Изобретение относится к области измерительной техники, в частности, для измерения расхода протекающей по трубопроводам электропроводной жидкости.
Известен способ футеровки мерного канала индукционного расходомера [1], основанный на операции прошивки гладкой конусной протяжкой, при котором производят предварительное раздельное прессование основной футеровки и узла электрода, прессованный электрод помещают в отверстие, выполненное в основной футеровке, производят окончательное совместное прессование футеровки электрода и торцов канала расходомера с последующим спеканием прессованной футеровки в монолит.
Недостатком этого способа является то, что пресс-формой служит труба самого датчика, т.е. метрологические и конструктивные параметры надо довольно точно рассчитывать и обеспечивать самими операциями технологического процесса. Довольно сложно контролировать параметры такого слоистого изделия (металл плюс полимер).
Известен способ изготовления изолирующей футеровки [2, 3, 4, 5] расходомеров, главным образом электромагнитных, состоящий в том, что при изготовлении футеровки применяют трубку, шланг или обрезки шлангов из фторопласта, например [2] концы трубки, пластифицируются при температуре свыше 90oC, набрасывают на фланцы, которым придается определенная форма.
Трубки, шланги предполагают небольшую толщину футеровки, а следовательно, при выполнении, скажем, отверстий под электроды трудно будет достичь надежной герметизации из-за "ухода" размеров отверстий.
Известен электромагнитный расходомер [6], в котором корпус изготовлен разборным из стали, а измерительная трубка из фторопласта-4, в которой установлены два электрода из нержавеющей стали.
Одной из насущных задач при изготовлении футеровки является герметичность в местах установления электродов.
Известен способ изготовления футеровки электрода электромагнитного датчика расхода [7], заключающийся в установлении центратора для формирования отверстия под электрод в футеровке в отверстии в металлической трубке. Формируют отверстие в футеровке методом вулканизации давлением паров с обеспечением концентричности отверстия в футеровке по отношению к отверстию в металлической трубке, что дает возможность надежно изолировать электрод в отверстии с помощью шайбы.
Для обеспечения надежности герметизации канала электромагнитного расходомера в месте выводов электродов [8] проводят следующий подготовительный процесс. На корпусе расходомера в месте установки электрода выполняют прилив с плоской поверхностью. В приливе образовано сквозное установочное отверстие. При нанесении футеровки на внутреннюю поверхность канала расходомера футеруют и оба установочных отверстия, причем с наружной стороны от установочного отверстия выполняют "головку" диаметром больше диаметра установочного отверстия. В футерованном установочном отверстии выполняют ступенчатый канал для размещения стержня и упорного фланца электрода. Футеровку наносят методом литья.
Известен крепежный блок электрода электромагнитного датчика расходомера [9]. В состав блока входят закрепленная на стенке трубопровода металлическая втулка преимущественно с конической наружной поверхностью, имеющая сквозные отверстия в своей центральной выступающей части. В этом отверстии размещен электрод, между электродом и втулкой расположено уплотнительное кольцо. Часть втулки, которая расположена внутри трубопровода, покрыта изоляционным слоем.
Недостатком данной конструкции является то, что при применении фторопласта-4 уплотнительное кольцо будет работать неэффективно из-за большого коэффициента температурного расширения фторопласта-4.
Наиболее близким к предлагаемому изобретению является способ изготовления электромагнитного расходомера [10], заключающийся в изготовлении футеровки из синтетического материала, например хостафлона, методом литья с последующей механической обработкой, установление в специальных гнездах футеровки электродов и магнитной системы, состоящей из катушек индуктивности и полюсных "башмаков", нанесение методами гальваники медного или никелевого покрытия корпуса расходомера, закрепляющего электроды и полюсные "башмаки" в корпусе расходомера, в укреплении металлическими стержнями концевых ребер жесткости корпуса расходомера, извлечения технологических деталей и изоляции электрических выводов.
