Изобретение относиться к футеровкам размольных мельниц и может быть использовано в горнообаготительной, строительной, химической отраслях промышленности и тепловой энергетике при измельчении руды, цемента, угля и других абразивных материалов.
Известна футеровка шаровых мельниц, выполненная из монолитного материала, чаще всего из стали 110Г13Л, образующая на барабане мельницы последовательность продольных ребер [1].
Недостатком футеровки является низкий срок службы, обусловленный слабой способностью относительно пластичного материала футеровки противостоять интенсивному абразивному воздействию размалываемой руды.
Известна футеровка шаровой мельницы, выполненная из пластичной стальной основы со вставками из износостойкого материала, поперечное сечение которых имеет форму трапеции, большее основание которых заглублено в тело основы, а вставки расположены в продольных ребрах на всю длину рабочей поверхности футеровки (прототип) [2].
Недостатком футеровки является сравнительно низкий срок службы, обусловленный тем, что футеровка имеет пониженную конструктивную прочность, так как износостойкие вставки выполнены на всю длину футеровки, "разрезая" пластичную основу футеровки по всей длине и на большую глубину (до 80% от ее высоты) и тем самым ослабляя ее. Кроме того, снижение срока службы футеровки обусловлено тем, что вставки в этих футеровках недостаточно прочно закреплены в пластичной основе, так как контактная поверхность на границе раздела "вставка-основа" недостаточна по площади для надежного механического закрепления вставок, а диффузионное соединение вставок и основы не происходит из-за низкой температуры разогрева массивной вставки. Слабое закрепление износостойких вставок в основе особенно отрицательно сказывается на работе таких футеровок в условиях повышенных ударных нагрузок, особенно в мельницах первой стадии измельчения с шарами диаметром более 80 мм.
Задачей настоящего изобретения является увеличение срока службы футеровки.
Поставленная задача решается тем, что в футеровке размольной мельницы, выполненной из пластичной основы в виде последовательности продольных ребер со вставками из износостойких материалов, вставки выполнены в виде отдельных элементов с фигурной рабочей поверхностью и размещены в пластичной основе таким образом, что любая прямая в направлении под углом 90o÷45o к продольной оси футеровки пересекает рабочую поверхность вставок на отрезках суммарной длиной не менее 0,1 ширины продольного ребра, при этом суммарная рабочая поверхность вставок составляет не менее 20% от площади ребра в сечении, нормальном к радиусу барабана мельницы. Кроме того, отдельные элементы вставок могут быть размещены на разных уровнях; выполняться блоками из нескольких элементов, соединенных литниками; иметь Т-образную форму рабочей поверхности и размещаться в пластичной основе продольного ребра с поворотом соседних элементов друг относительно друга на 180% на расстоянии 0,1÷0,5 линейного размера вставки вдоль ребра; ребра футеровки могут быть выполнены фигурными.
Проведенный анализ заявленного устройства показал, что увеличение срока службы обеспечивают за счет выполнения вставок в виде отдельных элементов с фигурной рабочей поверхностью и размещения их в пластичной основе таким образом, что любая прямая в направлении под углом 90o÷45o к продольной оси футеровки пересекает рабочую поверхность вставок на отрезках суммарной длиной не менее 0,1 ширины продольного ребра, а суммарная рабочая поверхность вставок составляет не менее 20% от площади ребра в сечении, нормальном к радиусу барабана мельницы. Кроме того, увеличение срока службы обеспечивается за счет размещения вставок в продольном ребре на разных уровнях; выполнения вставок блоками из нескольких элементов, соединенных литниками; выполнения отдельных элементов вставок с Т-образной формой рабочей поверхности и размещения их в пластичной основе продольного ребра с поворотом соседних элементов относительно друг друга на 180o на расстоянии 0,1÷0,5 габарита вставки вдоль ребра; выполнения продольных ребер футеровки фигурными.
Выполнение вставок в виде отдельных элементов с фигурной поверхностью обеспечивает существенное увеличение суммарной поверхности контакта "вставка-основа" (в 2,0÷2,4 раза по сравнению с прототипом) и, тем самым, повышает надежность закрепления износостойких вставок в пластичной основе, и, следовательно, повышает износостойкость футеровки и срок ее службы.
