Настоящее изобретение относится к способу непрерывной печати электропроводящих структур на таком гибком носителе.
При изготовлении печатных схем или печатных плат использовавшимся ранее для этой цели известным способом коммутационную систему, соответственно электрическую цепь, печатали в виде позитивного оттиска непосредственно на неэлектропроводящей пластмассовой пластине электропроводящей печатной краской, напечатанные которой электропроводящие структуры выполняли функцию изолированных проводников. К известным электропроводящим печатным краскам относятся серебросодержащие лаки, которыми печатали на платах методом трафаретной печати. Для этого к лакам для трафаретной печати примешивали тонкодисперсный порошок серебра в количестве, необходимом для достижения требуемой их электрической проводимости.
Из уровня техники известны также датчики, выполненные из нескольких расположенных один поверх другого пленочных слоев. Подобные датчики состоят, например, из полиэфирной пленки в качестве основного материала, на которую методом трафаретной печати нанесен резистивный элемент из электропроводящего резистивного проводникового материала. С отступом от пленочной основы расположена эластичная покровная пленка, например, из полиоксиметилена, которая также покрыта электропроводящим материалом в качестве противоэлектрода и которая распорками удерживается на небольшом расстоянии от резистивного элемента без контакта с ним.
Из ЕР 0129785 В1 известна используемая в качестве емкости для хранения лекарственных средств пленочная упаковка с нанесенными на пленку проводящими полосками для электрического контакта с датчиком сигналов. Подобная система предназначена для контроля приема лекарств пациентом.
Из US 4659872 известен способ печати проводящих полосок электропроводящей печатной краской на гибком носителе из полимера, предусматривающий применение метода трафаретной печати.
В основу настоящего изобретения была положена задача разработать способ печати проводящих полосок электропроводящей печатной краской на гибком носителе, обеспечивающий высокую точность нанесения полосок, особенно в случае тонких полосок.
Для решения этой задачи предлагается способ печати проводящих полосок (токопроводящих дорожек) электропроводящей печатной краской на гибком носителе из полимера, предусматривающий применение печатания проводящих полосок на носителе методом глубокой печати.
Использование для глубокой печати формных (печатных) цилиндров с полученным травлением или гравированием особо глубоким рельефом позволяет получать электропроводящую структуру с оптимальными электропроводящими свойствами уже при однократной печати (при печати за один проход). Для дальнейшего повышения электрической проводимости процесс печати электропроводящей структуры можно повторять многократно, печатая электропроводящую структуру отдельными слоями один поверх другого ("краска по краске"). При этом край каждого из последующих печатных слоев электропроводящей структуры целесообразно смещать относительно края расположенного под ним предшествующего печатного слоя электропроводящей структуры с образованием между ними ступенчатого перехода, благодаря которому при последующем нанесении электроизолирующего лака на подобную ступенчатую электропроводящую структуру образуется сглаженный переход между основным, соответственно покровным, слоем и электропроводящей печатной краской.
Получаемые предлагаемым в изобретении способом влагонепроницаемые, экономичные в изготовлении гибкие носители с электропроводящей структурой могут найти самое разнообразное применение от их использования в качестве плоских кабелей для передачи токов высокой частоты до их использования в качестве электроковриков в системах электроотопления нагревом пола.
Другие преимущества и отличительные особенности изобретения более подробно рассмотрены ниже на примере предпочтительных вариантов его осуществления, со ссылкой на прилагаемые к описанию чертежи, на которых показано:
на фиг.1 - вид в разрезе выполненного по первому варианту гибкого носителя с напечатанной на нем электропроводящей структурой,
на фиг.2 - вид в разрезе выполненного по второму варианту гибкого носителя с напечатанной на нем электропроводящей структурой,
на фиг.3 - схема, иллюстрирующая первый вариант осуществления способа непрерывного изготовления плоского кабеля с перекрещивающимися проводящими полосками,
на фиг.4-6 - схема, иллюстрирующая второй вариант осуществления способа непрерывного изготовления плоского кабеля с перекрещивающимися проводящими полосками,
на фиг.7 - вид в разрезе показанного на фиг.6 плоского кабеля плоскостью I-I,
на фиг.8 - схема, иллюстрирующая третий вариант осуществления способа непрерывного изготовления плоского кабеля с перекрещивающимися проводящими полосками,
на фиг.9 - вид в аксонометрии свернутого в рулон плоского кабеля,
на фиг.10 - вид в разрезе двухжильного электрического кабеля, соединенного с плоским кабелем,
на фиг.11 - вид в разрезе плоского кабеля с проводящими полосками, нанесенными одна поверх другой путем многократной печати "краска по краске".
