Изобретение относится к способу изготовления электропроводящего элемента, который состоит по меньшей мере из одной удлиненной и по существу плоской электропроводящей части, такой как лента, полоса и т.п., к которой подсоединены несколько последовательно размещенных электрических компонентов, таких как чувствительные элементы, светодиоды (СД), резисторы и/или аналогичные компоненты, предназначенные для подсветки или выполнения аналогичных функций в соответствии с назначением электропроводящего элемента, и из оболочки, причем электропроводящий элемент изготавливают с размещением электропроводящей части и расположенных на ней компонентов полностью окруженными в поперечном сечении материалом оболочки с использованием непрерывного процесса изготовления, например, такого как экструзия.
В направляющих световых устройствах, в частности, предназначенных для помощи спортсмену при выполнении им спортивной программы, известно использование, например, лампочек, которые подсоединены одна за другой к электрическому проводнику внутри прозрачной трубки для индикации выполняемой спортсменом предварительно намеченной программы. В частности, спортсмен может выдерживать предварительно намеченную скорость, следя за лампочками, которые зажигаются одна за другой. Традиционные решения описанного типа обычно базируются на направляющих устройствах, которые собраны из отдельных частей и в которых в качестве световых ламп обычно используются электрические лампочки накаливания, последовательно подсоединенные к электрическому проводнику в прозрачной трубке. При использовании направляющих устройств такого типа большое внимание следует уделять плотности соединения частей корпуса с тем, чтобы при использовании во влажных условиях, например в плавательном бассейне, внутрь устройства не проникала вода.
Известно также использование электрических направляющих устройств, которые изготавливаются в виде отдельных модулей и могут использоваться, например, описанным выше образом при последовательном подсоединении одного устройства к другому. В решениях этого типа направляющие устройства обычно помещают внутри формованной прозрачной пластмассовой оболочки, поэтому при подсоединении одного устройства к другому должны использоваться отдельные соединительные провода. Естественно, при использовании сборного направляющего устройства, например при использовании его в особых условиях, таких как в воспламеняющейся среде и т. п., эти провода должны быть также защищены. Подобная защита промежуточных соединительных проводов требует тщательного монтажа или применения дополнительных мер или компонентов в самом процессе изготовления с тем, чтобы, с одной стороны, предотвратить возможность искрения, и, с другой стороны, защитить провода и сами устройства от воды или влаги окружающей среды.
Известно, например из патента США 5496427, изготовление электролюминесцентной светящейся ленты, полностью заключенной в оболочку методом экструзии. Изготовление такой ленты, основанной на эффекте электролюминесценции, может быть выполнено традиционным способом за счет использования удлиненных проводников и непрерывных лент, которые формируют постоянное излучение.
В отличие от данного решения, в структуре согласно настоящему изобретению, которое базируется на технологии печатного монтажа, можно получить электропроводящую ленту, которая может работать, в частности, и в динамическом режиме, а также в режиме создания специального светового эффекта, когда светящаяся зона движется в индицируемом направлении. Эффект такого типа не может быть получен с помощью ленты по указанному патенту США, которая основана на электролюминесценции и действует только по принципу включено/выключено.
С другой стороны, известно также, например из патента США 5193895, изготовление удлиненной ленты для целей освещения. Однако в указанном патенте не представлено готовое изделие, в частности, устойчивое к влаге, которое могло бы быть изготовлено простым применением упомянутого выше метода экструзии. Таким образом, этот тип решения базируется на изготовлении по меньшей мере двух отдельных частей, и в практическом применении это всегда вызывает проблемы, связанные с проникновением влаги между слоями этих частей. Решения этого типа не позволяют также получить ленты, работающей в динамическом режиме, так как подобная лента всегда работает в режиме включено/выключено.
Далее, в европейском патентном документе 760448 (опубликован позднее даты приоритета данного изобретения) представлено решение, которое основывается прежде всего на двух или более непрерывных электропроводящих шинах, которые проходят по всей длине электропроводящей ленты и к которым один за другим подсоединены светодиоды. Первый вариант данного решения содержит две вытянутые проводящие шины с подсоединенными к ним светодиодами, причем вся совокупность компонентов заключена в слой пасты на подходящей пластмассовой основе, нанесенной посредством экструзии с образованием единой удлиненной электропроводящей ленты. Другой вариант осуществления заключается в том, что в дополнение к электропроводящим шинам в экструдер подают непрерывную в продольном направлении соединительную ленту, которая разматывается из рулона и на верхней стороне которой имеются отдельные печатные платы с включенными в них СД.