Кроме того, выполнение износостойких вставок в виде отдельных элементов относительно небольшой массы по сравнению с прототипом увеличивает максимальную температуру разогрева поверхности контакта "вставка-основа" при заливке жидкой пластичной основой, что улучшает диффузионную связь в зоне контакта "вставка-основа" вплоть до подплавления и местной сварки и повышает надежность закрепления вставок в основе и, следовательно, ее срок службы.
При суммарной рабочей поверхности элементов вставок не менее 20% рабочей поверхности ребра и при суммарной длине отрезков износостойких элементов на любом направлении под углом 90o÷45o к продольной оси футеровки не менее 0,1 ширины ребра обеспечивают максимальный уровень защиты рабочей поверхности ребра при сохранении конструктивной прочности футеровки и обеспечении надежного закрепления вставок в основе.
Повышению конструктивной прочности футеровок способствует разветвленная каркасная структура, которая образуется за счет многочисленных перемычек между продольными ребрами пластичной основы и расположения вставок на разных уровнях.
Объединение вставок в блоки повышает надежность закрепления вставок за счет дополнительного увеличения поверхности контакта "вставка-основа" и диффузионного соединения пластичной основы с блоками вставок по поверхности литников.
Отдельные элементы износостойких вставок могут иметь Т-образную, Z-образную, Y-образную и другую форму рабочей поверхности и размещаться в пластичной основе продольного ребра футеровки с поворотом соседних элементов друг относительно друга на угол 180o на расстоянии 0,1÷0,5 линейного размера вставки вдоль ребра.
Продольные ребра футеровки могут быть выполнены фигурными.
На фиг.1 - изображен фрагмент футеровки шаровой рудоразмольной мельницы (вид сверху).
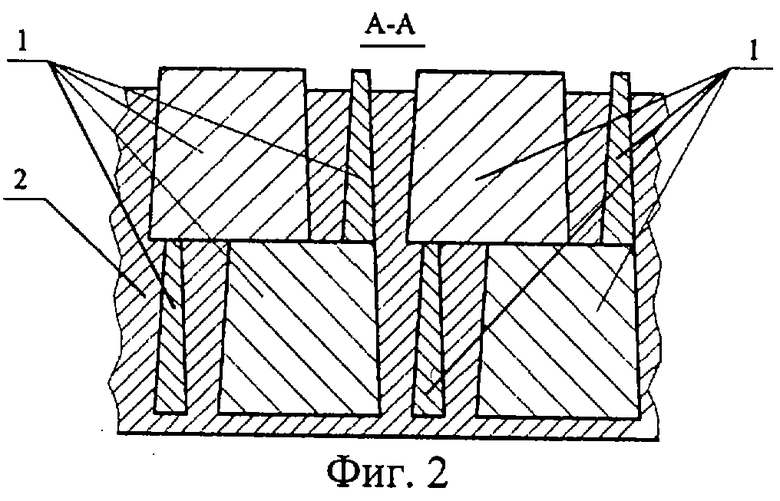
На фиг.2 изображен разрез по А-А на фиг.1.
На фиг.3 изображен фрагмент футеровки углеразмольной мельницы (вид сверху).
На фиг.4 изображен блок износостойких элементов, устанавливаемый в футеровку на фиг.3.
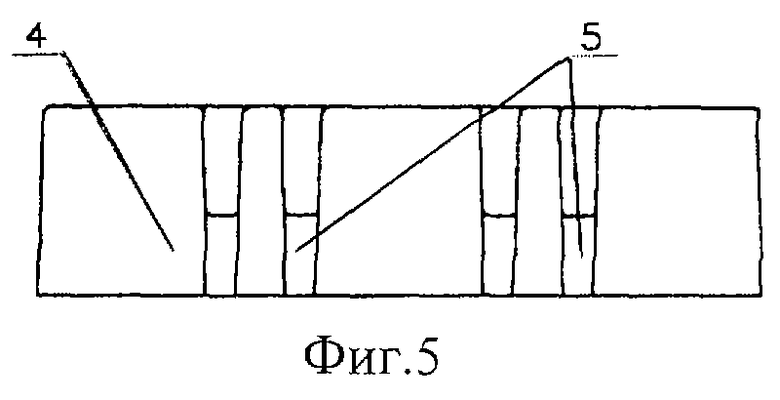
На фиг.5 изображен фрагмент футеровки стержневой рудоразмольной мельницы (вид сверху).
На фиг.6 изображен фрагмент барабана стержневой рудоразмольной мельницы (поперечный разрез).
