Изобретение относится к области очистки сточных вод от шлама и ила, накопленных при эксплуатации бытовых и промышленных предприятий.
Известны конструкции ленточных пресс-фильтров, содержащие систему приводных и промежуточных валов, между которыми пропускаются два бесконечных ленточных сита верхнего и нижнего расположения с возможностью размещения между ними жидкого шлама и их совместного обкатывания с одновременным обжатием во вращающихся валах, в процессе которого жидкая фракция фильтруется через ленточные сита, а сгущенный шлам прессуется в плотную массу с последующим удалением механическими средствами. При этом система обжимных валов компонуется по принципу постепенного увеличения усилия прессования, начиная с низких удельных давлений в зоне начального прессования, и далее продолжается в зонах средних и высоких удельных давлений прессования. Усилия прессования устанавливаются натяжением ленточных сит посредством гидроприводных механизмов с регулируемыми силовыми характеристиками.
Известен ленточный пресс-фильтр (патент 2132719 от 10.07.99 г.), включающий зону начального прессования жидкого шлама, сформированную тремя валами глобоидной формы с возможностью регулирования радиуса "R" обката по этим валам совмещенных ленточных сит. Данная конструкция взята нами в качестве прототипа.
Недостаток конструкции по патенту 2132719 заключается в том, что переменный радиус "R" обката создает различные удельные давления прессования на всех трех валах в зоне начального прессования, в результате чего процесс отжатия влаги дестабилизируется, снижая в целом эффективность обезвоживания шлама в пресс-фильтре. Кроме того, изготовление глобоидных поверхностей длинномерных валов свыше 1-го метра и с глубиной впадины до 6 мм технологически трудно исполнимо, требует специального обрабатывающего оборудования при значительных трудозатратах.
Целью изобретения является повышение эффективности обезвоживания жидких шламов при уменьшении затрат на изготовление и эксплуатацию пресс-фильтра в целом.
Поставленная цель достигается тем, что начальная зона прессования формируется из трех и более валов с постоянными симметричными координатами расположения и с возможностью их одностороннего обкатывания совмещенными ленточными ситами по касательной к круговой поверхности радиусом "R", которая является также касательной к поверхности первого обжимного вала, размещенного в зоне средних усилий прессования, для обеспечения плавного распределения низких удельных давлений прессования жидкого шлама в переходе начальной зоны к средней. При этом компоновка валов в зоне начального прессования предусматривает вариант двухстороннего обжатия ленточных сит по волновому принципу: сначала верхняя лента обкатывает снизу первый вал, где совмещаются ленточные сита; затем нижняя лента переходит в положение обката по верху второго вала и далее верхняя лента обкатывает снизу третий вал по ходу прессования, повторяя описанный цикл на последующих валах. Данный принцип двухстороннего волнового обжатия ленточных сит используется для обезвоживания жидкого шлама с влажностью менее 95% и достигается посредством установки координаты второго вала так, чтобы его осевая располагалась ниже уровня наружных поверхностей соседних с ним валов. Причем в начальной и средней зонах прессования устанавливаются длинномерные цилиндрические валы, на концах которых выполнены конические пояски с конусностью  и разницей размеров большого основания конуса на торцах валов с цилиндрической поверхностью вала в пределах "δ" мм. Такая форма отбортовки валов функционально иммитирует глобоидную форму, препятствуя произвольному сбегу (перемещению, скольжению) ленточных сит вдоль валов при их вращении, а также обеспечивает симметричное размещение жидкого шлама между совмещенными ленточными ситами, создавая сопротивление выдавливанию шлама через края совмещенных лент.
и разницей размеров большого основания конуса на торцах валов с цилиндрической поверхностью вала в пределах "δ" мм. Такая форма отбортовки валов функционально иммитирует глобоидную форму, препятствуя произвольному сбегу (перемещению, скольжению) ленточных сит вдоль валов при их вращении, а также обеспечивает симметричное размещение жидкого шлама между совмещенными ленточными ситами, создавая сопротивление выдавливанию шлама через края совмещенных лент.