Недостатком данного способа изготовления электромагнитного расходомера является то, что при изготовлении футеровки использованы материалы с разными коэффициентами линейного расширения, что в конечном итоге влияет на точность и долговечность конструкции (хостафлон + никель и медь), технологический процесс достаточно сложен: операции предварительного литья, затем операции гальванического покрытия требуют металлоемких приспособлений, дополнительного расхода электричества.
Дальнейшее усовершенствование конструкции изделия, произведенного данным способом, свидетельство этому [11].
Еще одним недостатком является крепление электродов металлическим покрытием, наносимым гальваническими методами. С течением времени из-за разности коэффициентов температурного расширения расстояние между электродами начинает "плавать", а это влияет на точность измерения расхода.
Целью предлагаемого изобретения является упрощение технологического процесса изготовления, обеспечивающего заданное расстояние между электродами путем их жесткой посадки в гнездо футеровки и механического крепления, что ведет к повышению точности измерения расхода электромагнитным расходомером.
Цель достигается тем, что согласно способу изготовления электромагнитного расходомера, включающего комплекс операций механической обработки футеровки из фторопласта с образованием элементов поверхностей, в частности измерительного канала, гнезд под электроды и магнитную систему, торцов футеровки, установку и крепление электродов и магнитной системы в гнездах, крепление футеровки в металлическом корпусе, футеровку выполняют из фторопластовых стержней и втулок, гнезда под электроды выполняют сверлением в стенках футеровки отверстий, затем зенкеруют в обратном направлении два отверстия со ступенчатым переходом, причем одно из которых имеет угол наклона боковой поверхности отверстия к оси в сторону внешней поверхности футеровки, равный 5o-8o, идентичные профилю сопрягаемых с ними электродов, после чего вставляют электроды с натягом со стороны измерительного канала до упора в гнезда футеровки, крепят их механическим путем.
В литературе [12] приведен перечень аналогов фторопласта-4: тефлон (США), флюон (АНГЛИЯ), сорефлон (ФРАНЦИЯ) и т.д. Поэтому в предлагаемом изобретении материал фторопласт не входит в число отличительных существенных признаков, а употреблен как аналог материала прототипа "хостафлон".
Отличительными существенными признаками в данном способе является обратное зенкерование (т.е. обработка со стороны измерительного канала футеровки к внешней стороне) ступенчатых отверстий. Форма зенкеров позволяет получить ступенчатые отверстия с углом наклона одного из них 5o-8o, идентичные профилю сопрягаемых электродов, но с диаметрами меньшими, чем у электрода. Это позволяет уплотнить боковые поверхности при посадке электрода в подготовленное для него гнездо, т.е. посадить электрод с натягом.
Примеры реализации данного способа представлены на фиг.1-8. На них даны примеры выполнения данным способом отверстий-гнезд под электроды в футеровке.
Предлагаемый способ изготовления электромагнитного расходомера реализован следующим образом.
