С МОДИФИЦИРОВАННОЙ РЕЗЬБОЙ ЕЕ ДЕТАЛЕЙ | 2002 |
|
RU2204069C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 1996 |
|
RU2104425C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2002 |
|
RU2204070C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 1996 |
|
RU2098695C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ МЕХАНИЧЕСКИХ ПЕРЕДАЧ, ПРЕОБРАЗУЮЩИХ ВРАЩАТЕЛЬНОЕ ДВИЖЕНИЕ ВИНТА В ПОСТУПАТЕЛЬНОЕ ДВИЖЕНИЕ ГАЙКИ | 1997 |
|
RU2116640C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2006 |
|
RU2310785C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2009 |
|
RU2392517C1 |
| ПЛАНЕТАРНАЯ ФРИКЦИОННАЯ ПЕРЕДАЧА | 2002 |
|
RU2224933C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ (ВАРИАНТЫ) | 2008 |
|
RU2374527C1 |
Изобретение относится к машиностроению и может быть использовано при преобразовании вращательного движения в поступательное. В планетарной ролико-винтовой передаче зазоры между винтом, роликами, имеющими на своих концах шейки, и гайкой выбираются за счет перемещения в радиальном направлении шеек роликов с помощью специальных механизмов. За счет указанных перемещений шеек каждый ролик может параллельно первоначальному положению смещаться к гайке или к винту или относительно первоначального положения поворачиваться в одну или другую сторону. Конечное положение роликов фиксируется. При этом шейки каждого ролика могут перемещаться индивидуально или ролики могут самоустанавливаться между винтом и гайкой при натяжении гибких замкнутых лент, или ролики могут самоустанавливаться между винтом и гайкой за счет упругих сил четырех тонкостенных колец, два из которых сжаты в радиальном направлении шейками роликов, а два других - растянуты. Изобретение позволяет повысить осевую жесткость и, как следствие, точность передачи и упростить технологию изготовления роликов за счет расширения диапазона размеров, в который должны укладываться средние диаметры резьб всех роликов в одной передаче. 3 з.п. ф-лы, 12 ил.
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 1996 |
|
RU2098695C1 |
| УЗЕЛ ОСЕВОГО ПЕРЕМЕЩЕНИЯ ПЛАНЕТАРНОЙ РОЛИКОВИНТОВОЙ ПЕРЕДАЧИ | 1998 |
|
RU2140592C1 |
| СПОСОБ ЛЕЧЕНИЯ ПАРОДОНТИТА - СПОСОБ ИОРДАНИШВИЛИ | 2010 |
|
RU2468798C2 |
| Способ заряда герметичной никельводородной аккумуляторной батареи | 1977 |
|
SU669436A1 |