Поскольку в этом варианте также используются непрерывные в продольном направлении электропроводящие шины с их присоединением к контактным поверхностям, которые предусмотрены в раздельных печатных схемах, решение указанного типа также не позволяет достигнуть желаемого динамичного действия электропроводящей ленты, так как решение опять базируется на традиционном принципе включено/выключено.
В соответствии с данным решением электропроводящая лента всегда включает по меньшей мере две или более электропроводящие шины, которые проходят непрерывно от одного конца к другому и к которым СД подсоединены либо непосредственно, либо с использованием дополнительной соединительной ленты с расположенными на ней отдельными печатными платами, снабженными СД. Вследствие этого решение является чрезвычайно сложным как по конструкции, так и по технологии изготовления, так как в устройстве всегда должны быть применены непрерывные в продольном направлении электропроводящие шины, которые должны соединять между собой полностью раздельные печатные платы с имеющимися на них СД для достижения хотя бы статичного действия электропроводящих лент.
Сущность изобретения
Задачей, поставленной перед настоящим изобретением, является кардинальное разрешение указанных выше проблем и тем самым существенное повышение уровня техники. Для решения указанной задачи способ в соответствии с настоящим изобретением отличается по существу тем, что электрические компоненты электропроводящего элемента, предпочтительно обеспечивающие работу в динамичном режиме, прикрепляют предпочтительно средствами технологии поверхностного монтажа к электропроводящему слою, такому как медное или аналогичное покрытие основного материала, который изготовлен из пластика, такого как полиамид, сложный полиэфир, полиэтилен-нафталат или т.п., электропроводящей части, которая базируется на так называемой технологии печатного монтажа, благодаря чему электропроводящий слой проходит по существу непрерывно по всей длине электропроводящего элемента, после чего всю совокупность компонентов окружают материалом оболочки на основе пластика, такого как поливинилхлорид, полиуретан, олефин или подобного материала.
Самое существенное преимущество способа по изобретению заключается в его простоте и технологической надежности, что обеспечивает значительно более эффективное производство по сравнению с производством современных электропроводящих элементов. Способ в соответствии с изобретением позволяет прежде всего изготавливать электропроводящие элементы плоского профиля, благодаря чему они могут использоваться, например, в виниловых полах, так как элемент высотой не более 2 мм находится практически на одном уровне с окружающим его полом. Далее, способ по изобретению позволяет изготавливать водо- и газонепроницаемые электропроводящие элементы, которые могут использоваться как в водной и влажной среде и помещениях, так и, например, в воспламеняющемся окружении. Кроме того, способ по изобретению позволяет изготавливать элементы с высокой конструктивной прочностью поверхности, и при прокладке такого элемента в виниловом полу он по поверхностной прочности незначительно отличается от самого пола.
Способ по изобретению в принципе базируется на самой обычной технологии экструзии, однако ее применение в данном случае открывает неожиданные возможности в аспекте изготовления и параметров готового электропроводящего элемента как продукта способа, при этом размеры, форма и электрические характеристики электропроводящих элементов по изобретению могут быть изменены очень легко посредством внесения необходимых простых технических изменений в ходе каждого рабочего этапа. При использовании способа по изобретению можно изготавливать непрерывный и гибкий электропроводящий элемент, который можно сматывать в рулон для хранения, равно как и жесткий прямой элемент по типу прутка. Кроме того, изобретение обеспечивает изготовление электропроводящего элемента с надежным электрическим соединением исключительно за счет его неотъемлемой электропроводящей части, выполненной посредством технологии изготовления печатной платы. В связи с этим следует также упомянуть, что гибкость элементов, например, в решении по указанному выше европейскому патентному документу, может вызывать сомнения, так как в нем электропроводящие шины прижимаются к имеющимся в печатном монтаже контактным поверхностям, и при изгибе электропроводящей ленты данные компоненты могут отделиться друг от друга, что вызовет разрыв электрической цепи.