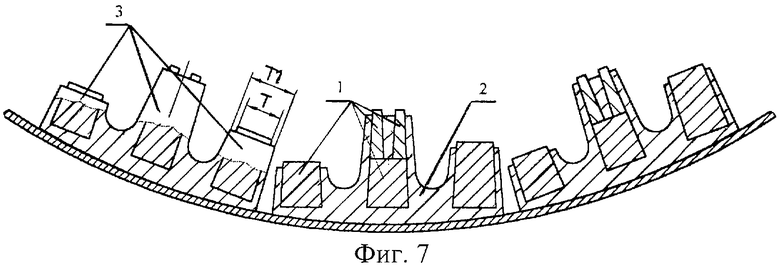
На фиг. 7 изображен фрагмент барабана шаровой рудоразмольной мельницы (поперечный разрез).
На фиг.8 изображен фрагмент барабана углеразмольной мельницы, (поперечный разрез).
Предлагаемая футеровка состоит из износостойких вставок 1, закрепленных в пластичной основе 2. Вставки изготавливаются из износостойкого материала, например высокохромистого чугуна. Пластичная основа выполняется из литой стали, например, углеродистой или низколегированной.
Вставки выполнены в виде отдельных элементов 1 с фигурной рабочей поверхностью и размещены в пластичной основе 2 так, что вместе с прилегающим слоем основы 2 образуют продольное ребро 3 шириной Т1. Форма и взаимное расположение износостойких элементов подобраны так, что любая прямая в направлении под углом 90o÷45o к продольной оси футеровки пересекает рабочую поверхность вставок на отрезках суммарной длиной не менее 0,1 ширины Т1 продольного ребра 3, то есть выдерживается условие:
а1а2+а3а4≥0,1T1
Ширина износостойких вставок должна удовлетворять условию:
T≥0,6T1.
Отдельные элементы вставок в футеровках с высокими продольными ребрами могут быть размещены на разных уровнях (фиг.1, фиг.2, фиг.4).
Вставки могут выполняться блоками 4, состоящими из нескольких повторяющихся элементов, соединенных между собой литниками 5 (фиг.3, фиг.4).
Отдельные элементы вставок могут иметь Т-образную (фиг.1, фиг.3), Z-образную или Y-образную (фиг.5) или другую форму рабочей поверхности и размещаться в пластичной основе продольного ребра с поворотом соседних элементов друг относительно друга на угол 180o на расстоянии 0,1÷0,5 линейного размера вставки.
Продольные ребра футеровки могут иметь сечение прямоугольных брусьев (фиг. 7), волны (фиг.6) или сложной фигуры (фиг.8) в зависимости от условий работы размольной мельницы.
Конкретный вариант исполнения футеровки определяется типом размольной мельницы, условиями измельчения, крепостью руды и материалом вставок и пластичной основы.
Футеровку размольной мельницы изготавливают следующим образом.
Вначале изготавливают износостойкие вставки 1, например из высокохромистого чугуна. Вставки могут быть объединены в блоки 4. Затем вставки 1 и/или блоки 4 устанавливают в полость литейной формы для отливки футеровки. Подготовленную и собранную форму заливают жидкой сталью, например сталью 25Л÷35Л или 20ГЛ, которая служит пластичной основой футеровки.
Благодаря Т-, Z-, Y-образной форме элементов износостойких вставок, расположению их с поворотом и/или со смещением, и/или в два яруса происходит быстрое и надежное заполнение литейной формы жидкой сталью с образованием в пластичной основе 2 разветвленной каркасно-сотовой структуры.
В результате нагрева поверхности вставок 1 и литников 5 происходит соединение вставок и пластичной основы 2 вплоть до местной сварки, дополнительно повышающее надежность закрепления вставок в пластичной основе.
Футеровка размольной мельницы работает следующим образом.
Размалываемый материал и мелющие тела при вращении барабана мельницы со смонтированной на нем футеровкой (фиг.6, фиг.7, фиг.8) перемещаются относительно ребер 3 в направлении, составляющем преимущественно 90o по отношению к продольной оси ребра 3. В отдельных местах футеровки эти направления могут составлять несколько меньший угол (до 45o). Абразивная масса (размалываемый материал и мелющие тела) перемещается по вершинам вставок 1, которые защищают от износа относительно мягкую пластичную основу 2 за счет так называемого "теневого" эффекта. Износ участков пластичной основы футеровки не начинается до тех пор, пока не износятся износостойкие вставки.