Существенным отличием заявленного решения является то, что начальная зона прессования жидкого шлама сформирована из трех и более валов, симметрично расположенных, с возможностью их одностороннего обкатывания совмещенными ленточными ситами по касательной к круговой поверхности с радиусом R, которая является также касательной к поверхности первого обжимного вала, размещенного в средней зоне прессования жидкого шлама. При этом в начальной зоне прессования осевая каждого четного вала (второго, четвертого и т.д.) располагается ниже уровня наружных поверхностей двух соседних нечетных валов с возможностью двухстороннего обжатия совмещенных ленточных сит по волнообразному принципу. А в начальной и средней зонах прессования жидкого шлама поверхности всех валов иммитируют глобоидную форму и представляют собой длинномерные цилиндрические валы, на концах которых выполнена отбортовка в виде конических поясков с конусностью  и разницей размеров большого основания конуса на торцах валов с их цилиндрической поверхностью в пределах "δ" мм, достаточной для предотвращения произвольного сбега (перемещения, скольжения) ленточных сит вдоль валов, а также для обеспечения симметричного размещения жидкого шлама между совмещенными ленточными ситами и препятствия выдавливания шлама через края совмещенных лент.
и разницей размеров большого основания конуса на торцах валов с их цилиндрической поверхностью в пределах "δ" мм, достаточной для предотвращения произвольного сбега (перемещения, скольжения) ленточных сит вдоль валов, а также для обеспечения симметричного размещения жидкого шлама между совмещенными ленточными ситами и препятствия выдавливания шлама через края совмещенных лент.
Данные существенные признаки не известны нам из патентной и научно-технической информации и потому считаем, что предлагаемые решения соответствуют критерию "Изобретательский уровень". Заявленные решения экспериментально проверены на опытном производстве, что соответствует критерию "Промышленная применимость".
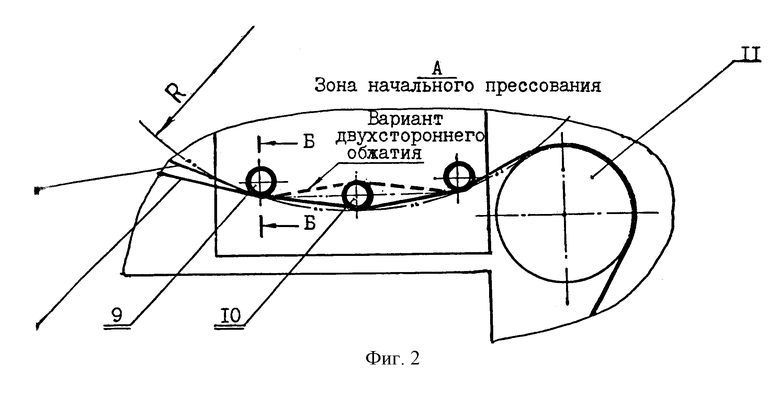
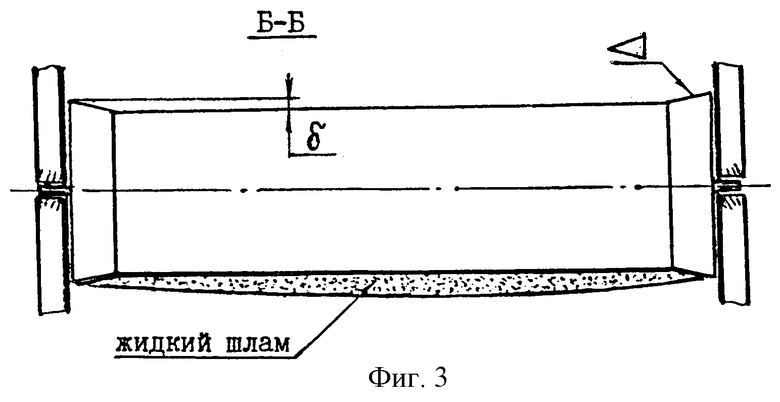
На фиг.1 изображена кинематическая схема ленточного пресс-фильтра с обозначением зоны начального прессования жидкого шлама, сформированной тремя валами с односторонней обкаткой их совмещенными ленточными ситами. На фиг.2 показана отдельно зона начального прессования жидкого шлама с обозначением касательной круговой поверхности с радиусом R и вариантом двухстороннего обжатия совмещенных ленточных сит. На фиг.3 показана общая конструкция длинномерного вала с коническими поясками, имитирующего глобоидную форму, а также изображена схема размещения жидкого шлама между совмещенными ленточными ситами в состоянии их обката по валам.