Изобретение позволяет изготавливать электропроводящие ленты, которые отличаются от известных изделий также и по внешнему виду за счет, например, введения в экструдер материалов для создания слоев покрытия различной окраски. Цветные слои могут быть выполнены под цвет окружения, светящимися или, например, отражающими. Кроме того, в сочетании с цветными слоями на поверхностях компонентов СД можно поместить, например, линзы. Таким образом, в рамках настоящего изобретения можно получать заданные сочетания светового эффекта с цветовым эффектом, создаваемым за счет отражения или свечения.
Зависимые пункты формулы изобретения, относящиеся к способу, представляют предпочтительные примеры его осуществления.
Изобретение относится также к электропроводящему элементу, изготавливаемому данным способом и охарактеризованному в ограничительной части соответствующего независимого пункта формулы изобретения. Существенные отличительные признаки электропроводящего элемента изложены в отличительной части этого пункта.
Наиболее существенные преимущества электропроводящего элемента по изобретению заключаются в простоте и технологической надежности его изготовления, конструкции и использования. В частности, использование так называемого процесса непрерывного производства, то есть экструзии, в первую очередь дает возможность получать электропроводящий элемент длиной даже до нескольких сотен метров. Электропроводящий элемент по изобретению может быть изготовлен в виде совершенно автономного изделия и обладать, например, водо- и газонепроницаемостью или стойкостью к влаге. Электропроводящий элемент по изобретению может иметь очень малые размеры, например, для скрытой установки в виниловом полу, и в этом случае его поверхностная прочность и подобные характеристики могут по существу соответствовать окружающему виниловому покрытию. Кроме того, благодаря тому, что электропроводящая часть выполняется в электрическом аспекте средствами так называемой технологии печатного монтажа, электропроводящий элемент может быть изготовлен таким образом, что он действует либо статично (без изменения направления), либо динамично (с изменением направления), и в этом случае электропроводящий элемент будет работать несмотря на выход из строя каких-либо электрических компонентов по каким-либо причинам. При необходимости ремонта электропроводящего элемента его можно выполнить просто путем замены отдельных секций соответствующей длины с использованием, например, пайки или механических стыков, после чего точки соединения могут быть изолированы с помощью пластиковой матрицы, соответствующей, например, профилю ленты. Таким образом, электропроводящий элемент по изобретению может использоваться для самых различных условий и назначений, например, в общественных помещениях, в судовых условиях, в самолетах, в терминалах и т.д., или для обычных целей в качестве световых указателей в аварийных системах и системах безопасности, для контроля, указания направления, мониторинга, измерения и/или наблюдения и т. д. Электропроводящий элемент согласно настоящему изобретению может изготавливаться в соответствии с современными требованиями в отношении низкорасположенных источников освещения.
Краткий перечень фигур чертежей
Далее изобретение будет описано на примере осуществления со ссылками на чертежи, на которых:
фиг.1 иллюстрирует общий принцип способа по изобретению,
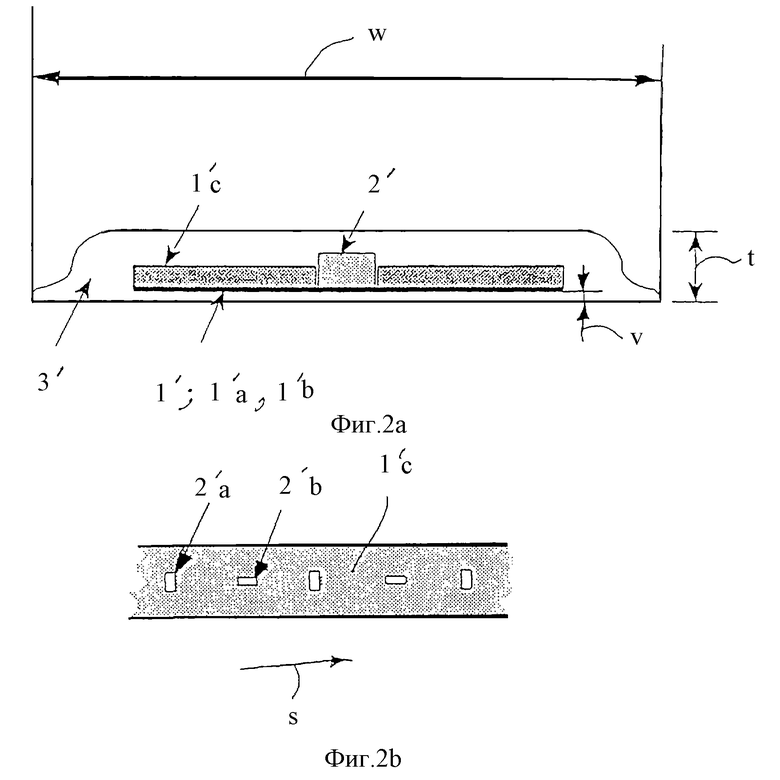
фиг. 2а изображает в поперечном сечении электропроводящую ленту, изготавливаемую способом по изобретению;
фиг. 2b изображает на виде сверху покрывающую полосу, которая используется в электропроводящей ленте.