На фиг.1 показан выполненный по первому варианту гибкий носитель 10, имеющий основной слой 12, который с одной своей стороны соединен с барьерным слоем 16, например, из алюминиевой фольги и на который с другой его стороны электропроводящей печатной краской напечатана электропроводящая структура 20 в виде, например, проводящих полосок. Основной слой 12 с той своей стороны, с которой на него напечатана электропроводящая структура, соединен промежуточным слоем 13 клея с постоянной липкостью, например на полиуретановой основе, с покровным слоем 14, например, из полиэтилена. Покровный слой 14 своей обращенной от клеевого промежуточного слоя стороной также соединен с алюминиевой фольгой, образующей барьерный слой 16. Оба наружных барьерных слоя из алюминиевой фольги препятствуют проникновению водяного пара в основной слой 12, в покровный слой 14, а также в промежуточный слой 13 и тем самым его проникновению к печатной электропроводящей структуре 20. Наружные слои из алюминиевой фольги одновременно обеспечивают электромагнитное экранирование расположенной между ними электропроводящей структуры 20.
На фиг.2 показан выполненный по второму варианту гибкий носитель 10, имеющий основной слой 12, например, из полиэтилена, который с одной своей стороны соединен с алюминиевой фольгой, выполняющей функцию барьерного слоя 16. На другой не соединенной с барьерным слоем 16 стороне основного слоя 12 электропроводящей печатной краской напечатана электропроводящая структура 20 в виде проводящих полосок. С той стороны основного слоя 12, на которой на нем напечатана электропроводящая структура 20, расположен электроизолирующий промежуточный слой 18 из полимера, например полиэтилена. Аналогично основному слою 12 покрытый снаружи алюминиевой фольгой в качестве барьерного слоя 16 покровный слой 14, например из полиэтилена, снабжен еще одной электропроводящей структурой 22. Между электропроводящей структурой 20 на основном слое 12 и второй электропроводящей структурой 22 на покровном слое 14 расположен промежуточный слой 18, например, из электроизолирующего клея на полиолефиновой основе. Подобный носитель 10 с симметричным исполнением можно изготовить простым путем, сложив пополам или перегнув вдвое основной слой 12 вдоль симметричной линии сгиба и получив в результате из основного слоя 12 с электропроводящей структурой 20 с внутренней стороны и с алюминиевой фольгой в качестве барьерного слоя 16 с наружной стороны покровный слой 14 с электропроводящей структурой 22 с внутренней стороны и с алюминиевой фольгой в качестве барьерного слоя 16 с наружной стороны.
В качестве материала для выполнения основного слоя 12 и покровного слоя 14 помимо полиэтилена и полипропилена прежде всего пригоден также сложный полиэфир.
При изготовлении плоского кабеля 36 с многократно перекрещивающимися проводящими полосками способом, схематично проиллюстрированным на фиг.3, сначала полимерную пленку в качестве основного слоя 12 снабжают барьерным слоем 16, затем электропроводящей печатной краской печатают первую проводящую полоску 20а, после чего покрывают электроизолирующим лаком в качестве изоляционного слоя 18. Аналогичным образом вторую полимерную пленку в качестве покровного слоя 14 снабжают барьерным слоем 16 и печатают вторую проводящую полоску 20b. Далее свернутые в рулон ленты 26, 28 обоих материалов сводят вместе таким образом, чтобы обе проводящие полоски 20а и 20b располагались друг напротив друга и непрерывно перекрещивались в продольном направлении лент 26, 28. Сведенные вместе таким путем пленочные ленты 26, 28 пропускают через термосварочное устройство 24, в котором их термосвариванием соединяют друг с другом по их краям с образованием продольных термосварных швов.