Пресс-фильтр на фиг.1 состоит из несущего каркаса 1, в котором смонтировано множество валов различного типоразмера, включающих приводной, два ведущих и остальные промежуточные валы. Между валами пропущены два бесконечных ленточных сита нижнего 2 и верхнего 3 расположения. Вращение валов осуществляется посредством электромеханического привода, не показанного на схеме, через приводной 4 и два ведущих вала 5. Натяжение ленточных сит осуществляется валами 6, размещенными в подвижных опорах 7, функционирующих в составе механизмов натяжения, не показанных на схеме.
Ленточные сита совмещаются в зоне начального прессования, включающей три одинаковых промежуточных вала типоразмера 9(10). Зона повышенных давлений прессования шлама распространяется на остальные промежуточные валы при их обжатии ленточными ситами, начиная с вала типоразмера 11 в средней зоне. Максимальное давление прессования создается группой валов типоразмера 5, размещенных между валом 12 и ведущими валами 5.
Работа ленточного пресс-фильтра.
Ленточные сита 2 и 3 натягиваются с усилием, соответствующим силовым характеристикам механизмов натяжения, посредством подвижных опор 7. Валково-ленточная передача пресс-фильтра приводится во вращение от электромеханического привода через приводной вал 4 и ведущие валы 5. Жидкий шлам загружается на верхнее ленточное сито 3, при движении которого на протяженном участке происходит свободная фильтрация жидкой фракции шлама. Сито 3 меняет направление движения на валу 6 подвижной опоры 7, в результате чего частично обезвоженный шлам через лоток 8 перегружается на нижнюю ленту сита 2 и транспортируется в зону начального прессования к валу 9. Здесь ленточные сита 2 и 3 совмещаются, размещая между собой жидкий шлам, и далее обкатываются совместно через три вала 9 по условно круговой поверхности радиуса "R" с минимальными удельными давлениями сжатия (прессования). В зоне начального прессования происходит "сгущение" жидкого шлама за счет отжимания избытка воды. Затем загущенный шлам поступает в зону средних удельных давлений прессования, создаваемых при обжатии ленточными ситами промежуточных валов типоразмеров 11 и 12 с повышенными диаметральными размерами, и далее ленточными ситами транспортируется в зону высоких давлений прессования с группой валов типоразмера 5. В месте разделения ленточных сит на ведущем валу 5 осуществляется удаление обезвоженного и уплотненного шлама посредством специальных скребковых устройств, не показанных на схеме.
При обезвоживании исходного маловязкого жидкого шлама с влажностью менее 95% в зоне начального прессования предусматривается возможность повышения удельных давлений посредством замены принципа одностороннего обката ленточными ситами валов по радиусу "R" на двухстороннюю обкатку по волновому принципу, когда совмещенные ленточные сита обжимают средний вал 10 сверху, см. вариант вид "А" на фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ ПРЕСС-ФИЛЬТР ДЛЯ ОБЕЗВОЖИВАНИЯ ШЛАМА И ИЛА | 1998 |
|
RU2132719C1 |
| ЛЕНТОЧНЫЙ ПРЕСС-ФИЛЬТР ДЛЯ ОБЕЗВОЖИВАНИЯ ШЛАМА И ИЛА | 1998 |