Сведения, подтверждающие возможность осуществления изобретения
Изобретение относится к способу изготовления электропроводящего элемента, который состоит из по меньшей мере из одной удлиненной и по существу плоской электропроводящей части 1, 1', такой как лента, полоса или аналогичный компонент, в которой со смещением в продольном направлении S установлены и подсоединены один к другому несколько электрических компонентов 2, 2', таких как чувствительные элементы, СД (светоизлучающие диоды), резисторы и/или т.п. компоненты, предназначенные для освещения, подсветки или т.п. функций в соответствии с назначением электропроводящего элемента, и части 3, образующей оболочку. Электропроводящий элемент изготавливают с полным окружением электропроводящей части 1, 1' и закрепленных на ней компонентов 2, 2' в поперечном сечении материалом 3', формирующим указанную часть 3, с использованием непрерывного процесса изготовления, например, такого как экструзия. Электрические компоненты 2' электропроводящего элемента, способного также работать в динамическом режиме, прикрепляют предпочтительно средствами технологии поверхностного монтажа к электропроводящему слою 1'b, такому как медное покрытие или т.п., основного пластического материала 1'а, такого как полиамид, сложный полиэфир, полиэтиленнафталат или т.п., электропроводящей части 1', которую изготавливают на основе так называемой технологии печатного монтажа, причем электропроводящий слой 1'b проходит по существу непрерывно по всей длине электропроводящего элемента, после чего всю сформированную совокупность окружают материалом 3' оболочки, который базируется на пластике, таком как поливинилхлорид, полиуретан, олефин и/или т.п.
Далее, в качестве предпочтительного варианта осуществления перед подачей материала 3' оболочки электропроводящий слой 1'b, такой, например, как медное покрытие электропроводящей части, которая выполнена в виде непрерывной гибкой печатной платы, покрывают по меньшей мере в частях, окружающих электрические компоненты 2', покрывающей краской, пленкой или аналогичным покрытием.
Далее, в качестве предпочтительного варианта осуществления способа по фиг. 1, электрические компоненты 2' в ходе первого этапа I прикрепляют посредством технологии обработки поверхности к гибкой электропроводящей части 1', которую предпочтительно разматывают из рулона, после чего в ходе второго этапа II наносят на электропроводящую часть 1' по меньшей мере покрывающую краску, ленту 1' или аналогичное покрытие, окружающее по меньшей мере один электрический компонент 2 этой части'. На третьем этапе III способом экструзии весь электропроводящий элемент заключают в материал 3' оболочки. Очевидно, что можно вносить изменения в рабочие этапы процесса, например, электрические компоненты могут быть размещены только после нанесения покрывающей ленты 1'с.
Далее, в качестве варианта осуществления способа по изобретению в процессе изготовления электропроводящего элемента используют метод параллельной экструзии, то есть используют три параллельных фильеры, в частности, для окрашивания продольных участков электропроводящего элемента в чередующиеся цвета или для аналогичной цели.
При выполнении описанного способа на этапе подготовки к производству проектируют и изготавливают желаемую топологию электропроводящей части 1'. Затем по разработанной топологии изготавливают пленку размером, например, 1500•600мм, после чего из пленки изготавливают трафаретную сетку. После этого защитную краску подают через указанную сетку сверху на электропроводящий слой 1'b на основном материале 1'а электропроводящей части и далее производят травление электропроводящей части 1', благодаря чему достигается получение желаемой электрической топологии медной поверхности.