В качестве барьерного слоя 16 предпочтительно использовать алюминиевую фольгу, которой экструзией кашируют основной слой 12, соответственно покровный слой 14. Соединять между собой термосвариванием основной слой 12, снабженный барьерным слоем 16 и первой электропроводящей структурой 20, и покровный слой 14, снабженный барьерным слоем 16 и второй электропроводящей структурой 22, можно, например, с использованием отдельной, помещаемой между лентами 26, 28, способной к термосвариванию полимерной пленки.
На фиг.4-7 показана схема, иллюстрирующая один из вариантов осуществления способа непрерывного изготовления плоского кабеля 36. Согласно фиг.4 сначала изготавливают ленту 30, которая состоит из основного слоя 12 и барьерного слоя 1 6 и на которой затем печатают две проводящие полоски 20а, 20b. Обе эти проводящие полоски 20а, 20b имеют, например, форму синусообразных волнистых линий одинаковых размеров, расположенных параллельно друг другу по обе стороны от линии f последующего сгиба на одинаковом расстоянии от нее. Затем напечатанные на ленте 30 проводящие полоски 20а, 20b покрывают слоем способного к термосвариванию электроизолирующего лака, например на основе полиолефина. Далее эту ленту 30 с напечатанной проводящей полоской и с лаковым покрытием согласно фиг.5 складывают пополам по линии f сгиба, в результате чего обе проводящие полоски 20а, 20b оказываются, как показано на фиг.7, расположены одна напротив другой и многократно перекрещиваются, образуя регулярно повторяющийся рисунок в виде сдвоенной волнистой линии. В таком сложенном пополам виде ленту 30 пропускают затем через показанное на фиг.3 термосварочное устройство 24, в котором края сложенной пополам ленты 30 в непрерывном режиме соединяют термосвариванием с образованием краевых термосварных швов 32, 34.
На фиг.8 показана схема, иллюстрирующая изготовление плоского кабеля со множеством расположенных одна над другой перекрещивающихся проводящих полосок 20а, 20b способом, в основе которого лежит тот же принцип, что и в основе способа, проиллюстрированного на фиг.4-7. Сначала изготавливают состоящую из основного слоя 12 и барьерного слоя 16 ленту 30, на которой затем печатают множество попарно расположенных проводящих полосок 20а, 20b. Аналогично показанному на фиг.4 варианту попарно расположенные проводящие полоски 20а, 20b имеют, например, форму синусообразных волнистых линий одинаковых размеров, расположенных параллельно друг другу по обе стороны от каждой из линий f последующего сгиба на одинаковом расстоянии от каждой из них. Затем напечатанные на ленте 30 проводящие полоски 20а, 20b покрывают слоем способного к термосвариванию электроизолирующего лака, например, на основе полиолефина. Далее эту ленту 30 с напечатанными проводящими полосками и с лаковым покрытием складывают, как показано на фиг.8, "гармошкой", сгибая по соответствующим линиям f сгиба, в результате чего проводящие полоски 20а, 20b во всех их парах оказываются расположены одна напротив другой и многократно перекрещиваются, образуя регулярно повторяющийся рисунок в виде сдвоенной волнистой линии. В таком сложенном "гармошкой" виде ленту 30 пропускают затем через показанное на фиг.3 термосварочное устройство 24, в котором края сложенной "гармошкой" ленты 30 в непрерывном режиме соединяют термосвариванием с образованием краевых термосварных швов в зоне линий ее сгиба.
Для ослабления создающих помехи электрических и магнитных полей вместо многократного наложения друг на друга многократно перекрещивающихся проводящих полосок 20а, 20b многократное их наложение одна на другую можно также обеспечить свертыванием плоского кабеля 36 в рулон, как это показано на фиг.9.
В показанном на фиг.10 варианте плоский кабель 36 с многократно перекрещивающимися проводящими полосками 20а, 20b соединен с обычным двухжильным силовым кабелем 38 с двумя состоящими из отдельных медных проволок 40 токопроводящими жилами 42 и пластмассовой оболочкой 44. Такой обычный двухжильный силовой кабель 38 рассчитан на пропускание тока очень большой силы, а две проводящие полоски 20а, 20b плоского кабеля 36 предназначены, например, для пропускания управляющего тока в шинной системе.