Заготовкой футеровки служат серийно изготавливаемые фторопластовые стержни или втулки [12]. Обрабатывают их механическим путем на токарных и фрезерных станках. У футеровки внутренние и наружные цилиндрические поверхности обрабатывают на токарном станке. После того как изготовлен измерительный канал 1, на фрезерном станке выполняют лыски либо пазы 2 на внешней поверхности футеровки 3 с двух противоположных сторон, как в [13], например, для размещения плоских обмоток возбуждения. Сверлят с внешней поверхности футеровки 3 отверстия перпендикулярно поверхности 1, зенкеруют два ступенчато расположенных отверстия 4 и 5, большими диаметрами обращенных к поверхности 1. Отверстия 4 и 5 зенкеруют либо поочередно, либо одновременно. Затем зенкеруют отверстие 6, диаметры отверстий 4 и 5 меньше аналогичных диаметров тела электрода, сопрягаемого с этим отверстием на величину Н, выбираемую опытным путем, зависящую от величины коэффициентов объемного расширения материалов футеровки и электрода, и условий эксплуатации расходомера. Отверстия 5 выполняют в виде усеченного конуса, на участке электрода, сопрягаемом с этим отверстием, выполняют канавки, например, конической формы с острыми кромками. Выполняют либо кольцевые канавки, либо кольцевые выступы по торцам футеровки. Корпус 7 выполняют разъемным по горизонтальной диаметрально проходящей плоскости, как в [13]. Магнитопроводом служит корпус 7. Катушки возбуждения 8 могут крепиться на поверхности 3 футеровки скобами либо ярмом, как в [13] , или катушки возбуждения 8 могут крепиться на подготовленных поверхностях 2 футеровки с помощью компаундов либо герметиков, как, например, в [14] . Такое крепление показано на фиг.1, 2. Катушки возбуждения 8 могут крепиться на внутренней стороне каждой половинки корпуса 7, где также выполняют плоскость под катушки возбуждения. Их крепят в этом случае, например, как в [15], c помощью компаунда или герметика. Электрод вставляют со стороны измерительного канала с натягом, вытаскивая его за хвостовик, и по сопрягаемым поверхностям происходит уплотнение. Электроды крепят гайками с пружинными шайбами или с пластинчатыми шайбами. Крепление и вывод электропроводов производят либо, как в прототипе, путем гальванического напыления и вывода проводов наружу из корпуса, либо, как, например, в [16].
Известен узел электромагнитного расходомера - электрод [17], тело которого выполнено металлическим, например из легированной стали, с многослойным покрытием в виде конуса, расширяющегося по направлению к каналу расходомера. На внешнем конце электрода выполнена резьба, с помощью которой электрод крепится гайкой с шайбой и укрепительными кольцами. Недостатком данной конструкции является то, что при использовании данного электрода в сочетании с синтетическим материалом, например фторопластом, из которого может быть выполнена футеровка, не будет обеспечена достаточная герметичность соединения.
Наиболее близким к предлагаемому изобретению является электрод, вводимый через отверстие [18] в стенке керамической трубы, выполненный в форме ступенчатого стержня, у которого ступень с большим диаметром выступает внутрь трубы, а ступень с меньшим диаметром выступает снаружи трубы, имея конусное уплотнение между стержнем, внешней поверхностью трубы и нажимной деталью, подвижно соединенной с электродом с внешней стороны трубы. Между внутренней поверхностью трубы и ступенью с большим диаметром расположено еще одно уплотнение. В данном случае применены эластичные материалы по керамике, которые будут работать неэффективно, когда материалом для измерительной трубы служит фторопласт. Целью предлагаемого изобретения является обеспечение герметичности мест посадки электродов в гнезда фторопластовой футеровки электромагнитного расходомера.
Данная цель обеспечивается тем, что электрод электромагнитного расходомера, представляющий собой тело вращения, выполненное в виде хвостовика и двух частей разного диаметра, причем часть электрода, не сопряженная с хвостовиком, имеет больший диаметр, на торце части электрода с большим диаметром, обращенном к хвостовику, выполнен кольцевой фасонный выступ, а другая часть электрода, сопряженная с хвостовиком, выполнена с углом наклона боковой поверхности к оси в сторону хвостовика, равным 5o-8o.
Еще цель достигается тем, что электрод электромагнитного расходомера, представляющий собой тело вращения, выполненное в виде хвостовика и двух частей разного диаметра, причем часть электрода, не сопряженная с хвостовиком, имеет больший диаметр, имеет на торце части электрода с большим диаметром, обращенном к хвостовику, фасонный выступ, а другая часть электрода, сопряженная с хвостовиком, выполнена с углом наклона боковой поверхности к оси в сторону хвостовика, равным 5o-8o, при этом боковая поверхность этой части электрода дополнена n кольцевыми канавками, где n=1,2,3..., наружные кромки канавок выполнены острыми.