С помощью описанного выше способа можно изготавливать несколько параллельных электропроводящих частей в ходе одного процесса по одному трафарету с последующим разрезанием и наматыванием в рулоны после выполнения описанных этапов непрерывного процесса изготовления. Описанным способом можно изготавливать сплошную непрерывную ленту печатной схемы, так что электропроводящий элемент может быть любой длины, вплоть до 300 м.
Таким образом, электропроводящий элемент в соответствии с изобретением состоит из удлиненной электропроводящей части 1, 1', которая оснащена несколькими электрическими компонентами 2, 2', выполняющими, например, функцию освещения или подсветки, и это сочетание компонентов в целом окружено образующей оболочку частью 3, 3', защищающей весь элемент. Электрические компоненты 2' электропроводящего элемента, способного также работать в динамичном режиме, прикреплены предпочтительно средствами технологии поверхностного монтажа, к электропроводящему слою 1'b, такому как медное покрытие или т.п., основного пластического материала 1'а, такого как полиамид, сложный полиэфир, полиэтиленнафталат или т.п., электропроводящей части 1', которую изготавливают на основе так называемой технологии печатного монтажа, так что электропроводящий слой 1'b проходит по существу непрерывно по всей длине электропроводящего элемента, и вся совокупность компонентов полностью окружена совершенно равномерным материалом 3' оболочки, который базируется на пластике, таком как поливинилхлорид, полиуретан, олефин и/или т.п.
Далее, в качестве наиболее оптимального варианта осуществления, в частности, для покрытия внешней поверхности электропроводящей части 1', которая выполнена в виде непрерывной гибкой печатной платы, поверх нее, по меньшей мере на частях, окружающих электрические компоненты 2', помещена покрывающая цветная или аналогичная ей пленка 1'с. При использовании отдельной покрывающей пленки, как это показано, например, на фиг.2b, в ней на этапе предварительной подготовки выполняют отверстия в точках, соответствующих размещению компонентов 2'а, 2'b для их крепления на электропроводящей части 1'. Данное решение имеет то преимущество, особенно важное с учетом этапа экструзии, что при применении материала соответствующей толщины можно выровнять внешнюю поверхность электропроводящей части. Небольшие перепады уровня внешней поверхности электропроводящей части 1' могут быть устранены в процессе изготовления, например, изменением скорости протяжки и/или давления экструзии в ходе этапа экструзии.
Далее, в предпочтительном примере выполнения электропроводящего элемента, предназначенного специально для включения в виниловое напольное покрытие, общая толщина V электропроводящего элемента составляет максимум 2 мм, причем толщина V материала 3' оболочки под электропроводящей частью 1' составляет предпочтительно 0,1-0,3 мм.
В имеющем особые преимущества варианте выполнения в соответствии с принципиальным решением по фиг.1 электропроводящий элемент изготовлен на основе гибкой электропроводящей части и может быть в готовом виде намотан в рулон для хранения. При использовании совместно с решением по изобретению существующих современных технологий можно изготавливать электропроводящий элемент шириной W, например, от 5 до 1500 мм. Указанные величины не являются ограничительными, и вполне возможно с помощью простых средств получать также и большие и меньшие размеры.
Далее, в одном из предпочтительных вариантов выполнения электропроводящая часть 1' электропроводящего элемента образована по меньшей мере из двух отдельных печатных схем или слоев печатной платы, которые изолированы друг от друга при наложении одной поверх другой. Таким образом можно изготавливать, например, электропроводящий элемент, в печатной схеме которого имеются различные и электрически изолированные медные покрытия на противоположных поверхностях элемента. Этот вариант осуществления не представлен на чертежах, поскольку он легко может быть выполнен на практике в качестве модификаций, которые изолированы электрически друг от друга посредством размещения электропроводящего покрытия только на одной стороне каждого слоя печатной схемы. За счет решений такого типа можно, например, передавать различные группы сигналов по каналам, проходящим в зданиях различного типа. Таким путем можно также увеличивать количество информации, передаваемой электропроводящей лентой, без существенного увеличения общей толщины электропроводящего элемента. Кроме того, электрические компоненты электропроводящего элемента могут также включать матрицы СД, размещенные одна за другой в продольном направлении и образующие, например, буквы, цифры, стрелки или текст. В дополнение к этому в некоторых вариантах в качестве электрических компонентов могут быть использованы СД со свечением различного цвета, с выбором цвета (зеленый/красный и т.д.) в зависимости от назначения.