Благодаря предложенной форме вставок и взаимному их расположению не остается никаких направлений перемещения абразивной массы в мельнице, не перекрытых износостойкими вставками.
Разветвленный пространственный каркас пластичной основы обеспечивает повышенную прочность футеровки и возможность ее эксплуатации даже в условиях повышенных ударных нагрузок на мельницах диаметром 3,2÷4,0 м с шарами или стержнями диаметром 100 мм.
По мере постепенного износа вставок высота ребер футеровки в процессе работы мельницы уменьшается, однако износостойкие вставки остаются надежно закрепленными в пластичной основе благодаря развитой контактной поверхности "вставка-основа", механическому и диффузионному соединению вставок и пластичной основы футеровки. Вставки продолжают выполнять свою роль защиты мягкой пластичной основы до практически полного срабатывания ребер по высоте, существенно увеличивая срок службы футеровки (до 1,5÷2,0 раз по сравнению с прототипом) и обеспечивая тем самым значительную экономию средств на запчастях, ремонте и простое оборудования.
Таким образом, предложенное устройство футеровки позволяет значительно повысить срок службы мельницы между ремонтами (до 1,5÷2,0 раз), обеспечивая тем самым значительную экономию средств на запчастях, ремонте и простое оборудования.
Перечень источников информации
1. Крюков Д.К. Футеровки шаровых мельниц. - М.: Машиностроение, 1965, с. 168.
2. Авторское свидетельство СССР 1435294, МКИ В 02 С 17/22, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ ФУТЕРОВКА БАРАБАННЫХ ВРАЩАЮЩИХСЯ МЕЛЬНИЦ | 2013 |
|
RU2546883C1 |
| Футеровка шаровой мельницы | 1987 |
|
SU1435294A1 |
| ФУТЕРОВОЧНАЯ ПЛИТА | 1989 |
|
RU2016658C1 |
| ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 1999 |
|
RU2175575C2 |
| ФУТЕРОВКА | 1992 |
|
RU2040341C1 |
| ТОРЦЕВАЯ ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 1999 |
|
RU2144850C1 |
| ТОРЦЕВАЯ ФУТЕРОВКА РАЗГРУЗОЧНОЙ КРЫШКИ БАРАБАННОЙ МЕЛЬНИЦЫ | 1999 |
|
RU2173580C2 |
| ФУТЕРОВКА БАРАБАННОЙ ВРАЩАЮЩЕЙСЯ МЕЛЬНИЦЫ (ВАРИАНТЫ) | 2012 |
|
RU2546881C2 |
| РОТОР СО СМЕННЫМИ ЛОПАТКАМИ | 2008 |
|
RU2373999C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИУРЕТАНОВЫХ ЭЛАСТОМЕРОВ (ВАРИАНТЫ) | 2012 |
|
RU2501652C1 |




Футеровка размольной мельницы выполнена из пластичной основы в виде последовательности продольных ребер со вставками из износостойких материалов, которые выполнены в виде отдельных элементов с фигурной рабочей поверхностью и размещены в пластичной основе таким образом, что любая прямая в направлении под углом 90-45o к продольной оси футеровки пересекает рабочую поверхность вставок на отрезках суммарной длиной не менее 0,1 ширины продольного ребра, при этом суммарная рабочая поверхность вставок составляет не менее 20% от площади ребра в сечении, нормальном к радиусу барабана мельницы. Отдельные элементы вставок могут быть размещены на разных уровнях, выполнены блоками из нескольких элементов, иметь Т-образную форму. Ребра футеровки могут быть выполнены фигурными. Изобретение позволяет увеличить срок службы футеровок. 4 з.п.ф-лы, 8 ил.
| Футеровка шаровой мельницы | 1987 |
|
SU1435294A1 |
| Бронефутеровка барабанной мельницы | 1988 |
|
SU1717220A1 |
| ФУТЕРОВКА ШАРОВОЙ МЕЛЬНИЦЫ | 1992 |
|
RU2038149C1 |
| RU 2004330 C1, 15.12.1993 | |||
| КОМПОЗИЦИЯ НА МЯСНОЙ ОСНОВЕ ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ ПИТАНИЯ ДЕТЕЙ РАННЕГО ВОЗРАСТА | 2003 |
|
RU2245664C1 |
| US 4177955 А, 11.12.1979 | |||
| GB 999521 А, 28.07.1965. | |||