Существенными отличиями данного электрода является наличие участка тела электрода в виде усеченного конуса между участком с большим диаметром и хвостовиком, а также на этом участке могут быть выполнены кольцевые канавки с острыми наружными кромками. Конструкция электрода обеспечивает при сборке расходомера лучшую герметизацию, если измерительная труба выполнена из синтетического материала, например из фторопласта.
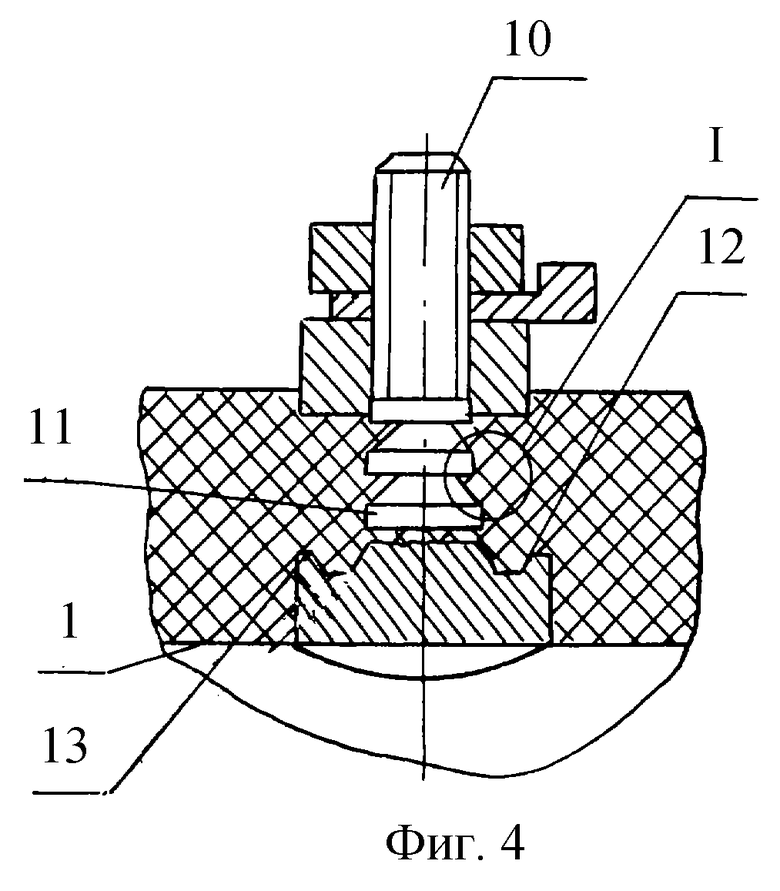
На фиг.4-8 изображены разрезы предлагаемых вариантов электродов и профиля кольцевых канавок.
Электрод 9 выполнен из металла в виде тела вращения, имеющего хвостовик 10, часть тела в виде усеченного конуса 11, а также часть тела с большим диаметром 12 с профильным выступом 13 на торце, обращенном к хвостовику 10. Ha усеченном конусе 11 имеются кольцевые канавки 14 с острыми кромками 15, которые уплотняют материал футеровки с трапециеидальным профилем, с треугольным профилем и др. (фиг.5-8).
Таким образом, данный технологический процесс является менее сложным, чем процесс с использованием литья, с применением герметизирующих материалов.
Источники информации
1. А.С. СССР 281843, G 01 F 1/56.
2. 3аявка ЕПВ 0503113, F 16 L 23/12, публ.16.09.92 г.
3. Заявка ФРГ 4122226, G 01 F 1/56, публ.07.01.93 г.
4. 3аявка ФРГ 4121880, G 01 F 1/56.
5. Технологические трубопроводы промышленных предприятий (справочник строителя под редакцией к.т.н. Р.И Тавастшерна, М., Стройиздат, 1991, стр 246-247.