Очевидно, что изобретение не ограничивается представленными и описанными примерами выполнения и может подвергаться значительным изменениям в пределах своего основного принципа. Как уже объяснялось выше, кроме гибких электропроводящих элементов, вполне возможно также изготовление жестких удлиненных электропроводящих элементов. Естественно, возможно также использование в качестве несущей основы прутков из пластика в сочетании с описанной гибкой конструкцией элементов при прокладке, например, на текстильных полах, а также использование алюминиевых или стальных конструктивных прутков основы при использовании на каменных полах, где невозможно сделать канавки или углубления для скрытой прокладки. Очевидно, что электропроводящий элемент по изобретению целесообразно изготавливать таким образом, чтобы он имел участки определенной длины для разрезания и для последующего ремонта. Кроме того, способ по изобретению может применяться таким образом, что вместо покрытия или окраски электропроводящей ленты в комбинации с экструзией материала оболочки отдельные части по желанию могут быть выполнены, например, полупрозрачными, почти или полностью прозрачными. С учетом влагостойкости самого электропроводящего элемента особое внимание следует уделять влагостойкой изоляции мест соединения электропроводящих элементов, например, друг с другом, с источниками энергии и блоками управления. Это может обеспечиваться применением соответствующих соединительных материалов, например формуемого полиуретана.
Изобретение относится к способу изготовления электропроводящего элемента. Способ изготовления электропроводящего элемента, состоящего, по меньшей мере, из удлиненного электрического проводника, с которым соединяют последовательно в продольном направлении несколько электрических компонентов, обеспечивающих освещение, подсветку или аналогичную функцию в соответствии с назначением электропроводящего элемента, после чего всю совокупность компонентов заключают в защитную оболочку. Электропроводящий элемент изготавливают из удлиненной и по существу электропроводящей части, такой как лента, полоса или т.п., к которой прикрепляют электрические компоненты, такие как индикаторы, светоизлучающие диоды, резисторы и т.д., располагая их предпочтительно полностью окруженными в поперечном сечении материалом, формирующим оболочку, с использованием непрерывного процесса изготовления, например, такого как экструзия. Техническим результатом является то, что с помощью предложенного способа можно изготавливать несколько параллельных электропроводящих частей в ходе одного процесса по одному трафарету, можно изготавливать сплошную непрерывную ленту печатной схемы. 2 с. и 8 з.п.ф-лы, 2 ил.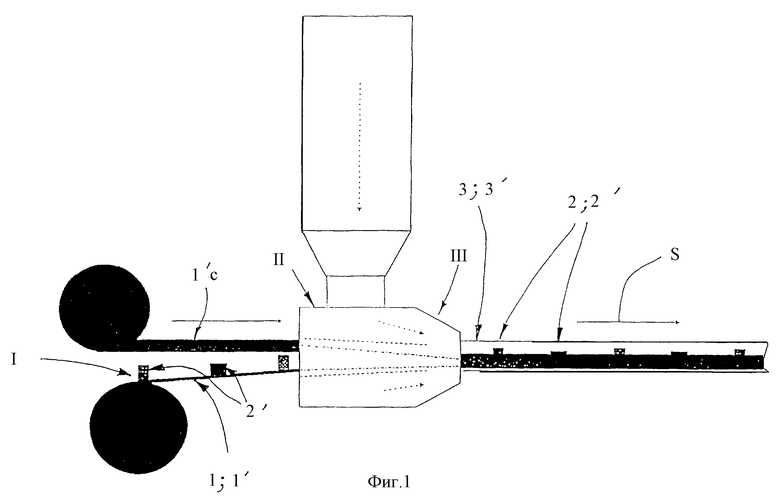
| US 5496427 A, 05.03.1996 | |||
| СОСТАВ ДЛЯ СВЕТИЛЬНИКА | 0 |
|
SU321155A1 |
| US 5193895 A, 16.03.1993. | |||