|
RU2161525C2 |
| ЛЕНТОЧНЫЙ ПРЕСС-ФИЛЬТР ДЛЯ ОБЕЗВОЖИВАНИЯ ШЛАМА И ИЛА | 1998 |
|
RU2154517C2 |
| ЛЕНТОЧНЫЙ ПРЕСС-ФИЛЬТР ДЛЯ ОБЕЗВОЖИВАНИЯ ШЛАМА И ИЛА | 1996 |
|
RU2124923C1 |
| ФИЛЬТР-ПРЕСС | 2010 |
|
RU2437704C1 |
| ЛЕНТОЧНЫЙ ПРЕСС-ФИЛЬТР ДЛЯ ОБЕЗВОЖИВАНИЯ ШЛАМА И ИЛА | 1998 |
|
RU2163831C2 |
| УСТРОЙСТВО СУЖАЮЩЕЕ ДЛЯ ИЗМЕРЕНИЯ РАСХОДА ГАЗА | 1999 |
|
RU2186342C2 |
| УСТРОЙСТВО И СПОСОБ ПЕРЕРАБОТКИ НЕФТЯНОГО ШЛАМА | 2017 |
|
RU2688820C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАСХОДА ГАЗА | 1995 |
|
RU2116628C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ПЛАСТОВЫХ ФЛЮИДОВ | 1993 |
|
RU2077671C1 |
Изобретение предназначено для очистки сточных вод от шлама и ила, накопленных при эксплуатации промышленных и бытовых предприятий. Пресс-фильтр состоит из несущего каркаса, в котором смонтировано множество валов. Между валами пропущены два бесконечных ленточных сита нижнего и верхнего расположения. Вращение валов осуществляется посредством электромеханического привода через приводной и два ведущих вала. Натяжение ленточных сит осуществляется двумя валами, размещенными в подвижных опорах с раздельными гидроприводами. Жидкий шлам загружается на верхнее сито, на котором происходит свободная фильтрация жидкой фракции шлама. В конце зоны происходит перевалка частично обезвоженного шлама с верхней ленты на нижнюю через лоток. Далее, по ходу движения, ленточные сита совмещаются на валу, а жидкий шлам размещается между лентами и поступает в зону начального прессования, сформированного тремя валами с симметричными координатами расположения. Начальное прессование характеризуется низкими удельными давлениями, которые создаются либо по принципу одностороннего обжатия ленточными ситами трех валов по касательной круговой поверхности, либо двухсторонним обжатием трех валов по волнообразному принципу, когда ленточные сита обкатывают средний вал сверху. В зоне начального прессования происходит сгущение жидкого шлама в условиях, когда жидкая фракция шлама отжимается, а сам шлам не выдавливается за края совмещенных ленточных сит. Выдавливанию жидкого шлама препятствует двухсторонняя отбортовка валов, выполненная в виде конических поясков. Подобные валы установлены в зоне средних давлений прессования по ходу обезвоживания шлама. Высокие удельные давления прессования шлама возникают в зоне, где завершается обезвоживание и шлам уплотняется с последующим его удалением скребковыми устройствами. Технический результат: повышение эффективности обезвоживания жидких шламов при уменьшении затрат на изготовление и эксплуатацию пресс-фильтра. 1 з.п.ф-лы, 3 ил.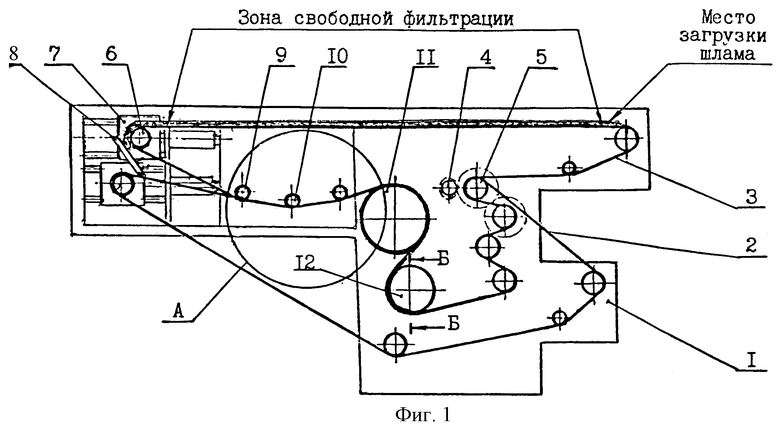
| ЛЕНТОЧНЫЙ ПРЕСС-ФИЛЬТР ДЛЯ ОБЕЗВОЖИВАНИЯ ШЛАМА И ИЛА | 1998 |
|
RU2132719C1 |
| Ленточный фильтр-пресс | 1982 |
|
SU1044309A1 |
| US 5656165 А, 12.08.1997 | |||
| DE 4426858 А1, 29.06.1995 | |||
| АЛЛЕРГОИД ИЗ ЯДА ПЧЕЛ ДЛЯ АЛЛЕРГЕН-СПЕЦИФИЧЕСКОЙ ИММУНОТЕРАПИИ БОЛЬНЫХ С АЛЛЕРГИЧЕСКИМИ РЕАКЦИЯМИ НА УЖАЛЕНИЕ ПЧЕЛАМИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2279888C1 |