6. Первичные преобразователи электромагнитные "РОСТ 1Ф" Паспорт, Кирово-Чапецк (стр.1, п. 2) 613020, г. Кирово-Чапецк. Ул. Производственная, 2.
7. Патент Японии 1-50915, G 01 F 1/58, публ. 27.03.89 г.
8. Заявка Японии 2309215, G 01 F 1/58, публ. 25.12.90 г.
9. Заявка Японии 57-51604 G 01 F 1/58, публ.11.02.82 г.
10. Заявка ФРГ 3730641, G 01 F 1/58, публ. 30.03.89 г.
11. Заявка ЕПВ 0306895, G 01 F 1/58, публ. 03.15.89 г.
12. Каталог изделий из фторопластов 1998 г. Кирово-Чапецк Научно-производственное объединение "Триада-пластик", стр.2.
13. Заявка ФРГ 3501768, G 01 F 1/58, публ. 24.07.86 г.
14. А.С. СССР 533825, G 01 F 1/58, публ.30.10.76 г.
15. Патент США 4358963, G 01 F 1/58, публ. 16.11.82 г.
16. Патент США 4607533, G 01 F 1/58.
17. Заявка ФРГ 4105317, G 01 F 1/56, публ. 27.08.92 г.
18. Заявка ФРГ 3908698, G 01 F 1/58, публ. 28.09.89 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТУРБИННЫЙ РАСХОДОМЕР | 2000 |
|
RU2205368C2 |
| РОТАМЕТР | 2001 |
|
RU2229689C2 |
| ЭЛЕКТРОМАГНИТНЫЙ РАСХОДОМЕР | 1999 |
|
RU2146041C1 |
| РОТАМЕТР | 2001 |
|
RU2209396C2 |
| ПОПЛАВОК ДЛЯ РОТАМЕТРА | 1998 |
|
RU2143100C1 |
| ВИХРЕВОЙ ЭЛЕКТРОМАГНИТНЫЙ РАСХОДОМЕР | 1999 |
|
RU2137094C1 |
| Электромагнитный расходомер | 2018 |
|
RU2694804C1 |
| ЭЛЕКТРОМАГНИТНЫЙ РАСХОДОМЕР | 2003 |
|
RU2241961C2 |
| РОТАМЕТР (ВАРИАНТЫ) | 2000 |
|
RU2207516C2 |
| РОТАМЕТР | 2000 |
|
RU2199721C2 |






В футеровке, изготовленной из фторопластовых стержней и втулок, сверлением отверстий выполняют гнезда под электроды. Зенкеруют в обратном направлении два отверстия со ступенчатым переходом, идентичных профилю сопрягаемых с ними электродов. Электроды вставляют с натягом со стороны измерительного канала, образованного в футеровке. Каждый электрод представляет собой тело вращения в виде хвостовика и двух частей разного диаметра. Часть электрода, сопряженная с хвостовиком, выполнена с углом наклона боковой поверхности к оси в сторону хвостовика, равным 5-8 град. На торце второй части с большим диаметром выполнен кольцевой фасонный выступ. В варианте выполнения на части, сопряженной с хвостовиком, имеются кольцевые канавки. После установки электродов и магнитной системы футеровку крепят в металлическом корпусе. Изобретения обеспечивают упрощение технологии изготовления, надежную герметизацию электродов. 3 с.п.ф-лы, 8 ил.
| DE 3730641 А1, 30.03.1989 | |||
| DE 3843667 А1, 13.07.1989 | |||
| КРЕМЛЕВСКИЙ П.П | |||
| Расходомеры и счетчики количества | |||
| Справочник, изд | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| - Л.: Машиностроение, 1989, с.423-425, рис.249а | |||
| DE 3908698 А1, 28.09.1989 | |||
| US 4269071, 26.05.1981 | |||
| US 3771361, 13.11.1973 | |||
| Узел электрода датчика электромагнитного расходомера | 1983 |
|
SU1122890A1 |