Для повышения электрической проводимости электропроводящей структуры может потребоваться, как показано на фиг.11, выполнять проводящую полоску 20а путем ее многократной печати или печати в несколько слоев "краска по краске". Для обеспечения оптимального перекрытия проводящей полоски 20а электроизолирующим покрывным лаком каждый образующий проводящую полоску слой (оттиск) 20n печатают несколько меньшей ширины, чем предшествующий, расположенный под ним образующий проводящую полоску слой (оттиск) 20n-1, с получением в результате проводящей полоски 20а со ступенчатым краем 46, благодаря которому наносимое на нее лаковое покрытие 18 приобретает в сечении сглаженный и равномерный профиль.
Следует отметить, что хотя в каждом из описанных выше примеров речь шла о плоском кабеле только с двумя проводящими полосками 20а, 20b, объем настоящего изобретения не ограничен этими вариантами его осуществления, а охватывает также в зависимости от области его применения плоские кабели со множеством токопроводящих полосок, в том числе и разного диаметра и из различных материалов.
Предложен способ непрерывной печати проводящих полосок (20, 22) электропроводящей печатной краской на гибком носителе (10) из полимера, при котором проводящие полоски печатают на носителе (10) методом глубокой печати. Для повышения электрической проводимости проводящие полоски (20, 22) печатают несколькими слоями один поверх другого "краска по краске", при этом край каждого печатаемого слоя (20n) проводящих полосок может быть смещен относительно края расположенного под ним напечатанного слоя (20n-1) проводящих полосок с образованием между ними ступенчатого перехода. Изобретение направлено на получение более точных печатных структур. 2 з.п. ф-лы, 11 ил.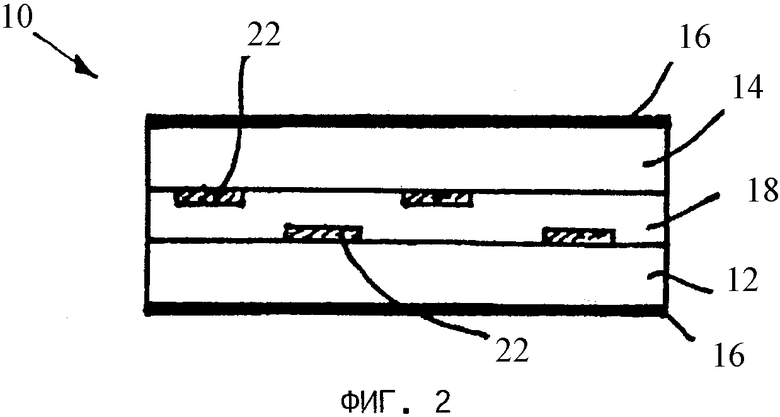
1. Способ непрерывной печати проводящих полосок (20, 22) электропроводящей печатной краской на гибком носителе (10) из полимера, отличающийся тем, что проводящие полоски печатают на носителе (10) методом глубокой печати.
2. Способ по п.1, отличающийся тем, что для повышения электрической проводимости проводящие полоски (20, 22) печатают несколькими слоями один поверх другого "краска по краске".
3. Способ по п.2, отличающийся тем, что край каждого печатаемого слоя (20n) проводящих полосок смещают относительно края расположенного под ним напечатанного слоя (20n-1) проводящих полосок с образованием между ними ступенчатого перехода.
| US 4659872 А, 21.04.1987 | |||
| ЖИДКОКРИСТАЛЛИЧЕСКИЙ ИНДИКАТОРНЫЙ ЭЛЕМЕНТ | 1998 |
|
RU2140663C1 |
| Светочувствительный материал для получения изображений | 1977 |
|
SU948301A3 |
| US 5238006 A, 24.08.1993 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРЕДМЕТА ОДЕЖДЫ | 2010 |
|
RU2530874C2 |
| US 5262590 A, 16.11.1993. | |||

